Акустические методы
УДК 620.179.16
ОПРЕДЕЛЕНИЕ ПОРИСТОСТИ МОНОЛИТНЫХ ЗОН ДЕТАЛЕЙ И АГРЕГАТОВ
САМОЛЕТА, ИЗГОТАВЛИВАЕМЫХ ИЗ ПКМ, С ПРИМЕНЕНИЕМ
УЛЬТРАЗВУКОВОГО ЭХОИМПУЛЬСНОГО МЕТОДА
© 2019 г. А.С. Бойчук1,*, И.А. Диков1,**, В.Ю. Чертищев1,***, А.С. Генералов1,****
1ФГУП «ВИАМ» ГНЦ РФ, Россия 105005 Москва, ул. Радио, 17
Е-mail: *bas140185@rambler.ru; **dikov.viam@mail.ru; ***chertishchevv@mail.ru; ****generalovas.86@mail.ru
Поступила в редакцию 14.08.2018; после доработки 14.09.2018;
принята к публикации 21.09.2018
В настоящее время при контроле деталей и агрегатов самолета, изготавливаемых из полимерных композиционных
материалов, одновременно с основным контролем на поиск дефектов необходима также оценка пористости по всей
площади деталей. В результате исследований разработаны технологии контроля пористости деталей и агрегатов крыла
самолета, изготавливаемых из полимерных композиционных материалов, ультразвуковым эхоимпульсным методом.
Особенностью этих технологий является то, что сбор данных для дальнейшей обработки и получения расчетных значе-
ний пористости осуществляется одновременно с основным контролем без увеличения его трудоемкости. Приведены
построенные корреляционные зависимости между величиной пористости и амплитудой донного эхосигнала в углепла-
стиках, изготовленных методом автоклавного формования и инфузии, а также результаты оценки погрешностей опреде-
ления пористости по разработанным технологиям, сформулированы основные причины их возникновения.
Ключевые слова: углепластик, полимерные композиционные материалы, ультразвуковой контроль, ультразвуковые
колебания, пористость, поры.
DOI:10.1134/S01303082190100019
ВВЕДЕНИЕ
В настоящее время в авиастроении для снижения массы конструкции и повышения экономи-
ческой эффективности все более широкое применение находят полимерные композиционные
материалы (ПКМ) [1—4]. В соответствии с имеющимся зарубежным опытом и отечественными
разработками их применение целесообразно при создании как средненагруженных деталей и агре-
гатов планера, так и высоконагруженных.
При неразрушающем контроле деталей и элементов конструкции из ПКМ, помимо задачи
выявления отдельных дефектов [5—7], влияющих на эксплуатационные свойства конструкции в
целом, важнейшими задачами являются выявление зон с повышенной пористостью и оценка вели-
чины объемной доли пор в этих зонах. За рубежом фирмы Airbus, Boeing и Bombardier при изго-
товлении деталей из ПКМ сами проводят и требуют от поставщиков деталей проводить при уль-
тразвуковом контроле оценку пористости материала.
Известно, что прочностные свойства ПКМ существенно снижаются при наличии микродефек-
тов в материале, таких как пористость [8—10]. Так, при значении объемной доли пор более 3-4 %
прочность при межслоевом сдвиге снижается в 2 раза, при пористости, равной 5 %, внутрислоевая
прочность при сдвиге снижается на 35 % (от 0,063 до 0,042 МПа), а при продольном сжатии — на
30 % (от 1,12 до 0,773 МПа) [10]. Поэтому большинство производителей ограничивает допусти-
мую величину объемной доли пор в изготавливаемых деталях и элементах конструкций. Airbus
допускает объемную долю пор в изделиях из ПКМ не более 2,5 % [11]. Согласно стандарту ASTM
(США), изделие с пористостью более 2 % должно быть забраковано [10].
В [12] установлено, что для определения пористости в ПКМ с помощью ультразвуковых нераз-
рушающих методов контроля существует несколько различных подходов, в частности с использо-
ванием корреляционных зависимостей, построенных предварительно на образцах с известной
пористостью. В качестве информативного параметра, коррелирующего с величиной пористости, в
основном выступают несколько ультразвуковых параметров: затухание ультразвука, скорость уль-
тразвуковых волн, характеристики шумов обратного рассеяния.
В ходе ранее проведенных работ, а также на основе литературных данных [8] было определено,
что, кроме пористости в материале изделия, на корреляционные зависимости влияют параметры
используемого материала, такие как толщина монослоя и тканая форма наполнителя, схема уклад-
ки, наличие покрытия на поверхностях изделия (лакокрасочного, молниезащитного), а также пара-
метры применяемого оборудования.
Основная задача при определении пористости в изделиях из ПКМ, в особенности крупногаба-
ритных, в процессе их производства заключается в том, чтобы оценивать пористость по всей пло-
4
А.С. Бойчук, И.А. Диков, В.Ю. Чертищев, А.С. Генералов
щади контролируемой детали и при этом не увеличивать трудоемкость процесса основного кон-
троля изделия на наличие макродефектов, то есть параллельно основному контролю с использова-
нием одного и того же оборудования.
Для решения данной задачи в ФГУП «ВИАМ» совместно с предприятиями-изготовителями
деталей и агрегатов из ПКМ были проведены исследования. Работы выполнялись в рамках реали-
зации комплексного научного направления 2.3 «Методы неразрушающих исследований и контро-
ля» («Стратегические направления развития материалов и технологий их переработки на период
до 2030 года») [13].
МАТЕРИАЛЫ И МЕТОДЫ ИССЛЕДОВАНИЙ
Основным для возможности оценивания пористости в ПКМ ультразвуковым методом является
установление корреляционных связей между ультразвуковыми параметрами и величиной объем-
ной доли пористости. Для этого методом автоклавного формования и инфузии были изготовлены
специальные конструктивноподобные образцы (КПО), имитирующие типовые конструкции дета-
лей и агрегатов крыла самолета, изготавливаемые из ПКМ (рис. 1). Образцы были изготовлены с
различной величиной объемной доли пор.
а
б
в
г
Рис. 1. Конструктивноподобные образцы, изготовленные из углепластика методом:
а, б, в — автоклавного формования; г — вакуумной инфузии.
Для получения объемной доли пор в КПО в диапазоне от 0 до 4 % были выбраны следующие
способы [14]: формование без внешнего давления и при сниженном давлении под вакуумным
мешком (при автоклавном формовании); путем введения в связующее различного количества
порообразователя (при инфузионном формовании).
Для реализации этих способов были подобраны специальные режимы формования. Получе-
ние нулевой и близкой к нулю пористости проводилось путем формования по штатным режимам
(без каких-либо нарушений).
Для ультразвуковых исследований применяли дефектоскоп OmniScan MX c двухкоординатным
сканером Glider, автоматизированные установки для проведения ультразвукового контроля, фази-
рованные решетки (ФР) с рабочими частотами 3,5 и 5 МГц и одноэлементные пьезоэлектрические
преобразователи (ПЭП) с рабочими частотами 1; 2,25 и 5 МГц.
В процессе исследований КПО результаты контроля были записаны в виде С-сканов по ампли-
туде донного эхосигнала для последующего их анализа.
В качестве информативных параметров, коррелирующих с пористостью, были рассмотрены
такие, как скорость ультразвуковых волн в материале образцов, коэффициент затухания ультра-
звука в материале, центральная частота донного сигнала, амплитуда донного сигнала.
Для определения фактического содержания пористости в образцах из углепластика, а также
анализа объемного содержания пор была выбрана рентгеновская микротомография, которая про-
водилась с использованием системы промышленной рентгеновской микротомографии Phoenix
V|tome|X S 240, для полученных томограмм образцов — нанофокусная трубка. Съемка проводи-
лась при ускоряющем напряжении 90—100 кВ и токе 140—150 мА, разрешение — 17-18 мкм
Дефектоскопия
№ 1
2019
Определение пористости монолитных зон деталей и агрегатов самолета...
5
(максимальный линейный размер одного вокселя — трехмерного пикселя изображения). Для про-
ведения рентгеновской микротомографии каждый образец фиксировался в держателе и помещался
на вращающийся столик камеры рентгеновского компьютерного томографа на оптимальном рас-
стоянии от источника рентгеновского излучения. Снимки 2D-срезов получены в программном
обеспечении (ПО) VG Studio MAX 2.1 (рис. 2). Общая пористость образцов рассчитывалась с
помощью ПО Avizo Fire 7.1. Для исключения дефектов съемки в расчетах использовались элемен-
ты объема с размерами более одного вокселя (17-18 мкм).
а
б
в
Рис. 2. Фрагмент сечения томограммы:
а, б — исходное изображение; в — изображение после сегментации.
В результате микротомографии для каждого образца были получены томограмма, распределе-
ние пор по объему и общие характеристики пористости.
ВЫБОР ОПТИМАЛЬНОЙ ЧАСТОТЫ
В настоящий момент на предприятиях-изготовителях деталей и агрегатов самолета, изготавли-
ваемых из ПКМ, контроль на наличие макродефектов осуществляется на автоматизированных
установках с использованием преобразователей с рабочими частотами от 1 до 5 МГц.
Выбор частоты преобразователей для определения пористости проводился с использованием
дефектоскопа OmniScan MX и двухкоординатного сканера Glider, позволяющих реализовать
настройки, аналогичные настройкам автоматизированных установок. Для проведения исследова-
ний были использованы ФР с рабочими частотами 3,5 и 5 МГц и одноэлементные пьезоэлектри-
ческие преобразователи (ПЭП) с рабочими частотами 2,25 и 5 МГц. Путем предварительного
сканирования одноэлементными ПЭП образцов из углепластика, изготовленных методом авто-
клавного формования, а также путем сканирования с использованием ФР образцов, изготовленных
методом вакуумной инфузии, были выбраны зоны условно «беспористые» и «пористые». За услов-
но «беспористые» были приняты зоны с максимальной величиной донного эхосигнала, за условно
«пористые» — зоны, в которых наблюдалось сильное снижение донного эхосигнала (более чем на
6 дБ). Для каждой из выбранных зон были построены С-сканы по донному эхосигналу.
Таблица
1
Результаты определения средних значений величин донных эхосигналов и их СКО в исследуемых образцах
из углепластика
Тип преобразователя
Одноэлементный ПЭП
ФР
Частота, МГц
2,25
5
3,5
5
Среднее значение амплитуды донного эхосигнала в условно
73 (1,5)
143 (4)
151 (13)
138 (15)
«беспористой» зоне, % (СКО)
Среднее значение амплитуды донного эхосигнала в условно
14,4 (2,4)
6,6 (1,9)
13,9 (3,9)
8,5 (2)
«пористой» зоне, % (СКО)
Дефектоскопия
№ 1
2019
6
А.С. Бойчук, И.А. Диков, В.Ю. Чертищев, А.С. Генералов
С помощью специализированного программного обеспечения TomoView Analysis на персо-
нальном компьютере проводили статистический анализ каждого С-скана и определяли средние
значения величин донных эхосигналов и их среднеквадратическое отклонение (СКО) (табл. 1).
Видно, что одноэлементные ПЭП с частотой 5 МГц более чувствительны к наличию пористо-
сти в углепластике, чем ПЭП на 2,25 МГц. Принимая во внимание эту разницу в чувствительности
и то, что автоматизированный ультразвуковой контроль монолитных деталей и монолитных зон
трехслойных сотовых конструкций, изготавливаемых методом автоклавного формования, с
использованием одноэлементных ПЭП производится на частоте 5 МГц, для определения в них
пористости целесообразно использовать такую же частоту.
Также видно, что падение амплитуды донного эхосигнала на условно «пористом» образце
относительно амплитуды эхосигнала на условно «беспористом» составило 5 и 3,5 МГц (21 и 24 дБ)
соответственно. Поэтому для автоматизированного ультразвукового контроля пористости с
использованием ФР допустимо использовать частоты от 3,5 до 5 МГц.
ВЫБОР ИНФОРМАТИВНОГО ПАРАМЕТРА
С целью выбора информативного параметра, наилучшим образом коррелирующего с величи-
ной пористости, и определения фактической величины объемной доли пористости по полученным
С-сканам исследуемых КПО были выбраны зоны и вырезаны образцы из КПО диаметром 14 мм,
изготовленных из углепластика по технологии вакуумной инфузии (50) и автоклавного формова-
ния (50).
В результате исследования каждого образца методом рентгеновской микротомографии были
определены величины объемной доли пор (от 0,05 до 5,393 %) и построены 3D-изображения пор
в объеме образцов.
В ходе исследований информативных параметров были рассмотрены такие, как скорость уль-
тразвуковой продольной волны и коэффициент затухания в материале образцов, центральная
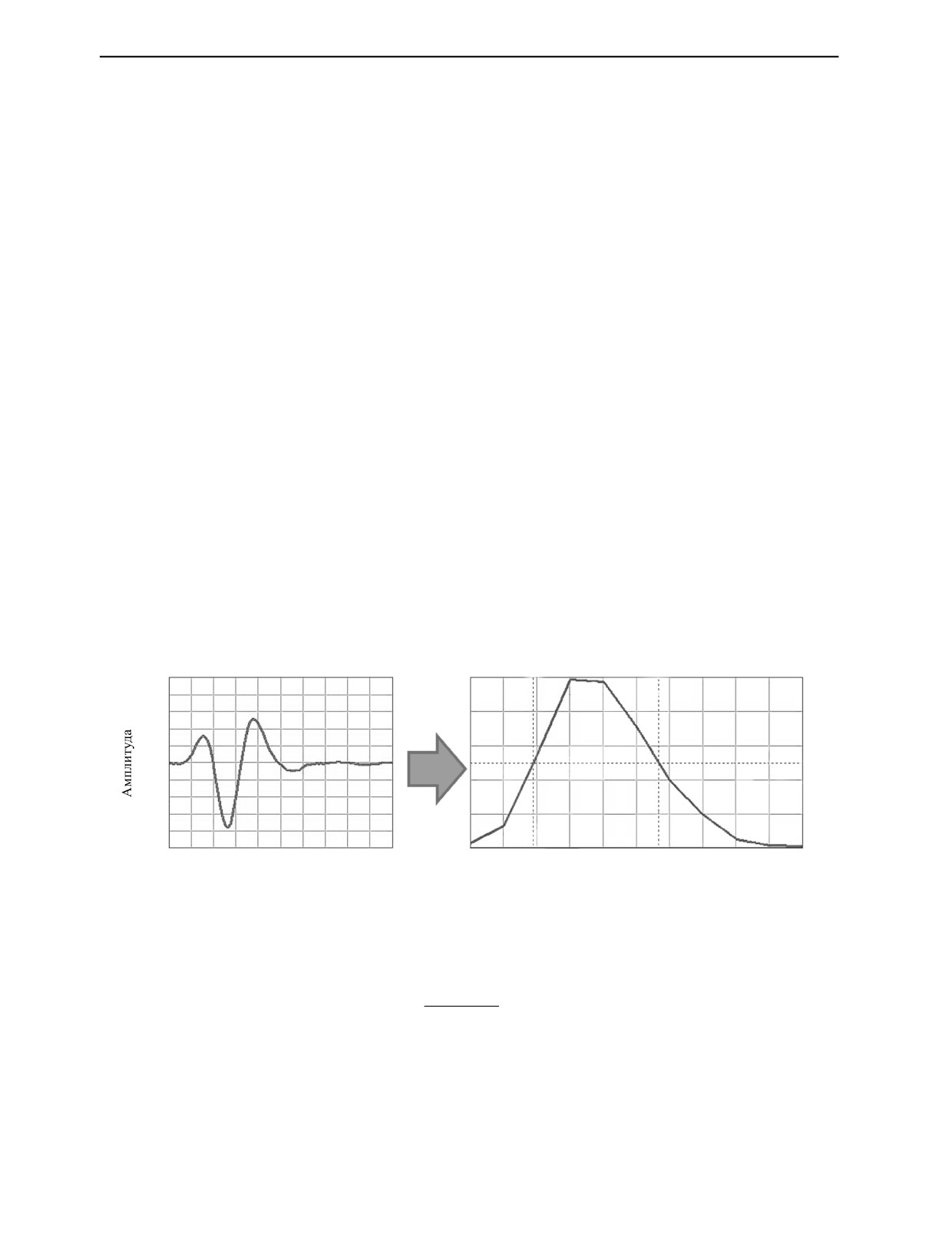
частота спектра и амплитуда донного эхосигнала, построены корреляционные зависимости между
пористостью и указанными величинами. Для оценки возможности использования в качестве
информационного критерия центральной частоты спектра донного эхосигнала данные С-сканов
были обработаны с использованием программы MathCad и встроенной функции дискретного пре-
образования Фурье (ДПФ) (рис. 3).
100
1,9
5,68
80
Max
60
ДПФ 8
40
20
6
0
-6 дБ
-20
4
-40
-60
2
-80
fmin
fmax
-100
0
0
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
1
0
1
2
3
4
5
6
7
8
9
10
Длительность сигнала, мкс
Частота сигнала, МГц
Рис. 3. Процесс построения амплитудно-частотного спектра донного эхосигнала.
Для каждого построенного амплитудно-частотного спектра донного эхосигнала центральные
частоты спектров рассчитывались с помощью следующего выражения:
f
+
f
max
F
=
min ,
(1)
c
2
где fmin — минимальная частота спектра на уровне -6 дБ относительно максимума (Max) спектра;
fmax — максимальная частота спектра на уровне -6 дБ относительно максимума (Max) спектра.
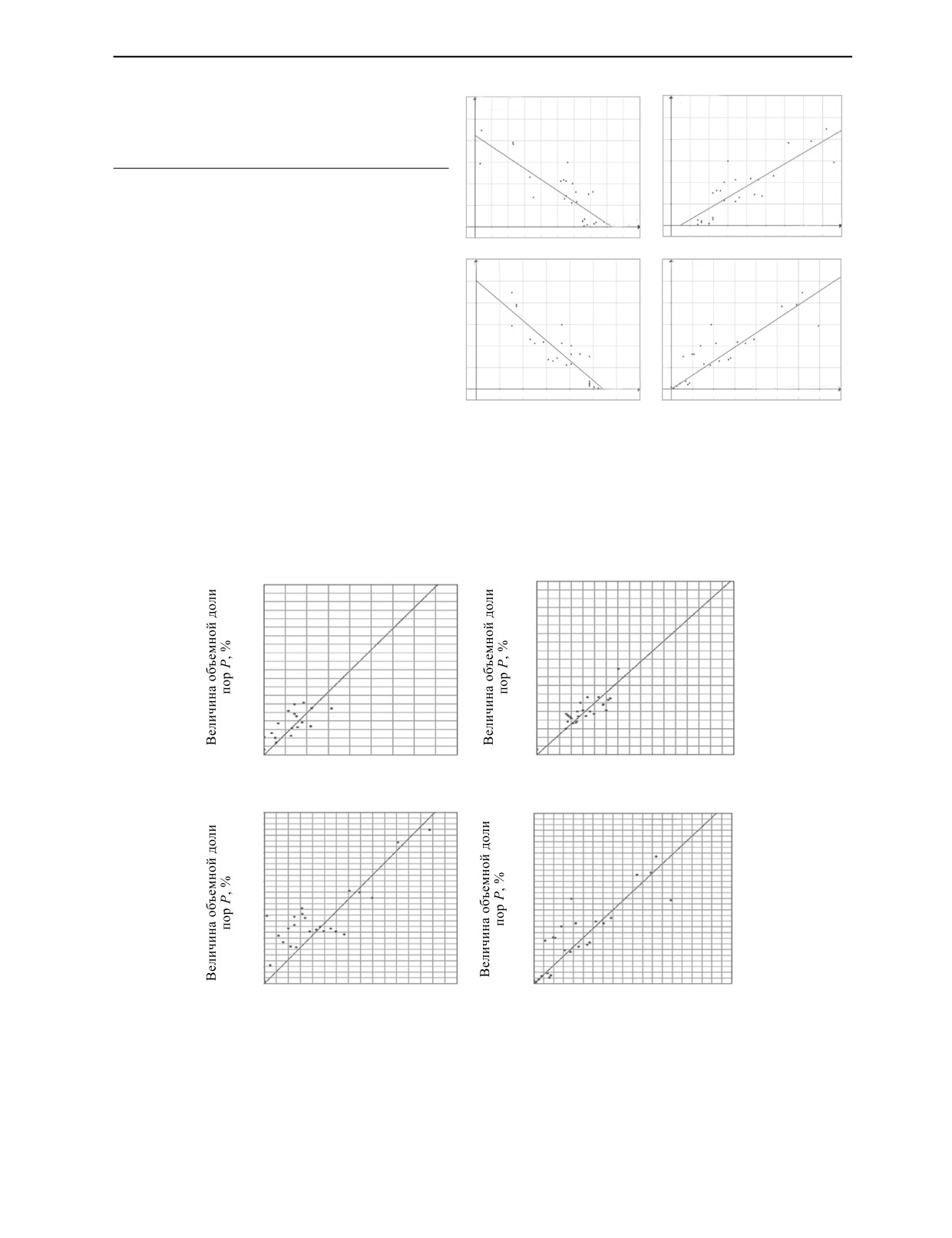
На рис. 4 представлены результаты построения корреляционных зависимостей для углепласти-
ка, изготовленного методом автоклавного формования.
Все рассмотренные информативные параметры показали высокую степень корреляции с пори-
стостью (коэффициенты корреляции составили 0,84, 0,88, 0,81 и 0,86 соответственно для данных,
Дефектоскопия
№ 1
2019
Определение пористости монолитных зон деталей и агрегатов самолета...
7
Рис. 4. Корреляционные зависимости между пористо-
а
б
стью в углепластике, изготовленном методом автоклав-
Пористость P, %
Пористость P, %
ного формования, и информативными параметрами:
5
5
а — скоростью ультразвука; б — коэффициентом затухания;
4
4
в — центральной частотой прошедшего сигнала; г — ампли-
тудой донного сигнала.
3
3
2
2
представленных на рис. 4а—г), но в силу
того, что стояла задача оценивать пористость
1
1
параллельно основному контролю, в качестве
информационного параметра была выбрана
в
г
амплитуда донного эхосигнала. Применение
Пористость P, %
Пористость P, %
остальных информативных параметров,
5
5
таких как скорость ультразвуковых волн,
4
4
коэффициент затухания и центральная часто-
3
3
та донного сигнала, требует проведения боль-
2
2
шого количества математических операций
1
1
(обрабатывается довольно большой массив
данных), что увеличивает время, затрачивае-
мое на проведение контроля.
ПОЛУЧЕНИЕ КОРРЕЛЯЦИОННЫХ ЗАВИСИМОСТЕЙ
В результате дальнейших исследований были получены корреляционные зависимости (рис. 5)
и рассчитаны уравнения связи между величиной объемной доли пор и амплитудой донных эхосиг-
налов при ультразвуковом контроле КПО из ПКМ, полученных автоклавным формованием (для
толщин 3,4 и 5,75 мм) и инфузией (для толщин 4,85 и 17,6 мм).
а
б
4
4
3,6
3,6
h = 4,85
h = 17,6
3,2
3,2
2,8
2,8
2,4
2,4
2,0
2,0
1,6
1,6
1,2
1,2
0,8
0,8
0,4
0,4
0
0
0
5
10 15 20 25 30 35 40 45
0
10 20 30 40 50
60 70 80
Падение амплитуды донного эхосигнала ∆A, дБ
Падение амплитуды донного эхосигнала ∆A, дБ
в
г
6,0
6,0
5,4
h = 3,4
5,4
h = 5,75
4,8
4,8
4,2
4,2
3,6
3,6
3,0
3,0
2,4
2,4
1,8
1,8
1,2
1,2
0,6
0,6
0
0
0
5
10
15
20 25 30
35
40
0
5
10 15 20 25 30 35 40 45 50
Падение амплитуды донного эхосигнала ∆A, дБ
Падение амплитуды донного эхосигнала ∆A, дБ
Рис. 5. Корреляционные зависимости между величиной объемной доли пор и падением амплитуды донного эхосигнала
для КПО из углепластика, изготовленных методом:
а и б — инфузии; в и г — автоклавного формования.
Для подтверждения объективности полученных корреляционных зависимостей для каждого
набора статистических данных при каждой толщине были посчитаны коэффициент корреляции и
Дефектоскопия
№ 1
2019
8
А.С. Бойчук, И.А. Диков, В.Ю. Чертищев, А.С. Генералов
Таблица
2
Результаты расчета коэффициентов корреляции и среднеквадратического отклонения для полученных
статистических данных
Углепластик, изготовленный
Углепластик, изготовленный
Материал
методом инфузии
методом автоклавного формования
Толщина h, мм
4,85
17,60
3,40
5,75
Коэффициент корреляции R
0,72
0,85
0,84
0,86
Среднеквадратическое отклонение D, %
0,32
0,21
0,89
0,71
среднеквадратическое отклонение фактического значения величины объемной доли пор от вели-
чины пористости, определяемой по полученным корреляционным зависимостям (табл. 2).
На основе полученных корреляционных зависимостей и уравнения связи между величиной
объемной доли пор и амплитудой донных эхосигналов были разработаны две технологии нераз-
рушающего ультразвукового контроля пористости деталей и агрегатов крыла самолета, изготавли-
ваемых из ПКМ, основным преимуществом которых является то, что с их помощью можно прово-
дить оценку пористости путем анализа данных, полученных по результатам проведения основного
контроля, не увеличивая его трудоемкость.
Однако использование способа оценки пористости по донному эхосигналу имеет свои недо-
статки. Так, невозможна оценка пористости зон деталей и агрегатов, где имеются особенности,
влияющие на амплитуду донного сигнала, в частности:
с непараллельными поверхностями;
содержащих клеевое соединение, полученное с использованием клея холодного отверждения;
отремонтированных путем закачки клея холодного отверждения в обнаруженное расслоение;
имеющих на донной поверхности контакт с герметиком;
оребренных панелей в зоне Т-образного соединения полотна с ребром;
обшивок собранных сотовых панелей.
Для разработанных технологий экспериментальным путем были посчитаны значения абсолют-
ных погрешностей определения пористости, которые составили 0,25 и 0,78 % соответственно для
углепластиков, изготовленных методом инфузии и автоклавного формования. Достаточно большое
значение абсолютной погрешности, полученной по разработанным технологиям, обусловлено тем,
что на параметры ультразвуковых донных эхосигналов оказывают влияние морфология и про-
странственное распределение пор, образующихся в углепластике. Это было установлено при ана-
лизе данных зависимости амплитуд донных эхосигналов от значений величины объемной доли
пористости, ее морфологии и пространственного распределения в углепластике, полученных по
результатам рентгеновской микротомографии [15]. Наибольшее влияние на эту ситуацию оказыва-
ет механизм изготовления образцов: в случае автоклавного формования изначально используется
наполнитель с нанесенной эпоксидной смолой и поэтому поры имеют более сферическую форму,
а в случае инфузионного формования — сухая ткань, которая в процессе формования пропитыва-
ется связующим и поэтому поры имеют более продолговатую форму, растягиваясь вдоль волокон.
ВЫВОДЫ
В результате проведения ряда исследований на конструктивноподобных образцах, изготов-
ленных по технологии автоклавного формования и инфузии с объемной долей пор в диапазоне
от 0,05 до 5,39 %, в качестве информативного параметра для построения корреляционной связи
с объемной долей пор в композиционных материалах выбрана амплитуда донного эхосигнала,
т.к. остальные информативные параметры оказались малоприменимы в условиях производства.
Получены корреляционные зависимости и уравнения связи между объемной долей пор и ампли-
тудой донного эхосигнала для двух типов углепластиков, на основе которых разработаны две
технологии контроля пористости. Разработанные технологии позволяют оценивать пористость в
диапазоне от 0 до 4 % деталей и агрегатов крыла самолета, изготавливаемых из ПКМ методами
автоклавного формования и вакуумной инфузии. Значения абсолютных погрешностей определе-
ния пористости по разработанным технологиям составили 0,25 и 0,78 % для инфузионных и
автоклавных деталей соответственно. Большие погрешности обусловлены тем, что на параметры
ультразвуковых донных эхосигналов оказывают влияние морфология и пространственное рас-
пределение пор, образующихся в углепластике.
Дефектоскопия
№ 1
2019
Определение пористости монолитных зон деталей и агрегатов самолета...
9
СПИСОК ЛИТЕРАТУРЫ
1. Пащенко Ж.А., Рыбальченко С.Н., Сердюк А.Д. Полимерные композиционные материалы и их
применение в самолетостроении / Уч. пособие. Изд-во: «Таганрогский авиационный колледж
им. В.М. Петлякова». Таганрог, 1993. 63 с.
2. Савин С.П. Применение современных полимерных композиционных материалов в конструкции
планера самолетов семейства МС-21 // Изв. Самарского научного центра РАН. 2012. Т. 14. № 4(2).
С. 686—693.
3. Каблов Е.Н. Авиационное материаловедение в XXI в. Перспективы и задачи. Авиационные мате-
риалы / Избр. труды ВИАМ 1932—2002. М.: МИСИС-ВИАМ. 2002. С. 23—47.
4. Каблов Е.Н. Конструкционные и функциональные материалы — основа экономического и науч-
но-технического развития России // Вопросы материаловедения. 2006. № 1. С. 64—67.
5. Бойчук А.С., Генералов А.С., Далин М.А., Степанов А.В. Неразрушающий контроль технологиче-
ских нарушений сплошности Т-образной зоны интегральной конструкции из ПКМ с использованием
ультразвуковых фазированных решеток. Все материалы / Энциклопедический справочник, 2012. № 10.
С. 38—44.
6. Boychuk A.S., Generalov A.S., Stepanov A.V. Nondestructive testing of FRP by using phased array
ultrasonic technology / Abstracts The 12th International Conference of the Slovenian Society for Non-
Destructive Testing «Application of Contemporary Non-Destructive Testing in Engineering» September 4—6,
2013, Portorož, Slovenia. P. 51—57.
7. Бойчук А.С., Генералов А.С., Диков И.А. Контроль деталей и конструкций из полимерных компо-
зиционных материалов с применением технологии ультразвуковых фазированных решеток // Авиаци-
онные материалы и технологии. 2017. № 1. С. 45—50. DOI: 10.18577/2071-9140-2017-0-1-45-50.
8. Stone D.E.W., Clarke B. Ultrasonic attenuation as a measure of void content in carbon-fibre reinforced
plastics // Non-Destructive Testing. June 1975. V. 8. Is. 3. P. 137—145. DOI: 10.1016/0029-1021(75)90023-7.
9. Zhu Hong-yan, Li Di-hong, Zhang Dong-xing, Wu Bao-chang, Chen Yu-yong. Influence of voids on
interlaminar shear strength of carbon/epoxy fabric laminates // Transactions of Nonferrous Metals Society of
China. September 2009. V. 19. Sup. 2. P. s470—s475. DOI: 10.1016/S1003-6326(10)60091-X.
10. Душин М.И., Хрульков А.В., Караваев Р.Ю. Параметры, влияющие на образование пористости
в изделиях из ПКМ, изготавливаемых безавтоклавными методами (обзор) // Труды ВИАМ. Электрон.
10.18577/2307-6046-2015-0-2-10-10.
11. Ulf Schnars, Rudolf Henrich. Applications of NDT Methods on Composite Structures in Aerospace
(дата обращения: 20.12.2017).
12. Диков И.А., Бойчук А.С. Способы определения объемной доли пор в полимерных композицион-
ных материалах с помощью ультразвуковых методов неразрушающего контроля (обзор) // Труды
20.12.2017) DOI: 10.18577/2307-6046-2017-0-2-10-10.
13. Каблов Е.Н. Инновационные разработки ФГУП «ВИАМ» ГНЦ РФ по реализации «Стратегиче-
ских направлений развития материалов и технологий их переработки на период до 2030 года» // Авиа-
ционные материалы и технологии. 2015. № 1 (34). С. 3—33. DOI: 10.18577/2071-9140-2015-0-1-3-33.
14. Бойчук А.С., Чертищев В.Ю., Диков И.А. Изготовление тест-образцов из углепластика с раз-
личной пористостью для разработки методик оценки пористости неразрушающим методом // Труды
ния 20.12.2017) DOI: 10.18577/2307-6046-2017-0-1-11-11.
15. Бойчук А.С., Чертищев В.Ю., Диков И.А., Генералов А.С., Славин А.В. Влияние морфологии пор
на ультразвуковой контроль пористости в углепластике эхо-импульсным методом // Контроль. Диагно-
Дефектоскопия
№ 1
2019