УДК 620.179.163, 624.155.15
ВЫБОР ОПТИМАЛЬНЫХ ПАРАМЕТРОВ УЛЬТРАЗВУКОВОГО ТЕНЕВОГО
БЕСКОНТАКТНОГО СПОСОБА КОНТРОЛЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ
КОМПОЗИТНЫХ МАТЕРИАЛОВ
© 2020 г. В.К. Качанов1,*, И.В. Соколов1, М.А. Караваев1, Р.В. Концов1
1Национальный исследовательский университет «МЭИ», Россия 111250 Москва, ул. Красноказарменная, 14
*E-mail: kachanovvk@mail.ru
Поступила в редакцию 18.08.2020; после доработки 07.09.2020
Принята к публикации 08.09.2020
Показано, что для повышения чувствительности ультразвукового (УЗ) бесконтактного теневого контроля изделий
из полимерных композиционных материалов (ПКМ) необходимо наряду с известными методами (увеличением ампли-
туды зондирующего сигнала, использованием радиотехнических методов обработки сигналов, использованием высоко-
чувствительных электроакустических преобразователей) оптимизировать параметры бесконтактного контроля. Опреде-
лены критерии выбора протяженности воздушных промежутков между излучающим преобразователем и объектом
контроля и между объектом контроля и приемным преобразователем, а также определены критерии выбора длитель-
ности зондирующих сигналов. Предложены методы повышения надежности контроля краевых областей изделий из
ПКМ с небольшой толщиной. Приведены результаты автоматического бесконтактного сканирования изделий из ПКМ в
теневом режиме с помощью адаптивного измерительного комплекса, позволяющего адаптировать параметры контроля
для каждого нового контролируемого изделия.
Ключевые слова: ультразвуковой бесконтактный теневой контроль, композиционные материалы, протяженность
воздушного промежутка, длительность импульса, стробирование сигналов.
DOI: 10.31857/S0130308220100061
ВВЕДЕНИЕ
Ультразвуковой неразрушающий контроль (НК) большинства изделий осуществляется кон-
тактным способом, однако в ряде случаев непосредственный механический контакт электроаку-
стического преобразователя (ЭАП) с объектом контроля (ОК) не допускается по технологическим
соображениям. В этом случае используют бесконтактный контроль, при котором УЗ сигнал вво-
дится в ОК с помощью излучающего преобразователя (ИП) через воздушный промежуток, а
информационный сигнал поступает на приемный преобразователь (ПП) также через воздух.
Бесконтактный УЗ контроль имеет очевидные преимущества: кроме решения проблемы механиче-
ского контакта он позволяет производить сканирование изделий со сложной конфигурацией
поверхности, что дает возможность использовать его в автоматизированных сканирующих систе-
мах с целью повышения производительности НК.
Однако этому способу присущ ряд недостатков, основным из которых является низкая чув-
ствительность [1, 2], обусловленная рядом причин. Во-первых, при контроле через воздушный
промежуток в изделие поступает только малая часть УЗ зондирующего сигнала из-за большой
разницы акустических сопротивлений на границах ЭАП — воздушная среда и воздушная среда
— ОК. Коэффициент отражения УЗ сигнала по энергии на границе двух сред с акустическим
сопротивлениями Z1 и Z2 определяется известной формулой R = (Z1-Z2)2/(Z1+Z2)2. Так как акусти-
ческое сопротивление для воздуха Zв = 420 кг/(м2с), а для оргстекла Zорг = 3,1·106 кг/(м2с), то на
границе сред воздух—оргстекло коэффициент отражения по энергии составляет R ≈ 0,9995, т.е.
менее 0,1 % энергии проходит через границу сред и поступает в изделие. В результате, чувстви-
тельность УЗ бесконтактного контроля в сотни раз меньше по сравнению с иммерсионным спо-
собом контроля [3, 4]. Кроме того, на чувствительность бесконтактного контроля влияет ослабле-
ние сигнала в материале контролируемого изделия и в воздухе.
УЗ бесконтактный способ активно используется при контроле изделий из ПКМ, используемых
в авиационной промышленности и представляющих собой многослойные конструкции толщиной
в несколько сантиметров. В ПКМ велико частотно-зависимое затухание ультразвука, из-за чего
контроль осуществляется на частотах до 500 кГц [3—7], а при контроле изделий с несколькими
сотовыми слоями используют УЗ сигналы с частотами ниже 150 кГц. На таких низких частотах
длина УЗ волны в композитном материале соизмерима с толщиной ОК, поэтому такие изделия с
помощью эхоимпульсного способа не контролируются, а используется более чувствительный
теневой способ.
Выбор оптимальных параметров ультразвукового теневого бесконтактного способа...
61
Наличие дефекта в изделии при теневом контроле определяется по изменению амплитуды про-
шедшего через ОК сигнала: при относительно большом размере дефекта он полностью перекрывает
акустическое поле и на приемном преобразователе сигнал отсутствует; при небольшом размере
дефекта амплитуда пришедшего на ПП сигнала уменьшается незначительно. Получить же информа-
цию о реальном размере дефекта позволяет двухмерная томограмма изделия (С-скан), построенная
по результатам сканирования парой датчиков ИП—ПП вдоль поверхности контролируемого ОК.
Однако и теневому способу контроля изделий из ПКМ присущи проблемы, среди которых
основными являются проблема чувствительности и проблема точности измерения дефекта. Для
повышения чувствительности используют разнообразные методы. Во-первых, повышают ампли-
туду зондирующего сигнала. Однако этот путь имеет естественные ограничения, определяемые
свойствами пьезокерамики и выходным каскадом генератора зондирующих сигналов [1].
Во-вторых, используют известные из радиолокации сложно-модулированные зондирующие сигна-
лы с последующей их оптимальной обработкой с целью выделения информационного сигнала из
шумов и помех [8,9]. Этот метод имеет большие перспективы, однако он существенно усложняет
аппаратуру. В-третьих, стараются использовать высокочувствительные ЭАП. Однако, как это
отмечается в [1], достаточно сложно создать УЗ низкочастотный широкополосный ЭАП, эффек-
тивно излучающий сигнал в воздушную среду.
Различные варианты решения проблемы чувствительности бесконтактных преобразователей
отражены в многочисленных публикациях [4, 5, 10—15], в том числе в наших работах [16—18].
Наиболее эффективными являются преобразователи на изгибных колебаниях [1, 14], которые хоро-
шо согласуются с воздушной средой (их акустическое сопротивление заметно ниже сопротивлений
пьезоэлектрических преобразователей). Однако недостатком изгибных ЭАП является тот факт, что
они работают на частотах не выше 60 кГц. Используются также электростатические (конденсатор-
ные) преобразователи, но их свойства сильно зависят от температуры окружающей среды, влаж-
ности, загрязненности и т.п., что ограничивает их применение в производственных условиях и на
открытом воздухе [14, 16]. В результате большинство используемых в настоящее время бесконтакт-
ных ЭАП представляют собой пьезоэлектрические преобразователи с согласующими слоями. У
таких преобразователей полоса пропускания Δf расширяется за счет механического демпфирования
пьезоэлементов, что приводит к снижению чувствительности ЭАП. В результате на частотах
f0 < 200—300 кГц относительная полоса пропускания бесконтактных ЭАП не превышает Δf/f0 ≈
≈ 30—40 %, а протяженность излучаемых в воздух импульсов tи = nТ0 составляет не менее 5 пери-
одов несущей частоты (где Т0 — период колебаний; n — число периодов в импульсе).
Другая проблема теневого контроля заключается в недостаточной точности измерения дефек-
тов. Эта проблема возникает в том числе из-за того, что не всегда обеспечиваются оптимальные
параметры схемы теневого контроля. В частности, при контроле краевых областей на точность
измерения влияет выбор протяженности воздушных промежутков между ИП и ОК, а также между
ОК и ПП. При автоматизированном контроле изделий на качество контроля влияет длительность
стробирующего импульса. Таким образом, целью настоящей статьи является определение опти-
мальных параметров схемы ультразвукового теневого бесконтактного контроля изделий из ПКМ с
небольшой толщиной.
ОПРЕДЕЛЕНИЕ ПРОТЯЖЕННОСТИ ВОЗДУШНОГО ПРОМЕЖУТКА
МЕЖДУ ПРЕОБРАЗОВАТЕЛЯМИ И ОК
Качество бесконтактного контроля во многом зависит от правильного выбора расстояний от ИП
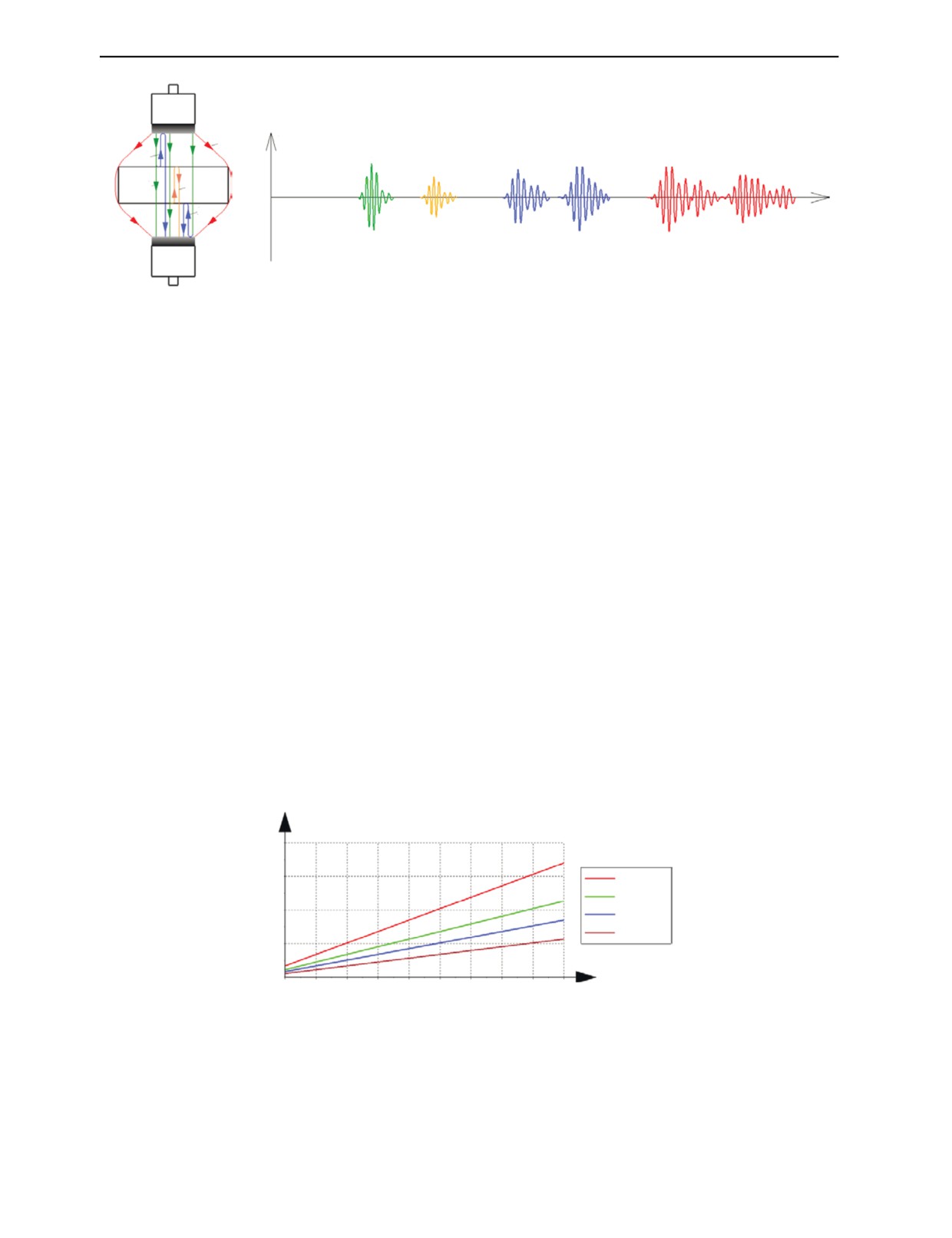
до ОК и от ОК до ПП. На рис. 1а показаны пути прохождения УЗ сигналов при теневом бесконтакт-
ном способе контроля [19, 20], а на рис.1б — упрόщенное представление пришедших на ПП УЗ
сигналов, среди которых 1 — информативный сквозной сигнал, напрямую проходящий от ИП к ПП
через ОК и через два воздушных промежутка; 2 — сигнал, поступивший на ПП после однократно-
го переотражения внутри ОК; 3 — сигнал, пришедший на ПП после однократного переотражения
в воздушном промежутке между ИП и ОК; 4 — сигнал, пришедший на ПП после однократного
переотражения в воздушном промежутке между ОК и ПП. В том случае, когда ИП и ПП располо-
жены недалеко от края изделия, возможен еще сигнал 5, огибающий край ОК по воздуху.
На упрόщенной схеме на рис. 1а ИП и ПП расположены на достаточно большом расстоянии от
ОК, поэтому сигналы 1—5 легко разрешаются. Однако в зависимости от длительности импульса, от
протяженности воздушных промежутков и от толщины ОК сигналы 2, 3, 4 могут накладываться на
сигнал 1 и искажать его. Так, например, если ИП и ПП расположены на одинаковом расстоянии от
ОК, то может происходить сложение переотраженных сигналов 3 и 4. А если уменьшать протяжен-
Дефектоскопия
№ 10
2020
62
В.К. Качанов, И.В. Соколов, М.А. Караваев, Р.В. Концов
а
б
ИП
U
5
3
1
2
3
4
5
ОК
1
2
4
t
ПП
Рис. 1. Сигналы при УЗ бесконтактном теневом контроле:
а — схема распространения сигналов; б — расположение сигналов во временной области.
ность воздушных промежутков, то сигналы 3 и 4 могут накладываться на сигнал 1, в результате чего
их суммарная амплитуда может превышать амплитуду сигнала 1, что приведет к ложным результа-
там. Таким образом, становится очевидной задача определения оптимальной длительности импульса
и оптимальных расстояний от ИП до ОК и от ПП до ОК для каждого нового изделия с целью обе-
спечения максимальной чувствительности контроля и получения однозначных результатов.
В общем случае для уменьшения ослабления УЗ сигналов в воздухе необходимо снижать про-
тяженность воздушных промежутков, однако при этом нужно не допускать наложения переотра-
женных сигналов на сквозной сигнал. Для этого следует располагать ИП и ПП на расстоянии от
ОК dв, не превышающем минимально допустимое расстояние dв min [16]. Однократно переотражен-
ный сигнал 3 прежде чем «попасть» в изделие «задерживается» в воздухе (по сравнению с сигна-
лом 1) на время 2dв/Cв, где Cв — скорость ультразвука в воздухе. УЗ импульс длительностью
tи = nТ0 имеет протяженность dи= Cв·tи. Очевидно, что сигнал 3 не будет накладываться на сигнал
1 при 2dв ≥ dи. Отсюда находится минимальное расстояние между ИП и ОК: dв min = dи/2 = Cв·tи/2 =
= n·λв/2, где λв — длина УЗ волны.
Для того, чтобы сигналы 2—5 не накладывались на сигнал 1, необходимо определять оптималь-
ную длительность зондирующего сигнала. На рис. 2 показаны зависимости минимального расстоя-
ния dв min между преобразователем и ОК от длительности импульса (от ширины спектра сигнала) для
разных частот (50, 75, 100 и 150 кГц). Из графика видно, что минимальное расстояние dв min умень-
шается с уменьшением длительности импульса tи (с увеличением ширины спектра сигнала Δf ~ 1/tи,
которая зависит, как правило, от полосы пропускания используемых ЭАП) и с увеличением частоты
сигнала. На самой низкой частоте f0 = 50 кГц при относительно узкополосном сигнале длительно-
стью tи = 10Т0 минимальное расстояние dв min = 34 мм. Такое расстояние почти не приводит к умень-
шению амплитуды сигнала из-за затухания ультразвука в воздухе на частоте 50 кГц.
dв min, мм
40
30
50 кГц
75 кГц
20
100 кГц
150 кГц
10
0
1
2
3
4
5
6
7
8
9
10 n
Рис. 2. Зависимость минимального расстояния dв min от числа периодов сигнала n для разных частот.
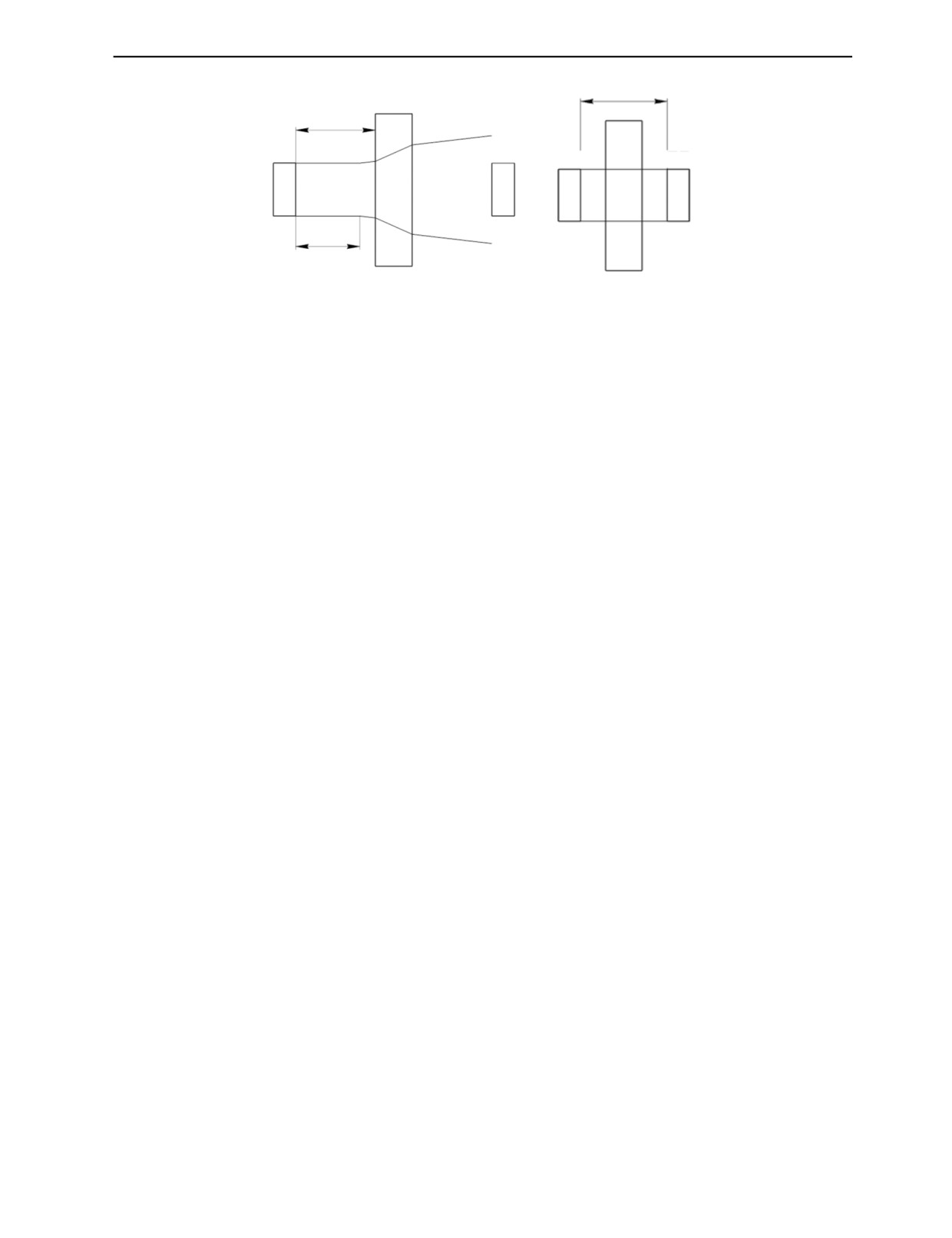
При выборе протяженности воздушного промежутка необходимо также учитывать простран-
ственные характеристики УЗ луча. Как известно, УЗ луч имеет поршневой характер распростра-
нения в пределах ближней зоны преобразователя rбл и расширяется в дальней зоне. Поэтому, если
ОК расположен в дальней зоне ИП (рис. 3а), то это приводит к расширению вводимого в изделий
Дефектоскопия
№ 10
2020
Выбор оптимальных параметров ультразвукового теневого бесконтактного способа...
63
а
б
r
бл
dв min
ОК
ОК
ИП
ПП
ИП
ПП
rбл
Рис. 3. Расположение ОК относительно ИП:
а — ОК расположен в дальней зоне; б — ОК и ПП расположены в ближней зоне.
УЗ луча, что уменьшает долю энергии, попадающей на ПП по сравнению со случаем, когда объект
контроля располагается в ближней зоне ИП (рис. 3б). Таким образом, для получения максималь-
ной чувствительности желательно располагать ОК на расстоянии от ИП, не превышающем про-
тяженности ближней зоны ИП: dв min ≤ rбл.
Протяженность ближней зоны круглого преобразователя составляет rбл = S/πλ = (a/2)2/λ, где
S — площадь, а — диаметр ЭАП [1]. Для ЭАП с апертурой а = 30 мм и частотой f0 = 100 кГц
протяженность ближней зоны в воздухе составляет rбл = 66 мм. Это означает, что для сигнала
длительностью tи = 10Т0 условие dв min ≤ rбл выполняется, т.к. dв min = 17 мм. С уменьшением апер-
туры ЭАП протяженность ближней зоны уменьшается. Так, для преобразователя с частотой
f0 = 100 кГц ближняя зона уменьшается до rбл = 30 мм при уменьшении апертуры до 20 мм,
однако при этом она превышает величину dв min = 17 мм для сигнала длительностью 10 периодов.
Протяженность ближней зоны rбл в воздухе становится меньше dв min при снижении частоты.
При f0 = 50 кГц и апертуре a = 30 мм протяженность ближней зоны составляет rбл = 33 мм и тем
самым она становится меньше, чем расстояние dв min = 34 мм для сигнала длительностью 10 пери-
одов. В результате при расположении ЭАП на минимально допустимом расстоянии dв min от объ-
екта контроля последний оказывается в дальней зоне и УЗ луч начинает расходиться до его ввода
в ОК. Это приводит к снижению чувствительности и увеличению минимального размера выявля-
емого дефекта.
Из этого следует, что для каждого конкретного случая (для каждого изделия) следует опреде-
лять оптимальные параметры схемы контроля: исходя из величины затухания УЗ сигнала в изде-
лии следует выбирать частоту зондирующего сигнала, а по выбранной частоте использовать (раз-
рабатывать) преобразователи с соответствующими характеристиками (средней частотой f0, шири-
ной полосы пропускания Δf и апертурой а). Ширина полосы пропускания разработанного ЭАП
будет определять ширину спектра зондирующего импульса (его минимальную длительность tи min),
а его апертура будет в том числе определять ближнюю зону ЭАП, которая должна быть больше
минимального расстояния dв min. При этом нужно учитывать, что на выбор параметров УЗ бескон-
тактного контроля влияет большое число взаимозависимых факторов. Так, например, условие
расположения ОК в ближней зоне ЭАП удовлетворительно выполняется при использовании сиг-
налов со средней частотой f0 ≥ 100 кГц, а при снижении рабочей частоты ниже 100 кГц (что необ-
ходимо для уменьшения затухания УЗ сигнала в ОК) для выполнения условия dв min ≤ rбл нужно
уменьшать длительность сигнала, которая, в свою очередь, зависит от полосы пропускания преоб-
разователей. При этом величина ближней зоны зависит также от апертуры ЭАП.
Очевидно, что предусмотреть влияние всех этих факторов для каждого конкретного изделия
достаточно сложно, поэтому одним из путей решения такой многофакторной проблемы определе-
ния оптимальных параметров схемы бесконтактного теневого контроля изделий является разра-
ботка адаптивных методов и устройств, с помощью которых возможно в процессе НК изменять
параметры зондирующего сигнала (f0, tи), а также протяженность воздушных промежутков dв с
целью получения достоверных результатов контроля.
ОСОБЕННОСТИ УЗ БЕСКОНТАКТНОГО ТЕНЕВОГО КОНТРОЛЯ НА КРАЯХ ИЗДЕЛИЙ
В том случае, когда ИП и ПП находятся вблизи края контролируемого изделия, возникает путь
прохождения сигнала 5, огибающего ОК по воздуху (см. рис.1). Аналогичная задача наблюдается
Дефектоскопия
№ 10
2020
64
В.К. Качанов, И.В. Соколов, М.А. Караваев, Р.В. Концов
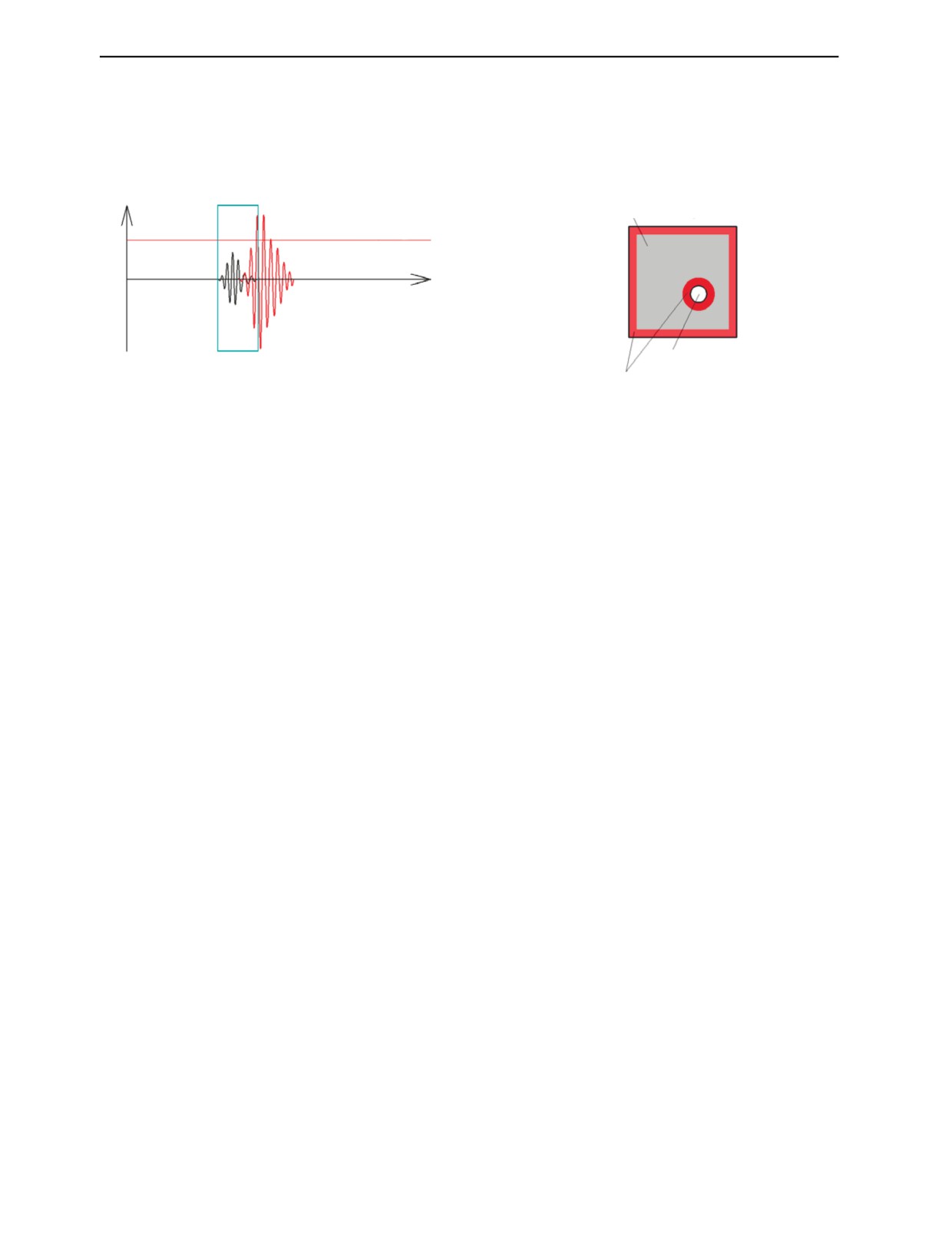
при приближении преобразователей к сквозным отверстиям. В обоих случаях при контроле изде-
лий небольшой толщины на низких частотах (f0 < 150 кГц) возникает ситуация, когда огибающий
по воздуху сигнал 5 начинает накладываться на сквозной сигнал 1 (рис. 4). В результате происхо-
дит искажение результатов контроля на краях ОК, а в некоторых случаях возможна ситуация, при
которой края изделия (рис. 5) достоверно не контролируются.
U
Контролируемая область ОК
Порог
t
Временной
строб
Отверстие
Неконтролируемые области ОК
Рис. 4. Сквозной сигнал и сигнал, огибающий край ОК
Рис. 5. Области ОК небольшой толщины, не контроли-
по воздуху.
руемые теневым методом.
Для того, чтобы уменьшить ширину неконтролируемой области возможно ограничить ампли-
туду огибающего по воздуху сигнала с помощью порогового напряжения (см. рис. 4). Более эффек-
тивным методом является стробирование — выделение сквозного сигнала 1 и удаление сигнал 5,
огибающего ОК по воздуху, с помощью строба, длительность которого равняется длительности
сквозного сигнала [20]. Однако при контроле изделий небольшой толщины на низких частотах
применение порога и стробирования не обеспечивает контроля всей площади краевых зон изде-
лия. Для повышения точности результатов контроля краевых зон необходимо оптимизировать
параметры контроля.
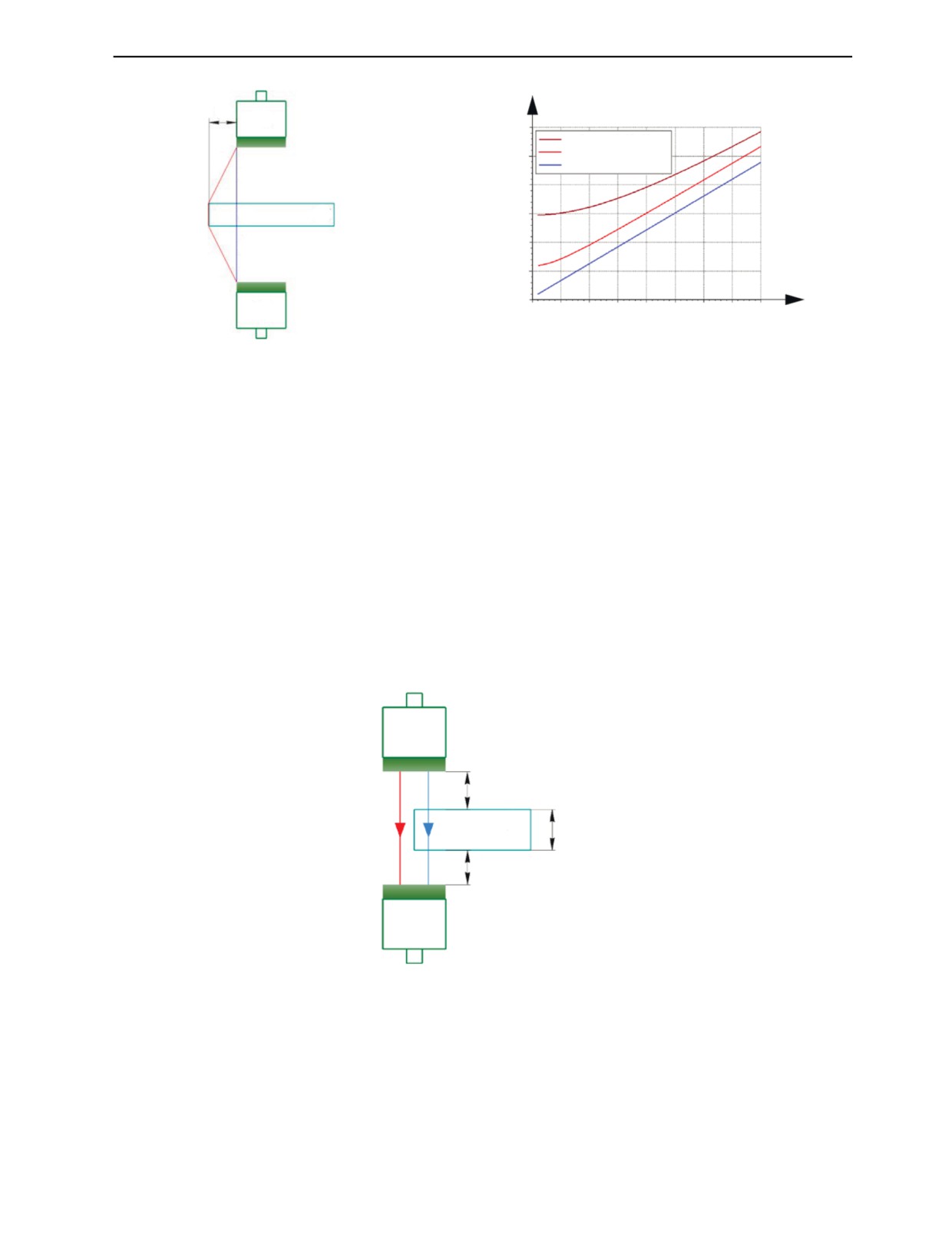
Действительно, для уменьшения неконтролируемой области необходимо или уменьшить дли-
тельность сквозного сигнала 1, или увеличить разницу времени регистрации tр = t5 - t1 приемным
преобразователем сигналов 1 и 5, показанных на рис. 1. Для увеличения разницы времени реги-
страции tр следует уменьшить расстояние d2 между преобразователями и ОК (рис. 6). При умень-
шении d2 уменьшается и расстояние d1 от преобразователей до края ОК, но это уменьшение менее
значительно. Поэтому при уменьшении d2 происходит увеличение отношения d1/d2, что как раз и
приводит к увеличению разницы времени регистрации сигналов 5 и 1 на ПП.
Время, за которое сигнал 5, огибающий ОК по воздуху, приходит на ПП при одинаковом рас-
стоянии от ИП до ОК и от ПП до ОК, составляет t5 = (2·d1 + d3)/Cв. Сквозной сигнал 1 приходит
на ПП за время t1 = 2·d2/Cв + d3/СОК, где СОК — скорость ультразвука в материале ОК. Разница
времени регистрации tр = t5 - t1 зависит практически от всех параметров схемы контроля d1, d2, d3,
а также от расстояния d4, определяющего удаление датчиков от края изделия.
На рис. 7 приведены зависимости времени регистрации на ПП сигналов 1 и 5 от расстояния d2.
Зависимости приведены для изделия толщиной d3 = 10 мм при скорости звука в изделии CОК =
= 2600 м/с для двух положений датчиков ИП и ПП, удаленных относительно края изделия на рас-
стояния d4, равные 20 и 5 мм (см. рис. 6). Из этой зависимости видно, что при относительно боль-
шом удалении ИП и ПП от края изделия (d4 = 20 мм) разница времени регистрации сигналов
tр = t5 - t1 увеличивается при уменьшении расстояния от d2 ≈ 20 мм до d2 ≈ 5 мм. При уменьшении
d2 менее 5 мм разрешение сигналов улучшается незначительно. При приближении ИП и ПП к краю
ОК (d4 = 5 мм) различие в расстояниях d1 и d2 уменьшается и поэтому величина d2 существенного
влияния не оказывает.
Из приведенных зависимостей также видно, что разрешение сигналов 1 и 5 зависит от длитель-
ности зондирующего импульса. При d4 = 20 мм и d2 = 10 мм длительность сквозного сигнала 1,
при которой он разрешается с сигналом по воздуху 5, составляет tи = 100 мкс, что соответствует
5 периодам на частоте 50 кГц или 10 периодам на частоте 100 кГц. При приближении преобразо-
вателей к краю ОК на расстояние d4 = 5 мм сигналы 1 и 5 разрешаются во времени только при
длительности сквозного сигнала меньшей 50 мкс, что соответствует 5 периодам сигнала на часто-
те 100 кГц и меньше 2,5 периодов на частоте 50 кГц. Из сказанного можно сделать вывод, что для
надежного контроля краевых областей изделий с небольшой толщиной и с высоким затуханием УЗ
Дефектоскопия
№ 10
2020
Выбор оптимальных параметров ультразвукового теневого бесконтактного способа...
65
t, мкс
d4
ИП
300
огибание, d4 = 20 мм
огибание, d4 = 5 мм
d1
250
сквозной
d2
200
d3
ОК
150
100
d2
d1
50
0
ПП
0
5
10
15
20
25
30
35
40
d2, мм
Рис. 7. Зависимость времени регистрации сигналов от
Рис. 6. Огибание УЗ сигналом краев ОК.
расстояния d2 при d4 = 20 мм и d4 = 5 мм.
необходимо использовать широкополосные преобразователи, обеспечивающие излучение и прием
более коротких сигналов.
Другой вывод означает, что и при оптимизации параметров УЗ бесконтактного контроля крае-
вых зон изделий проявляется многофакторная зависимость при выборе оптимальных параметров
контроля. Поэтому и в данном случае желательно осуществлять в процессе контроля адаптивное
изменение параметров сигналов и регулирование протяженностей воздушных промежутков с
целью повышения достоверности результатов контроля.
ПРОБЛЕМЫ БЕСКОНТАКТНОГО КОНТРОЛЯ ИЗДЕЛИЙ ПРИ РАСПОЛОЖЕНИИ
ПРЕОБРАЗОВАТЕЛЕЙ НАД КРАЕМ ОК И ЗА ЕГО ПРЕДЕЛАМИ
При бесконтактном теневом контроле изделий из ПКМ часто возникает ситуация, когда
преобразователи находятся одновременно и над изделием, и частично за его краем (рис. 8).
ИП
5
1
dв1
ОК
dОК
dв2
ПП
Рис. 8. Расположение преобразователей над краем ОК.
При таком расположении преобразователей на ПП поступают два прямо проходящих сигнала:
сигнал 5 проходит от ИП к ПП напрямую по воздуху; сигнал 1 попадает на ПП через ОК и
через воздушные промежутки между преобразователями и ОК. Из-за того, что скорость уль-
тразвука в твердом теле Cтв.т. больше, чем скорость Cв в воздухе, сигнал 1 приходит на ПП
раньше сигнала 5. Вместе с тем амплитуда сигнала 5 кратно превышает амплитуду сигнала 1,
который ослабевает при отражениях на границах раздела сред воздух—твердое тело и твердое
тело—воздух (рис. 9).
Дефектоскопия
№ 10
2020
66
В.К. Качанов, И.В. Соколов, М.А. Караваев, Р.В. Концов
U, В
а
U, В
б
в
U, В
Прямо прошедший сигнал
1
Прямо
1
Огибание ОК
1
прошедший
по воздуху
сигнал
0,5
0,5
0,5
0
0
0
-0,5
-0,5
-0,5
–1
-1
-1
100
200 300
400
500
600
t, мкс
100
200 300
400
500
600
t, мкс
100
200 300
400
500
600
t, мкс
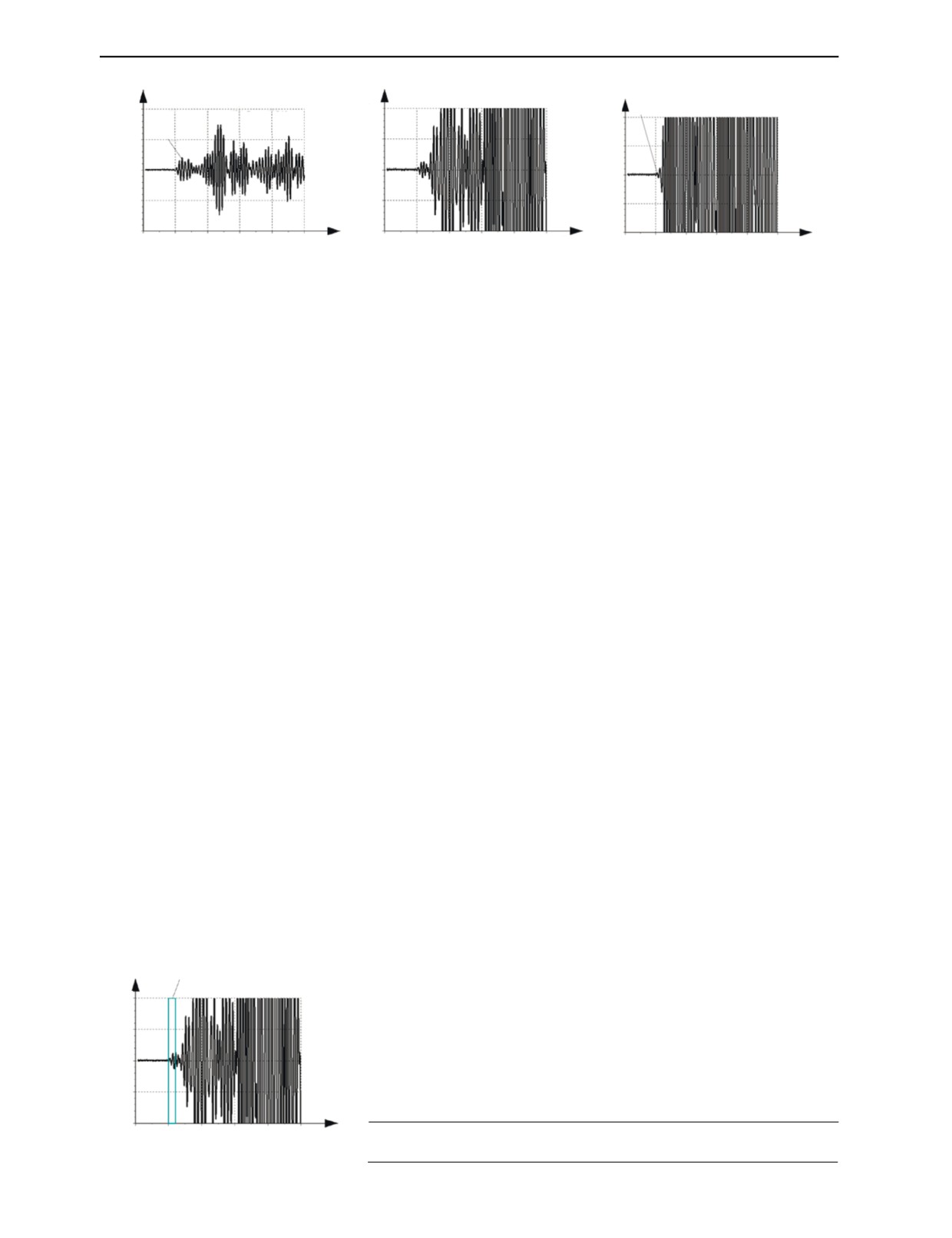
Рис. 9. Осциллограммы пришедших на ПП сигналов при различном положении ИП и ПП относительно края ОК
(толщина ОК 4,5 мм):
а — ИП и ПП расположены на некотором расстоянии до края ОК; б — ИП и ПП расположены на более близком расстоянии до края
ОК; в — ИП и ПП расположены над краем ОК.
Время поступления сигналов 1 и 5 на ПП может быть найдено по формулам: t1 = (dв1 + dв2)/Cв +
+ dок/Cок; t5 = (dв1 + dв2)/Cв + dОК/Св, где dв1 — расстояния между ИП и ОК; dв2 — расстояние между
ПП и ОК; dОК — толщина ОК. Длительность излучаемого импульса, при которой сигналы 1 и 5 не
накладываются друг на друга, определяется по формуле: tи ≤ t5 - t1 = dОК/Cв - dОК/CОК. Из этого
следует, что условием качественного обнаружения информационного сигнала 1 является необхо-
димость сокращения длительности зондирующего импульса. Толщина ОК, при которой сигналы 1
и 5 не накладываются друг на друга, определяется по формуле: dОК ≥ tиCвCОК./(CОК - Cв). При дли-
тельности сигнала 1, равной 100 мкс (10 периодов при частоте f = 100 кГц или 5 периодов при f =
= 50 кГц), минимальная толщина ОК (CОК = 2500 м/с), при которой сигнал 5 не будет накладывать-
ся на сигнал 1, составляет 40 мм. При длительности сигнала 1, равной 50 мкс (5 периодов при f
=
= 100 кГц или 2,5 периода при f = 50 кГц), минимальная толщина ОК составляет 20 мм. Из этих
расчетов становится ясно, что проблема обнаружения информационного сигнала 1 на фоне про-
ходящего через воздух сигнала 5 возрастает при снижении толщины контролируемого изделия, так
как в этом случае уменьшается разница во времени поступления сигналов 1 и 5 на ПП.
Результаты экспериментов, полученные при различном положении ИП и ПП относительно
края ОК толщиной 4,5 мм, приведены на рис. 9. В эксперименте использовались разработанные в
МЭИ мозаичные ПЭП c апертурой 33 мм и средней частотой f = 100 кГц. На рис. 9а показаны
сигналы, поступившие на ПП, для ситуации, когда ИП и ПП находятся на относительно большом
расстоянии от края ОК. В этом случае сквозной сигнал, прошедший через ОК, и сигнал, огибаю-
щий ОК по воздуху, разрешаются во времени. При приближении ИП и ПП к краю ОК эти сигналы
перестают разрешаться во времени (рис. 9б). Если ИП и ПП расположены так, что их излучающая
и приемная поверхности только частично находятся над ОК, то сквозной сигнал, прошедший через
ОК, сложно выделить на фоне сигнала, идущего напрямую по воздуху от ИП к ПП (рис. 9в), и
соответственно невозможно измерить его амплитуду.
Как это будет показано ниже, нам удалось решить эту проблему с помощью строба, захватыва-
ющего только несколько первых периодов сквозного сигнала, идущего через ОК (рис. 10). Однако
этот способ удовлетворительно работает при автоматизированном сканировании изделий с посто-
янной толщиной в том случае, когда возможно обеспечить адаптивную настройку длительности
зондирующего сигнала и протяженности строба.
Рассмотренная проблема УЗ бесконтактного контроля краевых зон наиболее сложно решается
для относительно тонких изделий. С увеличением толщины ОК разница времени регистрации
сигналов 1 и 5 (см. рис. 8) увеличивается, в результате при бόльшей толщине ОК требование к
разрешению сигналов во времени ослабляется.
Таким образом, при контроле изделий с переменной тол-
U, В
Временной строб
щиной следует использовать адаптивную аппаратуру, с помо-
1
щью которой возможно регулировать параметры схемы кон-
0,5
троля с целью надежного контроля краевых зон изделий.
Другой вывод означает, что для надежного контроля краевых
0
зон следует использовать УЗ широкополосные бесконтактные
преобразователи, позволяющие обеспечивать регулирование
-0,5
длительности зондирующих сигналов.
-1
100
200 300
400
500
600 t, мкс
Рис. 10. Использование строба, захватывающего часть сквозного сигнала.
Дефектоскопия
№ 10
2020
Выбор оптимальных параметров ультразвукового теневого бесконтактного способа...
67
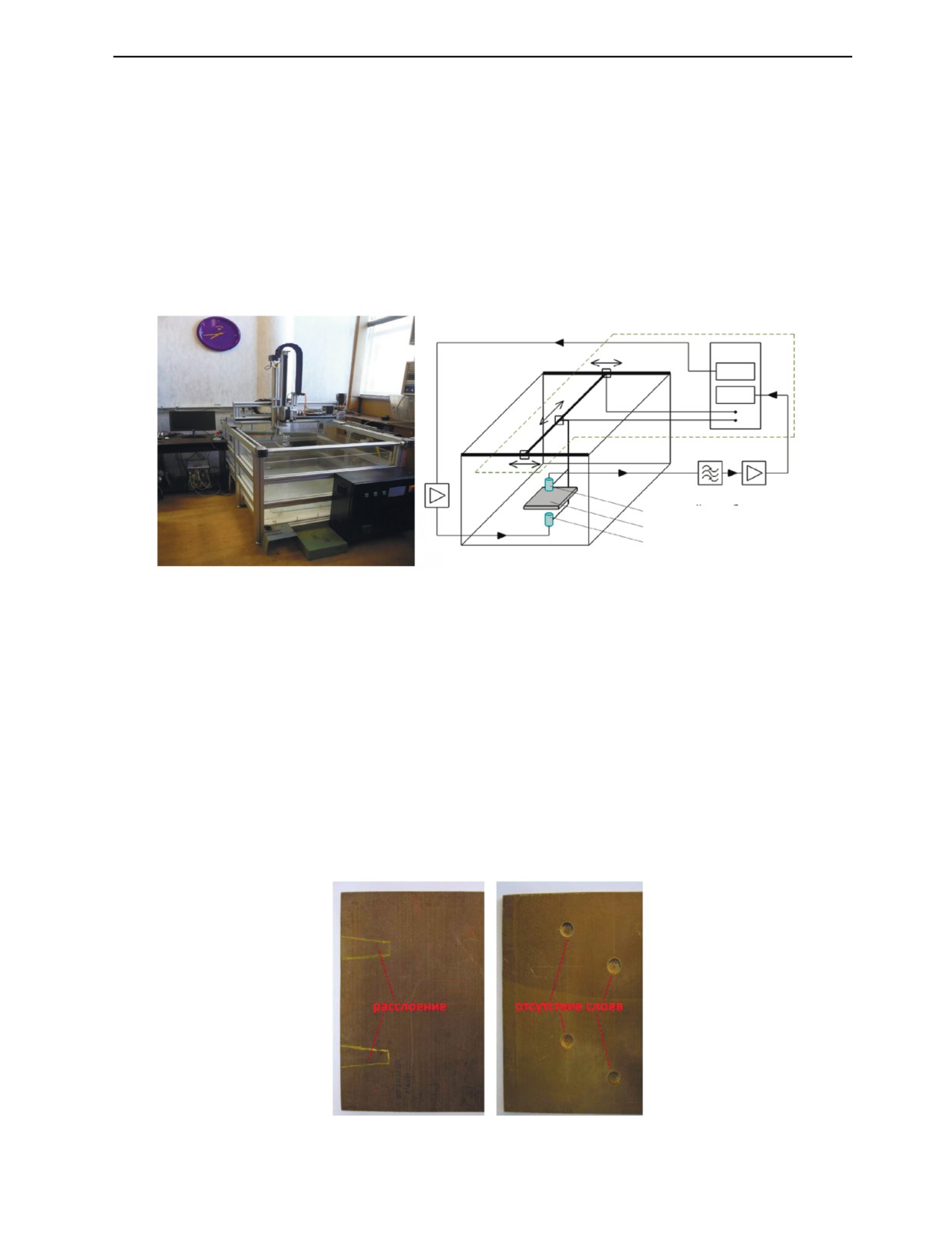
СКАНИРОВАНИЕ ИЗДЕЛИЙ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ
Для автоматического бесконтактного сканирования изделий из ПКМ нами была создана на базе
стенда TRITON 1000 фирмы TechiTest (Испания) установка (рис. 11), управляемая с помощью раз-
работанного в МЭИ адаптивного многофункционального измерительного комплекса (ИК) [21].
Адаптивный ИК формирует зондирующий сигнал, осуществляет радиотехническую обработку
(в том числе стробирование) принятых сигналов, обеспечивает построение двухмерных изображе-
ний контролируемого изделия (С-сканов), а также управляет шаговыми двигателями системы
позиционирования ИП и ПП, позволяющими в том числе изменять в процессе контроля протяжен-
ность воздушных промежутков.
а
б
Измерительный комплекс
ПЭВМ
ЦАП
АЦП
ПФ УН
УМ
Приемный преобразователь
Объект контроля
Излучающий преобразователь
Рис. 11. Фотография (а) и схема установки (б) для УЗ бесконтактного теневого сканирования.
Сканирование изделий осуществлялось с минимальным шагом 1 мм. В качестве зондирующе-
го сигнала использовался радиоимпульсный сигнал, у которого с помощью ИК обеспечивалась
адаптивная подстройка частоты f0 и длительности импульса tи.
Прошедшие через изделие сигналы подвергались накоплению с целью увеличения отношения
сигнал/белый шум. Амплитуда зондирующего сигнала составляла 40 В. В эксперименте исполь-
зовались разработанные в МЭИ бесконтактные широкополосные мозаичные преобразователи с
апертурой а = 33 мм, средней частотой f0 = 100 кГц и с относительной полосой пропускания ΔfПЭП/
f0 ≈ 35%. Расстояние между ИП, ПП и ОК изменялось в широких пределах от 35 до 70 мм.
С помощью сканирования осуществлялся контроль образца из ПКМ толщиной 6 мм с искус-
ственно созданными дефектами двух видов: дефекты типа «расслоение» шириной 18—25 мм
(рис. 12а) и круглые дефекты диаметром 20 мм, созданные путем изъятия нескольких слоев ПКМ
на противоположной стороне ОК (рис.12б).
а
б
Рис. 12. Внешний вид ОК из ПКМ:
а — передняя сторона; б — задняя сторона.
Дефектоскопия
№ 10
2020
68
В.К. Качанов, И.В. Соколов, М.А. Караваев, Р.В. Концов
а
б
50
25
0
0
25
50
75
x, мм
в
г
50
25
0
0
25
50
75
x, мм
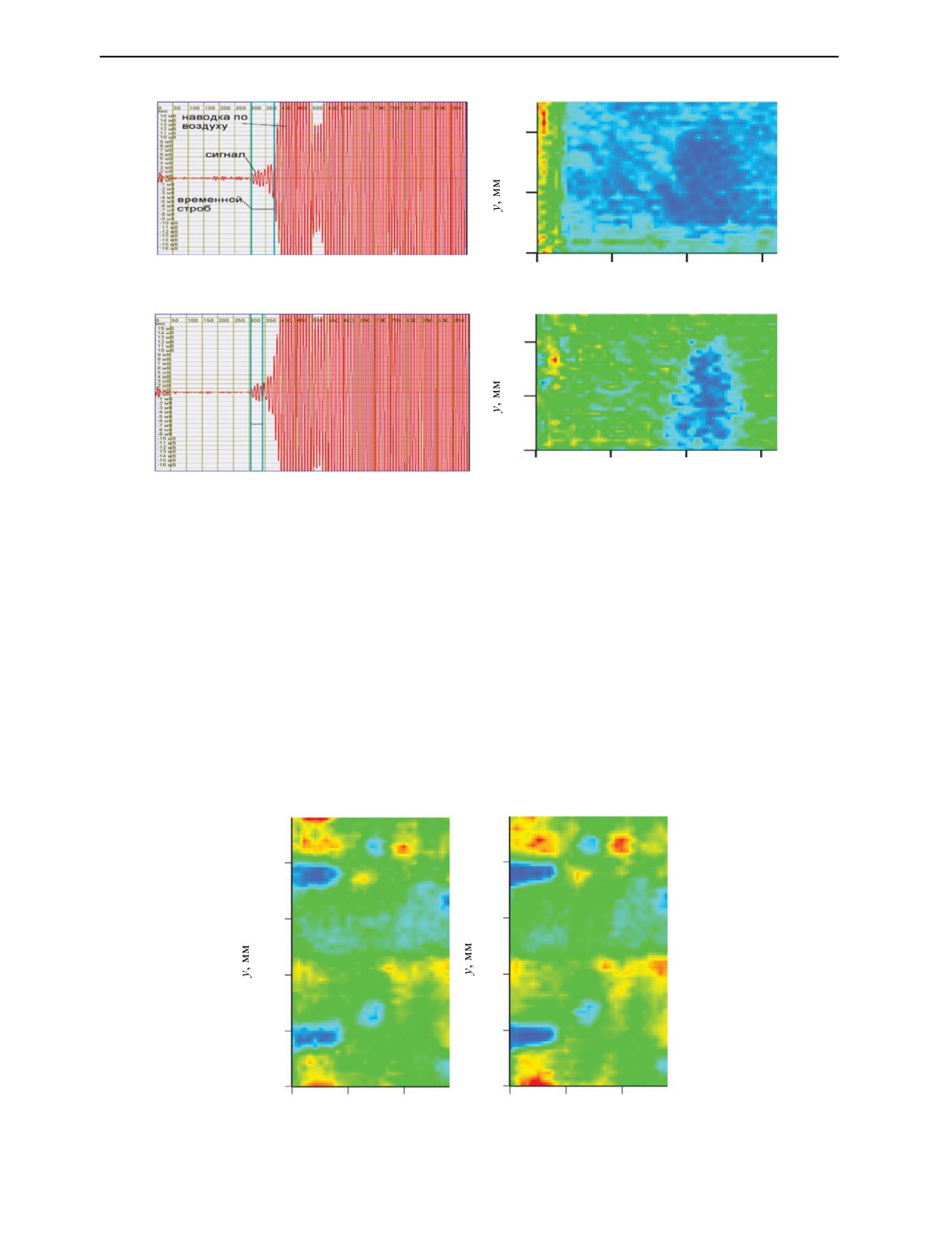
Рис. 13. Результаты временнόго стробирование протяженного по времени сигнала:
а — А-скан и длинный строб; б — томограмма части изделия из ПКМ при стробировании всей длительности сигнала; в — А-скан и
короткий строб; г — С-скан части изделия при стробировании переднего фронта сигнала.
При сканировании использовалось стробирование принимаемого импульса. На рис. 13а, б пока-
заны результаты сканирования части изделия из ПКМ с заложенным дефектом типа «расслоение»
для случая, когда протяженность строба соответствовала всей длительности принимаемого сигнала.
Видно, что в этом случае заложенные дефекты однозначно не определялись. На рис. 13в, г приведе-
ны результаты контроля этой же части изделия при стробировании только переднего фронта про-
шедшего через изделие сигнала. Сравнение результатов эксперимента показывает, что определен-
ные выше оптимальные параметры контроля, использование временнόго стробирования принятых
сигналов и осуществление адаптивной подстройки параметров контроля с помощью адаптивного
ИК позволили обеспечить надежное обнаружение заложенных дефектов и четкое отображение
краевых зон изделия из ПКМ.
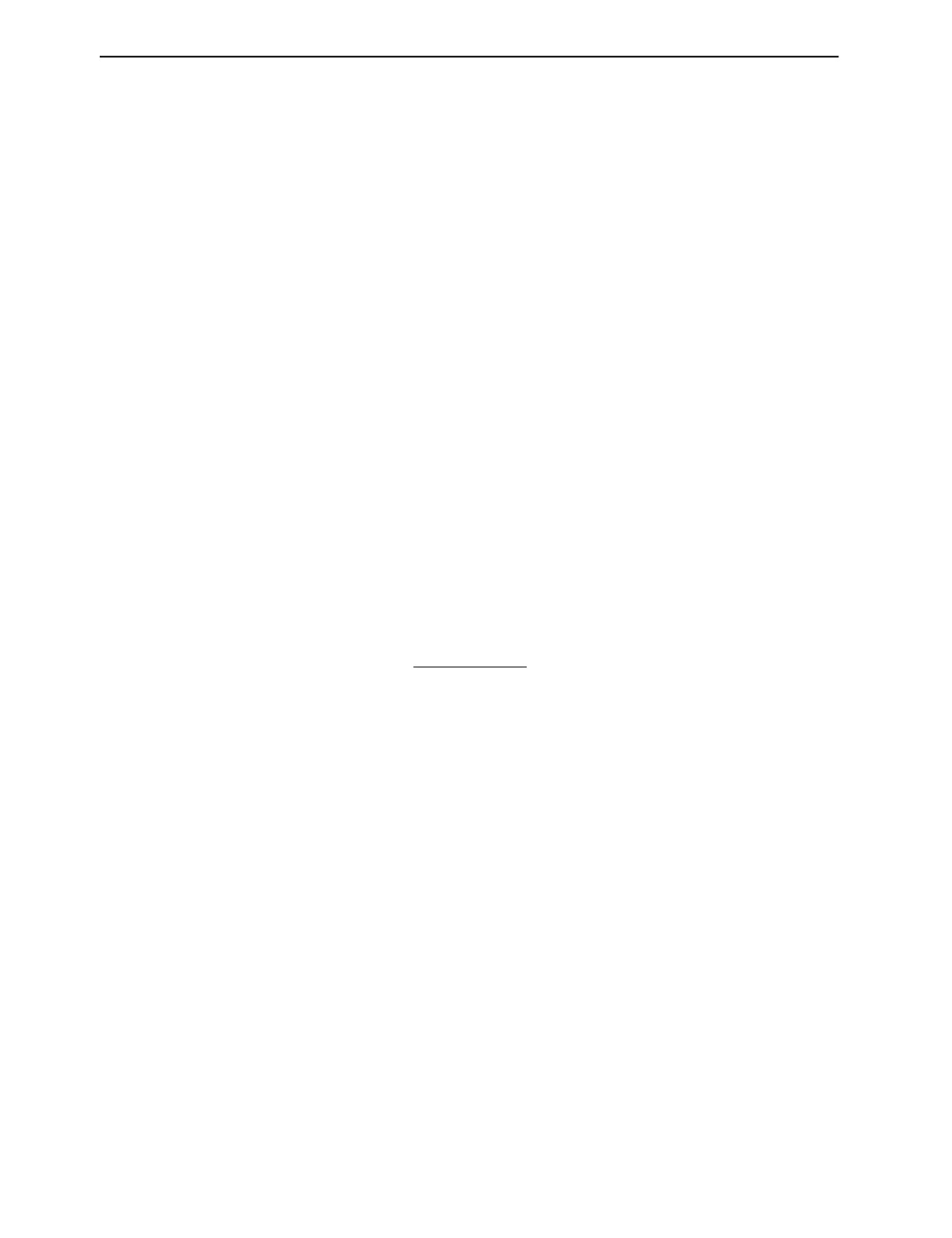
В дополнение к временнόму стробированию на следующем этапе была проведена адаптация
протяженности воздушных промежутков. На рис. 14а показан C-скан всего изделия, полученный
а
б
200
200
150
150
100
100
50
50
0
0
0
50
100
0
50
100
x, мм
x, мм
Рис. 14. С-сканы образца при расстоянии между преобразователями и ОК 70 мм (а) и 35 мм (б).
Дефектоскопия
№ 10
2020
Выбор оптимальных параметров ультразвукового теневого бесконтактного способа...
69
при использовании бесконтактных ЭАП, расположенных на расстоянии 70 мм от ОК. На С-скане
хорошо видны два дефекта типа «расслоение» и менее отчетливо видны круглые дефекты типа
«отсутствия слоев».
На рис. 14б показаны результаты сканирования со стробированием при уменьшении воздуш-
ного промежутка до 35 мм, при котором уменьшается затухание УЗ сигнала в воздушных зазорах,
уменьшается расхождение луча и, как следствие, улучшается разрешающая способность (точность
измерения). Как видно из сравнения С-сканов, уменьшение протяженности воздушного промежут-
ка позволило более четко определить границы дефектов и зоны с некачественной адгезией.
Таким образом, экспериментально показано, что для улучшения качества УЗ бесконтактного
контроля краевых областей ОК небольшой толщины из композитных материалов следует использо-
вать стробирование начальной части сквозного сигнала и уменьшать расстояния между преобразо-
вателями и ОК. Для получения максимального эффекта следует производить адаптивную подстрой-
ку длительности сигнала, длительности строба и протяженности воздушного промежутка.
ВЫВОДЫ
Как показал анализ проблем УЗ бесконтактного теневого контроля изделий из полимерных
композиционных материалов, для повышения чувствительности и повышения точности измере-
ний дефектов УЗ бесконтактного теневого контроля изделий необходимо наряду с известными
методами повышения чувствительности (увеличением амплитуды зондирующего сигнала, исполь-
зованием сложно-модулированных сигналов, использованием высокочувствительных электроаку-
стических преобразователей) оптимизировать параметры бесконтактного контроля. Для этого
необходимо для каждого конкретного изделия выбирать оптимальные значения используемого
сигнала (частоту и длительность), оптимальные методы обработки сигналов, оптимальные рас-
стояния от ИП до ОК и от ОК до ПП.
Показано, что для повышения качества контроля краевых зон при автоматизированном бес-
контактном теневом контроле композитных изделий следует использовать стробирование началь-
ной части сквозного сигнала. Для получения наилучшего результата при оптимизации параметров
следует использовать автоматизированное измерительное устройство, обеспечивающее адапта-
цию параметров бесконтактного теневого контроля.
Работа выполнена при поддержке Министерства науки и высшего образования Российской
Федерации в рамках гранта Президента Российской Федерации для государственной поддержки
молодых российских ученых — кандидатов наук № MK-1523.2020.8.
СПИСОК ЛИТЕРАТУРЫ
1. Ермолов И.Н., Ланге Ю.В. Неразрушающий контроль / Справочник. В 7 т. Под общей ред.
В.В. Клюева. Т. 3. Ультразвуковой контроль. М.: Машиностроение, 2004. 864 с.
2. Bhardwaj M.C. Non-Contact Ultrasonic Testing and Analysis of Materials. Smart Materials. Ed. Mel
Schwartz. Taylor Francis Group, CRC Press, 2009.
3. Quaegebeur N., Masson P., Berry A., Ardin C., D’Anglade P.-M. Ultrasonic non-destructive testing of
cardboard tubes using air-coupled transducers // NDT & E International. 2018. V. 93. P. 18—23.
4. Römmeler A., Furrer R., Sennhauser U., Lübke B., Wermelinger J., A. de Agostini, Dual J., Zolliker P.,
Neuenschwander J. Air coupled ultrasonic defect detection in polymer pipes // NDT & E International. 2019.
V. 102. P. 244—253.
5. Banks R., O’Leary R.L., Hayward G. Enhancing the bandwidth of piezoelectric composite transducers
for air-coupled non-destructive evaluation // Ultrasonics. 2017. V. 75. P. 132—144.
6. Neuenschwander J., Furrer R., Roemmeler A. Application of air-coupled ultrasonics for the
characterization of polymer and polymer-matrix composite samples // Polymer Testing. 2016. V.
56.
P. 379—386.
7. Chirag Anand, Hema K.S., Arumugam V. Study of commonly encountered defects in FRP composites
through air-coupled ultrasonic c-scanning with different frequencies and waveforms / National Seminar &
Exhibition on Non-Destructive Evaluation. NDE. 2011. P. 38—44.
8. Hutchins D., Burrascano P., Davis L., Laureti S., Ricci M. Coded waveforms for optimized air-coupled
ultrasonic nondestructive evaluation // Ultrasonics. 2014. V. 54. No. 7. P. 1745—1759.
9. Zhou Z., Zhang H., Wei D. Application of Pulse Compression Technique in Air-Coupled Ultrasonic Non-
P. 3228—3233.
10. Bhardwaj M. C. Ultrasonic transducer for high transduction in gases and method for non-contact
ultrasound transmission into solid materials. Patent No EP1005628B1. 2008.
Дефектоскопия
№ 10
2020
70
В.К. Качанов, И.В. Соколов, М.А. Караваев, Р.В. Концов
11. Kazys R., Vladisauskas A., Zukauskas E. Wideband air — coupled ultrasonic transducers // Ultragarsas.
Kaunas: Technologija. 2004. V. 52. No. 3. P. 21—28.
12. Kazys R., Sliteris R., SeStoke J., Vladisauskas A. Air — coupled Ultrasonic Transducers based on an
Application of the PMN32%PT Single Crystals // Ferroelectrics. 2015. V. 480. Is. 1. P. 85—91.
13. Gomez Alvarez-Arenas T.E. Air-Coupled Piezoelectric Transducers with Active Polypropylene Foam
Matching Layers // Sensors. 2013. V. 13. Is. 5. P. 5996—6013.
14. Горбатов А.А., Рудашевский Г.Е. Акустические методы измерения расстояний и управления.
М.: Энергоиздат, 1981. 208 с.
15. Junho Song, Chimenti D.E. Design, fabrication and characterization of a spherically focused capacitive
air-coupled ultrasonic transducer // Intemational Joumal of Applied Science and Engineering. 2006. V. 4.
No. 1. P. 1—19.
16. Волосский В.П. Бесконтактная ультразвуковая эхо-локация твердотельных сред // Труды
Московского энергетического института. 1983. Вып. 607. С. 84—88.
17. Качанов В. К., Соколов И. В., Караваев М. А. Разработка ультразвукового мозаичного широко-
полосного пьезоэлектрического преобразователя для бесконтактного контроля изделий из полимерных
18. Караваев М.А., Соколов И.В. Ультразвуковые бесконтактные низкочастотные широкополосные
пьезопреобразователи с поперечным пьезоэффектом / Радиоэлектроника, электротехника и энергетика.
Двадцать шестая Междунар. науч.-техн. конф. студентов и аспирантов. Тез. докл. М.: ООО «Центр
полиграфических услуг «Радуга», 2020. 1156 с.
19. Bhardwaj M.C. Evolution of Piezoelectric Transducers to full Scale Non-Contact Ultrasonic Analysis
20. Non-Contact Ultrasonic Inspection for Continuous Feedback in Manufacturing // JEC Europe Paris,
Feedback-in-Manufacturing-JEC-Europe-2013.pdf
21. Качанов В.К., Соколов И.В., Концов Р.В., Синицын А.А., Федоров М.Б. Адаптивная аппаратура
ультразвукового неразрушающего контроля крупногабаритных сложно-структурных объектов //
Дефектоскопия. 2016. № 5. С. 3—13.
Дефектоскопия
№ 10
2020