УДК 620.179.17
АКУСТИКО-ЭМИССИОННЫЙ КОНТРОЛЬ ВЕРТИКАЛЬНЫХ СТАЛЬНЫХ
РЕЗЕРВУАРОВ, ЭКСПЛУАТИРУЮЩИХСЯ В ТРУДНОДОСТУПНЫХ
РАЙОНАХ СЕВЕРА
© 2019 г. А.М. Большаков1,* Я.М. Андреев1,**
1Институт физико-технических проблем Севера им. В.П. Ларионова СО РАН,
Россия 677980 Республика Саха, Якутск, ул. Октябрьская, 1
Поступила в редакцию 13.07.2017; после доработки 05.10.2018;
принята к публикации 09.11.2018
Длительная безопасная эксплуатация вертикальных стальных резервуаров для хранения нефтепродуктов (РВС)
в труднодоступных районах Севера подразумевает объективное своевременное обнаружение различных видов зарожда-
ющихся и имеющихся дефектов с дальнейшей организацией контроля за их развитием. Условия слабого развития инфра-
структуры регионов Севера и климатических особенностей, затраты времени и материальных средств на подготовку
стандартного объема диагностирования РВС отрицательно влияют на производительность и качество его выполнения.
Следовательно, с учетом этих обстоятельств необходим другой подход к диагностированию РВС, эксплуатирующихся в
труднодоступных районах Севера. С учетом особенностей эксплуатации РВС в условиях низких температур Севера, на
основе анализа аварий и инцидентов, произошедших в результате деградации металлоконструкций РВС, определены
источники разрушений, показаны основные проблемы выявляемости плоскостных дефектов, приводящих к катастрофи-
ческим разрушениям РВС, предложен усовершенствованный метод локального нагружения несущих элементов РВС
при проведении акустико-эмиссионного (АЭ) контроля.
Ключевые слова: неразрушающий контроль, трещина, хладагент, акустическая эмиссия, диагностирование, нагру-
жение.
DOI:10.1134/S0130308219030035
Из [1] следует, что основными причинами повреждений и аварий резервуаров для хранения
нефтепродуктов, длительно эксплуатирующихся в условиях Севера, являются изменение механи-
ческих свойств сталей в сторону уменьшения хладостойкости, применение марок сталей, не соот-
ветствующих низкотемпературным условиям эксплуатации (таких как Ст3сп и редко Ст2кп), низ-
кая выявляемость опасных развивающихся плоскостных дефектов мобильными методами нераз-
рушающего контроля (НК). Известно, что основными повреждениями РВС [1—3], длительно
эксплуатирующихся в условиях низких температур, являются плоскостные типы дефектов, кото-
рые, согласно распределению по типу дефектов на плоскостные и объемные, занимают 47 %.
Таким образом, деградация металла элементов РВС в совокупности с ухудшением хладостойкости
и развитием невыявленных плоскостных типов дефектов на несущих элементах металлоконструк-
ции резко увеличивает риск катастрофического разрушения, в связи с этим возникает необходи-
мость увеличения выявляемости данных дефектов.
Обнаружение плоскостных типов дефектов такими распространенными методами НК, как
рентгенографический контроль, ультразвуковой контроль и др., затруднено в основном тем, что
они направлены на поиск дефектов, образовавшихся в процессе эксплуатации, и не подходят для
определения дефектов на раннем этапе их развития. Последнее является наиболее важным, так как
при низких температурах эксплуатации в РВС, превысивших нормативный срок, уже произошли
необратимые изменения механических свойств стали в сторону охрупчивания. Таким образом,
существующие традиционные методы неразрушающего контроля повреждений металла при оцен-
ке надежности резервуаров недостаточно эффективны.
Следовательно, необходимо использовать расширенные подходы и методы контроля, в част-
ности АЭ-метод. Однако его применение на РВС ограничивается рядом факторов, основными из
которых являются техническая сложность его реализации и высокая себестоимость. При стандарт-
ной схеме проведения АЭ-диагностирования резервуара для получения акустических импульсов
от потенциальных дефектов в резервуарах создается упругая или пластическая деформация всей
конструкции путем налива и слива воды. Нагружение при этом занимает достаточно длительное
время, сопровождается значительными акустическими помехами.
С целью уменьшения недостатков стандартного метода АЭ-диагностирования РВС и, соответ-
ственно, увеличения выявляемости дефектов, предложено изменение методики нагружения на
участках РВС, где при традиционном методе нагружения дефекты не выявляются либо выявляют-
16
А.М. Большаков, Я.М. Андреев
ся со сниженной степенью опасности. Суть предлагаемого нагружения заключается в изменении
напряженно-деформированного состояния материала [4] на локальном участке РВС путем его
охлаждения твердым диоксидом углерода. Поскольку данный метод контроля проводится только
на локальных участках и является достаточно мобильным, предложено его применять для поиска
развивающихся дефектов в РВС, эксплуатирующихся в труднодоступных районах Севера.
Рассмотрим пример АЭ-диагностирования локального участка днища резервуара РВС-3000 с
низкотемпературным нагружением. Объект контроля представляет собой соединенные между
собой дуговой сваркой 8 прокатные стальные листы 7 толщиной 4 мм (рис. 1).
1
9
6
Рис.1. Схема АЭ-диагностирования при
низкотемпературном методе нагружения днища
РВС-3000:
1
— блок регистрации и обработки акустических
сигналов; 2 — преобразователи акустической эмиссии;
5
3 — хладагент в виде твердого диоксида углерода; 4, 5,
4
6
— обнаруженные дефекты; 7 — стальные прокатные
листы; 8 — сварное соединение; 9 — участок контроля.
3
8
7
2
Контроль проводился АЭ-комплексом российской разработки Эксперт-2014 [5] в три основ-
ных этапа:
выбор участка днища с учетом анализа распределения дефектов [2, 3] (на основании анализа
технического состояния днища участком контроля выбрана центральная часть днища 9);
настройка параметров АЭ-комплекса с предварительным тестированием;
размещение твердого диоксида углерода (СО2) таким образом, чтобы на участке контроля
можно было получить максимальные напряжения растяжения.
Классификация источников АЭ по степени опасности при проведении контроля любого объ-
екта является важнейшей операцией АЭ-метода диагностирования, позволяет связать параметры
АЭ с параметрами предельного состояния объекта контроля. По результатам предыдущего диа-
гностирования днища резервуара, выполненного стандартными средствами НК, коррозионных
повреждений обнаружено не было, поэтому причиной потерь нефтепродукта могли быть трещи-
ны, соответственно тип принимаемых сигналов будет дискретным. Подходящим критерием для
оценки подобных типов источников АЭ является локально-динамический критерий (МР 204-86
[6]). Поскольку возникающие акустические помехи и технологические шумы при низкотемпера-
турном нагружении минимальны, для более точной оценки состояния участка днища выбран
встроенный в программное обеспечение АЭ-комплекса модифицированный локально-динамиче-
ский критерий [7—9]. Модификация критерия заключается в совмещении с интегрально-динами-
ческим критерием (NDIS 2412-80, Япония [6]), который, в дополнение к числу и энергии событий,
учитывает концентрацию принимаемых событий на виртуальных кластерах, при этом расчет про-
изводится встроенным программным обеспечением комплекса [7]. Тем не менее из-за высокой
чувствительности к акустическим помехам он не получил распространения. Частота акустической
эмиссии при развитии трещины обычно находится в пределах 105—300 кГц, следовательно, необ-
ходимы преобразователи акустической эмиссии (ПАЭ) с полосой пропускания от 50 до 300 кГц.
Дефектоскопия
№ 3
2019
Акустико-эмиссионный контроль вертикальных стальных резервуаров...
17
При расстановке и выборе количества (8) ПАЭ следовали ГОСТ Р 52727—2007 [10] и методике
ПБ 03-593-03 [6] (см. рис. 1), для подбора расстояний между ПАЭ и установления порога дискри-
минации (45 дБ) использовался источник Су-Нильсена. По результатам имитаций производилось
программирование каналов: время определения конца событий установлено 500 мкс, время опре-
деления пика события — 180 мкс, длительность блокировки канала после определения события, то
есть мертвое время, — 17 000 мкс. Полезные шумы от фоновых выделялись во время тестового низ-
котемпературного нагружения с установкой программных фильтров на частоте от 160 до 230 кГц.
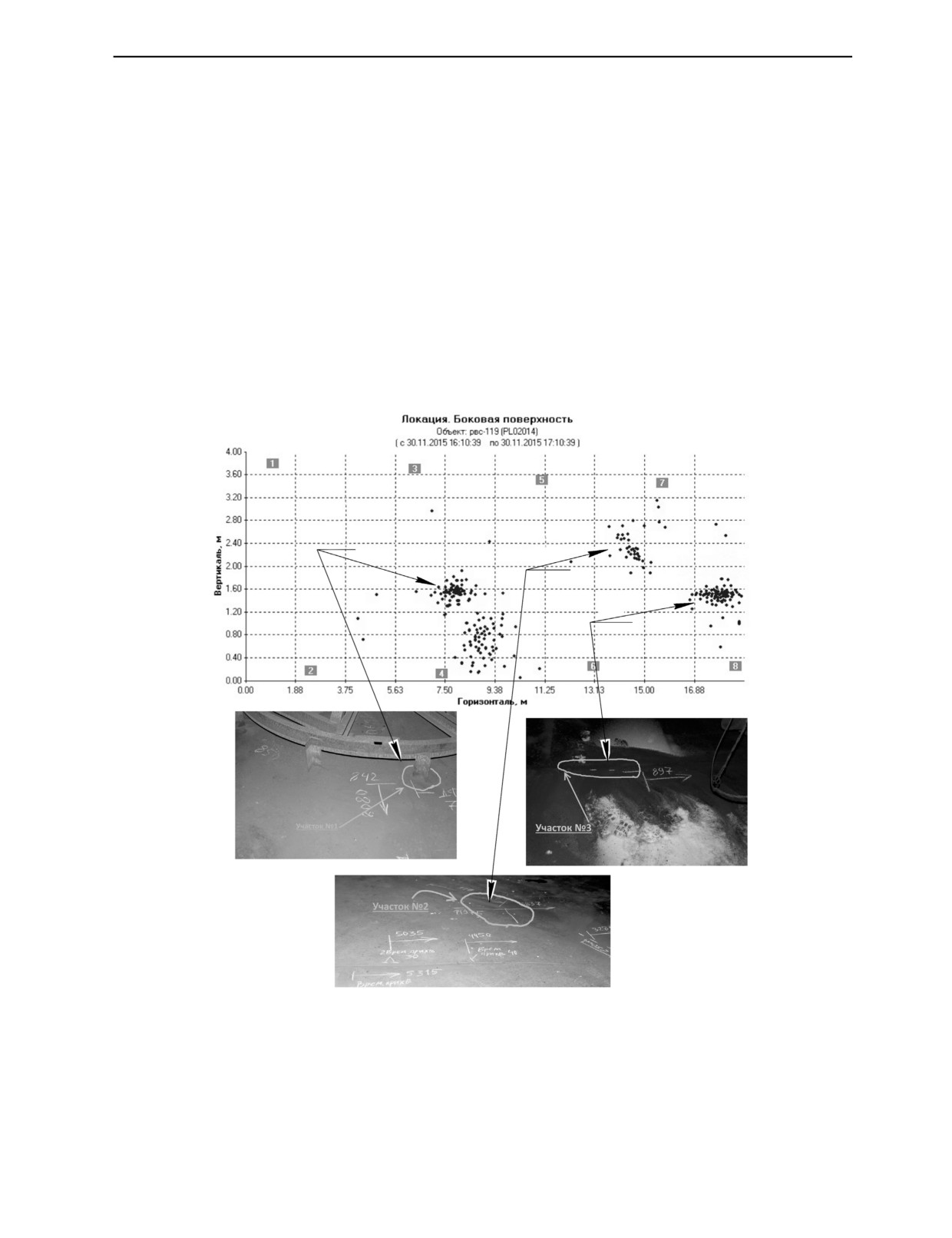
Длительность низкотемпературного нагружения при температуре внутри резервуара +8 °С
составила 1 ч с продолжительностью регистрации лоцированных (АЭ, идентифицированные как
развивающиеся дефекты) событий 17 мин от начала низкотемпературного нагружения (рис. 2), их
частота находилась в пределах 180—215 кГц с амплитудой до 60 дБ.
По результатам контроля зарегистрированы критически активные источники акустических
эмиссий III класса опасности [6, 7].
Источник № 1 соответствует 4 (см. рис. 1) и 1 (рис. 2). На данном секторе присутствует сварное
соединение опорного кольца центральной стойки резервуара к его днищу. При проведении ультра-
звукового обследования сварного соединения обнаружена протяженная несплошность с высотой
на всю толщину проката.
1
2
3
Рис. 2. Лоцированные АЭ на днище резервуара и источники АЭ (№ 1, 2 и 3).
Источник № 2 соответствует 5 (см. рис. 1) и 2 (см. рис. 2). На его секторе обнаружена граница
локальной деформации в виде вмятины (хлопуна) с резкими перегибами. Соответственно, источ-
ником акустической эмиссии на этом секторе является изменение структуры материала. Переносным
ультразвуковым твердомером установлено снижение твердости материала проката на данном сек-
торе относительно других на 50 %, что свидетельствует об изменении структуры материала.
Дефектоскопия
№ 3
2019
18
А.М. Большаков, Я.М. Андреев
Источник № 3 соответствует 6 (см. рис. 1) и 3 (см. рис. 2). На нем обнаружен дефект в виде
вырыва основного металла проката, последующий ультразвуковой контроль показал наличие про-
тяженной несплошности по границам вырыва и превышающие его размеры.
На основании полученных результатов АЭ-диагностирования и других методов НК обнаруже-
ны причины утечки нефтепродукта: два дефекта из трех относятся к трещиноподобным, третий
идентифицируется как изменение структуры материала проката, которое связано с циклической
деформацией вмятины (хлопуна). Представленный метод нагружения показал высокую точность
определения зарождающихся дефектов за счет снижения посторонних помех и уменьшения объе-
ма контроля. Таким образом, данное усовершенствование существенно снижает общую себестои-
мость диагностирования без снижения выявляемости опасных плоскостных дефектов и, соответ-
ственно, за счет мобильности может быть применен при диагностировании резервуаров, эксплуа-
тирующихся в труднодоступных районах Севера.
СПИСОК ЛИТЕРАТУРЫ
1. Большаков А.М., Андреев Я.М. Характер дефектов и виды отказов резервуаров, работающих в
условиях Севера // Газовая промышленность. 2012. № 3. С. 90—92.
2. Bol′shakov A.M., Andreev Y.M. The types of failures and defect distribution by degree of danger of
reservoirs exploited in the extreme north // Russian Journal of Nondestructive Testing. 2014. V. 50. No. 9.
Р. 499—505.
3. Большаков А.М., Андреев Я.М. Характер отказов резервуаров для хранения нефтепродуктов, экс-
плуатирующихся в условиях Севера по принципу плоскостных и объемных дефектов / Материалы МК
«ЖиКМ» 22—24 октября 2012 г. М.: ИМАШ РАН. С. 12—13.
4. Андреев Я.М., Большаков А.М. Патент. Способ низкотемпературного локального нагружения объ-
екта при акустико-эмиссионном методе неразрушающего контроля. Изобретение № 2614190.
23.03.2017.
6. ПБ 03-593-03. Приказ Ростехнадзора от 13.01.2015 № 5. Правила организации и проведения аку-
стико-эмиссионного контроля сосудов, аппаратов, котлов и технологических трубопроводов. М.: 2015.
С. 64. Система стандартов полинформ.
7. ТИКБ.466.535.202И2. Инструкция по использованию источников акустических эмиссий и алго-
ритм коммутации каналов комплексного программного обеспечения. ЗАО НПО «АЛЬКОР». Дзержинск.
8. Dunegan H.L. & Hartman W.F. Advances in acoustic emission // Hardcover. 1979.
9. Harris D., Dunegan H. Non-Destructive Testing, Acoustic emission-5 // Applications of acoustic
emission to industrial problems. 1974. No. 7(3). P. 137—144.
10. ГОСТ Р 52727—2007. Техническая диагностика. Акустико-эмиссионная диагностика. Общие
требования.
Дефектоскопия
№ 3
2019