УДК 620.179.16:620.179.162
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ КАЧЕСТВА ГИДРОАКУСТИЧЕСКИХ АНТЕНН
© 2019 г. А.В. Федоров1, В.А. Быченок2, *, М.Ф. Кормильцева1**,
Д.С. Сергеев2, Н.В. Ткачева2, К.А. Батанов3, А.В. Гаринков3
1Университет информационных технологий, механики и оптики (ИТМО), Россия
197101 Санкт-Петербург, пр-т Кронверкский, 49
2ООО «НТЦ «Эталон», Россия 197343 Санкт-Петербург, ул. Матроса Железняка, 57А
3ОАО «Концерн «ЦНИИ «Электроприбор», Россия 197046 Санкт-Петербург, ул. Малая Посадская, 30
Е-mail: *bychenok-vladimr@mail.ru; **mariekor@outlook.com
Поступила в редакцию 30.05.2018; после доработки 24.08.2018;
принята к публикации 27.09.2018
Рассмотрена проблема неразрушающего контроля качества объектов сложной конструкции, в частности, гидроаку-
стических антенн. Определены особенности структуры данных изделий, влияющие на выбор методов и средств контро-
ля. Исследована возможность применения ультразвукового метода (в частности, эхометода при иммерсионном обеспе-
чении акустического контакта) и средств контроля качества гидроакустических антенн, предложены средства для
обеспечения автоматизации контроля.
Ключевые слова: контроль качества, неразрушающий контроль, дефектоскопия, ультразвуковой метод, гидроакусти-
ческая антенна, автоматизированный комплекс.
DOI:10.1134/S0130308219020040
ВВЕДЕНИЕ
Как известно, ультразвуковые волны способны распространяться в воде на большие рассто-
яния благодаря сравнительно малому затуханию. С их помощью решаются задачи измерения
глубин и обследования рельефа дна, обеспечения безопасности судоходства, обнаружения и рас-
познавания морских объектов, подводной связи, передачи информации от автономных приборов
в океане и многие другие. В подавляющем большинстве современные корабли оснащены гидро-
акустической аппаратурой. В состав каждого гидроакустического устройства входят гидроаку-
стические антенны (ГА), которые предназначены, с одной стороны, для преобразования электри-
ческих колебаний, создаваемых генератором, в акустические колебания водной среды (режим
излучения) и, с другой, акустических колебаний воды в электрические сигналы (режим приема).
Процесс преобразования электрической энергии в акустическую и обратно выполняют подво-
дные электроакустические излучатели и приемники антенны, которые называются гидроакусти-
ческими преобразователями (ГАП). Помимо преобразования энергии, антенна обеспечивает
пространственную концентрацию излучаемых и принимаемых сигналов, то есть направлен-
ность устройства.
Свойство направленности (качество апертуры) антенны важно с точки зрения концентрации
энергии в нужном направлении при излучении и повышения отношения сигнал/шум при прие-
ме. Данная характеристика подвергается проверке при контроле на функционирование. Габари-
ты современных антенн могут достигать десятков метров, а их масса — десятков тонн. Эксплу-
атация антенн на больших глубинах является ответственным процессом, так как они испытыва-
ют воздействие гидростатического давления порядка десятков и сотен атмосфер. В связи с этим
в настоящее время к ГА предъявляют повышенные требования к обеспечению механической и
электрической прочности, температурному режиму эксплуатации, коррозионной стойкости и
коэффициенту полезного действия.
Для обеспечения защиты элементов ГА от воздействия воды и давления в процессе эксплуата-
ции они помещаются в оболочку с наполнителем. В процессе производства и эксплуатации ГА в
наполнителе могут образовываться дефекты типа поры и расслоения. От их типоразмеров зависит
качество апертуры направленности, поэтому следует проводить как контроль ГА на функциониро-
вание, так и неразрушающий контроль (НК) их качества на отсутствие дефектов.
Целью данного исследования является разработка комплексного подхода, направленного на
обеспечение оперативного автоматизированного неразрушающего контроля качества гидроакусти-
ческих антенн. Для ее достижения необходимо решить ряд логически взаимосвязанных задач:
анализ чувствительности методов и средств неразрушающего контроля для определения наи-
более рационального и оперативного метода;
Ультразвуковой контроль качества гидроакустических антенн
37
разработка методов и средств обеспечения позиционирования датчика относительно объекта
контроля (ОК);
анализ особенностей сбора и обработки измерительной информации для оперативного полу-
чения достоверных результатов контроля;
опытная отработка автоматизированного неразрушающего контроля качества гидроакустиче-
ских антенн.
МЕТОДЫ
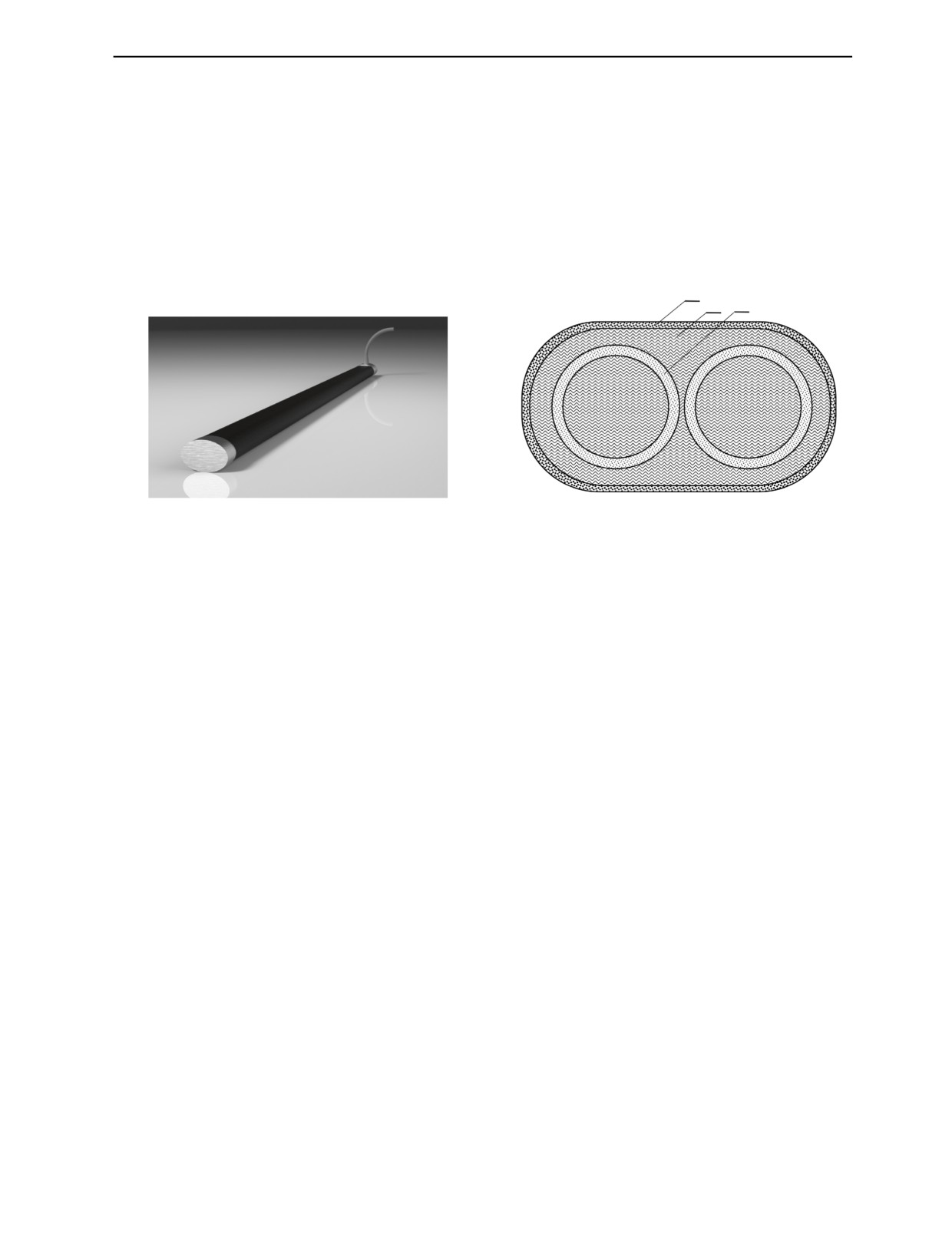
Особенности ОК (состав и геометрия). На рис. 1 представлена 3D-модель приемного блока
гидроакустической антенны (ПБГА).
1
2
3
Рис. 1. 3D-модель ПБГА.
Рис. 2. Схематическое изображение поперечного сечения ГА:
1 — наружная оболочка; 2 — наполнитель; 3 — пьезокерамический
преобразователь.
ПБГА представляет собой набор гидроакустических преобразователей (3), помещенных в обо-
лочку (1), заполненную наполнителем (2) (рис. 2).
ГАП состоит из последовательно соединенных чувствительных элементов, представляющих
собой пьезокерамические кольца. Особенности устройства подобного рода ГАП достаточно полно
изложены в [1].
Анализ чувствительности методов и средств неразрушающего контроля. Изготовление ГА
является сложным технологическим процессом, на каждом этапе которого возможно образование
различного рода дефектов, влияющих на работоспособность как гидроакустической антенны в
целом, так и ее составных частей. В настоящее время работоспособность ГА обеспечивается за счет
соблюдения всех технологических приемов и контроля качества их выполнения. Заполнение формы
ПБГА наполнителем является наиболее ответственным процессом, в результате которого возможно
возникновение различного рода дефектов: отсутствие адгезии, поры, расслоения и т.д. В настоящее
время работоспособность ГА подтверждается контролем на функционирование. Данный способ
является достаточно трудоемким и не позволяет определять причину отказа (неисправности). Кон-
троль с целью обнаружения дефектов, которые значительным образом влияют на работоспособность
ГА, на сегодняшний день не осуществляется. Поэтому разработка и внедрение методов неразруша-
ющего контроля позволят повысить качество и снизить трудоемкость контроля качества ГА.
Для контроля ГА было принято использовать эхометод ультразвукового контроля, который
обладает возможностью выявления внутренних дефектов. Другие методы НК, кроме радиацион-
ного, обнаруживают только поверхностные и подповерхностные дефекты [2]. Эхометод основан
на регистрации волн, отраженных от дефекта или поверхности раздела двух сред [3]. При контро-
ле эхометодом источником и приемником ультразвуковых импульсов является один и тот же пре-
образователь.
Для обеспечения стабильности акустического контакта, а также ввиду особенностей поверхно-
сти ОК предлагается использовать иммерсионный способ акустического контакта (рис. 3а, б). При
иммерсионном вводе на А-развертке будут отображаться излученный (зондирующий) сигнал (З),
сигнал, отраженный однократно (1) и двукратно (1′) от передней грани изделия, сигнал от границы
раздела «оболочка — наполнитель» (2), от ГАП (3). При наличии дефекта в объекте контроля
(рис. 3б) между сигналами 2 и 3 на временной развертке будет появляться сигнал от дефекта (Д).
Для обеспечения выявляемости дефектов в ОК путем проведения опытной отработки был осу-
ществлен подбор датчиков пьезоэлектрических преобразователей (ПЭП), подходящих для реше-
Дефектоскопия
№ 2
2019
38
А.В. Федоров, В.А. Быченок, М.Ф. Кормильцева и др.
а
б
ПЭП
ПЭП
1 2 3 1′
1 2 Д3 1′
A, дБ
A, дБ
1
1
1′
1′
З
З
2
2
Д
3
3
t, мкс
t, мкс
Рис. 3. Схема распространения и отражения ультразвука при иммерсионном вводе:
а — при отсутствии дефекта; б — при наличии.
ния поставленной задачи, и их оптимальных характеристик [4]. После предварительных исследо-
ваний удовлетворительные результаты получены при использовании преобразователя с частотой
2,5 МГц, сфокусированного на глубину, которая определяется геометрическими параметрами
конструкции ГА, с помощью вогнутой радиальной излучающей поверхности (П111-2.5-12F).
Разработка методов и средств обеспечения позиционирования датчика относительно объ-
екта контроля. Стоит отметить, что успех применения акустических методов контроля зависит от
точности позиционирования датчика относительно объекта контроля. В связи с этим ручной кон-
троль изделий сложной геометрической формы не обеспечивает его достоверность и оператив-
ность, поэтому необходимо разработать комплексный подход для позиционирования ПЭП относи-
тельно ОК и автоматизации процесса контроля качества.
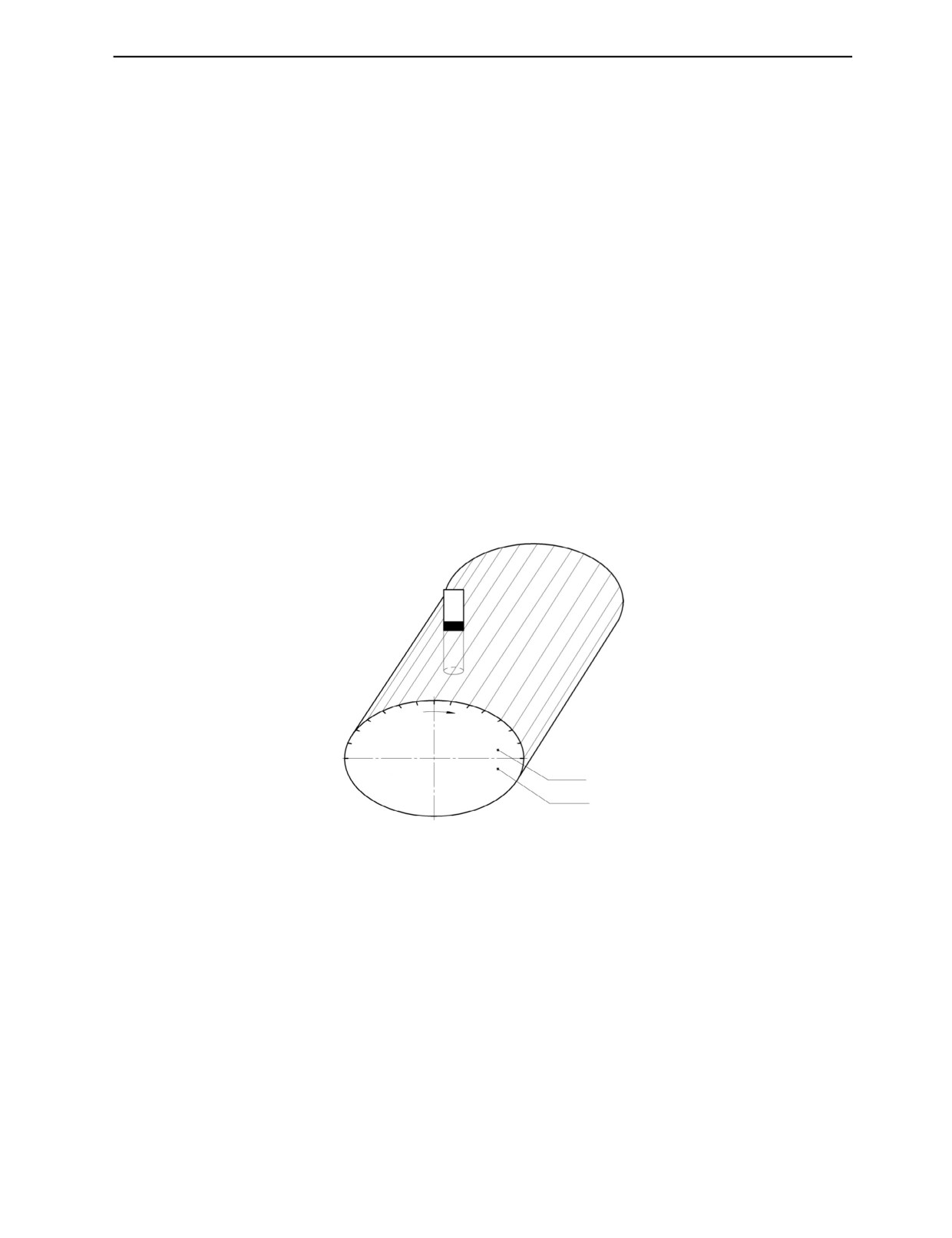
С целью проведения автоматизированного НК была разработана схема контроля и определена
траектория движения датчика с учетом геометрических особенностей формы ОК и специфики
акустического метода контроля (рис. 4).
90º
90º
90º
Датчик
ОК
F
Устройство фиксации ОК
Рис. 4. Схема движения датчика.
Дефектоскопия
№ 2
2019
Ультразвуковой контроль качества гидроакустических антенн
39
При осуществлении контроля качества ГА ультразвуковым методом необходимо обеспечить
ортогональность положения датчика относительно объекта контроля и постоянство расстояния F
от датчика до поверхности ОК (см. рис. 4), определяемого наилучшими акустическими характери-
стиками принимаемого сигнала и фокусным расстоянием датчика. Также при разработке и про-
ектировании конструкции важным фактором является использование иммерсионного способа
обеспечения акустического контакта, следовательно, автоматизированная установка должна иметь
возможность проведения НК в иммерсионной среде (дистиллированная вода).
Анализ особенностей сбора и обработки измерительной информации. При проведении
ультразвукового контроля возможны различные варианты отображения результатов контроля. При
автоматизированном контроле предпочтительно использовать развертку типа В (или В-скан), кото-
рая успешно применяется при решении различных задач контроля качества [5, 6]. В-скан — изо-
бражение информативных сигналов в плоскости сечения объекта контроля, перпендикулярной
поверхности ввода и параллельной плоскости падения волны [7].
В настоящее время большинство дефектоскопов крупных производителей позволяют получать
A-, B- и С-сканы в случае необходимости [8]. Данный факт дает возможность осуществлять авто-
матизированный контроль ГА с помощью штатного программного обеспечения (ПО) дефектоско-
па. Однако для автоматического контроля необходима разработка ПО, способного провести оценку
наличия или отсутствия дефектов и определить места их расположения. Данное ПО находится на
стадии разработки.
Схема проведения опытной отработки. Отработка предложенного подхода осуществлялась
на образце ГА с использованием ультразвукового дефектоскопа УСД-60 со специализированным пре-
образователем. Позиционирование преобразователя, закрепленного в разработанной для первич-
ных испытаний оснастке, осуществлялось при помощи трехкоординатной системы позициониро-
вания и специализированной компьютерной программы.
I
5
4
3
2
1
n
Зона 1
II
Зона 2
Рис. 5. Схема сканирования ГА:
1… n — номер сектора; I — датчик; II — объект контроля (антенна).
Сканирование проводилось в 32 сечениях поверхности АГ с заданным шагом поворота ПЭП
относительно объекта (рис. 5).
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
Результаты разработки методов и средств обеспечения позиционирования датчика
относительно объекта контроля. С целью автоматизации неразрушающего контроля качества
гидроакустических антенн была разработана конструкция автоматизированного комплекса
неразрушающего контроля качества гидроакустических антенн, позволяющая выполнять все
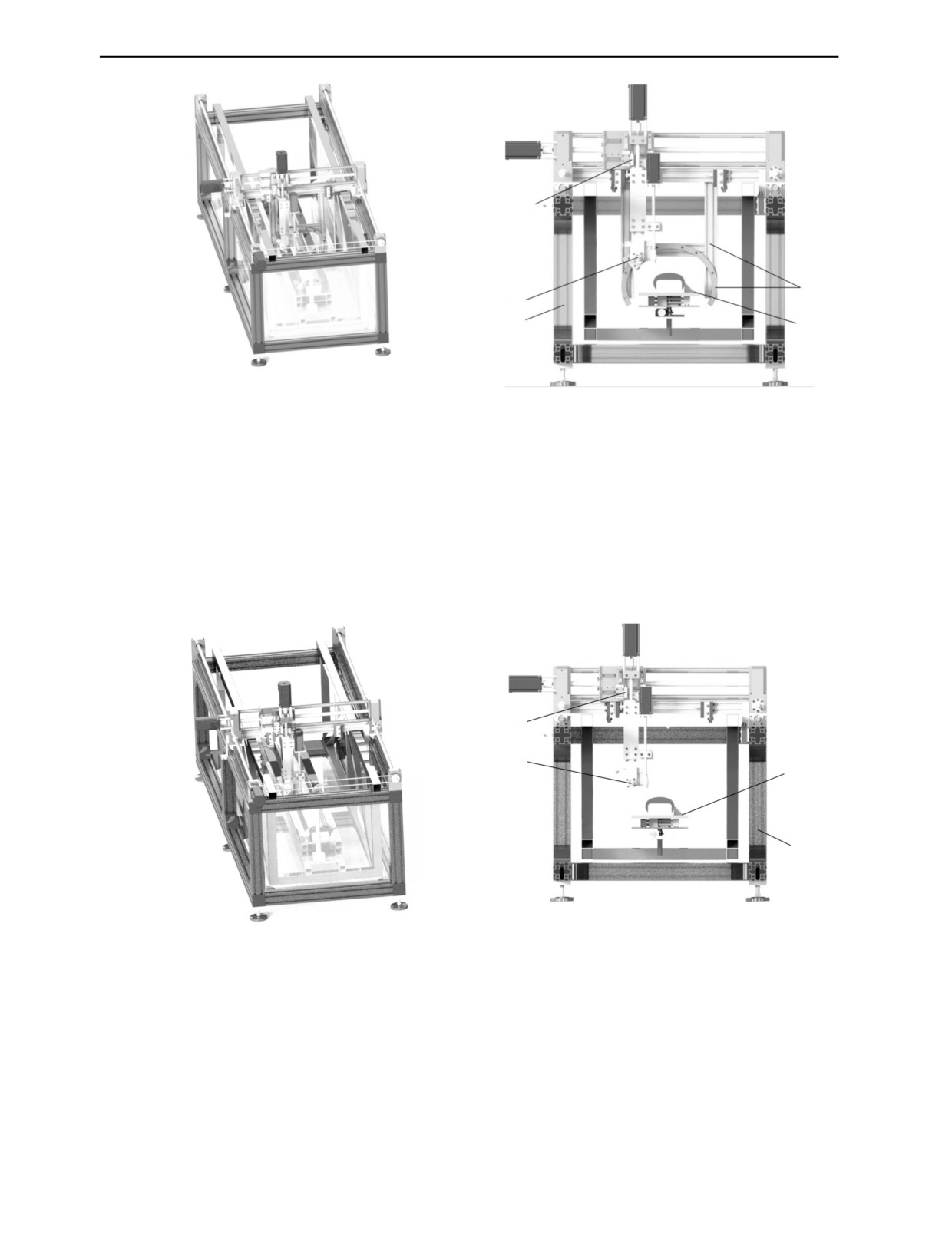
предъявляемые к контролю требования. На рис. 6, 7 представлены виды 3D-моделей конструк-
ции стенда в двух исполнениях.
Принципиальным отличием представленных конструкций является способ задания движения
датчика по заданной траектории, которое в конструкции стенда первого исполнения осуществля-
ется с помощью направляющей криволинейного движения, форма которой повторяет форму объ-
Дефектоскопия
№ 2
2019
40
А.В. Федоров, В.А. Быченок, М.Ф. Кормильцева и др.
а
б
3
4
5
1
2
Рис. 6. 3D-модель конструкции стенда, исполнение 1:
а — общий вид; б — вид спереди (1 — каркас с иммерсионной ванной; 2 — устройство фиксации объекта контроля; 3 — каретка
горизонтального движения; 4 — криволинейная направляющая с каркасом; 5 — датчик с оправкой).
екта контроля, а их центр точно совпадает. В таком случае для движения датчика необходимо два
шаговых двигателя, расположенных по осям OX и OY, комбинированное воздействие которых
позволит обеспечить заданную точность позиционирования. Использование криволинейной
направляющей позволяет выдерживать расстояние F между датчиком и объектом контроля и орто-
гональность положения датчика относительно поверхности объекта контроля. Отсутствие универ-
сальности данной конструкции является ее существенным недостатком. В случае изменения
формы и размеров объектов контроля обеспечение условия ортогональности положения датчика
не будет выполнено.
а
б
3
4
2
1
Рис. 7. 3D-модель конструкции стенда, исполнение 2:
а — общий вид; б — вид спереди (1 — каркас с иммерсионной ванной; 2 — устройство фиксации объекта контроля; 3 — каретка
горизонтального движения; 4 — датчик с оправкой).
В конструкции стенда второго исполнения движение датчика по заданной траектории осущест-
вляется с помощью трех шаговых двигателей, два из которых обеспечивают позиционирование в
плоскости XOY, а третий — поворот датчика для обеспечения нормали относительно поверхности
объекта контроля.
Результаты проведения опытной отработки автоматизированного неразрушающего кон-
троля качества гидроакустических антенн. В ходе опытной отработки было проведено скани-
рование ГА по разработанной схеме. В результате для каждого сечения были получены В-сканы,
аналогичные приведенному на рис. 8.
Дефектоскопия
№ 2
2019
Ультразвуковой контроль качества гидроакустических антенн
41
Сигналы
Дефектный участок
от пьезоэлементов
Рис. 8. В-скан участка ГА.
По результатам ультразвукового контроля были обнаружены две дефектные зоны. Наличие в
них дефектов также было подтверждено результатами контроля на функционирование.
В ходе отработки образец ГА был разрезан и вскрыт по контуру дефектных участков, на кото-
рых было обнаружено отсутствие адгезии между внешней оболочкой и наполнителем, что предпо-
ложительно является основной причиной снижения чувствительности соответствующих модулей.
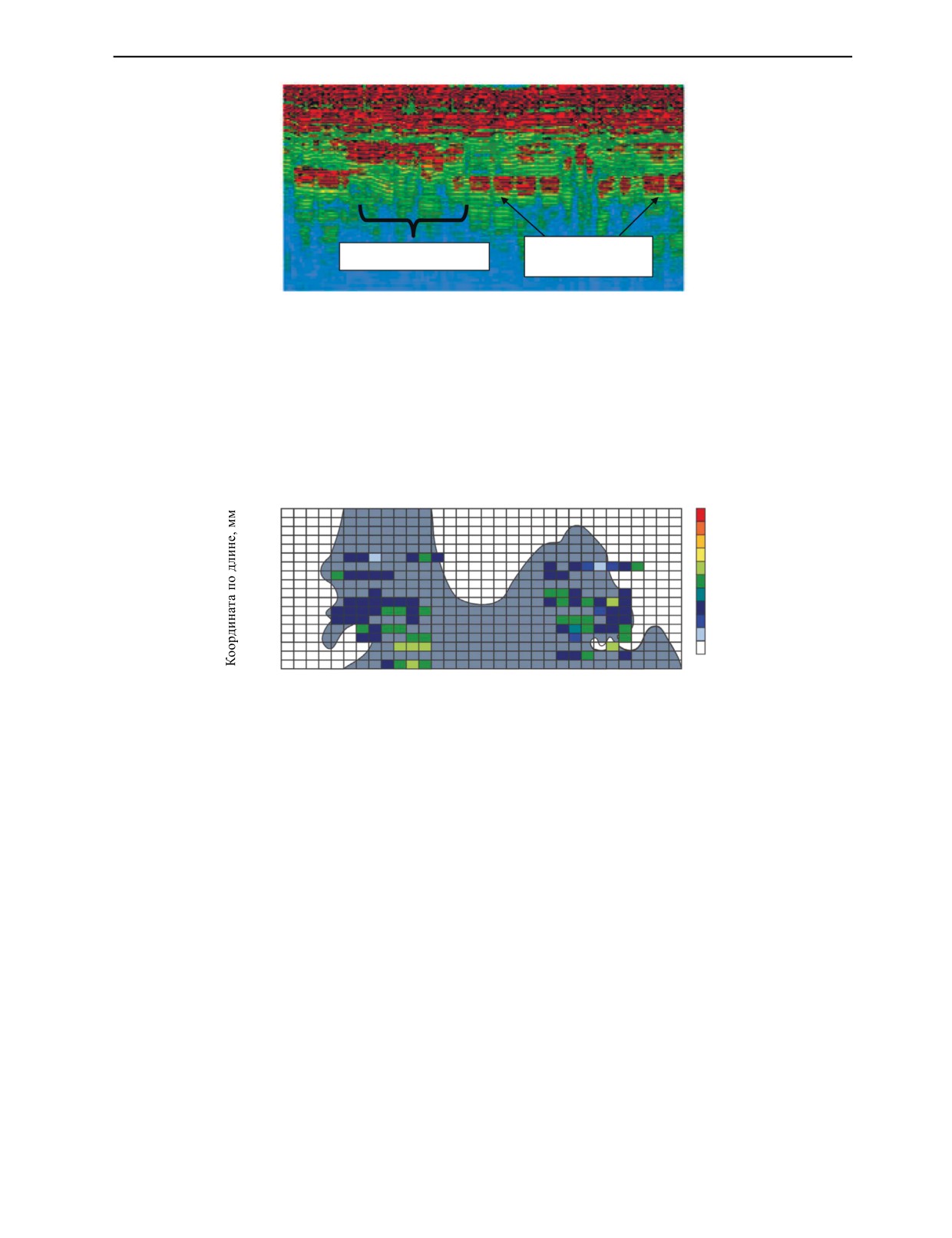
На рис. 9 представлено сопоставление результатов неразрушающего контроля и вскрытия
участка ГА.
1200
100
90
1050
80
900
70
750
60
50
600
40
450
30
300
20
10
150
0
0
A, %
1
5
10
15
20
25
30
Номер сектора
Рис. 9. Сопоставление результатов ультразвукового контроля качества ГА и вскрытия фрагмента ГА.
Цветными квадратами условно обозначены несплошности, обнаруженные в результате опыт-
ной отработки неразрушающего контроля, а линией — контур обнаруженной при вскрытии
несплошности.
Обсуждение результатов работы. В части анализа чувствительности методов и средств нераз-
рушающего контроля ультразвуковой контроль эхометодом при иммерсионном вводе показал при-
менимость к контролю качества ГА.
В части разработки методов и средств обеспечения позиционирования датчика относительно
объекта контроля был разработан стенд в двух исполнениях, который показал свою работоспособ-
ность при проведении опытной отработки.
В ходе исследования были выбраны состав средств контроля, способ сбора и обработки изме-
рительной информации результатов контроля, а также сделан вывод о необходимости разработки
специального ПО для автоматизации ультразвукового контроля ГА.
В ходе опытной отработки автоматизированного контроля качества ГА ультразвуковой метод
контроля при иммерсионном вводе показал высокую чувствительность к несплошностям в напол-
нителе ГА. Стоит отметить, что результаты предварительных испытаний привели к обнаружению
того типа дефекта (отсутствие адгезии), наличие и обнаружение которого не обсуждалось при
постановке задачи. Отмечено, что выявленные расслоения имеют значительную площадь (едини-
цы квадратных сантиметров), сложную форму и границу, что определяет необходимость их точно-
го оконтуривания.
Таким образом, был разработан комплексный подход, направленный на обеспечение оператив-
ного автоматизированного неразрушающего контроля качества ГА.
Дефектоскопия
№ 2
2019
42
А.В. Федоров, В.А. Быченок, М.Ф. Кормильцева и др.
В дальнейшем необходимо проводить исследования по созданию автоматизированного ком-
плекса неразрушающего контроля качества изготовления гидроакустических антенн.
ВЫВОДЫ
При анализе чувствительности методов и средств НК был выбран ультразвуковой метод кон-
троля с иммерсионным способом обеспечения акустического контакта, проводимый дефектоско-
пом УСД-60 со специализированным преобразователем. Для позиционирования датчика относи-
тельно объекта контроля и его перемещения были разработаны две конструкции стенда. Опытный
образец стенда в исполнении 1 (см. рис. 6) находится на этапе изготовления. Для сбора и обработ-
ки измерительной информации разрабатывается программное обеспечение, которое позволит
снизить влияние человеческого фактора.
Результаты исследования и экспериментальной отработки ультразвуковых методов неразруша-
ющего контроля качества применительно к приемным блокам гидроакустических антенн призна-
ны положительными. Ультразвуковые методы неразрушающего контроля пригодны для контроля
блоков гидроакустических антенн, заполненных наполнителем, и определения места расположе-
ния внутренних дефектов с заданной чувствительностью.
СПИСОК ЛИТЕРАТУРЫ
1. Карташев Е.Н., Куц Д.А. Определение параметров гидроакустических пьезокерамических пре-
образователей путем численного моделирования / Материалы ХV конференции молодых ученых
«Навигация и управление движением». Санкт-Петербург: «Концерн «ЦНИИ Электроприбор», 2013.
С. 160—165.
2. Неразрушающий контроль / Справочник. В 7 т. Под общ. ред. В.В. Клюева. Т. 3. Ультразвуковой
контроль. И.Н. Ермолов, Ю.В. Ланге. М.: Машиностроение, 2008. 864 с.
3. ГОСТ Р 56542—2015. Контроль неразрушающий. Классификация видов и методов.
4. Мартыненко А.В. К вопросу о возможности повышения чувствительности и разрешения иммер-
сионного пьезоэлектрического преобразователя // Дефектоскопия. 2015. № 7. С. 3—12.
5. Попович А.А., Масайло Д.В., Суфияров В.Ш., Борисов Е.В., Полозов И.А., Быченок В.А., Кинжа-
гулов И.Ю., Беркутов И.В., Ашихин Д.С., Ильинский А.В. Применение лазерно-ультразвукового метода
для исследования характеристик изделий, полученных аддитивными технологиями // Дефектоскопия.
2016. № 6. С. 3—10.
6. Марков А.А. Альтернативное представление дефектоскопической информации в переносных
ультразвуковых дефектоскопах // В мире неразрушающего контроля. 2000. № 1. С. 42—44.
7. ГОСТ Р ИСО 5577—2009. Контроль неразрушающий. Ультразвуковой контроль. Словарь.
Дефектоскопия
№ 2
2019