УДК 620.179.14
КОНТРОЛЬ НЕОДНОРОДНОСТИ МАГНИТНОЙ ПРОНИЦАЕМОСТИ
ЛИСТОВОЙ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ
© 2019 г. В.Ф. Тиунов1,*, Г.С. Корзунин1
1Институт физики металлов УрО РАН, 620119 Екатеринбург, ул. С. Ковалевской, 18.
Поступила в редакцию 14.11.2018; после доработки 28.12.2018;
принята к публикации 19.01.2018
Предложен и опробирован сравнительно простой метод определения магнитной проницаемости в отдельных участ-
ках листовой электротехнической стали Fe—3%Si с помощью милливеберметра. Установлено, что полосовая анизотроп-
ная электротехническая сталь АЭС с весьма острой кристаллографической текстурой неоднородна по величине маг-
нитной проницаемости в разных участках полосы. Данный метод измерения может быть применен для оптимизации
дополнительной обработки стали путем дробления ее доменной структуры ДС с целью максимального снижения уровня
ее магнитных потерь.
Ключевые слова: магнитная проницаемость, электротехническая сталь, электромагнит, кристаллографическая
текстура, магнитные потери.
DOI:10.1134/S0130308219030084
Известно, что анизотропная электротехническая сталь (Fe—3%Si) АЭС имеет отличные маг-
нитные свойства: невысокий уровень магнитных потерь на перемагничивание, высокую магнит-
ную проницаемость, низкую коэрцитивную силу и неплохие механические характеристики [1]. Все
эти показатели обусловили широкое применение АЭС в качестве магнитопроводов электрических
машин различного назначения — всевозможных электродвигателей и трансформаторов. Учитывая
колоссальные объемы выпускаемой АЭС, проблема улучшения ее магнитных свойств и в первую
очередь спижения уровня магнитных потерь имеет большое практическое значение. В анизотроп-
ной стали Fe—3%Si с острой кристаллографической текстурой подавляющую часть полных маг-
нитных потерь составляет их вихретоковая составляющая. На долю последних приходится 75—80 %
величины полных магнитных потерь [1]. И проблема их снижения связана, в первую очередь, со
снижением потерь на вихревые токи, которые, наряду с другими факторами, существенно зависят от
размеров доменной структуры ДС: с их уменьшением величина потерь падает. В настоящее время
известны некоторые эффективные пути уменьшения величины последних. Так, один из них связан с
искусственным дроблением ДС АЭС путем обработки ее поверхности технологическим лазером [2].
Другой способ осуществляется нанесением на нее локально деформированных зон механическим
царапанием поверхности листа АЭС в направлении, перпендикулярном оси прокатки [3]. Известно,
что наименьшие магнитные потери в АЭС достигаются при оптимальной ориентации кристаллитов,
когда их кристаллографическая плоскость {110} отклонена от поверхности листа на некоторый угол
β ≈ 3-4º. При этом направление прокатки совпадает или разориентировано относительно оси <001>
на небольшой угол α < 2-3º[4]. Однако из-за нестабильности технологии производства сталей (не-
однородности температуры отжига, неоднородности толщины электроизоляционного покрытия, раз-
личной степени обжатия при прокатке и др.) различные участки листа АЭС имеют нередко неодно-
родные магнитные свойства. В частности, значения магнитных потерь, магнитной проницаемости
заметно отличаются по величине в различных областях листовой стали. Впервые эта неоднородность
магнитных свойств АЭС была детально исследована в [5]. Автор указал на возможные причины про-
явления указанной неоднородности. Позже [6] наличие значительной внутрилистной неоднородно-
сти магнитных свойств было выявлено в АЭС даже с очень острой ребровой текстурой. Так, в разных
участках полосы АЭС с В2500= 1,98 Тл величина магнитной проницаемости отличалась почти на 40 %.
Таким образом, видно, что при наличии неоднородных магнитных свойств по длине полосы
АЭС для наибольшей эффективности дополнительной обработки ее поверхности необходимо
знать степень текстурованности обрабатываемых участков. Для этого в [6] предлагалось вести ее
контроль с помощью текстурометров. Однако данный способ требует использования специали-
зированных приборов и позволяет судить о величине текстуры образца на сравнительно крупном
участке образца. Кроме того, применение подобной аппаратуры затрудняет автоматизацию про-
цесса нанесения локальнодеформированнных зон на участки поверхности образца в зависимости
от их магнитных свойств.
Контроль неоднородности магнитной проницаемости...
47
Исходя из сказанного, целью настоящей работы являлась разработка несложной методики из-
мерений, не требующей специализированных приборов, позволяющей сравнительно быстро оце-
нить уровень магнитной проницаемости и степень текстурованности в небольших участках по-
лосовой АЭС соответственно.
ОБРАЗЦЫ И МЕТОДИКА ИЗМЕРЕНИЙ
Исследовали эпштейновские полосы из АЭС марки Cт.3412 (В2500=1,80 Тл) размерами
500×30×0,35мм. В разных участках образцов определяли величину индукции Вmax. Блок-схема
установки приведена на рис.1а. Исследуемую полосу 1 устанавливали на полюса электромагнита
U-образной формы 2. Намагничивающие катушки электромагнита 3 подключали к регулируемому
источнику постоянного тока 5. Величину индукции Вmax определяли с помощью узкой (3 мм) изме-
рительной катушки 6, надеваемой на образец и подсоединенной к милливеберметру 7. При коммута-
а
б
7
8
8
1
6
3
3
5
10 мм
2
4
Рис.1. Схема установки для определения величины магнитной проницаемости (а):
1 — эпштейновская полоса АЭС; 2 — магнитопровод э/магнита; 3 —намагничивающие катушки; 4 — коммутатор (переключатель);
5 — источник постоянного тока; 6 — измерительная катушка; 7 — милливеберметр М119; 8 — прижимные ролики;
Разметка полосы и направление ее движения при измерениях (б).
ции намагничивающего тока от +I до -I с помощью переключателя 4, измеряли значение индукции
Вmax = Сα/ωS. Здесь α — показания прибора, ω — число витков измерительной катушки, S — ее по-
перечное сечение. То есть Вmax пропорциональна величине отклонения показаний милливеберметра
В ~ kα. Для определения значения индукции в локальных участках образца использовали многослой-
ную (15 слоев обмоточного провода) измерительную катушку небольшой ширины (3 мм). При та-
кой конфигурации определить точно ее поперечное сечение и, соответственно, рассчитать непосред-
ственно величину индукции не удалось. Калибровку измерительной катушки проводили следующим
образом: в произвольной области эпштейновской полосы измеряли кривую намагничивания α = f(I)
вплоть до технического насыщения материала. Из нее определяли коэффициент пропорциональности
k = Вs/αs, где αs — показания милливеберметра, соответствующие индукции насыщения материала
Вs ≈ 2,13 Тл. С учетом этого коэффициента по измеренным значениям α рассчитывали величину ин-
дукции Вmax в разных участках эпштейновской полосы. Перед измерениями на ее поверхность образца
по всей ее длине через каждые 10 мм наносились контрольные метки (рис.1б). Величина индукции в
отмеченных участках определяли путем перемещения образца в межполюсном промежутке и внутри
катушки (указано стрелками), которая оставалась неподвижной и располагалась посредине расстояния
между полюсами электромагнита. Подобный способ измерений позволял свести до минимума влия-
ние полей рассеяния полюсов электромагнита на измерительную катушку. После того, как измерения
были проведены по всем отмеченным участкам, образец поворачивался на 180° и измерения индукции
в указанных областях образца проводили при его смещении в межполюсном промежутке, но уже в
противоположную сторону. Затем полученные результаты усреднялись. Относительная погрешность
измерения величины индукции различных участков эпштейновской полосы не превышала 5 %.
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
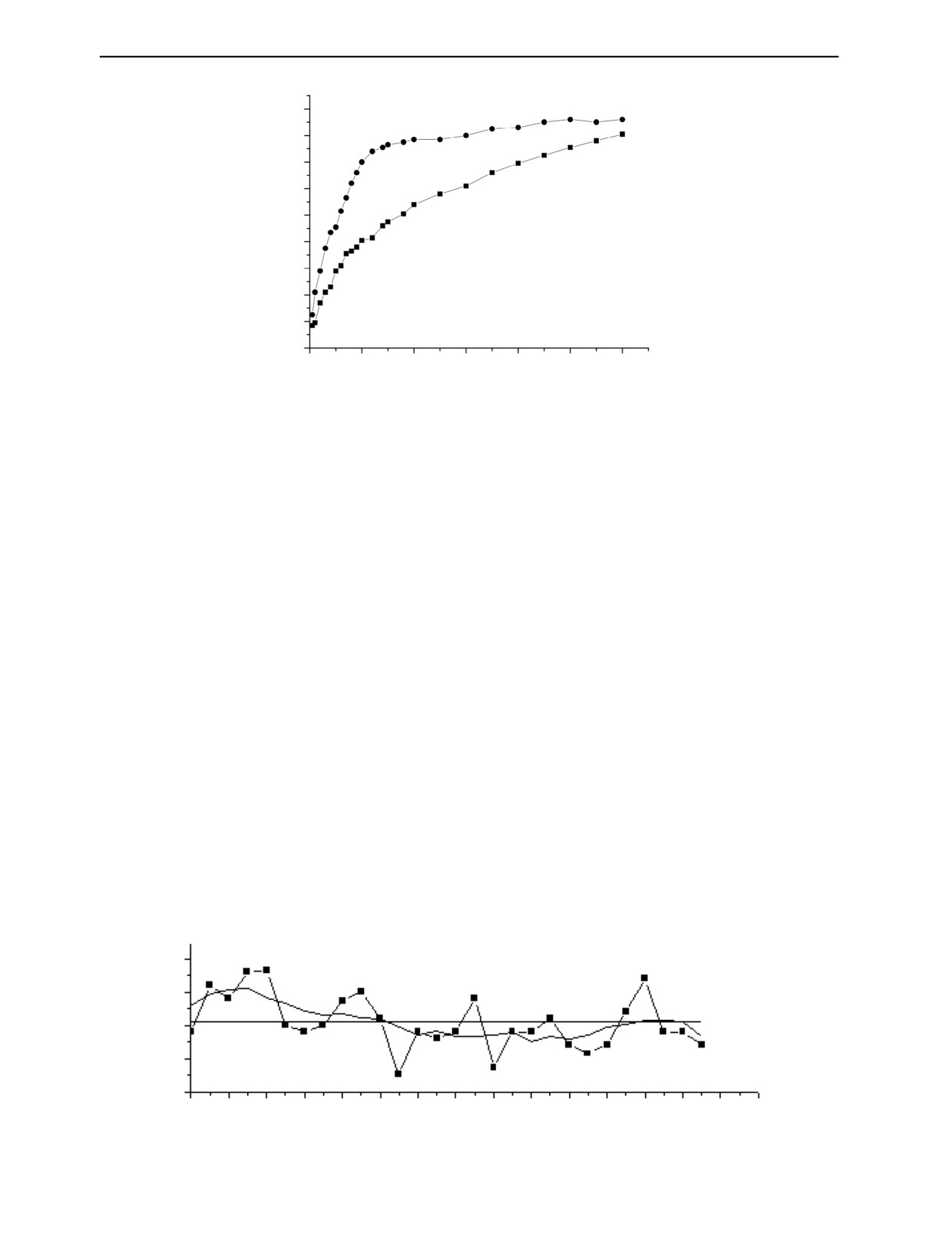
Рассмотрим полученные результаты. На рис. 2 в качестве примера приведены две кривые на-
магничивания, снятые в разных участках одной из эпштейновских полос. Видно, что во всем ин-
Дефектоскопия
№ 3
2019
48
В.Ф. Тиунов, Г.С. Корзунин
Вm, Тл
2,2
2,0
1,8
1,6
1,4
1,2
1,0
0,8
0,6
0,4
0
1
2
3
4
5
6 I, А
Рис.2. Кривые намагничивания В = f(I) участков № 3, № 11 образца.
тервале изменения намагничивающего тока (соответственно и магнитного поля) величина Вmax
участка № 3 намного выше ее значения, измеренного на участке № 11. Например, при I = 1,0 А
это превышение составляет почти 60 %. Иными словами, в соответствии с термином, впервые
введенным Янусом [5], в рассмотренной эпштейновской полосе наблюдается сильная внутрилист-
ная неоднородность магнитных свойств. Наиболее полно последить за ее особенностями на рас-
смотренном образце можно на рис. 3. Здесь приведено изменение индукции по длине образца при
намагничивающем токе электромагнита I = 1,0 А. Сглаженные кривые построены по усредненным
значениям Вmax = f(n), n — номер исследованного участка. Прямая линия соответствует значению
индукции Вср, усредненному по всем исследованным участкам образца. Из рисунка видно, что зна-
чение индукции различных участков образца, а, соответственно, и их магнитная проницаемость
также существенно отличается друг от друга. Как уже отмечалось выше (см. рис. 2) расхождение
между максимальной индукцией (участок № 3) и минимальным ее значением (участок № 11) до-
стигает почти 60 %. Иными словами, в образце наблюдается заметная внутрилистная неоднород-
ность распределения магнитной индукции (при I = const) по его длине.
Обсудим полученные результаты. Расхождение между кривыми намагничивания на рис. 2
можно связывать в первую очередь разной степенью текстурованности исследованных участков
эпштейновской полосы. В областях образца с наибольшей магнитной проницаемостью ось лег-
кого намагничивания типа <001> большинства кристаллитов ориентирована наиболее близко к
направлению прокатки. Перемагничивание таких кристаллитов идет, главным образом, путем
смещения 180° доменных границ относительно крупной полосовой доменной структуры. Напро-
тив, в участках образца с меньшей магнитной проницаемостью можно ожидать, что у значитель-
ной части кристаллитов ось <001> разориентирована относительно друг друга или относительно
направления прокатки на некоторый угол α > 0. Именно такой случай наблюдался ранее в [7] .
В ней на дисках, вырезанных из одной эпштейновской полосы АЭС марки 3407, наблюдалось
существенное расхождение, как магнитной проницаемости, так и магнитных потерь, при пере-
В, Тл
2,0
1,8
Вср2 = 1,63 Тл
1,6
1,4
№ участка
1,2
0
2
4
6
8
10
12
14
16
18
20
22
24
26
28
30
Рис.3. Изменение индукции В по длине полосы. Намагничивающий ток I = 1,0 А.
Дефектоскопия
№ 3
2019
Контроль неоднородности магнитной проницаемости...
49
магничивании образцов во вращающихся магнитных полях. Непосредственные наблюдения по-
казали, что вид ДС в размагниченном состоянии образцов заметно отличался. Так, в кристаллитах
образца с максимальными величиной магнитной проницаемости и потерь выявлялась сравнитель-
но крупная полосовая ДС. Ее 180° доменные границы в отдельных кристаллитах были разориен-
тированы относительно друг друга на небольшой угол α ≈ 2-3°.
В отличие от этого, в образце с наименьшей проницаемостью рассмотренная разориентация
границ в ряде зерен достигала 7-9° и на межзеренной границе возникала мелкая замыкающая ДС.
Кроме того, кристаллографическая плоскость {110} некоторых зерен была отклонена от поверх-
ности образца на угол β ≈ 2-3°, что проявлялось в появлении внутри полосовых доменов мелкой
замыкающей ДС в виде каплевидных доменов. Последние, как известно [4], в процессе перемагни-
чивания прорастают в новые полосовые домены и, тем самым, способствует дроблению исходной
180° ДС. Подобное поведение ДС на этом образце и приводит к его меньшим магнитным потерям,
чем на первом образце.
Таким образом, из рассмотренного видно, что искусственное дробление ДС целесообразно
применять лишь в участках образца с наибольшей магнитной проницаемостью, имеющих отно-
сительно крупную полосовую ДС. Напротив, дробление ДС кристаллитов с небольшой шириной
доменов нецелесообразно, так как в этом случае рассматриваемая обработка может привести даже
к росту полных потерь вследствие роста их гистерезисной составляющей.
ВЫВОДЫ
1. Испытан простой метод измерения магнитной проницаемости в отдельных участках листо-
вой электротехнической стали с использованием милливеберметра М119.
2. Установлено, что анизотропная электротехническая сталь даже с весьма острой кристалло-
графической текстурой неоднородна по магнитным свойствам в разных участках полосы
3. Предложенный метод может быть применен для оптимизации дополнительной обработки
стали путем дробления ее ДС с целью максимального снижения уровня магнитных потерь.
СПИСОК ЛИТЕРАТУРЫ
1. Дружинин В.В. Магнитные свойства электротехнической стали. М.: Энергия, 1974. 239 с.
2. Соколов Б.К., Губернаторов В.В., Носков М.М., Золотарев А.И. Способ обработки электротехни-
ческой стали. А.С. № 652230 // Бюлл. изобр. 1979. № 10.
3. Тиунов В.Ф., Соколов Б.К., Губернаторов В.В. Влияние деформированных зон на динамическое
поведение доменной структуры и магнитных потерь в кристаллах Fe—3 мас.%Si // ФММ. 1991. №11.
С. 79—84.
4. Зайкова В.А., Старцева И.Е., Филиппов Б.Н. Доменная структура и магнитные свойства электро-
технических сталей. М.: Наука,1992. 272 с.
5. Янус Р.И. О полистной неоднородности магнитных свойств электротехнического железа // ФММ.
1955. Т.1. С. 84—91.
6. Корзунин Г.С. Магнитные методы определения кристаллографической текстуры. Екатеринбург:
УрО РАН,1995. 127 с.
7. Тиунов В.Ф. О влиянии неоднородности перемагничивания анизотропной электротехниче-
ской стали Fe—3%Si на магнитные потери во вращающихся магнитных полях // ФММ. 2018. Т.119.
№ 9. С. 876—881.
Дефектоскопия
№ 3
2019