Электромагнитные методы
УДК 620.179.14
ВИХРЕТОКОВЫЙ КОНТРОЛЬ КАЧЕСТВА ПАЙКИ СВЕРХПРОВОДЯЩИХ
ТОКОВЕДУЩИХ СОЕДИНЕНИЙ С УЧЕТОМ ВЛИЯНИЯ ВАРИАЦИИ ИХ
СЕЧЕНИЯ НА РЕЗУЛЬТАТЫ КОНТРОЛЯ
© 2019 г. Л.Х. Коган1,*, А.Н. Сташков1,**, А.П. Ничипурук1,***
1Институт физики металлов имени М.Н. Михеева УрО РАН, Россия 620108 Екатеринбург,
ул. С. Ковалевской, 18
E-mail: *lhkogan@e1.ru,
**stashkov@imp.uran.ru, ***nichip@imp.uran.ru
Поступила в редакцию 30.05.2019; после доработки 07.06.2019
Принята к публикации 07.06.2019
Предложена двухчастотная вихретоковая методика контроля качества пайки сверхпроводящих токоведущих соеди-
нений электромагнитов. Ее преимуществом является независимость результата контроля от изменения сечения контро-
лируемого соединения, неизбежно получающегося в результате его изготовления и технологии пайки. Измерения в
предложенной методике проводят в два этапа с помощью вихретокового устройства, в котором используется преобразо-
ватель трансформаторного типа с П-образным сердечником. На первом этапе проводят измерения на высокой частоте,
при этом показания вихретокового устройства зависят только от поперечного сечения контролируемого соединения и не
зависят от степени пропаянности, на втором проводят измерения на низкой (основной) частоте, на которой показания
вихретокового устройства зависят как от пропаянности сверхпроводящих кабелей между собой, так и от внешнего сече-
ния медного стабилизатора. Рассчитывают степень пропаянности контролируемого соединения с учетом площади его
поперечного сечения исходя из результатов измерения на двух частотах. Для предварительной настройки вихретокового
устройства перед началом контроля используются три образца соединений: два с пропаянностью 100 %, имеющих оди-
наковую толщину и разную высоту, и один — с пропаянностью 0 %.
Ключевые слова: качество пайки, сверхпроводящее соединение, вихретоковый контроль, преобразователь трансфор-
маторного типа, П-образный сердечник, двухчастотная схема.
DOI: 10.1134/S0130308219090033
ВВЕДЕНИЕ
При изготовлении и эксплуатации устройств, предназначенных для выработки (гидро- и турбо-
генераторы) и передачи (сверхпроводящие устройства для создания электрических полей большой
мощности) электрической энергии, большое значение имеет достаточный уровень пропаянности
токоведущих медных соединений обмоток статоров и качества пайки сверхпроводящих кабелей,
заключенных в медный стабилизатор.
В [1—3] показано, что из-за конструкционных особенностей таких соединений единственно
возможным является использование вихретокового метода контроля и разработаны методика и
вихретоковое устройство ДПС-8 (дефектоскоп паяных соединений), в котором используется вих-
ретоковый преобразователь трансформаторного типа с П-образным сердечником, набранным из
пластин трансформаторного железа. Принцип работы устройства основан на определении интен-
сивности вихревых токов, возбуждаемых в контролируемом паяном соединении.
Поперечное сечение сверхпроводящих кабелей, заключенных в медный стабилизатор, и «боко-
вых стенок» токоведущих соединений статоров гидро- и турбогенераторов [4] мал
о′ по сравнению
с внешним сечением соединений. Поэтому чувствительность аппаратуры контроля качества пайки
таких соединений должна быть достаточно высокой, вследствие чего возникает необходимость
учитывать влияние возможных изменений их внешнего сечения на результаты контроля.
Таким образом, исследование влияния изменений внешних геометрических размеров этих со-
единений на определение качества их пайки и разработка методики, позволяющей учитывать вли-
яние этого фактора на результаты контроля, являются актуальными задачами.
Известно применение двух частот для вихретоковой дефектоскопии в аэрокосмической про-
мышленности [5] и определения толщины покрытий и их свойств с использованием многочастот-
ной вихретоковой методики контроля [6—8].
В [9] предложен способ контроля качества пайки сверхпроводящих токоведущих соединений при
возможных изменениях внешнего сечения медного стабилизатора, заключающийся в том, что сни-
маются две зависимости показаний вихретокового устройства при перемещении П-образного преоб-
разователя по всей длине соединения: при низкой (влияние сечения минимально) и высокой чувстви-
тельности вихретокового устройства, при которой дефекты пайки явно видны на этой зависимости.
Вихретоковый контроль качества пайки сверхпроводящих токоведущих соединений...
21
Однако недостатком этого способа контроля является то, что вследствие возможных колебаний
сечения медного стабилизатора на конкретном соединении (высота в основном в пределах 0,04—
0,06 мм) дефекты пайки могут быть не обнаружены, так как изменения показаний вихретокового
устройства от дефекта и изменений сечения могут иметь сопоставимую величину. Так, при снятии
зависимости показаний вихретокового устройства при перемещении П-образного преобразователя
по всей длине образца D1 [3], имеющего искусственный дефект, уменьшение показаний вихрето-
кового устройства составляет 5,2 мВ, а при изменении высоты образца на 0,04 мм — 2,4 мВ.
Целью данной работы является разработка двухчастотной вихретоковой методики, позволяю-
щей контролировать качество пайки сверхпроводящих токоведущих соединений электромагнитов
большого адронного коллайдера (ЦЕРН, Швейцария) при возможных изменениях внешнего сече-
ния медного стабилизатора соединения.
ОБРАЗЦЫ И МЕТОДИКА ИЗМЕРЕНИЙ
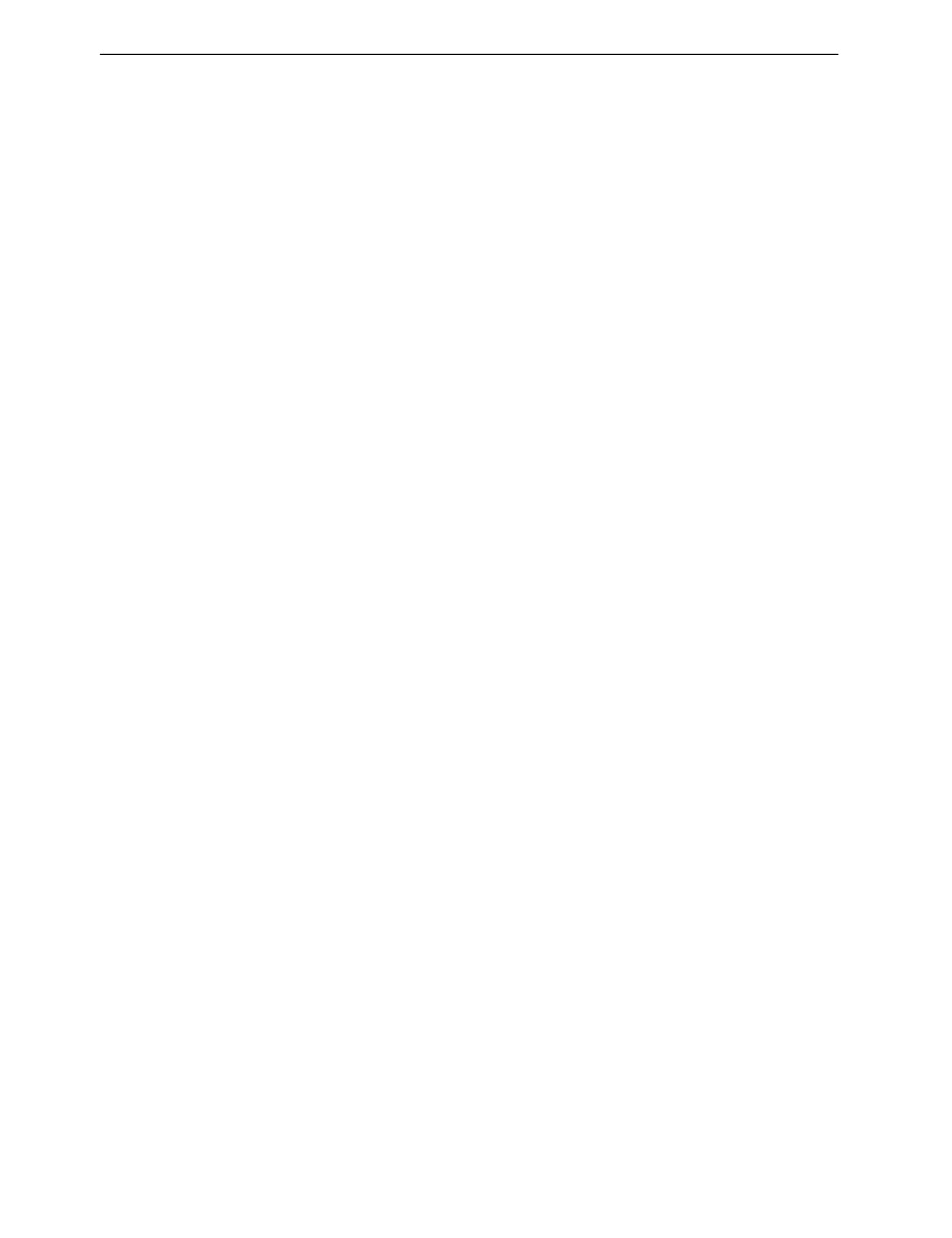
Контролируемое паяное соединение содержит два сверхпроводящих кабеля (рис. 1), длина каж-
дого в зоне пайки составляет 135 мм, ширина — 15,2, толщина — 1,5. Между сверхпроводящими
кабелями, а также на их внешние поверхности укладываются пластины припоя (Sn/Ag — 96/4 %)
толщиной 0,4 мм с температурой его плавления 220 °С.
Силовая шина
электромагнита
Плоский медный профиль
Сверхпроводящие
кабели
Силовая шина
Припой
электромагнита
П-образный медный профиль
Рис. 1. Внешний вид контролируемого соединения.
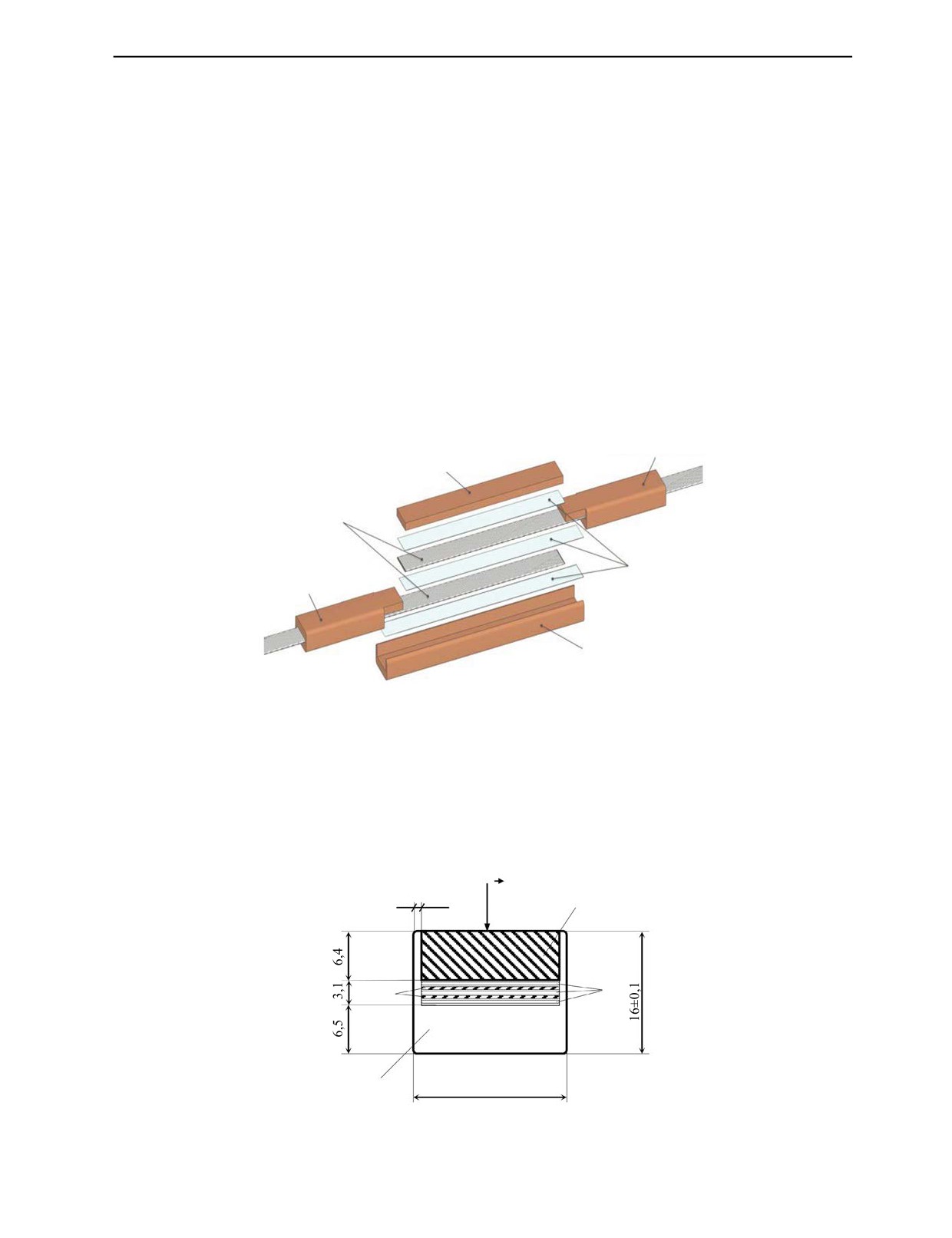
Процесс пайки осуществляется с использованием специальной установки, которая оказывает
давление (Р = 23 кН) на плоский медный профиль (рис. 2) при разогреве соединения до Т = 250 °C.
При такой технологии пайки, как показывает практика, высота разных паяных соединений может
колебаться в пределах 0,5—0,6 мм, а в пределах одного соединения доходить до 0,04—0,08 мм.
Кроме того, внешнее сечение медного стабилизатора может не иметь правильную прямоугольную
форму и иметь на поверхности некоторое количество припоя.
P
2,25
2
3
4
1
20±0,1
Рис. 2. Поперечное сечение контролируемого соединения:
1 — П-образный медный профиль; 2 — плоский медный профиль; 3 — сверхпроводящие кабели;
4 — пластины припоя.
Дефектоскопия
№ 9
2019
22
Л.Х. Коган, А.Н. Сташков, А.П. Ничипурук
Вихретоковая методика контроля качества пайки токоведущих соединений и разработанный
вихретоковый преобразователь с сердечником П-образного типа, набранным из пластин трансфор-
маторного железа, обеспечивающим достаточно высокую однородность поля в межполюсном про-
странстве, подробно описаны в [1—4].
Для исследований в данной работе использовался вихретоковый преобразователь с параметрами
П-образного сердечника, аналогичными тем, которые были использованы в [3]: ширина полюса —
20 мм, расстояние между полюсами — 25 мм, высота полюса — 43 мм. Однако, благодаря прове-
денным в работе исследованиям, было определено оптимальное соотношение витков возбуждаю-
щей и измерительной обмоток вихретокового преобразователя, позволившее заметно повысить его
чувствительность к изменению пропаянности контролируемых соединений.
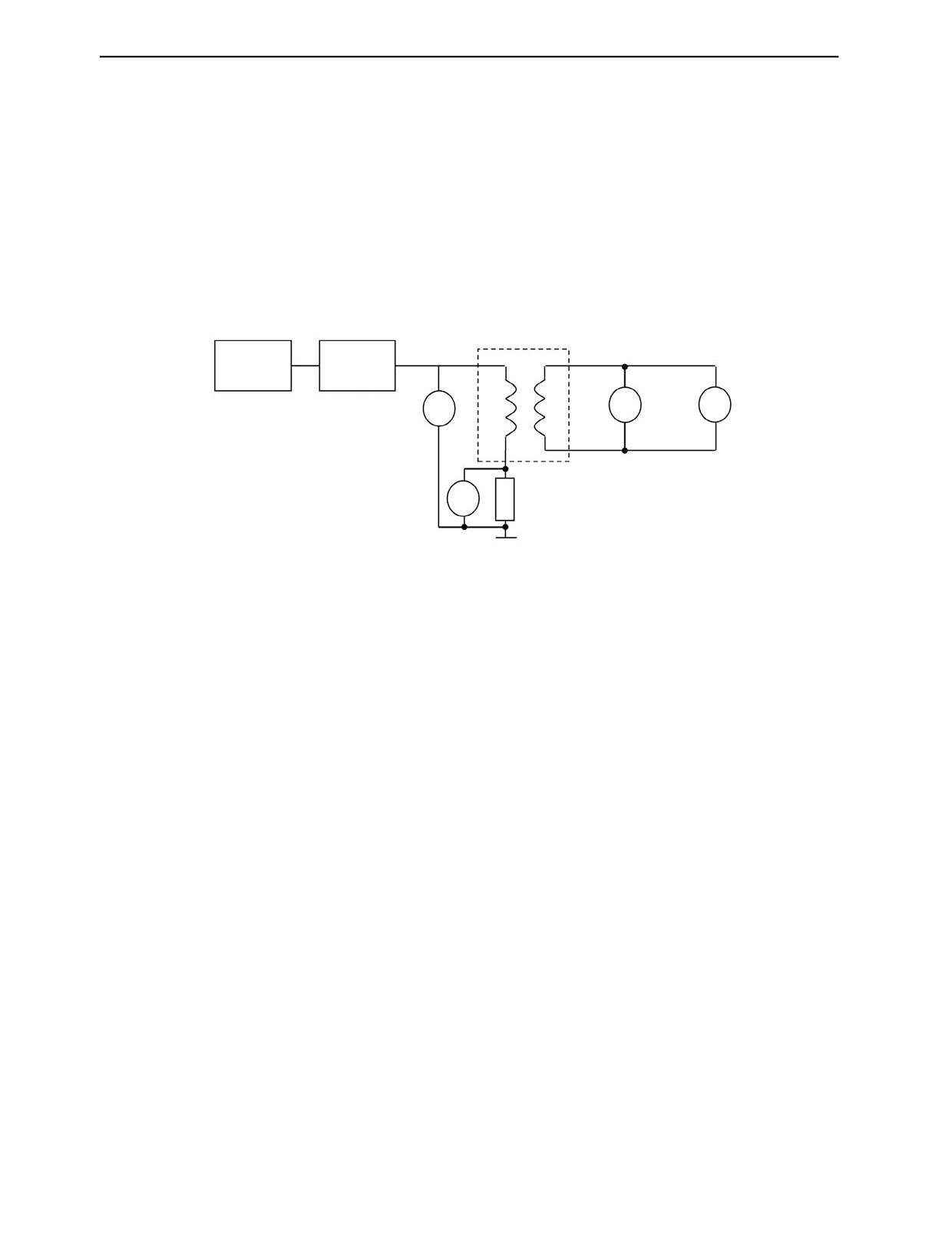
На рис. 3 приведена блок-схема лабораторной установки, с использованием которой проводи-
лись измерения на исследуемых образцах.
4
1
2
5
V2
3
V1
Рис. 3. Блок-схема лабораторной установки:
1 — генератор Agilent 33220A; 2 — усилитель тока; 3 — частотомер; 4 — трансформаторный вихретоковый преобразователь
с П-образным сердечником; 5 — осциллограф; V1 — вольтметр В7-34А (предназначен для определения величин тока в обмотке
возбуждения вихретокового преобразователя); V2 — вольтметр DMM 4040.
Известно [10], что глубина проникновения вихревых токов в контролируемое медное изделие
зависит от его электропроводности и частоты тока, питающего обмотку возбуждения ВТП. Поэто-
му основная частота (40 Гц) была определена как оптимальная при толщине контролируемого со-
единения 20 мм, а f = 1400 Гц — как достаточная для контроля внешних геометрических размеров
медного стабилизатора.
Измерения на основной частоте (40 Гц) проводили при токе в обмотке возбуждения вихретоко-
вого преобразователя I = 200 мA. При этом поле в его межполюсном пространстве, измеренное с
использованием датчика Холла, было равно Н = 26,3 А/см.
На высокой частоте (f = 1400 Гц), используемой для контроля геометрических размеров соеди-
нений, ток был выбран равным I = 36 мА (Н = 4,8 А/см). При данном токе сигналы возбуждающей
и измерительной обмоток не искажались.
Для изучения влияния изменения внешних геометрических размеров сверхпроводящих со-
единений на определение качества их пайки и разработки методики контроля использовались
образцы таких соединений длиной 150 мм с пропаянностью 0 и 100 % [3] и два сплошных мед-
ных образца такой же длины, изготовленных из меди марки М1 (99,99 % Cu), сечение которых
изменялось путем шлифования как по толщине, так и высоте. У образца с пропаянностью 0 %
щели между П-образным и плоским профилями медного стабилизатора запаяны на определен-
ную глубину (см. рис. 1 и 2). У образцов с пропаянностью 100 %, подвергнутых стандартной
процедуре пайки, этот уровень пропаянности подтвержден данными рентгенографических ис-
следований [3].
Кроме того, для экспериментального определения частоты, на которой показания вихретоково-
го устройства зависят только от внешнего сечения соединения, использовался образец № 12 (сило-
вая шина электромагнита, см. рис. 1), внутрь которого вместо сверхпроводящего кабеля вставля-
лась пластина из стали 3. Данные образцов приведены в табл. 1.
Величины высоты и толщины образцов представляют собой средние их значения, измеренные
электронным микрометром ТЕХРИМ в центральной зоне образцов длиной 20 мм, в которой про-
водились измерения вихретоковым преобразователем.
Дефектоскопия
№ 9
2019
Вихретоковый контроль качества пайки сверхпроводящих токоведущих соединений...
23
Таблица
1
Геометрические размеры сверхпроводящих и сплошных медных образцов
№ образца
Пропаянность, %
Высота, h, мм
Толщина, t, мм
Сечение, S, мм2
7
0
15,850
19,956
316,303
4
0
16,220
19,970
323,913
6
100
16,200
20,080
325,296
5
100
15,690
19,980
313,486
9
100
16,070
20,010
321,561
10
Сплошной
15,997
20,135
321,690
11
Сплошной
15,971
20,089
320,850
12
Силовая шина
16,000
20,036
320,580
Измерения с использованием образца № 12 при установке внутрь его пластины из стали 3 и
без нее показали, что на частоте 1400 Гц результаты измерений абсолютно одинаковые, то есть
частота f = 1400 Гц может быть использована для определения внешних геометрических размеров
контролируемых соединений.
Из рис. 1 и 2 видно, что контролируемые соединения имеют щели между П-образным (1) и
плоским (2) профилями медного стабилизатора, на который оказывается давление в процессе пай-
ки. При этом вследствие оказываемого давления припой заполняет щели и часть его выходит на
поверхность соединения.
В этой ситуации необходимо было установить, влияют ли параметры щелей разных соедине-
ний и их заполнение припоем на возможность определения внешних геометрических размеров
контролируемых соединений.
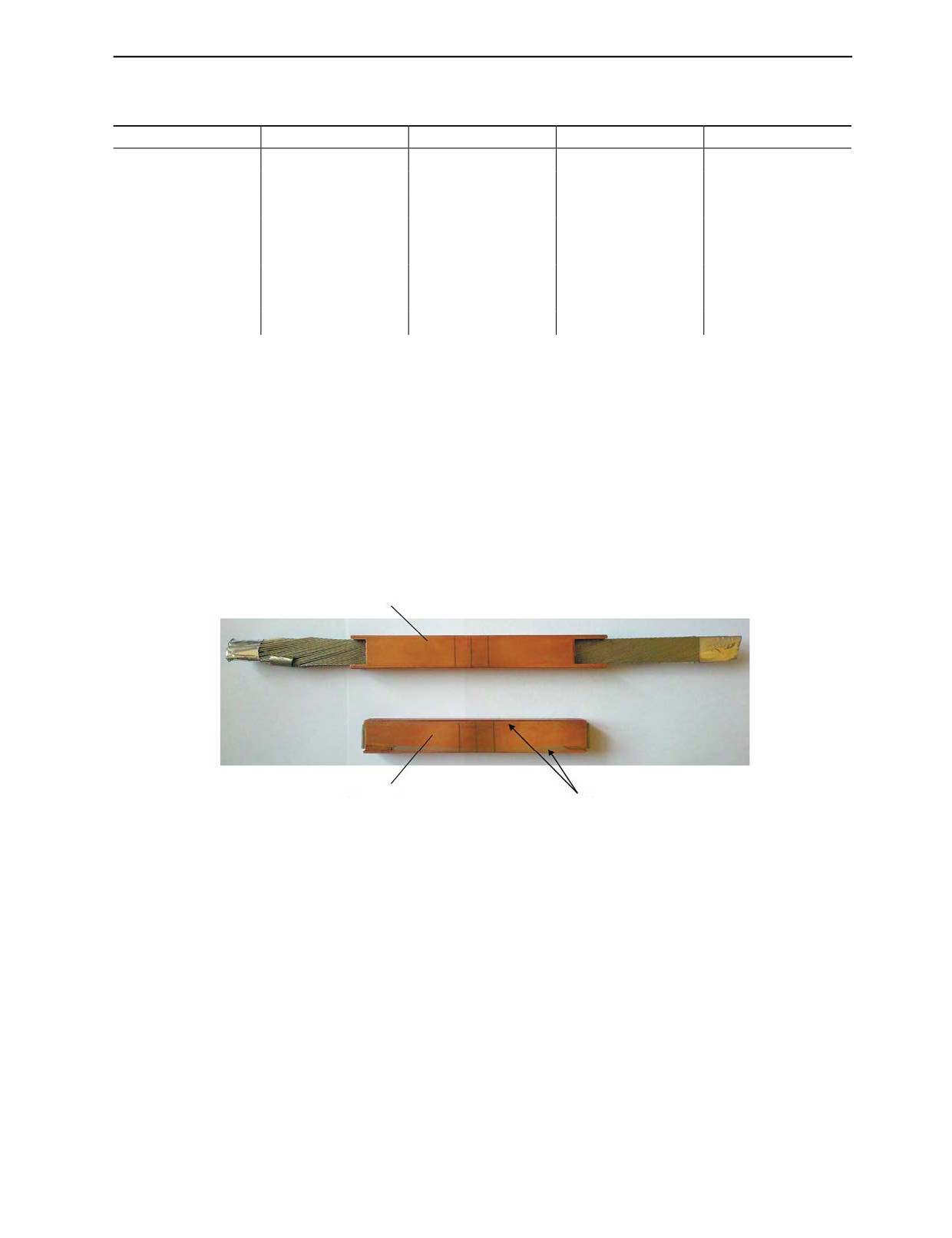
Образец 4
Образец 7
Места пайки
Рис. 4. Внешний вид образцов 4 и 7.
Для этого были использованы два образца (4 и 7, см. табл. 1) с пропаянностью 0 % (рис. 4),
щели которых были запаяны в разное время и для образца 7 — обычным оловянно-свинцовым при-
поем, а для образца 4 — припоем Sn/Ag (96/4 %). Видно, что параметры щелей отличаются друг
от друга. Внешнее сечение обоих образцов путем шлифования было доведено до их одинаковых
значений.
РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТОВ И ИХ ОБСУЖДЕНИЕ
Параметры образцов 4 и 7, а также результаты измерений на частотах 1400 и 40 Гц приведены
в табл. 2.
Эти данные показывают, что по результатам измерений на частоте 40 Гц щели у образцов за-
паяны на разную глубину.
Несмотря на это, при измерении на высокой частоте сигналы вихретокового преобразователя
(Uизм) имеют одинаковую величину и таким образом по их значениям имеется возможность контро-
лировать вариации внешних сечений контролируемых соединений.
Дефектоскопия
№ 9
2019
24
Л.Х. Коган, А.Н. Сташков, А.П. Ничипурук
Таблица
2
Параметры образцов 4 и 7 (пропаянность 0 %) и результаты измерений на частотах 1400 и 40 Гц
Частота, 1400 Гц
Частота, 40 Гц
№ образца
Высота, h, мм
Толщина, t, мм
Сечение, S, мм2
U
, В
Uизм, В
изм
4
15,423
19,815
305,610
43,623
8,074
7
15,423
19,815
305,610
43,623
8,073
Образцы 5, 6 и 9 были в [3] подвергнуты рентгеновским исследованиям, которые показали, что
их пропаянность равна 100 %. Видно, что они имеют разную высоту и толщину (см. табл. 1).
В соответствии с поставленной целью исследований, для определения влияния высоты этих
образцов на результаты измерений на частотах 1400 и 40 Гц их толщина путем шлифования была
доведена до 19,816±0,001 мм (как и у образцов 4 и 7), а высота образца 9 — до 15,423 мм (мини-
мально возможная высота соединений). Результаты измерений приведены в табл. 3.
Таблица
3
Результаты измерений на образцах (100 % пропаянности) с одинаковой толщиной
Частота, 1400 Гц
Частота, 40 Гц
№ образца
Высота, h, мм
Толщина, t, мм
Сечение, S, мм2
Uизм, В
Uизм, В
9
15,423
19,815
305,610
43,608
8,061
5
15,665
19,817
311,01
43,518
8,057
6
16,194
19,815
320,88
43,337
8,048
Из приведенных в таблице данных следует, что при измерении на частотах 1400 и 40 Гц сиг-
налы вихретокового преобразователя (Uизм) связаны линейной зависимостью с высотой образцов.
Более подробно влияние изменения высоты и толщины на Uизм исследовано при их изменении
путем шлифования сплошных медных образцов 10 и 11 (см. табл. 1). Стоит заметить, что влияние
изменений толщины (t) и высоты (h) на сигналы вихретокового преобразователя неодинаково в
силу того, что t > h. Это следует из выражения для индуцированного в контролируемом образце
вихревого тока [3]
i = ε/R = - (t ∙ h) ∙ (dB/dt) / ρ∙2(t + h),
(1)
где ε — наводимая ЭДС; R — электрическое сопротивление; dB/dt — изменение магнитной индук-
ции; ρ — удельное электросопротивление.
Допуск на толщину П-образного профиля медного стабилизатора (см. рис. 2), установленный
заводом-изготовителем, составляет ±0,1 мм и на практике не превышает сколько-нибудь заметно
эту величину.
Поэтому в соответствии с целью исследований толщина сплошного медного образца 11
(см. табл. 1) за два раза шлифования была уменьшена до 19,935 мм, что составляет 0,2 мм по срав-
нению с толщиной образца 10 (20,135 мм). Затем последовательно высота обоих образцов путем
шлифования уменьшалась с 19,98 до 19,35 мм (∆h = 0,63 мм), что соответствует возможному из-
менению высоты контролируемых соединений при существующей технологии пайки.
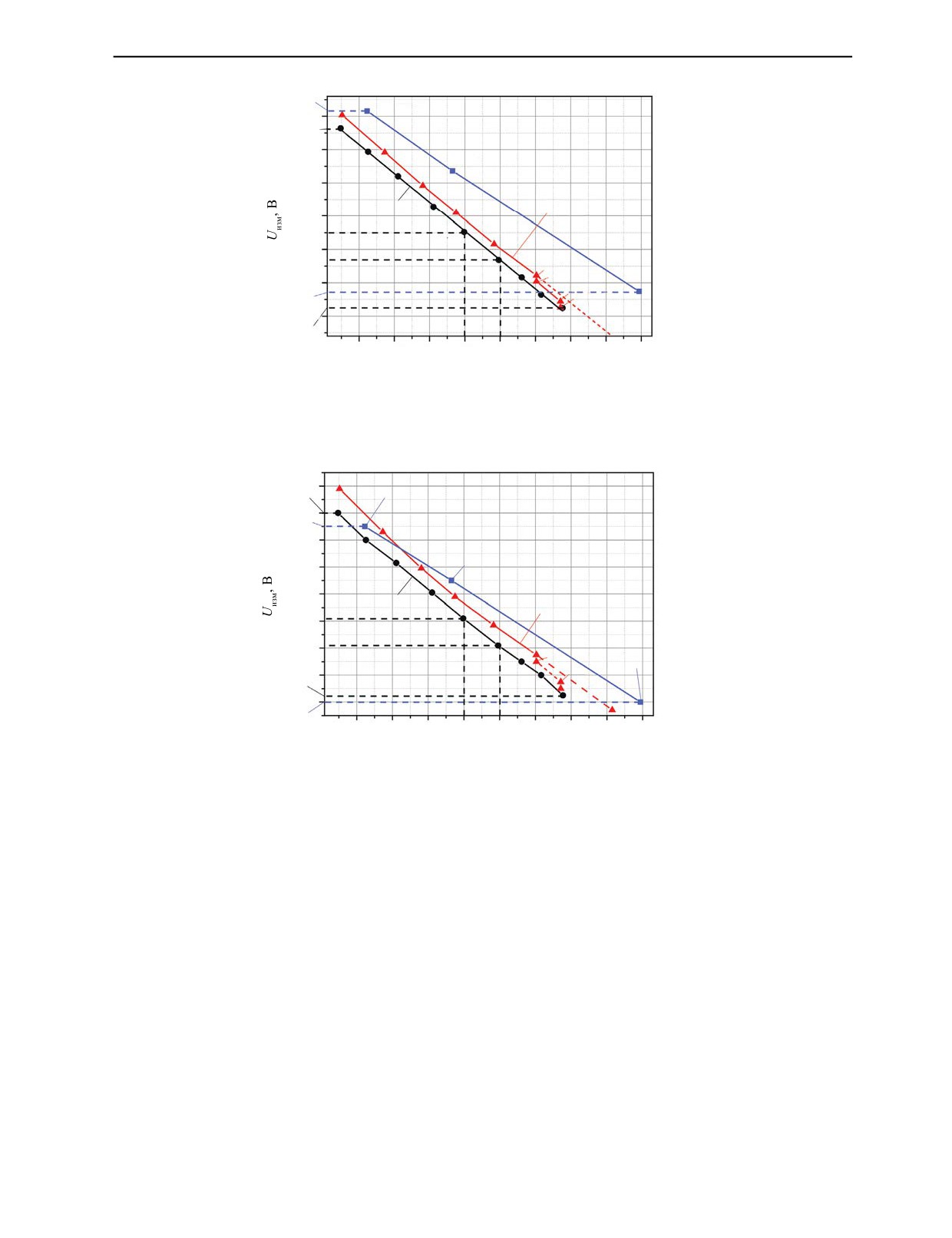
На рис. 5 и 6 приведены зависимости сигналов вихретокового преобразователя (Uизм) от высо-
ты медных сплошных образцов 10 и 11, а также сверхпроводящих образцов 9, 5 и 6, полученные
при измерении на частотах 1400 и 40 Гц.
Из данных рис. 5 следует, что при изменении высоты сплошных медных образцов на 0,1 мм (на-
пример, от 15,7 до 15,8 мм) разница сигнала измерительной обмотки ВТП составила ∆Uизм = 42 мВ,
а из рис. 6 — ∆Uизм = 2 мВ (на частоте 40 Гц). При изменении толщины этих образцов на ту же вели-
чину ∆Uизм = 15,5 мВ при измерении на частоте 1400 Гц и ∆Uизм = 0,75 мВ — 40 Гц, то есть при из-
мерении на этих частотах изменение высоты образцов на 0,1 мм примерно в 2,7 раза сильнее влияет
на сигналы вихретокового преобразователя, чем аналогичное изменение их толщины. Результаты из-
мерений на образцах сверхпроводящих соединений имеют некоторые отличия, связанные, очевидно,
с влиянием содержащегося в них припоя на сигналы вихретокового преобразователя.
Дефектоскопия
№ 9
2019
Вихретоковый контроль качества пайки сверхпроводящих токоведущих соединений...
25
A9
Образец 9
43,60
A1
10-9
43,55
10-8
Образец 5
10-7
43,50
Образец 1010-6
Образец 11
43,45
10-5
43,40
11-4
10-4
11-3
43,35
10-3
11-2
A6
10-2
11-1
Образец 6
43,30
10-1
A2
15,4
15,5 15,6
15,7
15,8
15,9 16,0
16,1
16,2
h, мм
Рис. 5. Зависимости сигналов вихретокового преобразователя (Uизм) от высоты сплошных медных образцов 10 (толщи-
на t = 20,135 мм) и 11 (толщина t = 19,935 мм), а также сверхпроводящих образцов 9, 5 и 6 с толщиной t = 19,815 мм.
Точка 11-1 соответствует толщине t = 20,089 мм; 11-2 — t = 19,986; 11-3 — t = 19,986; 11-4 — t = 19,935. Измерения
на частоте 1400 Гц.
8,064
Образец 9
B1
8,062
B9
10-9
8,060
10-8
Образец 5
8,058
10-7
8,056
Образец 10
10-6
Образец 11
8,054
10-5
8,052
11-4
10-4
11-3
Образец 6
10-3
11-2
8,050
10-2
B
11-1
2
10-1
8,048
B6
15,4
15,5 15,6
15,7
15,8
15,9 16,0
16,1
16,2
h, мм
Рис. 6. Зависимости сигналов вихретокового преобразователя (Uизм) от высоты образцов, аналогичные рис. 5. Измерения
на частоте 40 Гц.
При измерении на основной частоте (40 Гц) на образцах с пропаянностью 0 % (7) и 100 %
(9), имеющих одинаковое сечение, разность сигналов измерительной обмотки ВТП составила
∆Uизм = 12 мВ (см. табл. 2 и 3) и, соответственно, изменение высоты и толщины даже в пределах
допуска (±0,1 мм) будет приводить к погрешности определения пропаянности на ±23 %, что недо-
пустимо много.
Таким образом, приведенные данные еще раз указывают, во-первых, на необходимость учета
сечения тестируемых соединений при контроле качества их пайки и, во-вторых, на определенную
сложность решения этой задачи из-за существенной разницы влияния высоты и толщины контро-
лируемых соединений на сигналы вихретокового преобразователя.
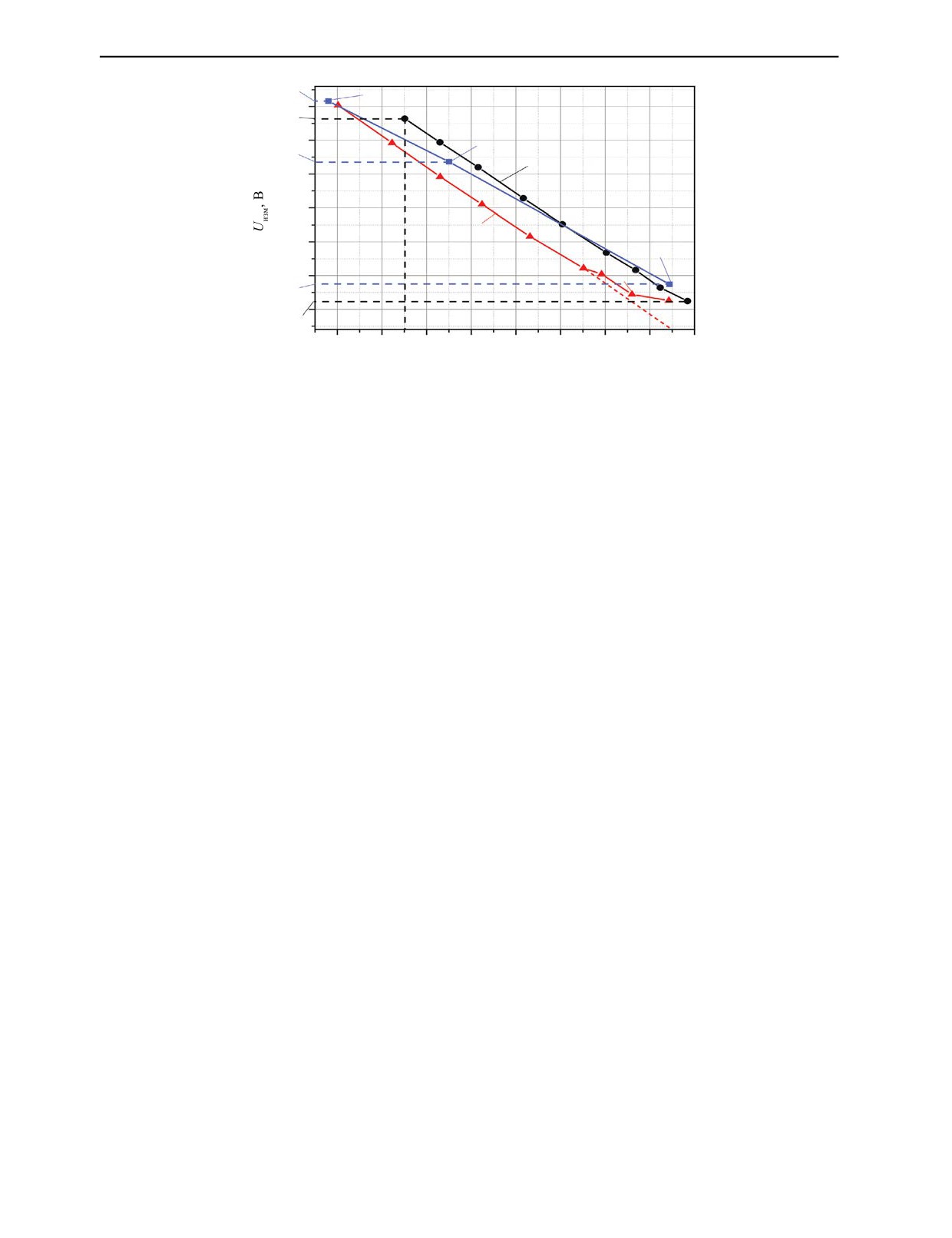
На рис. 7 приведены зависимости сигналов измерительной обмотки ВТП (Uизм) от поперечного
сечения (S) медных сплошных образцов 10 и 11, а также сверхпроводящих образцов 9, 5 и 6, полу-
ченные при измерении на частоте 1400 Гц. Видно, что для образцов 10 и 11 зависимости Uизм(S)
представляют собой прямые, практически параллельные друг другу. Наклон прямой, проходящей
через точки, соответствующие образцам 5, 6 и 9, несколько отличается от наклона прямых образ-
цов 10 и 11. По-видимому, это связано с тем, что образцы 10 и 11 были изготовлены из цельного
куска меди, а образцы 5, 6 и 9 — из составных частей с включением сверхпроводников.
Рассмотрим, каким образом можно решить поставленную задачу учета площади поперечного
сечения соединений. Как было показано выше, на частоте 1400 Гц сигналы вихретокового преобра-
Дефектоскопия
№ 9
2019
26
Л.Х. Коган, А.Н. Сташков, А.П. Ничипурук
A9
Образец 9
43,60
10-9
A1
43,55
10-8
Образец 5
A
к
10-7
Образец 10
43,50
10-6
43,45
10-5
Образец 11
43,40
10-4
Образец 6
11-4
11-3
10-3
43,35
11-2
A6
10-2
10-1
43,30
11-1
A
2
306
308
310
312
314
316
318
320
322
S, мм2
Рис. 7. Зависимости сигналов вихретокового преобразователя (Uизм) от площади поперечного сечения сплошных мед-
ных образцов 10 (t = 20,135 мм) и 11 (t = 19,935 мм), а также сверхпроводящих образцов 9, 5 и 6 (t = 19,815 мм). Точка
11-1 соответствует толщине t = 20,089 мм, 11-2 — t = 19,986, 11-3 — t = 19,986, 11-4 — t = 19,935. Измерения на
частоте 1400 Гц.
зователя зависят только от поперечного сечения образцов и не зависят от степени их пропаянности.
Таким образом, можно считать, что сплошные медные образцы являются аналогами сверхпрово-
дящих образцов с пропаянностью 100 %.
Пусть возможно изменение высоты контролируемых соединений, имеющих номинальную
толщину t = 20,135 мм (образец 10), от 15,977 (точка 10-1 на рис. 7) до 15,348 мм (точка 10-9),
то есть ∆h = 0,63 мм. При этом разность напряжений измерительной обмотки ВТП составит
∆А = А10-9 - А10-1 = 43,582 В - 43,312 В = 270 мВ, а на частоте 40 Гц аналогичная разность составит
∆В = В10-9 - В10-1 = 8,062 В - 8,049 В = 13,0 мВ (см. рис. 5 и 6).
По результатам этих измерений можно рассчитать коэффициент С = ∆В/∆А = 13/270 мВ = 0,048,
позволяющий учитывать влияние сечения контролируемого соединения при измерении на основ-
ной частоте 40 Гц.
При измерении на сверхпроводящих образцах 9 и 6, имеющих одинаковую толщину (19,815 мм)
и разницу в высоте, равную ∆h = 16,194 мм - 15,423 мм = 0,77 мм, получаются аналогичные резуль-
таты:
∆А = А9 - А6 = 43,608 В - 43,337 В = 271 мВ при измерении на f = 1400 Гц;
∆В = В9 - В6 = 8,061 В - 8,048 В = 13,0 мВ — на f = 40 Гц (см. рис. 5 и 6);
С = ∆В/∆А = 13/271 мВ = 0,048.
Пусть контролируемое соединение имеет такое же сечение, как у образца 5 (S = 311,01 мм2), и
пропаянность 100 % (см. рис. 7). На частоте 1400 Гц сигнал вихретокового преобразователя будет
равен Ак = 43,518 В. Вычислим результат, равный разности показаний при измерении на образце 9
(толщина 19,815 мм) с минимально возможной высотой соединения 15,423 мм и контролируемом
соединении (Ак) при измерении на f = 1400 Гц Х1 = А9 - Ак = 43,608 В - 43,518 В = 90 мВ.
Вычислим величину, равную Х1 ∙С = 90 мВ ∙ 0,048 = 4,32 мВ, которая позволит учесть величину
сечения контролируемого соединения при измерении на основной частоте 40 Гц.
При измерении на частоте 40 Гц за счет большего сечения (311,01 мм2), чем у образца 9
(305,61 мм2), сигнал вихретокового преобразователя при измерении на контролируемом соеди-
нении будет на 4,32 мВ меньше, чем при измерении на образце 9
Х2 = 8061мВ - 4,32 мВ = 8056,7 мВ.
По формуле Х = Х2 + Х1 ∙ С (где Х2 — сигнал вихретокового преобразователя при измерении на
образце 9, полученный на f = 40 Гц) вычисляем величину сигнала ВТП, позволяющего определить
пропаянность этого соединения с учетом его сечения: Х = 8056,7 мВ + 4,32 мВ = 8061 мВ, то есть
у этого соединения при его сечении, отличающемся от сечения калибровочных образцов 7 (0 %)
и 9 (100 %), пропаянность равна 100 %, что и требовалось показать. При этом, поскольку на ча-
стоте 40 Гц разность показаний, полученная при измерении на образцах 7 (0 % пропаянности) и 9
(100 % пропаянности), равна 12 мВ, погрешность определения пропаянности на рассмотренном
Дефектоскопия
№ 9
2019
Вихретоковый контроль качества пайки сверхпроводящих токоведущих соединений...
27
соединении из-за его большего сечения составляет 38,4 % и может достигать 100 % при его сече-
нии, как и у образца 6 (320,88 мм2).
Таким образом, предложенная двухчастотная вихретоковая методика контроля заключается
в следующем: проводят измерения на высокой частоте (f = 1400 Гц), на которой показания вихре-
токового устройства зависят только от внешнего сечения медного стабилизатора и не зависят от
степени пропаянности сверхпроводящих кабелей между собой; проводят измерения на основной
частоте (f = 40 Гц), на которой показания вихретокового устройства зависят как от пропаянно-
сти сверхпроводящих кабелей между собой, так и от внешнего сечения медного стабилизатора;
рассчитывают степень пропаянности соединения исходя из результатов измерения на двух часто-
тах — высокой и основной.
Для осуществления предлагаемой методики контроля на этапе настройки необходимо исполь-
зовать 3 образца соединений:
два образца с пропаянностью 100 %, имеющих номинальную толщину, рекомендованную заво-
дом-изготовителем (20 мм), у одного из которых высота имеет минимально возможное (при данной
технологии пайки) значение, у другого — номинальное ∆h ≈ 0,5-0,6 мм;
образец с пропаянностью 0 % с номинальной толщиной и минимально возможной высотой.
Настройка аппаратуры производится следующим образом: сначала определяется разность по-
казаний вихретокового устройства ∆А = А1 - А2 при измерении на описанных выше образцах с про-
паянностью 100 % на высокой частоте, затем на этих же образцах проводят измерения на основной
частоте и определяется разность показаний ∆В = В1 - В2, вычисляется коэффициент С = ∆В/∆А,
далее проводятся измерения на основной частоте на образцах с пропаянностью 0 и 100 %, имею-
щих номинальную толщину и минимально возможную высоту. Разность полученных значений со-
ответствует изменению пропаянности от 0 до 100 %. На этом операция настройки заканчивается.
Процедура определения пропаянности контролируемого соединения заключается в следующем:
1) проводят измерения на высокой частоте и определяют результат, равный разности показаний
при измерении на образце 100 % пропаянности с номинальной толщиной и минимально возмож-
ной высотой соединения (А1) и на контролируемом соединении (Ак) Х1 = А1 - Ак;
2) проводят измерения на основной частоте и получают результат Х2;
3) вычисляют результат, полученный при измерении на контролируемом соединении Х, соот-
ветствующий его пропаянности с учетом площади его поперечного сечения: Х = Х2 + Х1 ∙ С.
ВЫВОДЫ
1. Погрешность определения качества пайки сверхпроводящих токоведущих соединений элек-
тромагнитов за счет изменения их сечения, неизбежно получающегося в результате их изготовле-
ния и технологии пайки, при использовании одночастотной методики контроля может достигать
100 %.
2. Разработана двухчастотная вихретоковая методика контроля качества пайки сверхпроводя-
щих токоведущих соединений электромагнитов с использованием П-образного вихретокового пре-
образователя, позволяющая выявлять дефекты пайки при существенных вариациях сечений мед-
ного стабилизатора таких соединений.
3. Показано, что разработанная методика позволяет учитывать влияние изменения сечения мед-
ного стабилизатора на результаты контроля как за счет изменения его высоты и толщины, так и
других факторов, влияющих на величину его сечения (неправильная прямоугольная форма и на-
личие на поверхности соединения некоторого количества припоя).
Работа выполнена в рамках государственного задания ФАНО России (тема «Диагностика»,
№ г.р. АААА-А18-118020690196-3).
СПИСОК ЛИТЕРАТУРЫ
1. Розенфельд Е.В., Ничипурук А.П., Коган Л.Х., Худяков Б.А. Вихретоковый контроль качества пай-
ки токоведущих соединений электрических машин. I. Общие принципы // Дефектоскопия. 2010. № 4.
С. 58—71.
2. Коган Л.Х., Ничипурук А.П., Розенфельд Е.В., Худяков Б.А. Вихретоковый контроль качества пай-
ки соединений токоведущих соединений электрических машин. II. Эксперимент // Дефектоскопия.
2010. № 4. С. 72—82.
3. Kogan L., Nichipuruk A., Savary F., Principe R., Datskov V., Rozenfel’d E., Khudjakov B. Eddy Current
Quality of Soldered Current-Carrying Bas-Bar Splices of Superconducting Magnets // Insight. 2015. V. 57.
№ 12, p. 697 (6 pp.).
Дефектоскопия
№ 9
2019
28
Л.Х. Коган, А.Н. Сташков, А.П. Ничипурук
4. Kogan L. Kh., Stashkov A.N., Nichipuruk A.P. Improving the Reliability of Eddy-Current Quality
Control of Soldering in Current-Carrying Copper Joints and Expanding the Nomenclature of Inspected
Joints in Engergy Equipment // Russian Journal of Nondestructive testing. 2018. V. 54. No. 11. P. 784—791.
[Коган Л.Х., Сташков А.Н., Ничипурук А.П. Повышение достоверности вихретокового контроля каче-
ства пайки токоведущих медных соединений и расширение номенклатуры контролируемых соединений
в энергетическом оборудовании // Дефектоскопия. 2018. № 11. С. 43—48.]
5. Sasi B., Rao B.P. Dual-frequency Eddy Current Non-destructive Detection of Fatigue Cracks in
Compressor Discs of Aero Engines // Defence Science Journal. 2004. V. 54. P. 563—570.
6. Yin W., Peyton A.J. Thickness measurement of non magnetic plates using multi frequency eddy current
sensors // NDT&E Int. 2007. V. 40. P. 43—48.
7. Malikov V.N., Dmitriev S.F.. Research of Conductive Materials by Multifrequency Measuring System
on the Basis of Eddy Current Transducers // IOP Conference Series: Materials Science and Engineering. 2017.
V. 189. No. 1. P. 1—5.
8. Реутов Ю.Я. Обнаружители намагниченных предметов (теория и практика индукционного обна-
ружения). Екатеринбург, 2018. 336 с.
9.
[19935] Способ неразрушающего контроля качества пайки токоведущих соединений, патент
№ 2567736. Л.Х. Коган, А.П. Ничипурук, Е.В. Розенфельд, Б.А. Худяков. 20.12.2015. Бюл. № 35 (2015).
10. Дорофеев А.Л. Электроиндуктивная дефектоскопия. М.: Машиностроение, 1967. 231 с.
Дефектоскопия
№ 9
2019