УДК 620.16,620.18
О ПОЛЗУЧЕСТИ ВАЛОВ ВЫСОКОТЕМПЕРАТУРНЫХ РОТОРОВ ПАРОВЫХ
ЭНЕРГЕТИЧЕСКИХ ТУРБИН
© 2019 г. В.С. Пермикин1,*, Д.В. Пермикин2,**
1ООО «Научно-производственная мастерская «Ньютоника», Россия 620049 Екатеринбург,
ул. Первомайская, 109
2Уральский федеральный университет имени первого Президента России Б.Н.Ельцина, Россия 620108
Екатеринбург, ул. Мира, 19
Поступила в редакцию 29.05.2018; после доработки 01.06.2018;
принята к публикации 17.08.2018
Приведены примеры ползучести длительно эксплуатируемых валов высокотемпературных роторов энергетических
турбин, которая проявляется в виде спиралевидной деформации поверхности осевого канала и одновременно спирале-
видно расположенных дефектов, возникающих в толще вала, которые выявляются ультразвуковым методом. Рассмотрены
силы и моменты сил, действующие на ротор при его эксплуатации, и их связь с обнаруженными эксплуатационными
дефектами. Обсуждены критерии состояния металла ротора с эксплуатационными дефектами для оценки его остаточно-
го ресурса и обеспечения безопасной эксплуатации.
Ключевые слова: ползучесть, ротор, паровая турбина, ультразвуковой контроль, деформация ползучести, ресурс.
DOI:10.1134/S01303082190100044
ВВЕДЕНИЕ
Валы роторов паровых турбин — это достаточно крупные (весом в несколько тонн, длиной до
7-8 м) и ответственные детали, которые при эксплуатации испытывают весьма разнообразные
нагрузки и воздействия. Первоначальной технологической операцией при изготовлении валов
роторов является отливка слитка. Поскольку кристаллизация и остывание металла в изложнице
(форме, в которую заливается расплав) происходят неравномерно, верхняя (так называемая при-
быльная), нижняя и центральная осевые зоны свободно застывшего слитка содержат различные
литейные дефекты. Перед ковкой прибыльная и нижняя части от слитка отрезаются, а наружная
поверхность подвергается обдирке — грубой шлифовке. Для удаления литейных дефектов в осе-
вой зоне заготовки вала после операции ковки предусмотрено высверливание центральной зоны
диаметром 70—150 мм, при этом в роторе и образуется цилиндрическая осевая расточка, за кото-
рой закрепился термин «осевой канал».
Однако не всегда при высверливании осевого канала литейные металлургические дефекты
(рыхлоты, шлаковые и неметаллические включения, флокены и пр.) удаляются из центральной
осевой зоны вала ротора полностью. В наибольшей степени такая картина наблюдается в валах
роторов, эксплуатирующихся в условиях ползучести. Такие (высокотемпературные1) роторы омы-
ваются паром с температурой выше 450 ºС. Связано это с тем обстоятельством, что в высокотем-
пературных роторах (или зонах роторов) диски для крепления лопаток изготавливаются конструк-
тивно целиком с валом. В высокотемпературных роторах (или в высокотемпературной зоне ротора,
если в турбине он один и в нем совмещены зоны высокой и низкой температуры пара) в отличие
от низкотемпературных не применяют насадные диски, потому что из-за релаксации напряжений
при ползучести посадка (натяг) насадного диска неизбежно со временем ослабевает. При ковке так
называемая «бочка» поковки, то есть наиболее толстая часть ротора (где в последующем протачи-
1 Для понимания дальнейших рассуждений сделаем замечание о сложившихся названиях роторов паровых турбин,
получивших распространение в энергетике. Первоначально пар с высокими параметрами (давлением более 9 МПа и
температурой более 510 ºС) попадает в первый цилиндр турбины, он и дает название ротору (и первому цилиндру) —
ротор высокого давления, или высокотемпературный ротор. По мере продвижения по турбине пар теряет свою энергию,
при этом уменьшаются и температура, и давление. Следующие по ходу пара роторы (и их цилиндры) являются низко-
температурными (с температурой менее 350-370 ºС), но в их названии отражается только величина давления: ротор
среднего, а третий и следующие — низкого давления. Если цилиндр у турбины один, то выделяют зоны высокого,
среднего и низкого давления, а по температуре — высокотемпературную зону и зону низких температур. У конденсаци-
онных турбин имеется особенность: пар после первого цилиндра возвращается в котел, где подогревается до первона-
чальных температур (при этом давление его по сравнению с давлением на выходе из первого цилиндра меняется незна-
чительно) и затем уже подается в цилиндр среднего давления. Поэтому ротор среднего давления конденсационной
турбины является высокотемпературным, то есть металл ротора эксплуатируется в условиях ползучести.
24
В.С. Пермикин, Д.В. Пермикин
ваются диски для установки лопаток), вытягивается в меньшей степени, чем более тонкие части
ротора. И в «бочке» может сохраниться часть литейных дефектов.
Необходимость контроля роторов со стороны осевого канала возникла после разрушения
нескольких роторов зарубежных турбин в 70-е годы ХХ в. [1]. Подробное расследование причин
разрушения одного из таких роторов (среднего давления (РСД) конденсационной турбины мощно-
стью 225 МВт станции «Галлатин» (США)) описано в [1, 2]. Разрушение произошло после экс-
плуатации 106 тыс. ч и проведения 183 пусков турбины. Ротор разрушился с образованием 30-и
крупных фрагментов. Расследование причин разрушения ротора выявило металлургические
дефекты на поверхности осевого канала и в толще металла, которые послужили очагами образо-
вания трещин. При расследовании других разрушенных роторов было установлено, что во всех
случаях очагами трещин служили металлургические дефекты (то есть дефекты, возникающие при
отливке заготовки и расположенные в основном в середине отливки, вдоль ее оси).
По результатам расследования разрушений роторов в большинстве энергетических компа-
ний мира был введен эксплуатационный контроль металла роторов (у которых имеются цельноко-
ваные диски) со стороны осевого канала [3]. В Советском Союзе также была разработана техноло-
гия такого контроля, который стал обязательным с начала 80-х годов [4] и предусмотрен в России
современной нормативной документацией [5, 6].
После внедрения этого вида контроля большинство роторов, в которых имелись дефекты с раз-
мерами, превышающими браковочные, были выведены из эксплуатации или отремонтированы
путем проточки дефектных участков осевого канала. Несколько роторов с дефектами были под-
вергнуты разгонным испытаниям [2].
Опыт контроля валов высокотемпературных роторов обобщен в [1, 2, 7, 8]. Впервые такой
обзор был проведен в [7], в нем приведены результаты исследований механических свойств и
микроструктуры основных сталей, из которых изготавливаются высокотемпературные роторы
паровых турбин, — 34ХМА, 25Х1М1Ф и 20Х3МВФ после длительных сроков эксплуатации
(от 130 000 до 280 000 ч). Показано, что все стали при условии их эксплуатации в интервалах тем-
ператур, для которых они рекомендованы, и после длительной эксплуатации обладают высоким
сопротивлением ползучести и стабильностью микроструктуры, а также приведен пример эксплу-
атации ротора с цепочкой трещин на поверхности осевого канала. Трещины были обнаружены
магнитопорошковым методом при первом контроле, проведенном после 190 тыс. ч эксплуатации.
Повторный контроль после 20 тыс. ч эксплуатации следов подрастания трещин не выявил. Ротор
был демонтирован и исследован разрушающими методами. Следов развития трещин не обнаруже-
но, то есть они были классифицированы как металлургические.
В Методических указаниях [1] подробно описаны типовые повреждения валов и других дета-
лей (лопаток, дисков и др.) проточной части турбины — внутренней части турбины, которая омы-
вается рабочей средой паром. Приведены характерные признаки различных механизмов повреж-
дений и впервые (в русскоязычной литературе) появилась подробная информация о разрушении
упомянутого выше ротора станции «Галлатин».
В [8] рассмотрены многочисленные случаи обнаружения трещин на поверхности осевых кана-
лов роторов, изготовленных из стали 34ХМ, и опыт эксплуатации роторов с такими трещинами.
Основной вывод: «существенного прироста параметров дефектов за период эксплуатации
до 30 тыс. ч при рабочих параметрах не зафиксировано».
В [2] приведены достаточно подробные описания обнаруженных металлургических дефектов
в 6 роторах, в том числе анализ разрезки нескольких роторов и разгонных испытаний образцов с
дефектами. В этом обзоре обобщен более чем 20-летний опыт контроля валов роторов со стороны
осевого канала, приведены следующие сравнительные сведения дефектности роторов, изготовлен-
ных из наиболее распространенных марок сталей. Так, оказалось, что в роторах, изготовленных из
стали 34ХМА, протяженные дефекты встречались в каждом втором роторе. В роторах, изготовлен-
ных из стали 20Х3МВФ (ЭИ-415), такие дефекты встречены в 20-25 %, а из стали 25Х1М1ФА (Р2,
Р2МА) — в 3-5 %.
ОБЪЕМ, РЕГЛАМЕНТ И МЕТОДИКИ КОНТРОЛЯ МЕТАЛЛА РОТОРОВ СО СТОРОНЫ
ОСЕВОГО КАНАЛА
Согласно основной инструкции по контролю металла энергетического оборудования [5], кон-
троль валов высокотемпературных ротора со стороны осевого канала проводится первый раз через
100 тыс. ч эксплуатации, второй — после исчерпания так называемого паркового ресурса. Для
деталей, работающих в условиях ползучести, в энергетике под парковым ресурсом понимается
Дефектоскопия
№ 1
2019
О ползучести валов высокотемпературных роторов паровых энергетических турбин
25
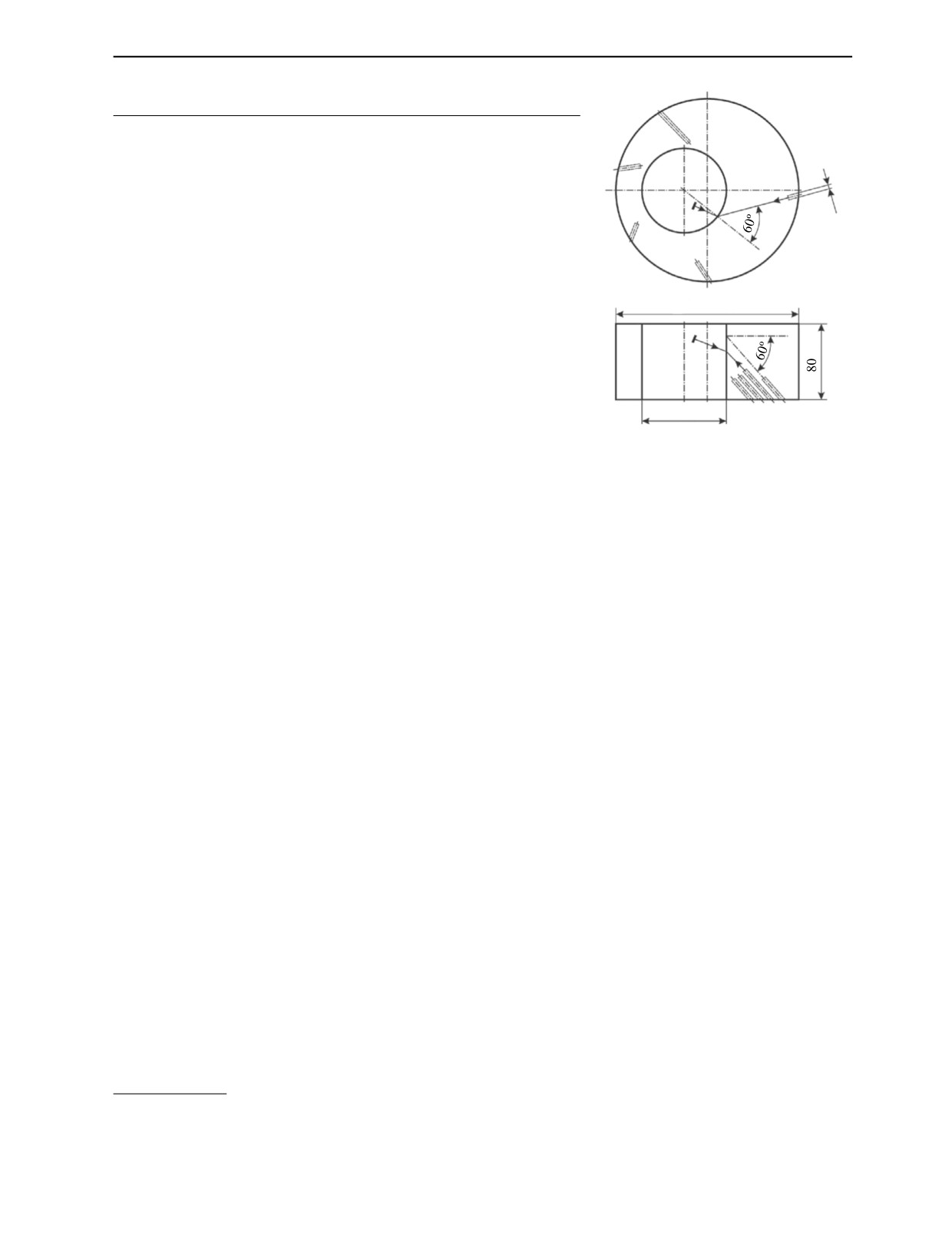
Рис. 1. Эскиз испытательного образца с плоскодонными отражателями ∅ 2 мм:
D — диаметр осевого канала; 1 и 2 — ультразвуковые преобразователи.
наработка однотипных по конструкции, маркам стали и усло-
виям эксплуатации элементов теплоэнергетического оборудо-
вания, в пределах которого обеспечивается их безаварийная
∅2
работа при соблюдении требований действующей норматив-
ной документации [5]. Для турбин с давлением пара (р) от 9,0
1
до 14,0 МПа парковый ресурс составляет 220 или 270 тыс. ч,
а для турбин с давлением пара 24,0 МПа — 100 тыс. ч [5].
Контроль состоит из:
подготовительной операции
— удаления окалины с
∅D+130
поверхности канала и его шлифовки;
осмотра поверхности канала (визуального контроля до и
после удаления окалины) с помощью видеокамеры или жест-
2
кого эндоскопа;
ультразвукового контроля металла ротора на глубину до
80 мм от поверхности канала;
∅D
магнитопорошкового контроля или контроля с помощью
вихревых токов поверхности канала;
измерения диаметра канала для дальнейшего расчета деформации ползучести наиболее горячей
зоны ротора по отношению к холодным (факультативно).
При эксплуатации сверх паркового ресурса контроль повторяется с периодичностью, которая
определяется экспертом в зависимости от результатов предыдущего контроля.
Все контрольные операции проводятся в соответствии с методиками, приведенными в [4], и
требуют специального инструмента, поскольку длина ротора составляет от 4 до 7 м, а диаметр
канала у большинства роторов — от 70 до 150 мм.
Рассмотрим более подробно ультразвуковой метод, поскольку именно этим методом были
обнаружены дефекты, о которых пойдет речь ниже.
Согласно действующей инструкции [6], при ультразвуковом контроле предусмотрена возмож-
ность применения как контактного, так и иммерсионного (через воду) варианта контроля.
Результаты контроля, которые приведены далее, получены при контроле иммерсионным методом.
Данный метод контроля при невозможности оператора непосредственно рукой «покачивать и при-
тирать» датчик к поверхности объекта контроля является предпочтительным, поскольку обладает
гораздо большей воспроизводимостью результатов по сравнению с контактным.
Контроль проводится поперечными волнами двумя датчиками (1 и 2 на рис. 1), оси которых
ориентированы в плоскости, проходящей через ось ротора (продольное сканирование), и в плоско-
сти, перпендикулярной оси ротора (поперечное).
В качестве основного образца для настройки чувствительности ультразвукового дефектоскопа
используется образец с эталонными дефектами 1-го рода (по классификации Й. Крауткремер и
Г. Крауткремер [10]), то есть с плоскодонными отражателями (рис. 1, 2)2.
Для настройки дефектоскопа предусмотрены и упрощенные образцы, отражателями в которых
являются боковые поверхности цилиндрических отверстий (образцы 2-го рода [10]). А для пересчета
амплитуд, полученных на этих образцах от цилиндрических отражателей к плоскодонным, в зависимо-
сти от глубины их залегания, применяется таблица [6, 9]. Такой пересчет представляет известную
сложность, т.к. одна из компонент кривизны цилиндрической поверхности осевого канала не позволя-
ет воспользоваться АРД-диаграммами (эта поверхность в значительной степени отличается от плоско-
сти), она была преодолена путем расчетов и уточнения результатов расчетов при экспериментах.
ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ В ВЫСОКОТЕМПЕРАТУРНЫХ РОТОРАХ
Данный раздел посвящен эксплуатационным дефектам, которые появляются после длительных
сроков (200 тыс. ч и более, то есть после 20-30 и более лет) эксплуатации в валах роторов, первона-
чально признанных бездефектными, то есть в роторах, в которых при проведении первичного
2После изготовления настроечного образца по чертежам [6, 9] выявлен существенный его недостаток: большой
донный сигнал от наружной поверхности при настройке датчиком № 1 (см. рис. 1). В первоначальном настроечном
образце такая картина не наблюдалась, т.к. он не имел эксцентричности.
Дефектоскопия
№ 1
2019
26
В.С. Пермикин, Д.В. Пермикин
Рис. 2. Образец с плоскодонными отражателями ∅ 2 мм для настройки чувствительности ультразвукового дефектоскопа
перед контролем вала турбины со стороны осевого канала. Видны входные отверстия трех поясов плоскодонных
отражателей, расположенных под различными углами к поверхности осевого канала настроечного образца. Отражатели
среднего пояса расположены под углом 60º так, как показано на верхней проекции схемы, приведенной на рис. 1.
контроля не были обнаружены дефекты с размерами выше контрольных уровней чувствительности
примененных неразрушающих методов контроля. В нем обобщены результаты контроля подобных
роторов, полученные нами (совместно с коллегами [10, 11]) за более чем двадцатилетний период.
Все роторные стали (34ХМА, 20Х3МВФ и 25Х1М1ФА) при условии их эксплуатации при
температурах, для которых они разрабатывались, имеют высокий уровень длительной прочности
и без каких-то отягощающих факторов в роторах при сроках эксплуатации 200—400 тыс. ч не
должны были бы возникать дефекты, о которых пойдет речь ниже. Можно утверждать, что наи-
более вероятной причиной ускорения ползучести в приведенных ниже случаях является наличие
в роторе достаточно большого количества мелких литейных дефектов. К настоящему времени
дефекты, которым посвящена настоящая статья, обнаружены в четырех следующих роторах:
совмещенный ротор высокого-среднего-низкого давления (сталь 34ХМА) турбины К-50-90 [10, 11];
ротор высокого давления (сталь 25Х1М1ФА) турбины Т-50-130 (в турбине имеется еще один
ротор — совмещенный ротор среднего-низкого давления) [11];
совмещенный ротор высокого-среднего-низкого давления (сталь 34ХМА) турбины ПТ-25-90;
ротор среднего давления (сталь 20Х3МВФ) конденсационной турбины К-300-240 (в турбине
имеются еще три ротора — низкого (два) и высокого (один) давления).
Ниже приведены результаты контроля ротора турбины К-50-90.
Первый раз контроль со стороны осевого канала этого ротора был проведен при наработке
220 тыс. ч в полном объеме (см. выше). Недопустимых дефектов обнаружено не было.
Повторный контроль («контроль после исчерпания паркового ресурса» [5]) на этой турбине
был проведен при наработке 265 тыс. ч. На поверхности осевого канала методом вихревых токов
и при визуальном контроле дефектов обнаружено не было, а при ультразвуковом контроле на глу-
бине 45-49 мм от поверхности канала в районе ступеней номеров 1—19, то есть в районе «бочки»,
обнаружены одиночные и протяженные дефекты, амплитуда некоторых значительно (на 20-30 дБ)
превышала браковочный уровень3. Общее количество обнаруженных дефектов — 7 шт.
При проведении контроля через год (через 7 тыс. ч), при наработке 272 тыс. ч, видимого роста
увеличения количества дефектов не обнаружено.
При наработке турбины 305,5 тыс. ч был проведен очередной контроль металла ротора.
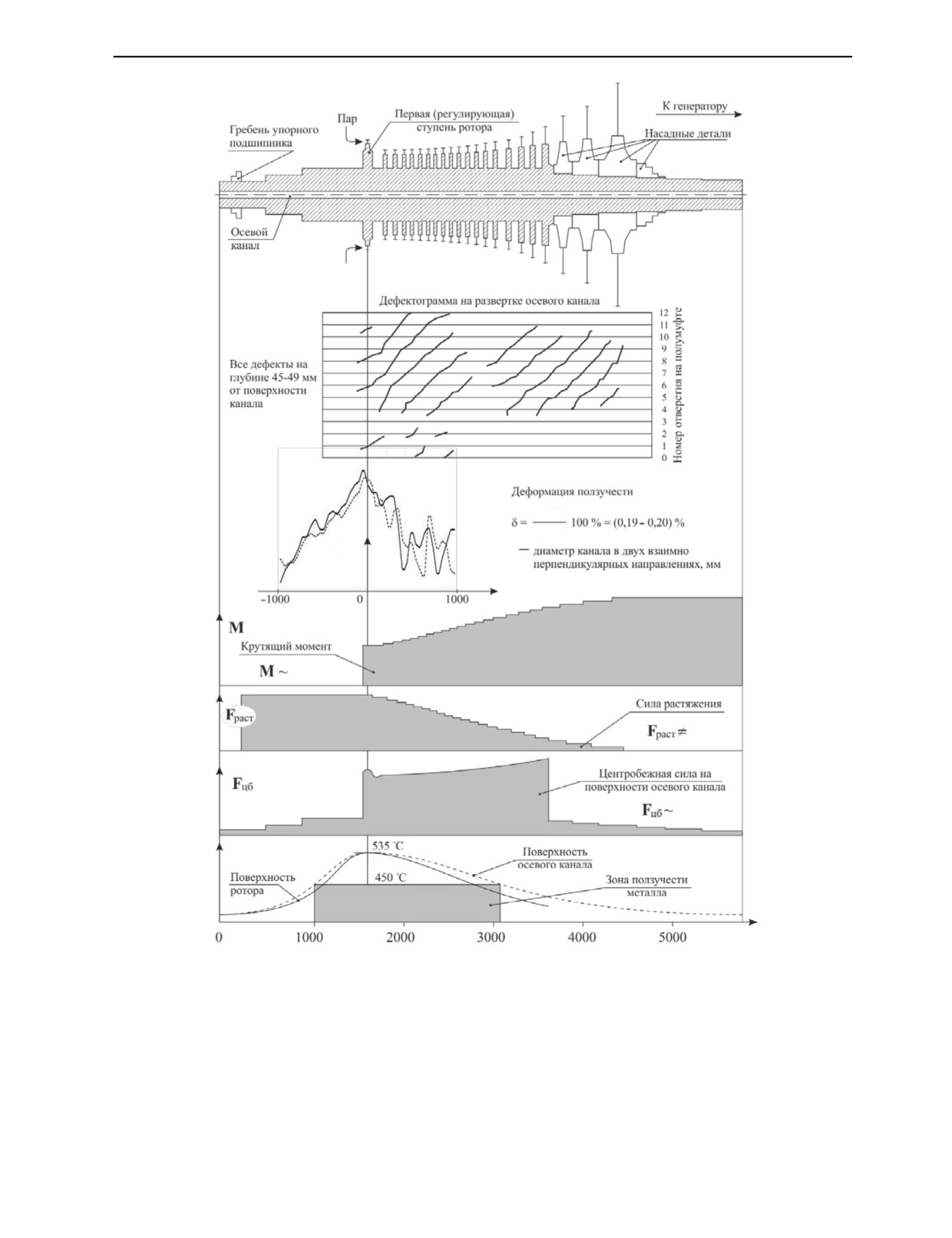
Зафиксировано значительное увеличение количества недопустимых дефектов — 21 шт. (рис. 3,
дефектограмма приведена на схеме второй сверху, на ней отмечены только протяженные дефекты).
Амплитуда для большинства дефектов превышала браковочные значения (на 20-30 дБ). Все обна-
руженные дефекты расположены на глубине 45-49 мм от поверхности канала.
Большинство дефектов протяженные, некоторые длиной до 1 м и имеют выраженную направ-
ленность по винтовой линии.
Характерными особенностями дефектов, выявленных в этом роторе, являются:
все обнаруженные дефекты расположены на одной глубине — 45-49 мм от поверхности канала;
3Для одиночных дефектов, согласно [2], браковочным уровнем является амплитуда отраженного сигнала от эквива-
лентного отражателя ∅ 6 мм, что на 10 дБ выше, чем контрольный уровень фиксации, который определяется эквивалент-
ным плоскодонным отражателем S = 3 мм2 (∅ 2 мм).
Дефектоскопия
№ 1
2019
О ползучести валов высокотемпературных роторов паровых энергетических турбин
27
∅-∅0
∅0
∅, мм
∅
R
F(R)
(1/Rn)
T, ºС
мм
Рис. 3. Сводная диаграмма обнаруженных дефектов, деформации ползучести, эпюр усилий и распределения температур
в роторе турбины К-50-90.
большинство дефектов протяженные, некоторые длиной до 1 м и имеют выраженную направ-
ленность по винтовой линии;
в расположении дефектов прослеживаются пять винтовых линий, вложенных друг в друга с
шагом между ними 400—430 мм.
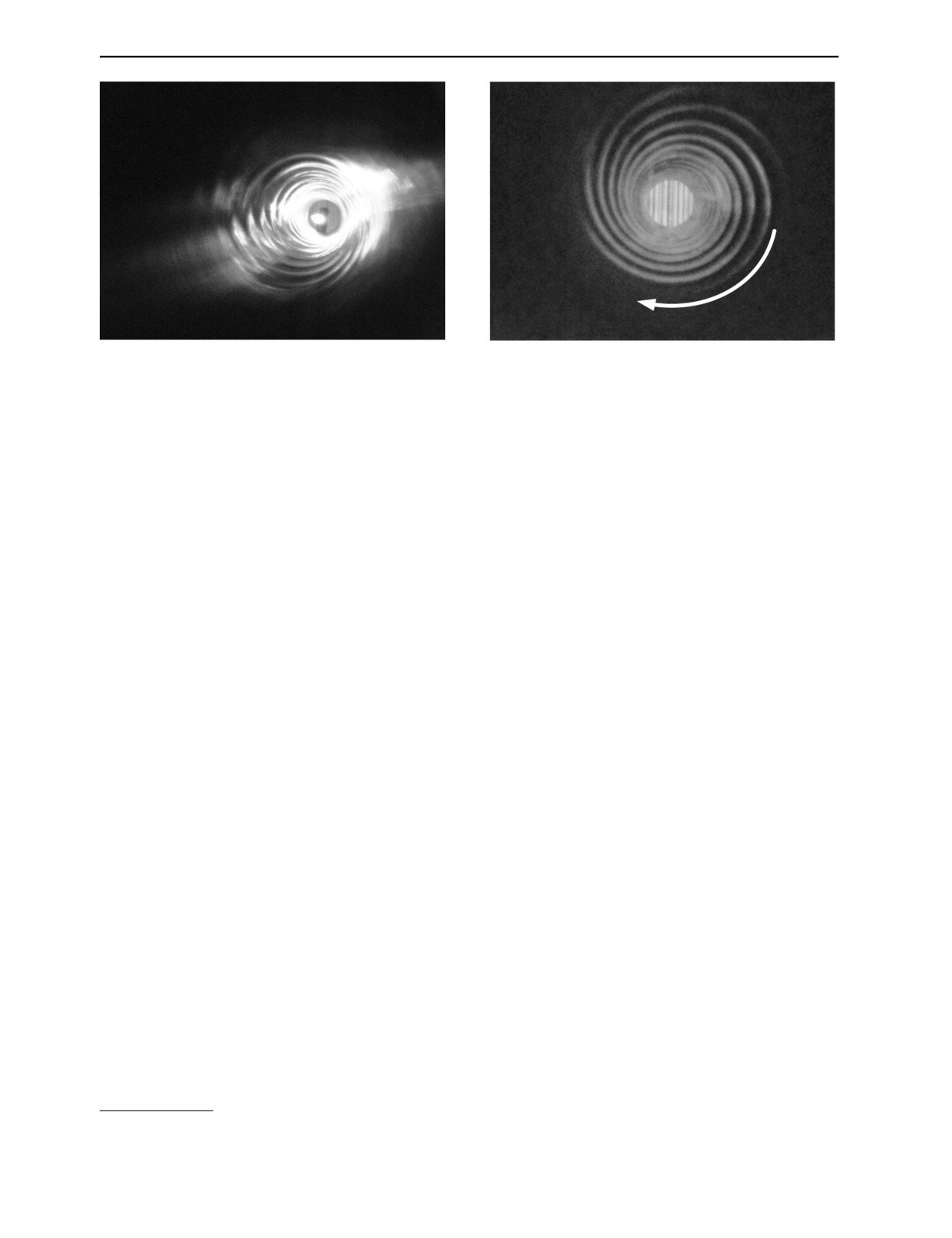
При визуальном контроле поверхности осевого канала, проведенном после удаления окалины
и шлифовки, обнаружена спиралевидная волнистость поверхности осевого канала в зоне «бочки»
под цельноковаными ступенями (рис. 4, 5, все фотографии сделаны в сторону генератора —
Дефектоскопия
№ 1
2019
28
В.С. Пермикин, Д.В. Пермикин
Рис. 4. Волнистость поверхности осевого канала. Шаг
Рис. 5. Фотография с естественным освещением со
между гребнями — 400—430 мм. Фотография с искус-
стороны, противоположной наблюдению. Стрелкой
ственной подсветкой со стороны, противоположной
показано направление вращения ротора. Хорошо видны
наблюдению.
пять «рукавов галактики» — одна в другой пять спиралей.
Шаг каждой из спиралей равен 2000—2100 мм.
по ходу пара). Эта волнистость свидетельствует о винтообразной остаточной деформации вала
ротора. При предыдущих обследованиях такая деформация не наблюдалась.
По значениям измеренного диаметра осевого канала в зоне ±1000 мм от регулирующей4, то есть
1-й (по ходу пара) ступени, был составлен график. Он представлен на рис. 3 (схема 3-я сверху).
Амплитуда деформации, выраженная в % от диаметра, рассчитана по формуле (см. рис. 3) и равна
0,19-0,20.
Как видно на рис. 5, деформация поверхности осевого канала представляет собой пять спиралей,
вложенных друг в друга. Шаг между спиралями на поверхности канала совпадает с шагом между
спиралями расположения дефектов на дефектограмме, полученной при ультразвуковом контроле.
Интересно отметить, что на одном из перечисленных выше роторов (на роторе турбины
ПТ-25-90), обследованном также неоднократно, наблюдается картина, несколько отличная от кар-
тины описываемого случая. В этом роторе при ультразвуковом контроле также обнаружены про-
тяженные спиралевидные дефекты, расположенные примерно на одной глубине от поверхности
осевого канала, на которой также имеется спиралевидная деформация. Причем количество спира-
лей на дефектограмме и шаг между ними совпадают с количеством спиралей деформации и шагом
между ними на поверхности канала. Единственное отличие от ротора турбины К-50-90 состоит в
том, что в «галактике» ротора турбины ПТ-25-90 наблюдаются не пять, а три спирали, вложенные
друг в друга.
В дополнение к спиральности деформации ползучести, описываемой в данной статье, при-
ведем сообщение, не вошедшее в печатные материалы Международной научно-технической
конференции «Диагностика и ресурс металла теплосилового оборудования электростанций»
ОАО «ВТИ» (2016 г.): при правке высокотемпературных роторов, в которых при эксплуатации
возникает прогиб вала, встречаются роторы, прогиб в которых не расположен в одной плоско-
сти. В этих роторах ось вала, в его высокотемпературной зоне, представляет из себя как бы 1-1,5
витка штопора.5
ОБСУЖДЕНИЕ РЕЗУЛЬТАТОВ
На рис. 3 ниже схемы ротора турбины К-50-90, дефектограммы и графика результатов измере-
ния диаметра осевого канала приведены схемы эпюр действия основных сил и моментов на вал
ротора (в стационарном рабочем состоянии турбины):
крутящего момента М, создаваемого паром на лопатках и передаваемого генератору;
силы растяжения Fраст, возникающей из-за лобового сопротивления лопаток, которая уравнове-
шена реакцией упорного гребня подшипника;
центробежной силы Fцб (приведена эпюра для силы на поверхности осевого канала, то есть
там, где она максимальна).
4Так называется 1-я ступень на роторе высокого давления.
5Сведения приводятся с разрешения автора сообщения Е.В. Шилехина (ЗАО «Турбинист», г. Тольятти).
Дефектоскопия
№ 1
2019
О ползучести валов высокотемпературных роторов паровых энергетических турбин
29
Еще ниже на рис. 3 приведена схема распределения температуры вдоль поверхности ротора.
Рассмотрим распределение по сечению вала суммарных растягивающих напряжений и порознь
вклады в них, создаваемые крутящим моментом, растягивающей силой и центробежной, с учетом
их зависимости от расстояния, отсчитываемого от оси вала, — R. Растягивающая сила Fраст из-за
лобового сопротивления лопаток создает однородно распределенные по сечению вала растягива-
ющие напряжения. Растягивающие напряжения, создаваемые крутящим моментом, увеличивают-
ся с увеличением расстояния от оси вала R, а растягивающие напряжения из-за центробежных сил
уменьшаются с расстоянием R.
Из такого достаточно простого рассмотрения вкладов в растягивающие напряжения от всех трех
основных воздействий ясно, что суммарные действующие растягивающие напряжения максимальны
не на поверхности осевого канала и не на поверхности вала ротора, а где-то между ними.
Становится понятным, почему металлургические дефекты на поверхности осевого канала не
служат источниками трещин, как отмечено в [7, 8]. Поверхность осевого канала при эксплуатации
вала ротора (в отличие от разгонных испытаний, когда на образец, вырезанный из вала, действует
только центробежная сила) не является зоной, где действуют максимальные напряжения.
В дополнение к обоснованию факта, что поверхность осевого канала не является самой напря-
женной зоной вала, приведем результаты измерения скорости поверхностных волн (вдоль направ-
ляющей и вдоль образующей цилиндрической поверхности осевого канала) по методике, описан-
ной в [12]. При измерении скорости поверхностных волн в осевом канале одного из роторов —
ротора высокого давления турбины Т-50-130 (в этом роторе имеются наибольшие значения оста-
точной деформации6) — уменьшения скорости, характеризующего наличие микропор ползучести,
не обнаружено. Это говорит о том, что металл поверхности осевого канала находится на первой
или второй стадии ползучести, на которых еще не образуются микропоры ползучести, а на глуби-
не ~50 мм от поверхности канала имеются дефекты, которые говорят о том, что металл этой зоны
ротора находится на более высокой (третьей) стадии ползучести (последней, при которой остаточ-
ная деформация увеличивается с ускорением, что и приводит к разрушению).
Приведенные в нормативных документах [4—6] предельно допустимые значения остаточной
деформации металла роторов (1,0 % для стали Р2 и 0,8 % для остальных роторных сталей) взяты
из результатов лабораторных испытаний стали на ползучесть, то есть из простой схемы нагруже-
ния образца одной растягивающей силой. При этом в поперечном сечении образца возникают
однородно распределенные растягивающие напряжения.
На ротор, как показано выше, действуют три основные воздействия (силы и момент) и в нем воз-
никает сложнонапряженное состояние с неоднородно распределенными напряжениями. Но это значит,
что применять критерии состояния, взятые из простых испытаний, нужно с известной долей осторож-
ности. Хорошо известно, что и достаточно пластичный металл может разрушаться хрупко (то есть ката-
строфически быстро), если в нем имеется сложнонапряженное состояние и нагрузка нарастает доста-
точно быстро. В роторах могут возникать ситуации, когда крутящий момент сил нарастает быстро и его
пиковое значение в несколько раз превышает крутящий момент сил, приложенный к ротору в его стаци-
онарном рабочем состоянии. Такой ситуацией является короткое замыкание в электрической сети.
При проектировании турбогенератора его валопровод (совместный вал — роторы турбины и
ротор генератора) рассчитывается на способность сопротивляться воздействиям, возникающим
при внезапном коротком замыкании в электрической сети, к которой подключен генератор [13]. В
этом расчете учитываются свойства металла в состоянии поставки. Трудно предсказать поведение
металла ротора, в котором имеются многочисленные протяженные (с длиной, пусть и эффектив-
ной, то есть определенной ультразвуковым методом, по несколько дециметров) дефекты, как в
роторе турбины К-50-90. Во-первых, это дефекты эксплуатационные, то есть возникшие при той
же схеме нагружения, что и при коротком замыкании (только соотношения величин сил и момента
различны); во-вторых, их размеры превышают все допустимые в инструкциях нормы; в-третьих,
они как концентраторы напряжений являются источниками дополнительных напряжений в метал-
ле ротора; в-четвертых, в настоящее время достаточно надежно установлено, что микродефекты
ползучести уже на стадии микропор ползучести7 влияют на динамическую механическую харак-
6В этом роторе величина остаточной деформации ползучести вала, рассчитанной по результатам измерения диаметра
осевого канала, равна 0,36 - 0,38 % [11]. В валах роторов турбин К-50-90 и ПТ-25-90 значения остаточной деформации
равны 0,19 - 0,20 и 0,35±0,04 % соответственно. В роторе среднего давления турбины К-300-240 измерения диаметра
осевого канала не проводились, т.к. осевой канал этого ротора протачивался для удаления поверхностных дефектов, обна-
руженных при первом контроле.
7Микропоры ползучести — это микродефекты с размерами в несколько микрон, которые не обнаруживаются при
ультразвуковом контроле.
Дефектоскопия
№ 1
2019
30
В.С. Пермикин, Д.В. Пермикин
теристику — ударную вязкость, понижая ее [14]. Все эти четыре обстоятельства увеличивают
риск возможности хрупкого разрушения ротора при внезапном коротком замыкании.
К настоящему времени многие паровые турбины отработали свой парковый ресурс и срок их
эксплуатации продлевался по несколько раз, то есть они достаточно стары физически и морально:
их КПД в 1,5 раза меньше, чем у современных блоков парогазовых установок. Но несмотря на это,
их эксплуатация продолжается и массовая замена не предвидится. В частности, все четыре ротора,
приведенные в качестве примеров в данной статье, в настоящее время находятся в эксплуатации:
два эксплуатируются постоянно, а два используются как подменные, то есть эксплуатируются
периодически.
Ползучесть является процессом деградации металла, который не имеет порога стабилизации (по
напряжениям) в отличие, например, от усталости металла (если она не происходит в химически
активной среде). Ползучесть металла проявляется при температурах, когда становятся активными
процессы диффузии не только атомов внедрения, но и атомов самой кристаллической решетки
матрицы. Для перлитных низколегированных сталей, к которым относятся все роторные стали, —
это температуры выше 450 ºС. Если деталь из перлитной стали эксплуатируется при температуре
выше 450 ºС, то она имеет ограниченный ресурс даже при малых напряжениях, действующих в ней.
Поэтому по мере старения парка турбин признаки ползучести металла будут возникать у все боль-
шего количества роторов.
В связи с этими обстоятельствами неизбежно возникает необходимость решения вопросов о:
повышении достоверности контроля, объемах и методах контроля роторов с подобными дефектами;
критериях оценки состояния металла роторов, у которых имеются явные признаки ползучести;
сроках безопасной эксплуатации таких роторов;
том, как «смягчить» воздействие при коротком замыкании на ротор, у которого есть эксплуата-
ционные дефекты.
В заключение данной статьи приведем сведения о дефектах другого типа, также возникающих
при эксплуатации, но не в высокотемпературных, а низкотемпературных роторах среднего и низкого
давления. В металле вала при его вращении, кроме напряжений, рассмотренных выше, еще действу-
ют циклические напряжения растяжения-сжатия вследствие прогиба вала, которые в некоторых
роторах низкого и среднего давления из-за большой массы насадных дисков приводят к появлению
кольцевых усталостных трещин в канавках под насадными дисками. Достаточно подробно эта про-
блема освещена в [15]. Стоит отметить, что до настоящего времени не разработана методика обна-
ружения таких кольцевых трещин без снятия насадных дисков с вала ротора (если подразумевать
под методикой технологию, вошедшую в один из нормативных документов Системы промышлен-
ной безопасности, действующей в России в настоящее время). Возможно, информация об этой про-
блеме привлечет к ней внимание со стороны специалистов по ультразвуковому контролю.
СПИСОК ЛИТЕРАТУРЫ
1. Резинских В.Ф., Гинзбург Э.С., Клыпина А.М. и др. Методические рекомендации и атлас повреж-
дений деталей проточной части турбин. Исследование изломов. М.: ВТИ, 1993. 132 с.
2. Резинских В.Ф., Гладштейн В.И., Авруцкий Г.Д. Увеличение ресурса длительно работающих
паровых турбин. М.: Изд. дом МЭИ, 2007. 295 с.
3. Зигель М., Ньюхауз Э., Шрайнер Т. (Siemens/KWU) Переаттестация турбинных элементов / Сб.
докл. на междун. конф. «Продление ресурса ТЭС». Т 3. Докл. 25. Пер. с нем. М.: ВТИ, 1994. С. 45.
4. И 34-70-013-84. Инструкция по контролю за металлом котлов, турбин и трубопроводов. М.: СПО
«Союзтехэнерго», 1984. 40 с.
5. РД 10-577-03. Типовая инструкция по контролю металла и продлению срока службы основных
элементов котлов, турбин и трубопроводов ТЭС. М.: НТЦ Госгортехнадзора РФ, 2003. 123 с.
6. СО 153-34.17.440-2003. Инструкция по продлению срока эксплуатации паровых турбин сверх
паркового ресурса. М.: ЦПТИ ОРГРЭС, 2004. 170 с.
7. Гофман Ю.М. Оценка работоспособности металла энергооборудования ТЭС. М.: Энергоатомиздат,
1990. 136 с.
8. Темрюх В.М., Волков Б.И., Балашов Ю.В. Диагностика, ремонт и оценка ресурса роторов паро-
вых турбин из стали 34ХМ с дефектами на поверхности осевого канала. Научно-техн. конф. «Металл
оборудования ТЭС. Проблемы и перспективы» / Сб. докл. М.: ОАО «ВТИ», 2006. С. 194—198.
9. И 34-70-005-82. Инструкция по ультразвуковому контролю цельнокованых роторов паровых тур-
бин со стороны осевого канала. М.: СПО «Союзтехэнерго», 1984. 39 с.
10. Пермикин В.С., Стадников Я.В. Нужен ли повторный ультразвуковой контроль ротора со сторо-
ны осевого канала? Научно-техн. конф. «Ресурс, надежность и безопасность теплосилового оборудова-
ния электростанций» / Сб. докл. М.: ОАО «ВТИ», 2011. С. 169—171.
Дефектоскопия
№ 1
2019
О ползучести валов высокотемпературных роторов паровых энергетических турбин
31
11. Пермикин В.С., Пермикин Д.В., Стадников Я.В., Шумахер В.А. Ползучесть металла роторов
паровых турбин. Междун. научно-техн. конф. «Диагностика и ресурс металла теплосилового оборудо-
вания электростанций» / Сб. докл. М.: ОАО «ВТИ», 2016. С. 199—205.
12. Пермикин В.С. Патент РФ № 2177612. Способ ультразвукового контроля состояния металла,
работающего в условиях ползучести, прогнозирование его остаточного ресурса и акустический блок
для его осуществления (варианты). 27.12.2001.
13. РТМ 108.021.13—83. Расчет валопровода турбоагрегата на внезапное короткое замыкание.
Л.: ОАО «НПО ЦКТИ», 1984. 31 с.
14. Антикайн П.А. Металлы и расчет на прочность котлов и трубопроводов. М.: Энергоатомиздат,
1990. 368 с.
15. Ермолаев В.В., Жученко Л.А., Шкляр А.И. и др. Проблемы повреждаемости низкотемператур-
ных роторов паровых турбин. Научно-техн. конф. «Металл оборудования ТЭС. Проблемы и перспекти-
вы» / Сб. докл. М.: ОАО «ВТИ», 2006. С. 214—219.
Дефектоскопия
№ 1
2019