Акустические методы
УДК 620.179.16
АМПЛИТУДНО-ФАЗОВЫЙ МЕТОД КОНТРОЛЯ АКУСТИЧЕСКОГО КОНТАКТА
УЛЬТРАЗВУКОВОГО ПРЕОБРАЗОВАТЕЛЯ
© 2019 г. В.В. Казаков1, *
1ФИЦ Институт прикладной физики РАН, Россия 603950 Нижний Новгород, БОКС-120, ул. Ульянова, 46
Е-mail: *kazak@appl.sci-nnov.ru
Поступила в редакцию 02.07.2018; после доработки 09.11.2018;
принята к публикации 13.12.2018
Предложен метод контроля акустического контакта наклонного ультразвукового преобразователя, основанный на
измерении амплитуды и фазы сигнала ультразвуковой волны, принятой дополнительным преобразователем от рабочей
поверхности акустической призмы. Приведены характерные осциллограммы изменения сигнала качества акустического
контакта в зависимости от изменения площади контакта.
Ключевые слова: ультразвуковая дефектоскопия, контроль акустического контакта, ультразвуковой наклонный пре-
образователь.
DOI:10.1134/S0130308219030011
ВВЕДЕНИЕ
Достоверность измерений, проводимых при ультразвуковой диагностике материалов и кон-
струкций, в значительной степени определяется состоянием акустического контакта между преоб-
разователем и поверхностью исследуемого объекта. Причины его нарушения разнообразны ― от
изменения шероховатости и кривизны поверхности изделия и призмы преобразователя ― до изме-
нения угла установки преобразователя и неравномерного вытеснения акустической смазки. Знание
состояния качества акустического контакта в текущий момент времени позволяет дефектоскописту
экономить время на проведение измерений, поскольку в случае сомнений отсутствует необходи-
мость дополнительного перемещения или притирки преобразователя к поверхности с целью под-
тверждения значений получаемых уровней отражений от дефектов. Это приводит к повышению
производительности измерений и их достоверности.
Актуальность задачи контроля акустического контакта привела к созданию разнообразных ме-
тодов определения его качества, основанных на: периодическом измерении силы тока через преоб-
разователь во время излучения ультразвуковых импульсов [1]; измерении электрического импедан-
са преобразователя от его механической нагрузки [2]; измерении амплитуды донного эхосигнала
вспомогательной продольной волны при рабочей поперечной [3―5] или амплитуды структурных
ревербераций и шумов преобразователя за пределами зоны контроля [6, 7]; регистрации амплитуды
сигнала, отраженного от рабочей поверхности призмы под первым [8] или вторым [9] критически-
ми углами, а так же трансформации отраженных продольных волн в поперечные [10]; использо-
вании схем излучения и приема, основанных на пересечение диаграмм направленности для двух
[11] или трех пьезоэлементов [12]. В качестве информативного сигнала качества контакта в этих
методах используется только изменение амплитуды сигнала ультразвуковой волны. В то же время
известно, что использование для анализа изменение фазы отражения волны позволяет получить до-
полнительную информацию, в частности — определить, когда площадь контакта больше 50 % [13].
Цель данной работы ― разработка простого в исполнении и наглядного в представлении ре-
зультата измерения метода контроля качества акустического контакта за счет использования для
анализа как амплитуды, так и фазы отражения продольной волны от рабочей поверхности призмы
наклонного преобразователя.
МЕТОД ИЗМЕРЕНИЯ
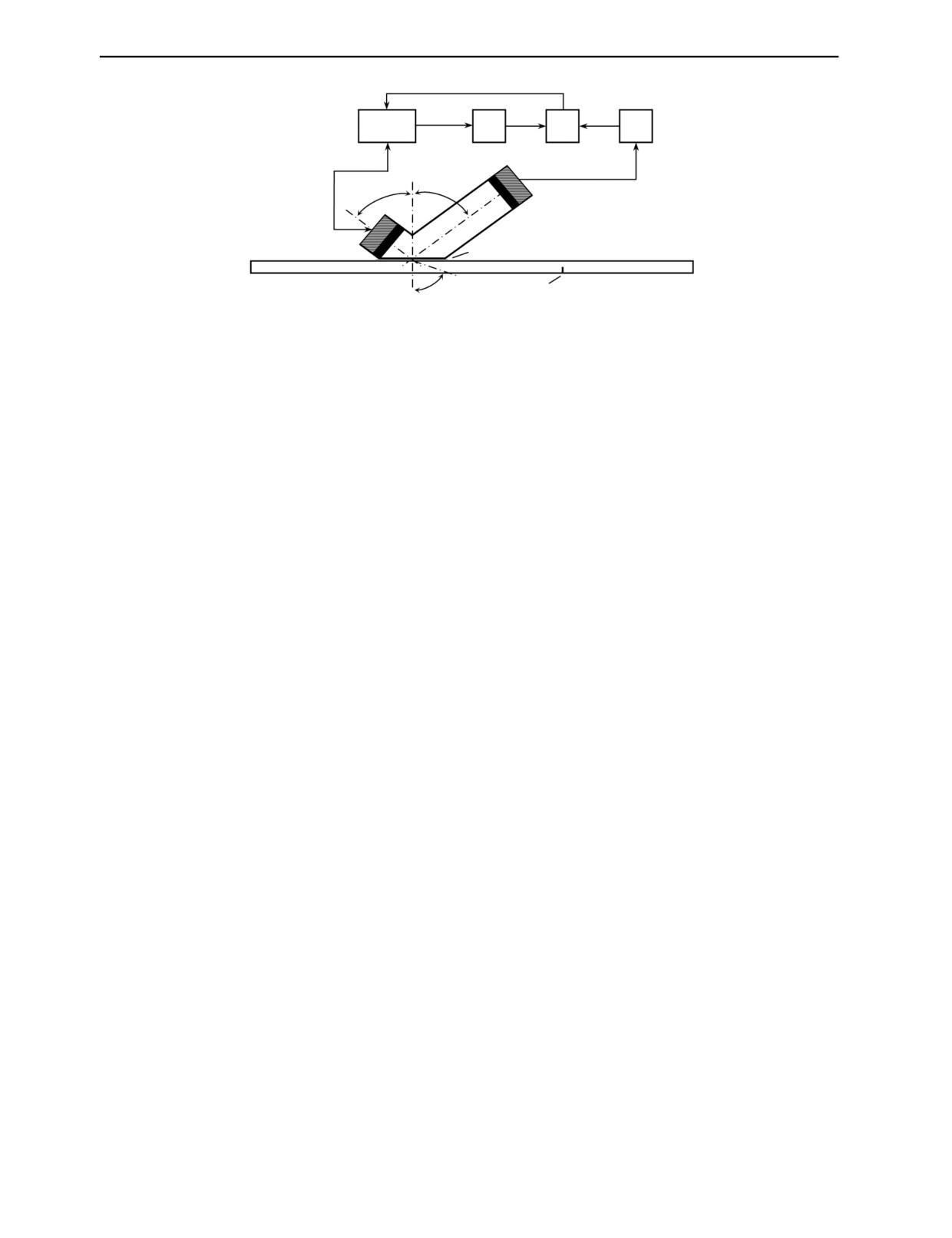
Для контроля качества акустического контакта разработаны следующая конструкция ультра-
звукового преобразователя и метод его измерений (рис. 1). К основному ультразвуковому преоб-
разователю, состоящему из пьезоэлемента 1 с демпфером и акустической призмы 2 с углом ввода α
добавлен волновод 3, выполненный с призмой 2 из одной заготовки. К его торцу приклеен допол-
нительный пьезоэлемент 4 с демпфером. Сечения пьезоэлементов 1, 4 и волновода 3 выбираются
одинаковыми, а углы ввода ультразвуковой волны основным и дополнительным пьезоэлементами
4
В.В. Казаков
6
7
8
5
α
α
3
2
4
1
11
β
10
9
Рис. 1. Функциональная схема установки для проведения измерений.
равны. Длина волновода выбирается такой, чтобы разделить по времени импульс, излучаемый пье-
зоэлементом 1, от импульса, принятого пьезоэлементом 4. Импульс продольной ультразвуковой
волны частоты f излучается пьезоэлементом 1 с углом ввода α и преобразуется в поперечную, из-
лучаемую под углом β, которая используется для обнаружения дефектов. Зеркально отраженный
от основания призмы импульс продольной волны распространяется в волноводе 4 и используется
для создания сигнала качества акустического контакта путем измерения его амплитуды и разности
фаз по отношению к импульсу возбуждения. Для этого сигнал с пьезоэлемента 4 через усилитель 5
и сигнал непрерывного генератора дефектоскопа 6 через регулируемый фазовращатель 7 подаются
на фазовый детектор 8. На его выходе сигнал качества акустического контакта Ua(t) формирует-
ся в интервале времени, соответствующим положению импульса отражения от поверхности при-
змы, задержанного в волноводе на время распространения t0. Современные цифровые технологии
позволяют представить на дисплее информацию о состоянии акустического контакта самым раз-
личным образом, например, объединив сигнал Ua(t) с сигналом Ud(t) ультразвуковой волны, приня-
той пьезоэлементом 1, при условии его размещения в начале координат (область «мертвой зоны»),
чтобы он не мешал анализу сигнала Ud(t), но был в зоне наблюдения дефектоскописта. Так же мож-
но усреднить сигнал Ua(t) во временных рамках принятого импульса и представить его значение
цифрой или столбиками в начале или конце используемой временной развертки.
Рассмотрим процесс формирования сигнала качества более подробно. Делаются следующие
основные допущения. В волноводе импульс отраженной от поверхности призмы ультразвуковой
волны имеет лучевой характер распространения. Суммарный импульс можно представить в виде
суперпозиции нескольких импульсов, отраженных от границ с двумя сильно различающимися им-
педансами, соответствующим отражениям от поверхности изделия (контакт есть) и от воздушной
прослойки (контакта нет). Вид импульсов совпадает (он определяется импульсом излучения), но
они отличаются по амплитуде и фазе на 180º. Как известно [14], фаза отраженной акустической
волны в сравнении с падающей меняет знак на противоположный при переходе из среды более
жесткой (в данном случае ― оргстекло) в среду существенно более мягкую (воздух), а при пере-
ходе из более мягкой (оргстекло) в более жесткую (металл) сохраняет его.
Для простейшего случая, когда имеются только две области отражения, суммарный сигнал,
принятый преобразователем 4, можно записать как
Us(t) = (U1(t)-U2(t))sin(2πft),
где U1(t), U2(t) ― огибающие импульсов сигналов, отраженных от поверхности изделия и воздуш-
ной прослойки, задержанные на время t0 распространения в волноводе. После его перемножения
с опорным сигналом U0sin(2πft + φ0), где U0 — амплитуда сигнала частоты f с выхода задающего
непрерывного генератора дефектоскопа, φ0 ― устанавливаемый сдвиг фаз (0 или 180º) и подавле-
ния составляющих сигнала выше частоты f, сигнал на выходе фазового детектора будет иметь вид:
Uf(t) = 0,5U0(U1(t) - U2(t))cos(φ0).
Отсюда следует, что если выбрано φ0 = 0º и площадь акустического контакта менее 50 %
(U2(t) > U1(t)), то сигнал качества контакта Ua(t) будет отрицательным и иметь минимальную ам-
плитуду, если U2(t) = U1(t) (контакт 50 %) ― то он равен нулю, а при U1(t) > U2(t) ― он положи-
Дефектоскопия
№ 3
2019
Амплитудно-фазовый метод контроля акустического контакта...
5
тельный и имеет максимальную амплитуду. Важным моментом является то, что 50-процентная
площадь контакта устанавливается автоматически из-за равенства сигналов и метод не требует
какой-либо дополнительной градуировки для установления этого факта. Минимальное значение
сигнала, соответствующее отсутствию контакта, также визуально контролируется очень просто ―
достаточно разъединить датчик с поверхностью объекта.
Для демонстрации работы созданного метода была собрана установка, в которой в качестве
объекта исследования использовалась металлическая пластина 9, имеющая размеры 305×50×6 мм
с изготовленной одиночной трещиной 10 [15]. Было выбрано: расстояние от разработанной кон-
струкции преобразователя до трещины — 120 мм, длина волновода 3―70 мм, сечение волновода
― 12×20 мм, α = 45º, φ0 = 0º. Импульс возбуждения преобразователя оригинального ультразвуко-
вого дефектоскопа 7 имел четыре периода частоты f = 2,6 МГц, амплитуду 20 В и частоту повто-
рения 159 Гц. Сигнал с выхода дефектоскопа Ud(t) после амплитудного детектирования и сигнал
с выхода фазового детектора через двухканальную плату аналого-цифрового преобразователя
ADM214×60M (Инструментальные системы) с частотой дискретизации 15 МГц записывались
в компьютер. Для акустического контакта использовалась густая смазка 11 типа солидол. Уда-
ление ее с части рабочей поверхности призмы перед установкой преобразователя и визуальный
контроль ее площади через боковую поверхность преобразователя позволяли качественно уста-
навливать площадь контакта от 0 до 100 % с шагом 25 %.
РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТОВ
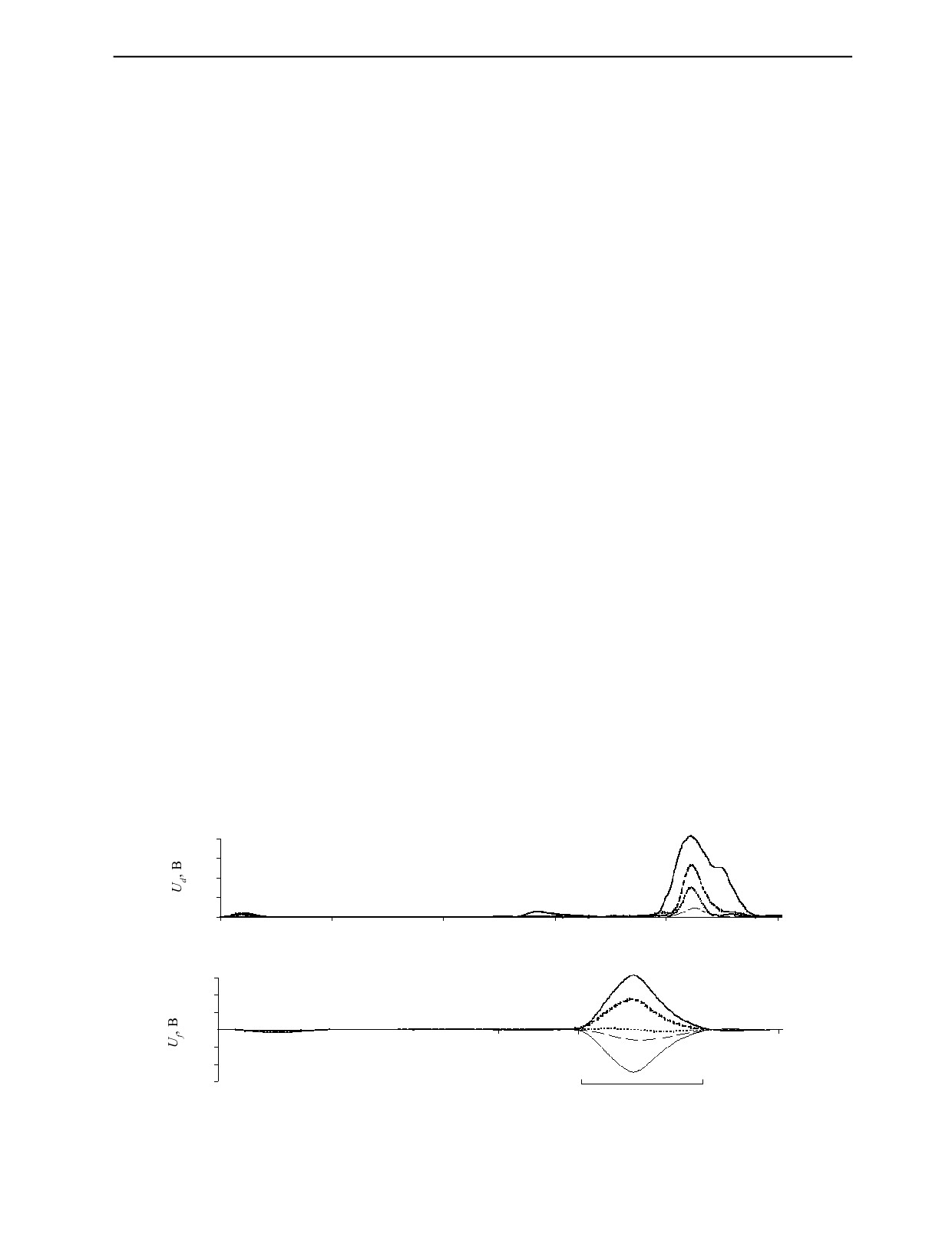
На рис. 2 приведены осциллограммы сигнала на выходе дефектоскопа и сигнала с выхода
фазового детектора (сигнал качества Ua(t) выделен линией) в зависимости от изменения площади
S акустического контакта от 0 до 100 %. При отсутствии акустической смазки сигнал Ua(t) ―
отрицательный и имеет минимальное значение амплитуды, при этом отраженный от трещины
сигнал Ud(t) отсутствует, а при 100 % ― Ua(t) имеет положительный знак и максимальную ам-
плитуду. Соответственно увеличению S увеличивается и сигнал Ud(t), отраженный от трещины
(см. рис. 2а). Поскольку одноименные сигналы Ua(t) и Ud(t) для различных площадей контакта
хорошо отличаются друг от друга, то можно говорить о высокой чувствительности предлагае-
мого метода к площади изменения контакта. Когда значение S близко к 50 %, изменение ампли-
туды сигнала Ua(t) во временных границах принятого ультразвукового импульса близко к нулю
и имеет различную полярность. Такой характер изменения может быть объяснен особенностя-
ми принятых допущений о лучевом характере распространения волн и отражении от поверх-
ностей с различным значением импеданса. Из рис. 2а так же видно, что в сигнале Ud(t) в районе
53―63 мкс присутствует сигнал отражения от преобразователя 4. Поскольку его местоположение
на временной оси не изменяется, его наличие при анализе сигнала Ud(t) в выбранном временном
окне следует учитывать, или, в случае необходимости, изменить его положение путем изменения
длины волновода. В частности, можно установить такую задержку t0, чтобы указанный импульс
оказался за пределами окна анализа.
а
2,0
4
1,5
5
1,0
3
0,5
2
0
1
0
20
40
60
80
100
t, мкс
б
5
1,5
4
1,0
0,5
3
0
0
20
t0
40
-0,5
2
-1,0
t, мкс
1
U
a
-1,5
Рис. 2. Изменение сигналов на выходе дефектоскопа (а) и фазового детектора (б) в зависимости от площади контакта:
1―0, 2—25, 3—50, 4―75, 5―100 %.
Дефектоскопия
№ 3
2019
6
В.В. Казаков
ВЫВОДЫ
Использование информации об амплитуде и фазе отражения ультразвукового импульса от ра-
бочей поверхности призмы ультразвукового преобразователя позволяет создать новый метод кон-
троля качества акустического контакта, отличающийся наглядностью представления получаемой
информации. Вывод в реальном времени на дисплей дефектоскопа информации одновременно об
отражении ультразвуковой волны от дефектов и о текущем состоянии акустического контакта по-
зволяет повысить производительность измерений и достоверность результатов дефектоскопии.
Работа выполнена в рамках государственного задания ИПФ РАН (проект № 0035-2014-0008).
СПИСОК ЛИТЕРАТУРЫ
1. Гладилин А.В. Контроль акустического контакта пьезоэлектрических излучателей ультразвука
articles/2000/065.pdf
2. Гревцов А.В., Осипов Л.В., Сазонов В.Н., Шейман В.Л., Щигель-Ермолов В.Р. Способ контроля
степени акустического контакта / Патент РФ № 2022548. Опубл. 15.11.1994.
3. Алешин Н.П., Белый В.Е., Вопилкин А.Х. и др. Методы акустического контроля металлов. М.:
Машиностроение, 1989. С. 185―186.
4. Марков А.А., Федоренко Д.В., Кузнецова Е.А. Использование программ отображения дефекто-
грамм при оценке качества контроля рельсов / Сб. трудов «Радиоэлектронные комплексы многоцелево-
го направления». С.-Петербург, 2006. С. 79―85.
5. Гурвич А.К., Дымкин Г.Я., Коряченко В.Д., Фак И.И., Цомук С.Р. О формировании опорного сигна-
ла при оценке состояния акустического контакта // Дефектоскопия. 1981. № 3. С. 107―109.
6. Тарабрин В.Ф., Одынец С.А., Бобров В.Т., Зайцев С.А., Кисляковский О.Н. Способ ультразвуковой
дефектоскопии изделий и устройство для его реализации / Патент РФ № 2270998. Опубл. 27.02.2006.
Бюл. № 6.
7. Гусаров В.Р., Мокроусов А.С., Терешин С.Н., Шершов А.В. Способ и устройство контроля качества
акустического контакта при ультразвуковой дефектоскопии / Патент РФ № 2523781. Опубл. 20.07.2014.
Бюл. № 20.
8. Жмуркин Ю.А., Круглов Б.А. Способ контроля качества акустического контакта при ультразвуко-
вой дефектоскопии / Патент РФ № 1310710. Опубл. 15.05.1987.
9. Пестунович Е.А., Бушуев И.Ю. Раздельно-совмещенный преобразователь для ультразвукового
контроля / Патент РФ № 1405494. Опубл. 10.06.1996.
10. Дымкин Г.Я., Миронов Ф.С., Рождественский С.А., Этинген И.З. Способ контроля качества
акустического контакта при ультразвуковой дефектоскопии / Патент РФ № 2506585. Опубл. 10.02.2014.
Бюл. № 4.
11. Казинцев В.А., Лукичева С.В. Способ и устройство контроля жидких сред с сигнализацией на-
личия акустического контакта между излучателем и приемником ультразвуковых колебаний и поверх-
ностями стенок резервуара / Патент РФ № 2378624. Опубл. 10.01.2010. Бюл. № 1.
12. Щербаков О.Н., Петров А.Е., Полевой А.Г., Анненков А.С., Васенев Ю.Г. Ультразвуковой преоб-
разователь / Патент РФ № 2158920. Опубл. 10.11.2000.
13. Миронов Ф.С., Марков А.А., Молотков С.Л. Способ контроля качества акустического контакта
при ультразвуковой дефектоскопии / Патент РФ № 2141653. Опубл. 20.11.1999.
14. Лепендин Л.Ф. Акустика. Учеб. пособие для втузов. М.: Высш. школа, 1978. С. 181―183.
15. Казаков В.В. Модуляционный способ обнаружения трещин. II. Программный метод реализации
// Дефектоскопия. 2006. № 12. С. 3―11.
Дефектоскопия
№ 3
2019