Электромагнитные методы
УДК 620.179.14
КОНТРОЛЬ ДЕФЕКТОВ СПЛОШНОСТИ В МЕТАЛЛАХ С ПОМОЩЬЮ
ПЛЕНОЧНЫХ ФЛЮКС-ДЕТЕКТОРОВ
© 2019 г. В.В. Павлюченко1,*, Е.С. Дорошевич1,**
1Белорусский национальный технический университет, Беларусь 220013 Минск,
пр-т Независимости, 65Б
Поступила в редакцию 21.06.2018; после доработки 31.08.2018;
принята к публикации 21.09.2018
Представлены результаты исследований применения пленочных флюкс-детекторов для контроля искусственных
дефектов сплошности. Приведены фотографии пленочного флюкс-детектора с изображениями магнитных полей отвер-
стий диаметром 2,0·10-3 м в пластине из железа толщиной 6·10-4 м и отверстия диаметром 1,0·10-2 м в пластине из алю-
миния толщиной 2,0·10-3 м после воздействия импульсами магнитного поля со временем нарастания порядка 2,0·10-5—
5,0·10-5 с, а также прошедших через зазоры шириной 1·10-4 и 1·10-5 м между состыкованными алюминиевыми пласти-
нами толщиной 3,0·10-3 м при разных направлениях приложенного поля.
Представлены результаты измерений максимальной величины тангенциальной Hτm (3,9·104 А/м) и нормальной Hnm
(3,3·104 А/м) составляющих напряженности суммарного магнитного поля вблизи поверхности алюминиевой пластины
(непосредственно возле отверстия в ней) с использованием дискретного датчика магнитного поля.
На основании проведенных исследований разработаны магнитоимпульсные методы контроля дефектов сплошности
в объектах из диамагнитных, парамагнитных и ферромагнитных металлов, заключающиеся в воздействии на объект с
приложенным к нему пленочным флюкс-детектором импульсом магнитного поля и определении дефектности объекта
на основании анализа полученного оптического изображения магнитного поля с исследованием его формы и распре-
деления уровней серого (цветности) в нем с учетом параметров анизотропии и калибровочной характеристики датчика.
Предварительно определены амплитуда импульса поля, время его нарастания, форма переднего и заднего фронтов,
количество импульсов, параметры выбросов магнитного поля и установлена равномерная освещенность поверхности
детектора. Перед применением осуществлено размагничивание или поляризация детектора и определены тип и параме-
тры индуктора магнитного поля. Предложено повысить контрастность изображений путем воздействия на объект с
детектором серией импульсов.
Ключевые слова: дефекты сплошности, пленочный флюкс-детектор, оптическое изображение магнитного поля,
напряженность магнитного поля, магнитный носитель, индукционная магнитная головка.
DOI:10.1134/S0130308219010007X
ВВЕДЕНИЕ
Целью настоящей работы является разработка методов контроля дефектов сплошности в объ-
ектах из ферромагнитных, парамагнитных и диамагнитных металлов с использованием пленочных
флюкс-детекторов, визуализирующих магнитные поля, а также методов и средств измерения
магнитных полей и их распределений с помощью этих детекторов.
Мгновенные распределения магнитных полей, несущих информацию о свойствах объектов на
значительных площадях поверхности, можно записывать только на пленочные преобразователи маг-
нитного поля, в качестве которых используют магнитные носители, магнитооптические пленки и
другие преобразователи. Пленочные датчики для измерения напряженности магнитного поля могут
быть составлены из преобразователей Холла, индукционных катушек и других микроскопических
датчиков, позволяющих производить измерения в плоскости с высоким разрешением. В [1—3] для
контроля нарушений сплошности в объектах использовались магнитографический, магнитооптиче-
ский и другие методы контроля. В [4, 5] контроль толщины токопроводящих покрытий осуществля-
ли методами вихревых токов и магнитодинамическим. В [6] исследовались магнитные поля дефек-
тов произвольной формы в плоскопараллельной пластине, в [7] рассматривался контроль дефектов
в токопроводящих покрытиях топливных баков летательных аппаратов с применением емкостных
датчиков. Близкими к рассматриваемой теме являются [8, 9], в которых представлены поля электро-
проводящих объектов в виде суперпозиции полей элементарных вихревых токов и описана магнито-
индукционная томография электрических схем и приборов. Однако эти методы и средства контроля
имеют существенные недостатки и для повышения точности и оперативности определения свойств
объектов требуют привлечения других методов контроля, взаимодополняющих друг друга.
Каждый из указанных методов имеет свои преимущества, однако все они имеют существенные
недостатки. Так, магнитографический метод не позволяет получать информацию об объектах в
реальном масштабе времени, магнитооптический не обладает достаточно большой точностью,
токовихревой требует значительного времени для сканирования поверхности контролируемого
Контроль дефектов сплошности в металлах с помощью пленочных флюкс-детекторов
45
объекта датчиком и не позволяет записывать мгновенные распределения полей на большой площа-
ди, а емкостной имеет не достаточно высокое разрешение.
В настоящее время магнитные поля постоянных магнитов и остаточно намагниченных объек-
тов из ферромагнитных материалов визуализируют с помощью пленочных флюкс-детекторов,
которыми можно контролировать процессы в реальном масштабе времени (близком к нему) или
остаточном режиме. Однако они работают в средних и больших магнитных полях и не обладают
высокой чувствительностью.
Известны работы [10, 11] по использованию пленочных флюкс-детекторов для контроля
дефектов в объектах из ферромагнитных материалов, при этом величина цилиндрического дефек-
та и глубина его залегания определяется с расчетом и экспериментальным исследованием коэффи-
циента отражения визуализирующей магнитные поля пленки. Следует отметить, что магнитогра-
фический метод контроля обладает гораздо большей чувствительностью по сравнению с пленоч-
ными флюкс-детекторами. Использование магнитооптической пленки [3, 14] позволяет осущест-
влять контроль в реальном масштабе времени, но он также не обладает достаточно высокой точ-
ностью. Применение магнитооптического вихревого и магнитографического методов контроля, а
также индуктора вихревых токов со сканером с визуализацией записанных на магнитной ленте
полей дефектов осуществляли с помощью магнитооптической пленки в [16, 17], а воздействие на
металлический объект производили переменным магнитным полем или при униполярном возбуж-
дении индуктора прямоугольными импульсами напряжения.
Работы по использованию магнитооптической пленки с гигантским фарадеевским вращением
для контроля дефектов в металлах, ведущиеся нами, описаны, например, в [18, 19]. Как показали
исследования, чувствительность измерений при визуализации информации, записанной на маг-
нитной ленте с помощью магнитооптической пленки, уменьшается в десятки раз по сравнению со
считыванием индукционной магнитной головкой. Поэтому магнитооптическая пленка может быть
эффективно использована прежде всего для непосредственной визуализации полей дефектов в
процессе распространения электромагнитного поля вглубь объекта [3, 18, 19].
Отметим основные преимущества пленочного флюкс-детектора (ПФД):
не создает электрических наводок и не подвержен их влиянию при записи импульсных магнит-
ных полей;
при получении изображений магнитных полей не требуется дополнительных операций,
например, поляризации света и устройств (анализаторы, поляризаторы и так далее);
позволяет одновременно записывать информацию с достаточно большой площади объекта
(десятки сантиметров и дециметров);
датчик, изготовленный из ПФД, может работать в режиме, близком к режиму реального времени;
вносит малое искажение в распределение импульсных магнитных полей в отличие от датчиков,
использующих ферро- и ферримагнитные элементы с высокой магнитной проницаемостью.
Основные недостатки ПФД состоят в следующем:
обладает недостаточной чувствительностью, так как работает только в магнитных полях с
большой напряженностью;
обладает недостаточным быстродействием по сравнению с другими датчиками магнитного поля;
отсутствие 180-градусной анизотропии понижает его возможности контроля;
наличие зернистости изображения также понижает качество контроля;
используемые в настоящее время флюкс-детекторы не обеспечивают достаточно высокой кон-
трастности изображения;
на результаты измерений оказывают существенное влияние неравномерная освещенность пле-
ночного флюкс-детектора, а также оптические помехи.
Примеров применения пленочных флюкс-детекторов для определения свойств диамагнитных
и парамагнитных металлов авторам не известно.
Поэтому возникает актуальный для производства вопрос применения пленочных флюкс-
детекторов для контроля объектов из диа- и парамагнитных металлов. Для этого могут быть
использованы результаты исследований авторов [12—15], в которых изложены полученные зако-
номерности распределений магнитных полей вблизи электропроводящих объектов и методы кон-
троля свойств объектов с использованием гистерезисной интерференции магнитного поля. Здесь
же предложено находить параметры дефектов по оптическим изображениям магнитных полей
этих дефектов. При этом величину напряженности магнитного поля определяют по уровню оттен-
ка серого или оттенка цветности в оптическом изображении. Разделение тангенциальной и нор-
мальной составляющих напряженности магнитного поля в каждой точке флюкс-детектора произ-
водят с учетом анизотропии указанных пленок.
Дефектоскопия
№ 1
2019
46
В.В. Павлюченко, Е.С. Дорошевич
Одной из особенностей пленочных флюкс-детекторов является тот факт, что они не реагируют
на знак поля и обладают, если можно так сказать, «девяностоградусной анизотропией». ПФД
позволяют непосредственно оцифровывать оптическое изображение при фотографировании изо-
бражений магнитных полей современными цифровыми фотоаппаратами, ставя уровень электриче-
ского сигнала фотоизображения в соответствие уровню оттенков серого или цветности. По уровню
серого в оптическом изображении можно определять величину тангенциальной и нормальной
составляющих напряженности магнитного поля в каждой точке флюкс-детектора, предварительно
проведя исследования по изучению анизотропии указанных пленок.
Для разработки методов контроля объектов требуется оценить численные значения параметров
ПФД, влияющих на результаты измерений. Для этого следует провести исследования и определить
рабочий диапазон ПФД, оценить оптимальную скорость нарастания напряженности магнитного
поля при магнитоимпульсном контроле, определить вид и параметры индуктора.
Индуктор в виде плоской катушки используется для обнаружения дефектов в объекте. Его пре-
имущество состоит в создании однородного поля в зоне контроля. При использовании линейного
индуктора или других источников неоднородного магнитного поля существенную роль играет
величина нормальной составляющей напряженности магнитного поля Hn, способствующая выяв-
лению дефектов. С помощью ПФД нельзя различать положительное и отрицательное направления
напряженности магнитного поля, как и его составляющих Hτ и Hn. Недостатком ПФД является
относительно небольшое по сравнению с магнитооптической пленкой и магнитной лентой быстро-
действие, параметры которого следует установить в данной работе.
ОПИСАНИЕ МАГНИТОИМПУЛЬСНОГО МЕТОДА КОНТРОЛЯ С ПРИМЕНЕНИЕМ
ПЛЕНОЧНЫХ ФЛЮКС-ДЕТЕКТОРОВ
Найдем с помощью пленочных флюкс-детекторов распределение напряженности магнитных
полей искусственных дефектов сплошности вблизи металлических объектов при воздействии на
них постоянными магнитными полями, а также одиночными импульсами магнитного поля или
сериями импульсов.
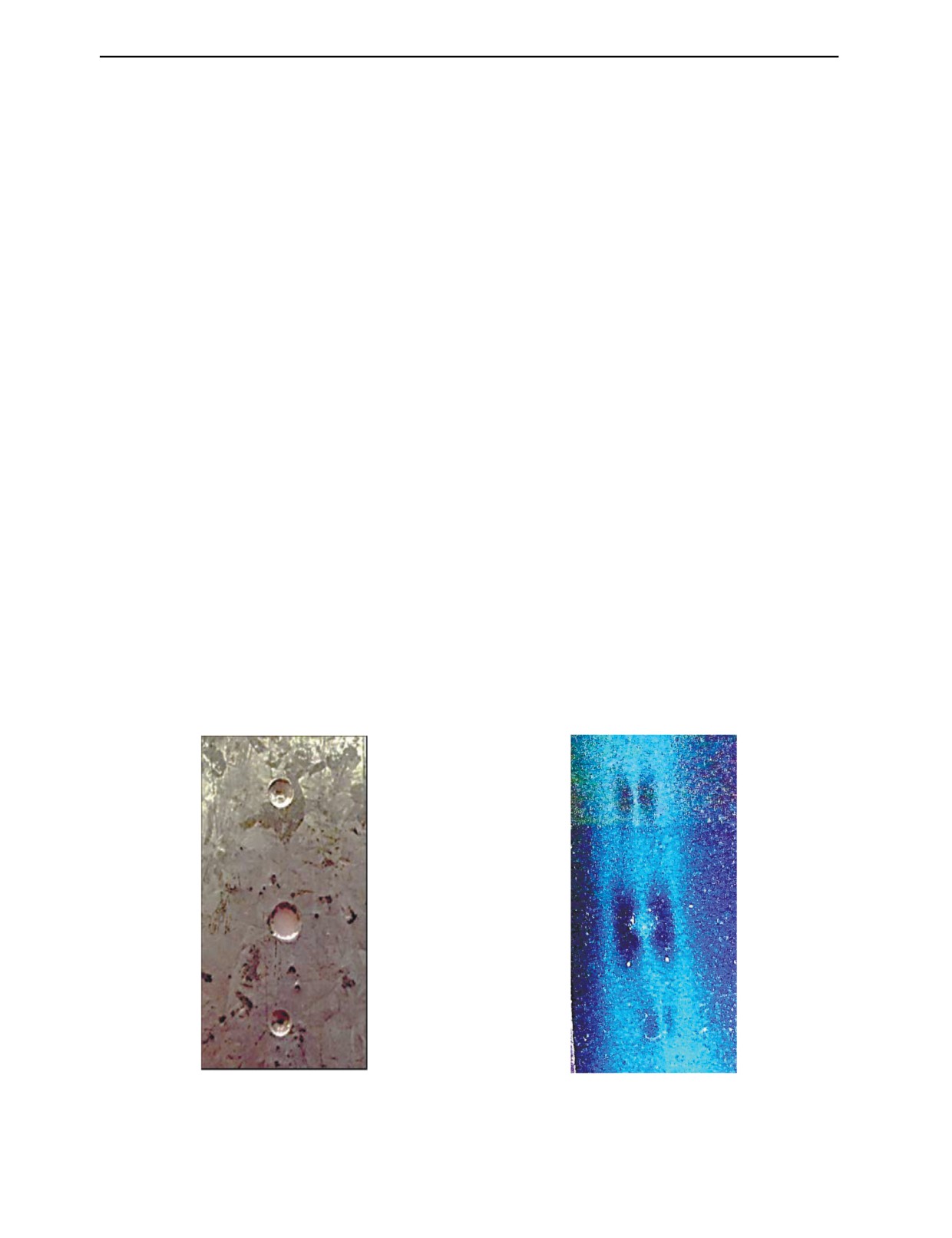
На рис. 1 показана фотография пластины из оцинкованного железа длиной 1·10-1 м, шириной
2·10-2 м и толщиной 6·10-4 м с тремя искусственными дефектами, а на рис. 2 — изображение маг-
нитных полей этих дефектов на флюкс-детекторе.
Магнитное поле создавали П-образным намагничивающим устройством (электромагнитом, посто-
янным магнитом). Отпечатки магнитных полей рассеяния от трех указанных дефектов представляют
собой темные овальные участки по обе стороны от центра дефектов и обусловлены нормальными
составляющими напряженности магнитного поля. Так как анизотропия ПФД позволяет различать толь-
Рис. 1. Фотография пластины из оцинкованного железа
Рис. 2. Фотография флюкс-детектора с изображения-
с дефектами (сверху вниз):
ми магнитных полей дефектов (см. рис. 1) с безде-
первый — диаметр 2·10-3 м, глубина 3·10-4 м; второй — сквозной
фектной стороны в постоянном магнитном поле.
диаметром 2·10-3 м; третий — конус в основании 1,5·10-3 м глубиной
2·10-4 м.
Дефектоскопия
№ 1
2019
Контроль дефектов сплошности в металлах с помощью пленочных флюкс-детекторов
47
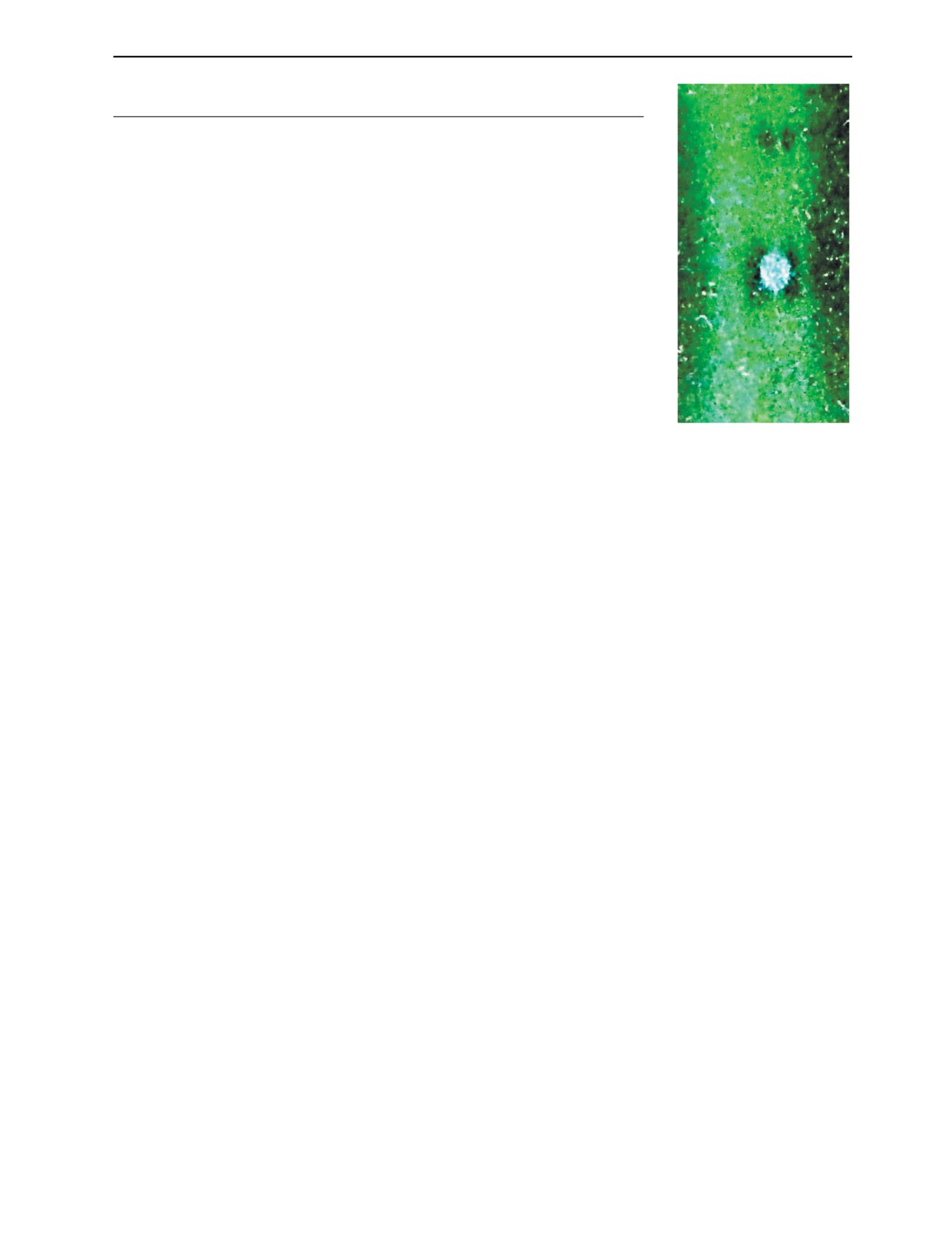
Рис. 3. Фотография флюкс-детектора с изображениями магнитных полей дефектов в
пластине из оцинкованного железа после воздействия импульсом магнитного поля.
ко тангенциальное (светлое изображение) и нормальное (темное) направ-
ления напряженности магнитного поля, то изображения магнитных полей
дефектов с обеих сторон от отверстий темные. Сплошные темные полосы
с левой и правой сторон фотографии обусловлены действием нормальной
составляющей напряженности магнитного поля первичного источника
магнитного поля. Изображение в виде светлого круга на фотографии соот-
ветствует сквозному отверстию.
Аналогичные изображения магнитных полей дефектов можно полу-
чить, воздействуя на пластину с пленочным флюкс-детектором импульса-
ми магнитного поля линейного индуктора, плоской катушки или других
источников магнитного поля. Воздействовали на пленочный детектор с
указанной пластиной импульсом магнитного поля линейного индуктора.
Амплитуда импульсов магнитного поля при измерениях изменялась в
пределах от 5·103 до 1·105 А/м. Время нарастания импульсов магнитного
поля tmax находилось в диапазоне 1·10-6—5·10-4 с. При этом осуществляли
воздействие дополнительным импульсным магнитным полем с градиен-
том напряженности в плоскости измерения порядка 1·106 А/м2. Проекция
оси индуктора совпадала (была близка) с прямой линией, проходящей через центры отверстий.
На рис. 3 представлена фотография пленочного флюкс-детектора с изображениями магнитных
полей дефектов сплошности в пластине из оцинкованного железа, полученная с бездефектной
стороны в прошедшем магнитном поле. Источник поля расположен с обратной по отношению к
ПФД стороны пластины.
Измерение напряженности магнитного поля осуществляли следующим образом. Пусть оптиче-
ское изображение намагниченного до насыщения ПФД в нормальном к его плоскости направлении
соответствует уровню сигнала 0 (уровню черного), а намагниченного до насыщения ПФД в его пло-
скости — уровню 256 градаций (уровню белого). При этом уровень оттенка серого размагниченного
ПФД равен 128. Создадим шкалу оттенков серого в интервале 0—256 в виде оптического изображе-
ния полосы, в которой уровень черного (первый участок) постепенно переходит в уровень белого
(256-й участок). Как показали наши исследования, величина напряженности магнитного поля, соот-
ветствующая уровню 0 для используемого нами ПФД (максимум нормальной составляющей),
составляет 1,1·105 А/м, а уровню 256 (максимум тангенциальной составляющей) — примерно такая
же величина. Тогда 256 уровню соответствует диапазон полей в 2,2·105 А/м. Отсюда определяем
чувствительность измерений в цифровом представлении: 1,16·10-3 дел·м/А (через «дел», то есть
делений, обозначено число градаций) по 256-уровневой шкале. Таким образом, величину напряжен-
ности магнитного поля в разных точках полученных оптических изображений магнитного поля на
ПФД вычисляли с учетом найденной чувствительности ПФД в импульсном магнитном поле. Уровень
оттенка серого в изображении магнитного поля сравнивали с уровнями серого шкалы и находили
величину одной из составляющих напряженности. В общем случае при наличии двух составляющих
разность их величин пропорциональна величине отклонения уровня серого в точке измерения от
уровня серого, соответствующего размагниченному состоянию ПФД.
Тогда уровень оттенков серого магнитных полей дефектов (см. рис. 3, темные овальные участки
вблизи дефектов) с учетом перевода цветного изображения в черно-белое будет соответствовать при-
мерно уровню сигнала 50, а значит, величина нормальной составляющей напряженности магнитного
поля равна 6,7·104 А/м. Уровень сигнала фона в непосредственной близости от изображений этих полей
(см. рис. 3, светлый фон) составляет 180, что соответствует величине тангенциальной составляющей
4,5·104 А/м.
Изображения магнитных полей дефектов на пленочных флюкс-детекторах нами получены и
для объектов из диамагнитных и парамагнитных металлов. Так, на рис. 4—6 показаны фотографии
пленочного флюкс-детектора с изображениями остаточных магнитных полей дефекта сплошности
в пластине из алюминия толщиной 2,0·10-3 м, полученные в прошедшем магнитном поле, диаметр
сквозного отверстия 1·10-2 м.
Изображение магнитных полей на ПФД, показанное на рис. 4, получено в результате воздей-
ствия на пластину одним импульсом магнитного поля источника. Видно, что характеристики
используемого ПФД таковы, что при однократном воздействии импульсом магнитного поля полу-
чается не достаточно контрастное изображение магнитных полей дефектов.
Дефектоскопия
№ 1
2019
48
В.В. Павлюченко, Е.С. Дорошевич
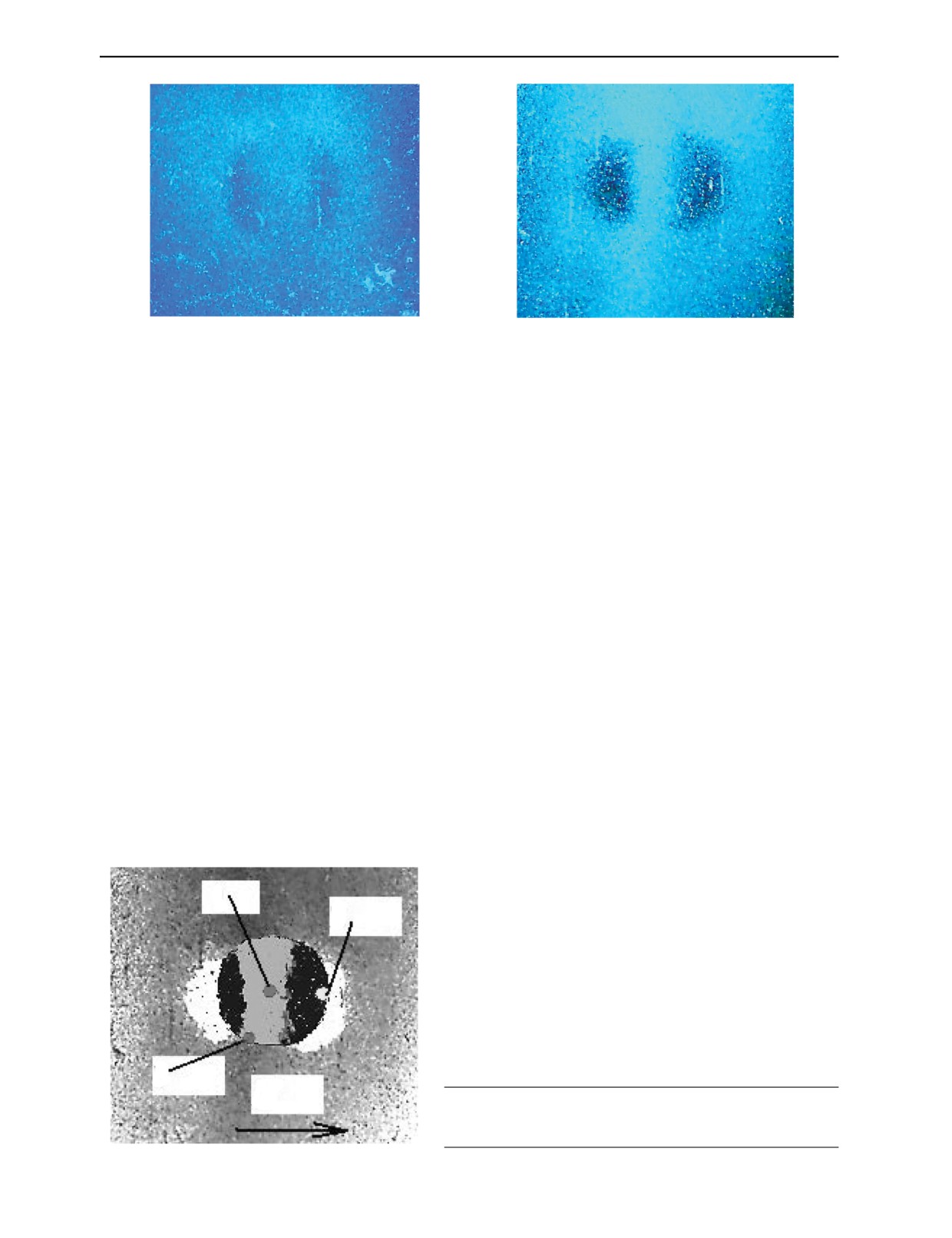
Рис. 4. Фотография флюкс-детектора с изображениями
Рис. 5. Фотография флюкс-детектора с изображениями
магнитных полей отверстия диаметром 1,0·10-2 м в пла-
магнитных полей отверстия диаметром 1,0·10-2 м в пла-
стине из алюминия толщиной 2,0·10-3 м после воздей-
стине из алюминия толщиной 2,0·10-3 м после воздей-
ствия одним импульсом магнитного поля.
ствия пятью импульсами магнитного поля.
Поэтому для получения контрастных изображений на пластину с ПФД воздействовали серией
одиночных импульсов. Изображение на рис. 5 получено в результате воздействия на ПФД с объ-
ектом пятью импульсами поля. Изображения магнитных полей, аналогичные изображениям, пока-
занным на рис. 4 и 5, получены также при установке ПФД на высотах 1,0·10-3; 2,0·10-3 и 3,0·10-3 м
над поверхностью пластины.
Амплитуда импульса воздействующего поля была порядка 8,0·104 А/м. Средняя за четверть
периода импульса скорость нарастания напряженности магнитного поля составляла 3·109 А/м·с.
Как показали проведенные исследования, при воздействии одним импульсом чувствительность в
три раза меньше, чем при воздействии пятью импульсами, и равна 3,9·10-4 дел·м/А.
Наличие алюминиевой фольги толщиной 7,0·10-5 м на поверхности пластины с отверстием
существенного влияния на изображение магнитных полей, показанных на рис. 4 и 5, не оказывает.
С целью более контрастного выделения полей дефекта с изображением этих полей (см. рис. 5)
проведены операции вычисления и коррекции, в результате чего получено изображение, представ-
ленное на рис. 6. Здесь показаны точка 1 над центром отверстия диаметром 1,0·10-2 м в алюмини-
евой пластине толщиной 2,0·10-3 м и точка 2 над краем отверстия, а также край отверстия 3 и
направление приложенного магнитного поля H.
Определим величину максимальной тангенциальной составляющей напряженности магнитно-
го поля Hτm в точке 1 на высотах (0,5—3,0)·10-3 м над пластиной, а также величину Hτm и величи-
ну максимальной нормальной составляющей Hnm в точке 2 на таких же высотах. Для этого вос-
пользуемся методом [10, 11] измерения напряженности магнитного поля с использованием дис-
кретного датчика магнитного поля (ДДМП), состоящего из набора параллельных полос магнитно-
го носителя. В результате измерений произведена оценка величины максимальной тангенциальной
составляющей напряженности в точке 1 и величины максимальной тангенциальной и нормальной
составляющих в точке 2 (табл. 1).
Расчетная величина Hτm1 на высоте 0,6·10-3 м в
отсутствие
пластины
равна
7,0·104А/м.
1
Экспериментально измеренная величина Hτm1 над
2
центром отверстия равна 3,9·104 А/м. Таким образом,
максимальная величина Hτm поля, прошедшего через
отверстие в пластине, уменьшилась в 1,8 раза.
Пользуясь данными табл. 1, можно определить пара-
метры датчиков для контроля объектов из алюминия.
Изображения на ПФД магнитных полей искус-
ственных дефектов в виде зазоров между алюмини-
евыми пластинами, моделированных как глубинные
трещины, представлены на рис. 7— 9.
3
H
Рис. 6. Фотография флюкс-детектора с изображениями магнит-
ных полей отверстия в пластине из алюминия с применением
операций вычисления и коррекции.
Дефектоскопия
№ 1
2019
Контроль дефектов сплошности в металлах с помощью пленочных флюкс-детекторов
49
Таблица
1
Распределение составляющих напряженности магнитного поля вблизи отверстия
h·10-3 м
0,6
1,0
2,0
3,0
Hτm1·104 А/м
3,9
3,3
2,9
2,5
Hτm2·104 А/м
2,7
2,55
2,25
Hnm2·104 А/м
3,3
2,85
2,6
2,35
Так, на рис. 7 показано изображение 5 на ПДФ 4 поля линейного индуктора, прошедшего через
зазор 6 шириной 1·10-4 м между двумя пластинами 1 и 2 из алюминия толщиной 3,0·10-3 м. Здесь
на обе пластины наложена пластина 3 толщиной 2,3·10-4 м, перекрывающая указанный зазор.
Индуктор расположен под пластинами, его ось совпадает с проекцией оси зазора (показан мас-
штаб изображения). Из рисунка следует, что пластина толщиной 2,3·10-4 м не препятствует выяв-
лению зазора 6. Исследования показали, что указанные
зазоры могут быть обнаружены при толщине покрываю-
щих их пластин 1,0·10-3 и 1,5·10-3 м.
3
Прохождение импульсного магнитного поля через
0,01 м
зазоры между алюминиевыми пластинами при направле-
нии поля перпендикулярно плоскости пластин показано на
2
рис. 8 и 9. На рис. 8 изображены алюминиевые пластины 1,
2 и 3 толщиной 3,0·10-3 м, состыкованные между собой
4
5
таким образом, что их края образуют Т-образный зазор
шириной около
1·10-5 м. Сверху к пластинам приложен
пленочный флюкс-детектор 4. Знаком × обозначено направ-
ление напряженности приложенного импульсного магнит-
ного поля Н, а также показаны масштаб изображения и
1
6
возникающие оптические изображения магнитных полей
5 на пленочном флюкс-детекторе 4.
Индуктор расположен под алюминиевыми пластинами.
Рис. 7. Фотография флюкс-детектора с изобра-
Его рабочая зона составляет 1,0·10-3 м2 и может быть уве-
жением магнитного поля, прошедшего через
личена в десять и более раз. Таким образом, разработан-
зазор между алюминиевыми пластинами.
ным методом можно получать мгновенные (за 1,0·10-4 с)
фотографии пленочных флюкс-детекторов с изображениями магнитных полей дефектов и структур-
ных неоднородностей на площади поверхности объекта порядка 1,0·10-2 м2. При этом разрешение
свойств в плоскости измерения составляет приблизительно 1,0·10-8 м2.
На рис. 9 показаны те же самые, что и на рис. 8, алюминиевые пластины 1—3 с приложенным
к ним пленочным флюкс-детектором 4. Сверху на пластины наложена алюминиевая фольга 6 тол-
1
2
1
2
6
H
H
5
4
5
4
3
3
0,01 м
0,01 м
Рис. 8. Фотография флюкс-детектора с изображением
Рис. 9. Фотография флюкс-детектора с изображением маг-
магнитного поля, прошедшего через зазор между алю-
нитного поля, прошедшего через зазор между алюминие-
миниевыми пластинами.
выми пластинами с алюминиевой фольгой.
Дефектоскопия
№ 1
2019
50
В.В. Павлюченко, Е.С. Дорошевич
щиной 7,0·10-5 м. Из сравнения этих рисунков следует, что наличие фольги на указанных пласти-
нах никакого существенного влияния на выявляемость зазоров между пластинами не оказывает.
Разработанные методы контроля свойств объектов и измерение напряженности магнитного
поля включают:
1) определение диапазона воздействующих магнитных полей (5—100)·103 А/м;
2) определение направления напряженности магнитного поля (тангенциальная, нормальная
составляющие);
3) выбор типа контроля (в прошедшем и отраженном полях);
4) выбор параметров импульса магнитного поля в зависимости от удельной электропроводно-
сти материала объекта и его толщины (амплитуды, времени нарастания, формы, параметров
выбросов) и свойств ПФД. Для объектов из диамагнитных и парамагнитных металлов найдено
время нарастания импульса, которое находится в интервале tmax = (1—100)·10-6 с и зависит от тол-
щины объекта и удельной электропроводности его материала;
5) воздействие дополнительным импульсным магнитным полем с градиентом напряженности
в плоскости измерения порядка 1·106 А/м2;
6) выбор начального состояния ПФД (размагниченное, поляризованное тангенциально или
поляризованное нормально);
7) установление равномерной освещенности ПФД с отсутствием изображений источников
света и бликов в отраженном свете;
8) определение свойств объекта по уровню оттенков серого в оптическом изображении магнит-
ного поля ПФД на поверхности объекта;
9) измерение напряженности магнитного поля по уровню оттенков серого в оптическом изо-
бражении магнитного поля ПФД путем сравнения уровней серого его элементов с уровнями соз-
данной шкалы оттенков серого для датчика с 90° анизотропией;
10) учет быстродействия ПФД. Так, осуществление контроля объектов и измерение напряжен-
ности магнитного поля возможны при средней скорости нарастания напряженности магнитного
поля 3·109 А/м·с.
Перечисленные пункты дают возможность разработать несколько методов контроля свойств элек-
тропроводящих материалов. К ним относятся, например, описанный выше метод контроля в прошед-
шем поле, метод контроля в отраженном поле и другие методы. Ввиду 90° анизотропии используемых
пленочных флюкс-детекторов и их свойств, отличных от свойств магнитных носителей и других дат-
чиков магнитного поля, разработанные методы существенно отличаются от известных методов.
К разработанным средствам относятся источники воздействующего импульсного магнит-
ного поля и источники дополнительного импульсного магнитного поля (их параметры указаны
выше), датчики ПФД, откалиброванные в импульсном магнитном поле, индукторы в виде кон-
туров, плоских катушек, П-образные электромагниты и постоянные магниты, плоский посто-
янный магнит.
На основании проведенных исследований разработаны магнитоимпульсные методы контроля
дефектов сплошности в объектах из диамагнитных, парамагнитных и ферромагнитных металлов,
заключающиеся в воздействии на объект с приложенным к нему пленочным флюкс-детектором
импульсом магнитного поля и определении дефектности объекта на основании анализа получен-
ного оптического изображения магнитного поля на флюкс-детекторе. Анализ изображения прово-
дят путем исследования его формы и распределения уровней серого (уровней цветности) в нем с
учетом параметров анизотропии датчика. Предварительно определяют амплитуду импульса поля,
время его нарастания, форму переднего и заднего фронтов, количество импульсов, количество и
параметры выбросов магнитного поля и устанавливают равномерную освещенность поверхности
детектора без бликов и изображений источников света в отраженном свете.
Перед применением осуществляют размагничивание или поляризацию ПФД, выводя все его
точки на одинаковый уровень черного (темного) или белого (светлого), воздействуя на него соот-
ветственно магнитным полем тангенциального или нормального к его плоскости направления.
Предварительно рассчитывают тип и параметры индуктора магнитного поля (линейный, плоский
или другой формы), линейные размеры и площадь его рабочей поверхности с заданными погреш-
ностями измерения.
Разработанный метод включает использование дополнительных источников магнитного поля
разного типа, способствующих выявлению дефектов импульсом магнитного поля с установленны-
ми параметрами.
Представляем некоторые численные характеристики разработанного метода, используемые в дан-
ной работе. Амплитуда импульса поля в месте контроля — 8,0·104 А/м, время его нарастания —
Дефектоскопия
№ 1
2019
Контроль дефектов сплошности в металлах с помощью пленочных флюкс-детекторов
51
1,0·10-6 с и более, количество импульсов — от 1 до 5, количество выбросов — от 1 до 3, расстояние
до поверхности контролируемого объекта — до 3,0·10-3 м, но возможно существенно большее,
линейные размеры подповерхностных локальных выявляемых дефектов — от 1,0·10-3 м, а протя-
женных (зазоры) — шириной 1·10-5 м и более, глубина залегания выявляемых дефектов зависит от
их линейных размеров, толщины объекта и удельной электропроводности его материала.
Для повышения чувствительности и точности контроля объектов из диамагнитных и парамаг-
нитных металлов в импульсных магнитных полях следует повысить на порядок и более чувстви-
тельность флюкс-детекторов.
Разработанный метод измерений позволяет определять величину напряженности как импульс-
ного, так и постоянного магнитного поля по распределению уровня серого в оптическом изобра-
жении флюкс-детектора, откалиброванного в соответствующих магнитных полях. Повысить кон-
трастность изображений, а следовательно, точность контроля предложено выделением получен-
ных изображений магнитных полей посредством дополнительных воздействий на детектор поля-
ми других источников.
Определены оптимальные параметры импульсов магнитного поля (амплитуда, время нараста-
ния) для получения информации о свойствах объектов из диамагнитных, парамагнитных и ферро-
магнитных металлов с помощью ПФД в импульсных магнитных полях, а также рабочий диапазон
ПФД, который начинается от величины напряженности магнитного поля, равной 1·104 А/м.
Средняя за четверть периода импульса скорость нарастания напряженности магнитного поля,
используемого нами при контроле объектов из диамагнитных и парамагнитных материалов,
составляет 3·109 А/м·с, а максимальная скорость на отдельных участках зависимости H = H(t)
достигала 1·1010 А/м·с.
В результате проведенных исследований сделан вывод о том, что с помощью современных ПФД
можно осуществлять запись процессов, протекающих или изменяющихся за время порядка 1·10-5 с.
ВЫВОДЫ
1. Представлены результаты исследований применения пленочных флюкс-детекторов для кон-
троля искусственных дефектов сплошности. Приведены фотографии пленочного флюкс-детектора
с изображениями магнитных полей отверстий диаметром 2,0·10-3 м в пластине из оцинкованного
железа толщиной 6·10-4 м и флюкс-детектора с изображениями магнитных полей отверстия диа-
метром 1,0·10-2 м в пластине из алюминия толщиной 2,0·10-3 м после воздействия импульсами
магнитного поля со временем нарастания порядка 2,0·10-5-5,0·10-5 с, а также пленочного флюкс-
детектора с изображениями магнитных полей, прошедших через зазор шириной 1·10-4 м между
состыкованными алюминиевыми пластинами толщиной 3,0·10-3 м и состыкованных алюминие-
вых пластин такой же толщины с зазором шириной 1·10-5 м при направлении приложенного поля
перпендикулярно плоскости пластин, накрытых алюминиевой фольгой и без нее.
2. Представлены результаты измерений максимальной величины тангенциальной
Hτm (3,9·104 А/м) и нормальной Hnm (3,3·104 А/м) составляющих напряженности суммарного маг-
нитного поля, созданного линейным индуктором и полем индукционных токов в алюминиевой
пластине вблизи ее поверхности непосредственно возле отверстия с использованием дискретного
датчика магнитного поля, изготовленного из магнитного носителя.
3. На основании проведенных исследований разработаны магнитоимпульсные методы кон-
троля дефектов сплошности в объектах из диамагнитных, парамагнитных и ферромагнитных
металлов, заключающиеся в воздействии на объект с приложенным к нему пленочным флюкс-
детектором импульсом магнитного поля и определении дефектности объекта на основании ана-
лиза полученного оптического изображения магнитного поля на флюкс-детекторе. Анализ изо-
бражения проводят путем исследования его формы и распределения уровней серого (уровней
цветности) в нем с учетом параметров анизотропии и калибровочной характеристики датчика.
Предварительно определяют амплитуду импульса поля, время его нарастания, форму переднего
и заднего фронтов, количество импульсов, количество и параметры выбросов магнитного поля
и устанавливают равномерную освещенность поверхности детектора без бликов и изображений
источников света в отраженном свете, рассчитывают тип и параметры индуктора магнитного
поля. Повысить контрастность изображений, а следовательно, точность контроля предложено
путем воздействия на объект с детектором серией импульсов, а также выделением полученных
изображений магнитных полей посредством дополнительных воздействий на детектор полями
других источников с заданными градиентами напряженности магнитного поля в плоскости
измерения.
Дефектоскопия
№ 1
2019
52
В.В. Павлюченко, Е.С. Дорошевич
4. На основании проведенных исследований мы можем заключить, что ПФД впервые применен:
для визуализации импульсных магнитных полей и непосредственной визуализации импульс-
ных магнитных полей дефектов;
для визуализации магнитных полей дефектов объектов из диамагнитных и парамагнитных
электропроводящих материалов;
для измерения импульсных магнитных полей и их пространственно-временных распределений.
5. Полученные результаты могут быть использованы для определения параметров дефектов
сплошности в электропроводящих объектах, а также для визуализации мгновенных распределений
магнитных полей дефектов.
СПИСОК ЛИТЕРАТУРЫ
1. Козлов В.С. Техника магнитографической дефектоскопии. Минск.: Вышэйшая школа, 1976. 256 с.
2. Михайлов С.П., Щербинин В.Е. Физические основы магнитографической дефектоскопии.
М.: Наука, 1992. 238 с.
3. Магнитооптический дефектоскоп. Пат. 12742 Респ. Беларусь, МПК С1 BY, G 01 N 27/72.
В.В. Павлюченко, Е.С. Дорошевич; заявитель БНТУ, № а20071581; заявл. 19.12.2007; опубл. 07.10.09
// Афіцыйны бюл. Нац. цэнтр інтэлектуал. уласнасці. 2009. № 6. С. 121—122.
4. Лухвич А.А., Булатов О.В., Лукьянов А.Л., Полякова М.Н., Мосякин В.В. Контроль магнитодина-
мическим методом толщины никелевых покрытий под хромовыми на двухслойных (неферромагне-
тик—ферромагнетик) основаниях // Дефектоскопия. 2015. № 1. С. 3—10.
5. Атавин В.Г., Узких А.А., Исхужин Р.Р. Отстройка от электропроводности основания при измере-
нии толщины токопроводящих покрытий методом вихревых токов // Дефектоскопия.
2018. № 1.
С. 58—64.
6. Шур М.Л., Новослугина А.П., Смородинский Я.Г. Магнитное поле дефекта произвольной формы
в плоскопараллельной пластине // Дефектоскопия.
2015. № 11. С. 14—27.
7. Скворцов Б.Г., Самсонов А.С., Борминский С.А., Живоносновская Д.М. Теоретические основы
контроля токопроводящих покрытий топливных баков летательных аппаратов // Дефектоскопия. 2017.
№ 5. С. 46—54.
8. Суханов Д.Я., Совпель Е.С. Магнитоиндукционная томография электрических схем и приборов //
Изв. высш. учебных заведений. 2015. Т. 58. № 10/3. С. 73—75.
9. Суханов Д.Я., Завьялова К.В. Представление поля электропроводящего объекта в виде суперпо-
зиции полей элементарных вихревых токов и их томография // Изв. высш. учебных заведений. 2017.
Т. 60. № 11. С. 28—34.
10. Новиков В.А., Шилов А.В., Кушнер А.В. Визуализация полей дефектов ферромагнитных объектов
с помощью пленки «Flux-detector» // Контроль. Диагностика. 2010. № 5. С. 18—22.
11. Новиков В.А., Шилов А.В. Расчет коэффициента отражения визуализирующей магнитные поля
пленки в зоне дефекта при контроле ферромагнитных объектов // Дефектоскопия. 2014. № 2. С. 25—33.
12. Павлюченко В.В., Дорошевич Е.С. Использование магнитного гистерезиса при контроле объ-
ектов из электропроводящих материалов в импульсных магнитных полях // Дефектоскопия. 2013. № 6.
С. 53—68.
13. Павлюченко В.В., Дорошевич Е.С. Неразрушающий контроль объектов из электропроводящих
материалов в импульсных магнитных полях // Дефектоскопия. 2010. № 11. С. 29—40.
14. Способ магнитооптического контроля магнитного электропроводящего материала. Пат. 10440
Респ. Беларусь, МПК С2 BY, G 01 N 27/00. В.В. Павлюченко, Е.С. Дорошевич; заявитель БНТУ, № а
20060200; заявл. 09. 03. 2006; опубл. 30.04.08 // Афіцыйны бюл. Нац. цэнтр інтэлектуал. уласнасці.
2008. № 2. С. 97.
15. Павлюченко В.В., Дорошевич Е.С. Применение пленочных флюкс-детекторов для определения
свойств электропроводящих и магнитных объектов // Дефектоскопия, 2018. № 1. С. 52—57.
16. Вишневский В.Г., Бержанский В.Н., Козик Г.П., Михайлов В.И., Панков Ф.Н., Левый С.В.,
Агалиди Ю.C. Магнитооптический вихретоковый контроль: интроскопический и магнитографический
методы // Ученые записки Таврического национ. ун-та им. В.И. Вернадского. Серия «Физ.-мат. науки».
Симферополь. 2011. Т. 24 (63). № 2. С. 127—140.
17. Патент 2464555 МПК С1 RU G01N27/90. Индуктор вихревых токов для магнитографической
дефектоскопии и сканер на его основе. С.В. Левый (UA), Ю.С. Агалиди (UA), И.П. Шумский (BY).
Заявл. 1.07.2009, опубл. 20.10.2012.
18. Павлюченко В.В., Сычик В.А., Дорошевич Е.С. Разработка магнитооптических систем контроля
/ Приборостроение-2008. Матер. междунар. науч.-техн. конф. БНТУ. Минск, 2008. С. 109—110.
19. Дорошевич Е.С., Павлюченко В.В. Устройство контроля качества изделий из магнитных и элек-
тропроводящих материалов / Приборостроение-2009. Матер. 2-й междунар. науч.-техн. конф. БНТУ.
Минск, 2009. С. 57—58.
Дефектоскопия
№ 1
2019