Контроль проникающими веществами
УДК 620.179.111
ВАКУУМНАЯ ИНТЕНСИФИКАЦИЯ ПРОЦЕССА ЗАПОЛНЕНИЯ ДЕФЕКТОВ
ПЕНЕТРАНТАМИ ПРИ КАПИЛЛЯРНОМ КОНТРОЛЕ
© 2019 г. Н.В. Деленковский1, *, А.Б. Гнусин1, **
1Институт прикладной физики НАН Беларуси, Беларусь 220072 Минск, ул. Академическая, 16
*Е-mail: delenkovsky@iaph.bas-net.by; **dubel@iaph.bas-net.by
Поступила в редакцию 18.04.2018; после доработки 09.07.2018;
принята к публикации 13.07.2018
Проведены экспериментальные исследования вакуумной интенсификации процесса заполнения дефектов в образ-
цах из нержавеющей стали и стекла проникающими жидкостями при капиллярном контроле. Полученные результаты по-
казали высокую эффективность применения вакуумной пропитки при малых объемах пенетрантов на контролируемых
поверхностях, особенно при выявлении дефектов с раскрытиями 1—3 мкм. Установлено, что чувствительность контроля
повышается на 30—100 % по сравнению с традиционной технологией.
Ключевые слова: капиллярная дефектоскопия, капиллярный контроль, пенетрант, проявитель, вакуум.
DOI:10.1134/S01303082190100093
ВВЕДЕНИЕ
Из технической литературы известен процесс вакуумной интенсификации заполнения поверх-
ностных дефектов пенетрантами в капиллярной дефектоскопии [1—3], при котором, как отмечает-
ся, значительно повышаются чувствительность и производительность контроля [1]. Также предла-
гаются схемы реализации такого процесса, основанные на использовании специальных вакуумных
камер. Такой способ предполагает введение в камеру значительных объемов пенетранта с полным
погружением в него контролируемых изделий или же обильным покрытием контролируемых по-
верхностей пенетрантом перед вакууммированием [1, 4, 5].
Существенным недостатком применения такого способа пропитки является необходимость ис-
пользования сложных и дорогостоящих вакуумных установок. Реализация каждой из вышеука-
занных схем пропитки не экономична из-за неизбежных процессов кипения и испарения легких
фракций пенетранта при пониженном давлении, что приводит к существенному ухудшению его
рабочих свойств. Пары испарившейся летучей фазы пенетранта попадают в масло вакуумного на-
соса, которое также быстро теряет свои свойства. Указанные факторы приводят к низкой практиче-
ской ценности вакуумной пропитки с использованием стационарных вакуумных камер, вследствие
чего данный способ интенсификации не получил широкого распространения на практике.
Учитывая вышеизложенное, представляется актуальной разработка нового экономичного спо-
соба бескамерной вакуумной пропитки изделий пенетрантами при капиллярном контроле. Основой
такого способа могут стать исследования процесса заполнения поверхностных дефектов изделий
в вакууме при предельно малых объемах пенетрантов на контролируемых поверхностях, что и яв-
ляется целью настоящей работы.
МЕТОДИКА ПРОВЕДЕНИЯ ИССЛЕДОВАНИЙ
Для выполнения работы была разработана и изготовлена экспериментальная вакуумная уста-
новка, схема и фотография которой представлены на рис. 1.
Установка состоит из цилиндрического корпуса 1 объемом 250 см3, в котором на кронштейне 2
закрепляется исследуемый образец 3 с искусственными дефектами. Корпус закрывается крышкой
4 с окном 5 из кварцевого стекла, которое обеспечивает эффективное пропускание ультрафиоле-
тового излучения при проведении люминесцентного капиллярного контроля. Вакуумный насос 6
обеспечивает степень разряжения до 10—20 Па. Измерение разряжения производится вакуумме-
тром 7. Введение пенетранта в камеру осуществляется с использованием вакуумного ввода 8.
При проведении экспериментальных исследований использовались автоматизированная систе-
ма обработки и анализа видеоизображений [6] и экспериментальные образцы из нержавеющей
стали AISI 430 с различными геометрическими характеристиками дефектов, описанные в [7], а
также контрольные образцы, соответствующие ГОСТ Р ИСО 3452-3—2009 [8]. С целью выявления
характера пропитки дефектов и обеспечения возможности визуального контроля данного процесса
62
Н.В. Деленковский, А.Б. Гнусин
а
б
1
2
3
8
4
5
7
6
B
Насос
Рис. 1. Схема (а) и фотография (б) экспериментальной установки для вакуумной интенсификации процесса заполнения
дефектов пенетрантами.
разработаны и изготовлены специальные образцы из стекла с щелевидными дефектами, имеющи-
ми глубину 3—40 мм, ширину раскрытия 20—40 мкм и длину 10—40 мм. Покадровая видеосъемка
процессов пропитки и проявления дефектов в образцах из стекла осуществлялась с использовани-
ем цифровой видеокамеры через интервалы времени 3 с.
Капиллярный контроль образцов осуществлялся в соответствии с ГОСТ 18442—80 [9]. В экс-
периментах использовались водосмываемые люминесцентный пенетрант Bycotest FP42 и цветной
пенетрант Sonapen VP-650, а также суспензионный проявитель MR-Chemie MR-70, наносимый на
контролируемую поверхность аэрозольным распылением.
Как известно, температура кипения жидкостей с уменьшением давления уменьшается, а ско-
рость испарения тонких слоев жидкости увеличивается. С целью исследования влияния этого про-
цесса на качество капиллярного контроля проведена серия экспериментов. Скорость испарения
(летучесть) жидкой фазы тонких слоев пенетрантов в вакууме и при атмосферном давлении иссле-
довалась по увеличению во времени площади растекания единичных капель объемом ~10 мм3 на
поверхностях образцов из стали AISI 430.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ
На рис. 2 представлены данные по кинетике растекания единичных капель исследуемых пе-
нетрантов. Как видно из приведенных графиков, в течение интервала времени 500 с при вакууме
10—20 Па по сравнению с нормальным атмосферным давлением существенного ухудшения расте-
кания капель для обоих пенетрантов не наблюдалось. Средняя толщина слоев пенетрантов при на-
несении и растекании капель через 3—6 с в обоих случаях составляла ~0,1 мм. Кипение в вакууме
Площадь капли, пиксели
80 000
70 000
60 000
50 000
40 000
без вакуума (люм)
30 000
вакуум (люм)
без вакуума (цветной)
20 000
вакуум (цветной)
10 000
0
0
100
200
300
400
500
Время, с
Рис. 2. Кинетика растекания единичных капель пенетранта по поверхности образца из стали AISI 430.
Дефектоскопия
№ 1
2019
Вакуумная интенсификация процесса заполнения дефектов...
63
а
0 с
10 с
30 с
75 с
180 с
б
0 с
10 с
30 с
75 с
180 с
в
0 с
6 с
10 с
25 с
60 с
Рис. 3. Пропитка и проявление дефекта длиной 35 мм, глубиной 8 мм и раскрытием 15—25 мкм в образце из стекла
при атмосферном давлении:
а — пропитка при полном покрытии устья дефекта пенетрантом; б — пропитка при нанесении пенетранта в левой части дефекта;
в — проявление дефекта.
жидкой фазы пенетрантов в таких слоях не выявлено. В дальнейших экспериментах использовался
способ нанесения пенетрантов на контролируемую поверхность при помощи кисти. При этом обе-
спечивалась толщина слоя пенетранта, сравнимая с толщиной, получаемой при растекании еди-
ничной капли объемом ~10 мм3 через интервал времени 3—6 с.
На рис. 3 представлены фотографии процессов пропитки и проявления щелевидного дефек-
та в образце из стекла при атмосферном давлении. Как видно из рис. 3а, при покрытии пене-
трантом всего устья дефекта и исключении возможности удаления воздуха из его полости (стан-
дартные условия пропитки) объем заполненной пенетрантом полости через 180 с после начала
процесса впитывания не превышает 30—40 % от объема всей полости дефекта. При нанесении
пенетранта не по всей площади дефекта, а только у его края, когда обеспечиваются условия бес-
препятственного удаления воздуха из его полости, степень пропитки увеличивается до 90—95 %
(рис. 3б). На рис. 3в представлены кадры проявления полностью заполненного пенетрантом дефек-
та. Экспериментально установлена высокая скорость процесса проявления исследуемого дефекта
проявителем MR-70. В полости дефекта при этом формируются потоки воздуха, которые со сторо-
ны устья дефекта, проникая вглубь, достигают его дна. Полное извлечение пенетранта наблюдает-
ся уже через 60 с после начала процесса проявления.
Перед исследованием процесса вакуумирования устье дефекта в образце из стекла полностью
покрывалось по всей длине слоем пенетранта. Далее образец помещался в вакуумную камеру и
производилась откачка воздуха до 10—20 Па. При этом через 3—6 с наблюдалось формирование
газовых пузырей над полостью дефекта (рис. 4б, в), что связано со значительным поверхностным
а
б
в
0 с
3 с
6 с
г
д
е
0 с
6 с
20 с
Рис. 4. Пропитка дефекта длиной 35 мм, глубиной 8 мм и раскрытием 15—25 мкм в образце из стекла при использовании
вакуумирования:
а, б, в — вакуумирование до 10—20 Па (выдержка 0, 3 и 6 с); г, д, е — пропитка при атмосферном давлении после вакуумирования
(выдержка 0, 6 и 20 с).
Дефектоскопия
№ 1
2019
64
Н.В. Деленковский, А.Б. Гнусин
натяжением пенетранта. При разгерметизации камеры и воздействии атмосферного давления на-
чинался быстрый процесс пропитки полости дефекта, который через 15—20 с приводил к запол-
нению полости дефекта на 80—85 % (рис. 4е). Повторное проведение цикла вакуумирования и
пропитки незначительно увеличило степень заполнения полости дефекта (до ~90 %).
С учетом полученных данных в последующих исследованиях вакуумной пропитки дефектов
в образцах из стали AISI 430 принят однократный режим их пропитки при выдержке в вакууме в
течение 10—15 с, разгерметизации камеры и выдержки при атмосферном давлении в течение 120 с.
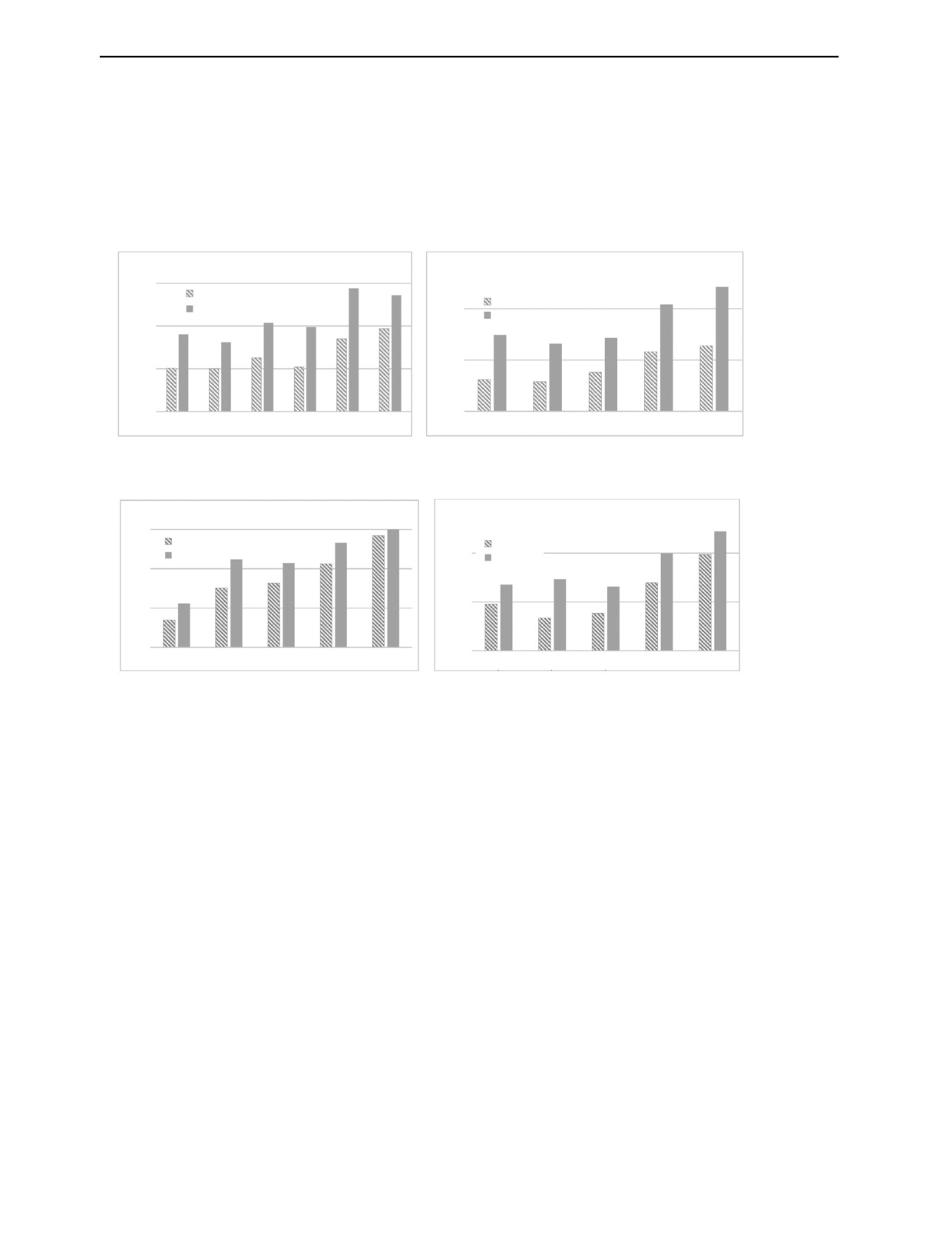
а
Площадь следа, пиксели
Глубина 550 мкм
Глубина 1000 мкм
1500
Стандарт
Стандарт
Вакуум
2000
Вакуум
1000
1000
500
0
0
1
1
1,5
1,5
3
4
2,5
2,5
4,5
10
23
Раскрытие
дефекта, мкм
б
Площадь следа, пиксели
Глубина 350 мкм
Глубина 1000 мкм
600
Стандарт
Стандарт
2000
Вакуум
Вакуум
400
1000
200
0
0
1
4
4,5
8
15
2,5
2,5
4,5
10
23
Раскрытие
дефекта, мкм
Рис. 5. Сравнительные диаграммы по пропитке дефектов пенетрантами при использовании вакуумной интенсификации:
а — люминесцентный пенетрант Bycotest FP42; б — цветной пенетрант Sonapen VP-650.
На рис. 5 представлены характерные сравнительные диаграммы, из которых можно сделать
вывод о том, что после вакуумной пропитки образцов при проведении капиллярного контроля пло-
щадь следов дефектов увеличивается на 30—100 % (по сравнению с традиционной технологией
контроля) для обоих исследуемых пенетрантов.
Установлено, что для контрольных образцов с дефектами глубиной 30—50 мкм и раскрытием
1,5—3 мкм [8] аналогичное увеличение площади следов дефектов составляло 20—40 %.
ВЫВОДЫ
Проведены экспериментальные исследования вакуумной интенсификации процесса заполне-
ния дефектов в образцах из нержавеющей стали AISI 430 и стекла проникающими жидкостями при
проведении капиллярного контроля. Использование вакуумной пропитки существенно повышает
чувствительность капиллярного контроля (в 1,3—2 раза), особенно при выявлении дефектов с ма-
лыми раскрытиями 1—3 мкм.
Полученные результаты могут стать основой для разработки экономичной бескамерной ваку-
умной пропитки изделий пенетрантами при капиллярном контроле.
СПИСОК ЛИТЕРАТУРЫ
1. Неразрушающий контроль / Справочник в 8 т. Под общ. ред. В.В. Клюева. Т. 4 в 3 кн. Кн. 3.
М.В. Филинов. Капиллярный контроль. 2-е изд., испр. М.: Машиностроение, 2006. 736 с.
Дефектоскопия
№ 1
2019
Вакуумная интенсификация процесса заполнения дефектов...
65
2. Богданов Е.А. Основы технической диагностики нефтегазового оборудования. М.: Высшая шко-
ла, 2006. 279 с.
3. Калиниченко Н.П., Калиниченко А.Н. Капиллярный контроль: учебное пособие для подготовки
специалистов I, II и III уровня. Томск: ТПУ, 2010. 292 с.
4. Michael Schröder, Christoph Biedermann, Reinhard Vilbrandt. On the applicability of dye penetrant
tests on vacuum components: Allowed or forbidden? // Fusion Engineering and Design. October 2013. V. 88
(9—10). P. 1947—1950.
5. Kevin M. DePetrillo. Dye penetrant test for semiconductor package assembly solder joints / Пат. 6342400
B1 США. Опубл. 29.01.2002.
6. Мигун Н.П., Гнусин А.Б., Волович И.В. Компьютеризированная система определяет качество де-
фектоскопических материалов // Промышленная безопасность. 2004. № 1. С. 34—36.
7. Деленковский Н.В., Гнусин А.Б. Оценка глубины поверхностных дефектов при капиллярном кон-
троле // Дефектоскопия. 2017. № 3. С. 74—78.
8. ГОСТ Р ИСО 3452-3—2009. Контроль неразрушающий. Проникающий контроль. Часть 3.
Испытательные образцы.
9. ГОСТ 18442—80. Контроль неразрушающий. Капиллярные методы. Общие требования.
Дефектоскопия
№ 1
2019