УДК 620.179.16
ИССЛЕДОВАНИЕ СЛУЧАЕВ «АНОМАЛЬНОГО» ЗАТУХАНИЯ
УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ В ЗАГОТОВКАХ ИЗ НИКЕЛЕВЫХ
ЖАРОПРОЧНЫХ СПЛАВОВ
© 2020 г. М.А. Далин1,*, В.Ю. Чертищев1, И.С. Краснов1, А.Н. Раевских1
1ФГУП «ВИАМ» ГНЦ РФ, Россия 105005 Москва, ул. Радио, 17
*E-mail: uzk@viam.ru
Поступила в редакцию 31.07.2020; после доработки 07.10.2020
Принята к публикации 13.10.2020
В нескольких штампованных поковках из никелевых жаропрочных сплавов двух марок при проведении ультра-
звукового неразрушающего контроля было обнаружено новое явление — локальное снижение амплитуды донного
эхосигнала, которое сопровождалось наличием крупных (более 20 мм), хаотично разбросанных по поверхности по-
луфабриката зон со значительными (до 1,5 %) флуктуациями скорости распространения продольной ультразвуковой
волны. При этом разнозернистости или крупнозернистой структуры, обычно вызывающих увеличение коэффициента
затухания ультразвуковых волн в таких сплавах и являющихся причинами снижения амплитуды донного эхосигнала, в
материале обнаружено не было. В статье описаны исследования, проведенные для установления физических причин
обнаруженной макроскопической неоднородности скорости и ее связи с падением амплитуды донного сигнала.
Ключевые слова: ультразвуковой контроль, никелевый жаропрочный сплав, Ni-superalloy, затухание.
DOI: 10.31857/S0130308220120040
ВВЕДЕНИЕ
К качеству материала роторных деталей газотурбинных двигателей предъявляются крайне
высокие требования, поэтому их заготовки в обязательном порядке подвергаются ультразвуково-
му контролю с целью выявления внутренних дефектов [1—3]. Перед проведением ультразвуко-
вого контроля эхоимпульсным методом заготовок дисков турбин и компрессоров газотурбинных
двигателей проводится предварительное сканирование этих заготовок с целью анализа амплиту-
ды донного сигнала, которая характеризует затухание ультразвуковой волны в материале. В по-
ликристаллических материалах затухание ультразвука вследствие рассеяния на границах зерен
известным образом коррелирует со средним размером зерна [4] и этот факт используется как в
России, так и за рубежом для выявления заготовок, в которых в результате отклонения режимов
термообработки или деформации сформировалась недопустимо крупнозернистая кристалличе-
ская структура [5]. Существенное (на 70 % и более) снижение амплитуды донного сигнала в ка-
кой-либо зоне заготовки может свидетельствовать о наличии крупного внутреннего дефекта или
скопления мелких дефектов, но чаще всего оказывается обусловлено крупнозернистой струк-
турой материала. Такие заготовки задерживаются и, как правило, не могут быть пропущены в
дальнейшее производство. При менее выраженном снижении амплитуды донного сигнала, такие
зоны заготовки контролируются с введением соответствующих поправок в настройку дефекто-
скопа. Поправки призваны скомпенсировать снижение чувствительности контроля, вызванное
высоким затуханием ультразвука.
Акустические свойства деформированных никелевых жаропрочных сплавов подробно из-
учаются с 60-х годов прошлого века, так как из этих сплавов изготавливаются ответственные
роторные детали газотурбинных двигателей, в обязательном порядке подвергаемые ультразвуко-
вому неразрушающему контролю. Сильное затухание ультразвука в этих сплавах, обусловленное
высокой упругой анизотропией и наличием наследственной литой структуры, ограничивает чув-
ствительность ультразвукового контроля. Увеличение среднего размера зерна приводит также к
увеличению амплитуды структурного шума при ультразвуковом контроле [6].
Начиная с 2015 г., в рамках работ по внедрению новых жаропрочных сплавов [7, 8] не-
сколько предприятий авиационной отрасли сталкивались с единичными случаями задержания
при ультразвуковом контроле поковок штампованных (далее — «штамповок») из никелевых
жаропрочных сплавов в связи с наличием зон размером 10—20 мм с падением амплитуды дон-
ного сигнала ниже допустимого по требованиям нормативной документации (НД) уровня. В
некоторых зонах снижение амплитуды по сравнению с настроечным образцом достигало 18 дБ
(8 раз). Зоны с «аномальным» затуханием располагались в центральных областях штамповок,
38
М.А. Далин, В.Ю. Чертищев, И.С. Краснов, А.Н. Раевских
для которых характерен меньший коэффициент деформации. При этом среднее значение зату-
хания ультразвука в таких штамповках, несмотря на наличие зон с большим затуханием, было
ниже характерного для полуфабрикатов из этих сплавов значения. Уровень структурных шумов
обратного рассеяния также был аномально низок для полуфабрикатов с крупнозернистой струк-
турой. Штамповки с низкой амплитудой донного сигнала, вызванной крупнозернистой струк-
турой, как правило, отличают следующие признаки: высокий уровень структурных шумов, вол-
нистая поверхность («апельсиновая корка»), равномерное или плавно меняющееся затухание
ультразвука в пределах зон с одинаковой толщиной.
Затухание ультразвука помимо крупнозернистой структуры материала может быть так же свя-
зано с изменением скорости акустических волн. На скорость распространения ультразвуковых
волн в никелевых сплавах может незначительно влиять размер зерна [9]. Известно, что скорость
распространения ультразвуковых колебаний зависит от плотности материала, но не было найде-
но примеров макроскопических неоднородностей плотности в пределах одного полуфабриката
из подобных сплавов. Для некоторых материалов установлена взаимосвязь скорости распростра-
нения продольных ультразвуковых колебаний и пористости [10]. В [11] показано, что скорость
распространения ультразвуковых колебаний может незначительно меняться под действием по-
стоянных механических напряжений (в том числе остаточных напряжений, которые могут иметь
место в полуфабрикате), и этот эффект даже используется для измерения этих напряжений [12].
Фазовый состав материала также может влиять на скорость распространения ультразвуковых
волн, и такая зависимость используется, например, для оценки качества чугуна [13]. Очевид-
ное (и очень сильное) влияние на скорость распространения ультразвуковых волн в никелевых
жаропрочных сплавах оказывает направление распространения ультразвука по отношению к
кристаллографическим осям кристалла [см., напр., 14], но это явление может на макроуровне
наблюдаться лишь в монокристаллических отливках, а в деформируемых поликристаллических
материалах ранее не встречалось.
Ниже описаны исследования, проведенные для выяснения возможных причин недопустимого
снижения амплитуды донного сигнала на нескольких штамповках с вышеназванными признаками
аномального затухания, которые были задержаны при выходном ультразвуковом контроле продук-
ции. Данная работа выполнена в рамках реализации комплексной научной проблемы 2.3. «Методы
неразрушающих исследований и контроля» («Стратегические направления развития материалов и
технологий их переработки на период до 2030 года») [2].
ПРОВЕДЕНИЕ ИССЛЕДОВАНИЙ
Впервые штамповки с аномальным затуханием были выявлены специалистами ФГУП
«ВИАМ» на одном из предприятий авиационной отрасли при выходном ультразвуковом контро-
ле обточенных штамповок дисков из сплава ЭП742-ИД с высотой в центральной (ступичной)
части 90 мм. Контроль проводился иммерсионным методом на автоматизированной установ-
ке ScanMaster LS500LP с использованием пьезоэлектрического преобразователя (ПЭП) с цен-
тральной частотой 2,25 МГц диаметром 12,7 мм. При проведении контроля автоматизирован-
ным иммерсионным методом, согласно действующей технологической документации, сначала
проводился контроль амплитуды донного сигнала на участках с плоской донной поверхностью,
в сравнении с амплитудой донного сигнала на контрольном образце такой же высоты. При кон-
троле амплитуды донного сигнала у двух штамповок из партии в прилегающей к оси зоне были
обнаружены локальные участки с падением донного сигнала более чем на 70%, что недопустимо
согласно требованиям НД. Эхосигналов от внутренних дефектов обнаружено не было.
В дальнейшем «аномальное» затухание было обнаружено специалистами ФГУП «ВИАМ» на
одном из предприятий авиационной отрасли при ультразвуковом контроле четырех обточенных
штамповок дисков из сплава ЭК151-ИД с высотой в ступичной части 100 мм. Контроль прово-
дился аналогично, но с использованием преобразователя частотой 2,25 МГц, диаметром 19 мм.
При контроле донного сигнала у всех четырех штамповок в ступичной части были обнаружены
локальные участки с падением амплитуды донного сигнала более чем на 70% (82, 86, 83 и 82 %
соответственно).
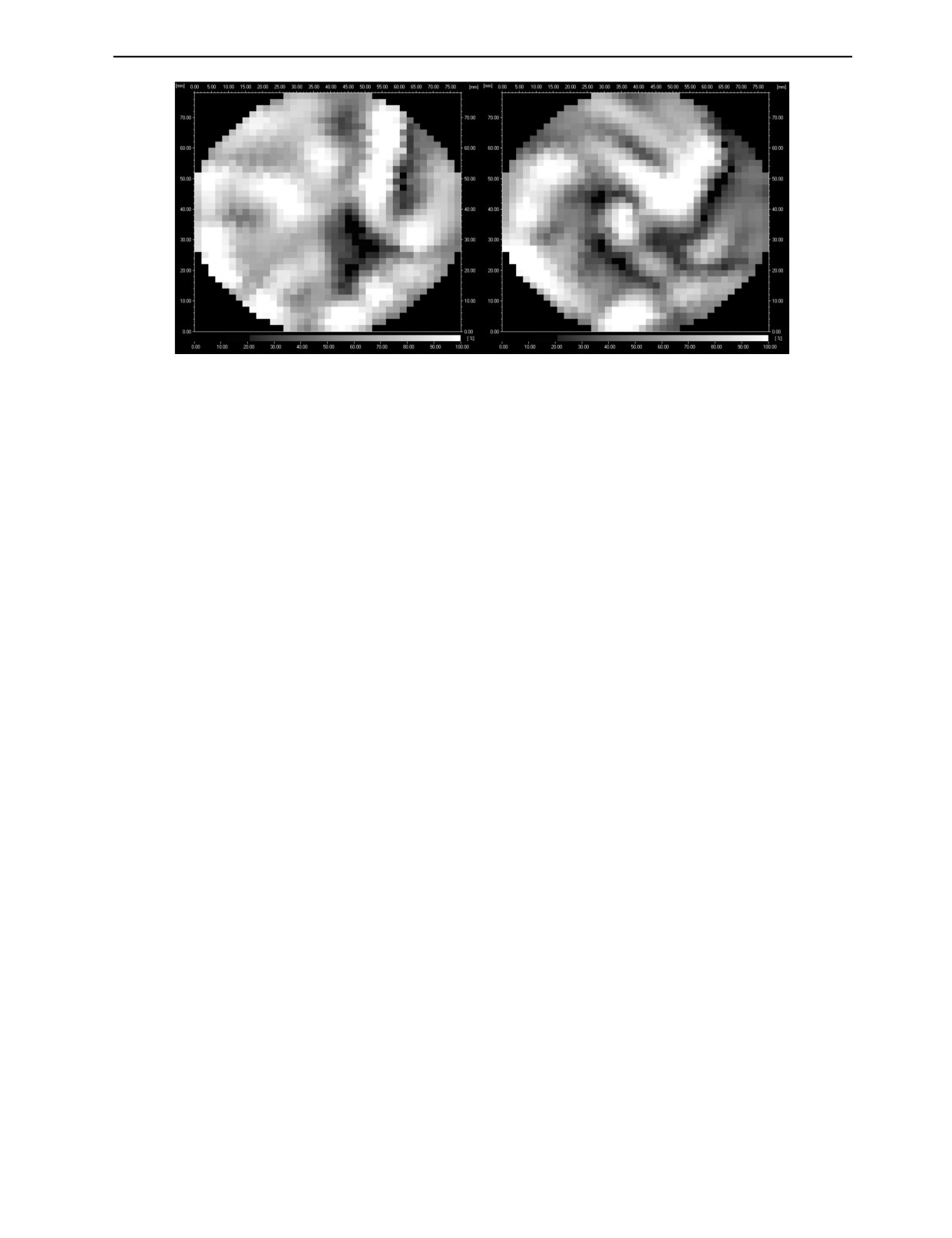
Амплитудные С-сканы ступичной части двух штамповок из сплава ЭК151-ИД с наибольшим
падением амплитуды донного сигнала представлены на рис. 1. Зоны черного и темно-серого цветов
соответствуют недопустимому падению донного сигнала.
Дефектоскопия
№ 12
2020
Исследование случаев «аномального» затухания ультразвуковых колебаний...
39
Рис. 1. Амплитудные С-сканы донного сигнала двух штамповок из сплава ЭК151-ИД.
Анализ причин снижения амплитуды донного сигнала
В первую очередь, штамповки были исследованы на предмет непараллельности, волнистости и
высокой шероховатости поверхностей. Эти факторы также могут вызвать снижение амплитуды
донного сигнала. Установлено, что непараллельность торцевых поверхностей, на которых на-
блюдается падение амплитуды донного сигнала, не превышает 0,2 мм, волнистость поверхностей
отсутствует, шероховатость Ra не превышает 2,5 мкм. Был сделан вывод, что причиной падения
амплитуды донного сигнала является затухание ультразвуковой волны в материале штамповок.
Далее был осуществлен поиск возможных несплошностей сложной формы и пространствен-
ной ориентации. Для этого был проведен ультразвуковой контроль продольными волнами пря-
мым и наклонным лучами (в радиальном и тангенциальном направлениях) с этих и других по-
верхностей штамповок. Дополнительно был проведен контроль штамповок с боковых цилиндри-
ческих поверхностей прямым лучом. Несплошности выявлены не были.
Дальнейшие исследования проводились на двух штамповках — одной из сплава ЭП742-ИД
и одной из сплава ЭК151-ИД.
Согласно действующей НД, контроль амплитуды донного сигнала проводится с использова-
нием преобразователей с центральной частотой 2,25 МГц. Известно, что влияние структуры по-
ликристаллического материала на затухание ультразвуковых волн снижается с уменьшением ча-
стоты. В связи с тем, что отраслевая методическая документация для контроля заготовок дисков
из жаропрочных никелевых сплавов предусматривает применение преобразователей с частотами
от 1,25 до 2,5 МГц, была поставлена под сомнение правильность выбора частоты для контроля
данного материала.
Был опробован иммерсионный контроль с использованием имеющегося фокусированного
преобразователя частотой 1 МГц с фокусным расстоянием 2,5ʹʹ (63,5 мм). Контроль оказался не-
возможен, т.к. не наблюдался донный сигнал на глубине 100 мм.
Был опробован контроль ручным контактным методом с использованием имеющегося пре-
образователя Olympus диаметром 12,7 мм, частотой 1 МГц. Падение донного сигнала в «ано-
мальных» зонах было допустимым (2,5 раза), но даже без введения корректировки контроль на
чувствительности 1,5 мм оказался невозможен из-за наличия шумов на глубинах от 30 до 50 мм,
превышающих уровень браковки. Аналогичный результат был получен с использованием пре-
образователей типа П111-1,25 диаметром 20 мм, частотой 1,25 МГц. Позднее расчетным путем
было подтверждено, что частоты 1,25 МГц и менее не эффективны для выявления контрольного
отражателя ∅ 1,5 мм, поскольку длина продольной волны на этой частоте составляет примерно
4,5 мм, а дефекты размером менее половины длины волны практически не выявляются при УЗК
вследствие дифракционных эффектов.
С целью установления принципиальной возможности проведения контроля данных штамповок
на номинальной чувствительности, был опробован иммерсионный контроль на частоте 2,25 МГц с
введением корректировки, соответствующей падению донного сигнала. Контроль оказался невоз-
можен из-за наличия шумов, превышающих уровень браковки.
Дефектоскопия
№ 12
2020
40
М.А. Далин, В.Ю. Чертищев, И.С. Краснов, А.Н. Раевских
Таким образом, исследования показали, что с использованием имеющегося оборудования,
штамповки не могут быть проконтролированы так, чтобы признать их годными в соответствии
с действующей НД.
Затем штамповки из сплава ЭП742-ИД были дополнительно исследованы ультразвуковым
методом на иммерсионной установке LS500-LP. В процессе исследования было установлено,
что кроме зон с падением амплитуды донного сигнала, в штамповках имеются так же зоны с
аномально высокой амплитудой донного сигнала, превышающей амплитуду донного сигнала на
контрольном образце из этого же сплава на величину до 30 %. В ФГУП «ВИАМ» накоплен боль-
шой опыт проведения контроля данных штамповок, и ранее амплитуда донного сигнала на них
не отклонялась столь существенно от амплитуды донного сигнала на контрольном образце. На
сохраненных С-сканах ранее проконтролированных аналогичных штамповок амплитуда донного
сигнала в ступичной части была практически одинакова.
Кроме этой аномалии, на штамповках из ЭП742-ИД были обнаружены зоны с заметной
(до 1%) разницей в скорости распространения продольной ультразвуковой волны c, а на штам-
повках из ЭК151-ИД — зоны с разницей до 1,5%. Скорость ультразвука в штамповках не являет-
ся браковочным признаком и не отслеживается при проведении контроля серийной продукции.
Поэтому невозможно сказать, были ли ранее на штамповках зоны с различной скоростью ультра-
звука; на контрольных образцах скорость постоянна. Было замечено, что «аномальное» падение
амплитуды донного сигнала наблюдается только в местах резкого перехода между зонами с раз-
личной скоростью ультразвука. В пределах зон с одной скоростью ультразвука амплитуда донно-
го сигнала, напротив, велика.
Был также проведен предварительный анализ причин, по которым разность в скоростях рас-
пространения продольной ультразвуковой волны в двух соседних зонах плоскопараллельного
объекта контроля может приводить к снижению амплитуды донного сигнала. Учитывая, что в
нашем случае ультразвуковой пучок идет, вероятно, вдоль границы зон с разной скоростью рас-
пространения ультразвуковой волны, существует возможность образования на границе волны
Стоунли [4], которая забирает часть энергии основного пучка. Возможно, в нашем случае грани-
ца между материалом с большой и маленькой скоростью распространения ультразвуковых волн
наклонена по отношению к направлению распространения ультразвукового пучка. При больших
(близких к 90 град) углах падения волны на границу двух твердых тел с немного отличными
импедансами будет возникать сильное френелевское отражение (вплоть до полного внутренне-
го отражения) и преломление [4], и оба эффекта могут привести к снижению амплитуды дон-
ного сигнала. Неоднородность скорости распространения ультразвуковых волн характерна для
аустенитных сварных швов. В них плавное изменение скорости ультразвука в объеме материала
приводит к рефракции (ультразвуковые волны идут по криволинейной траектории) [15], и это,
очевидно, может являться причиной снижения амплитуд эхосигналов.
По результатам анализа было сделано предположение, что причиной падения амплитуды донного
сигнала является наличие зон с различной скоростью распространения ультразвука. Были установ-
лены и проанализированы следующие возможные причины, по которым наличие в штамповке зон с
различной скоростью ультразвука может вызвать снижение амплитуды донного сигнала:
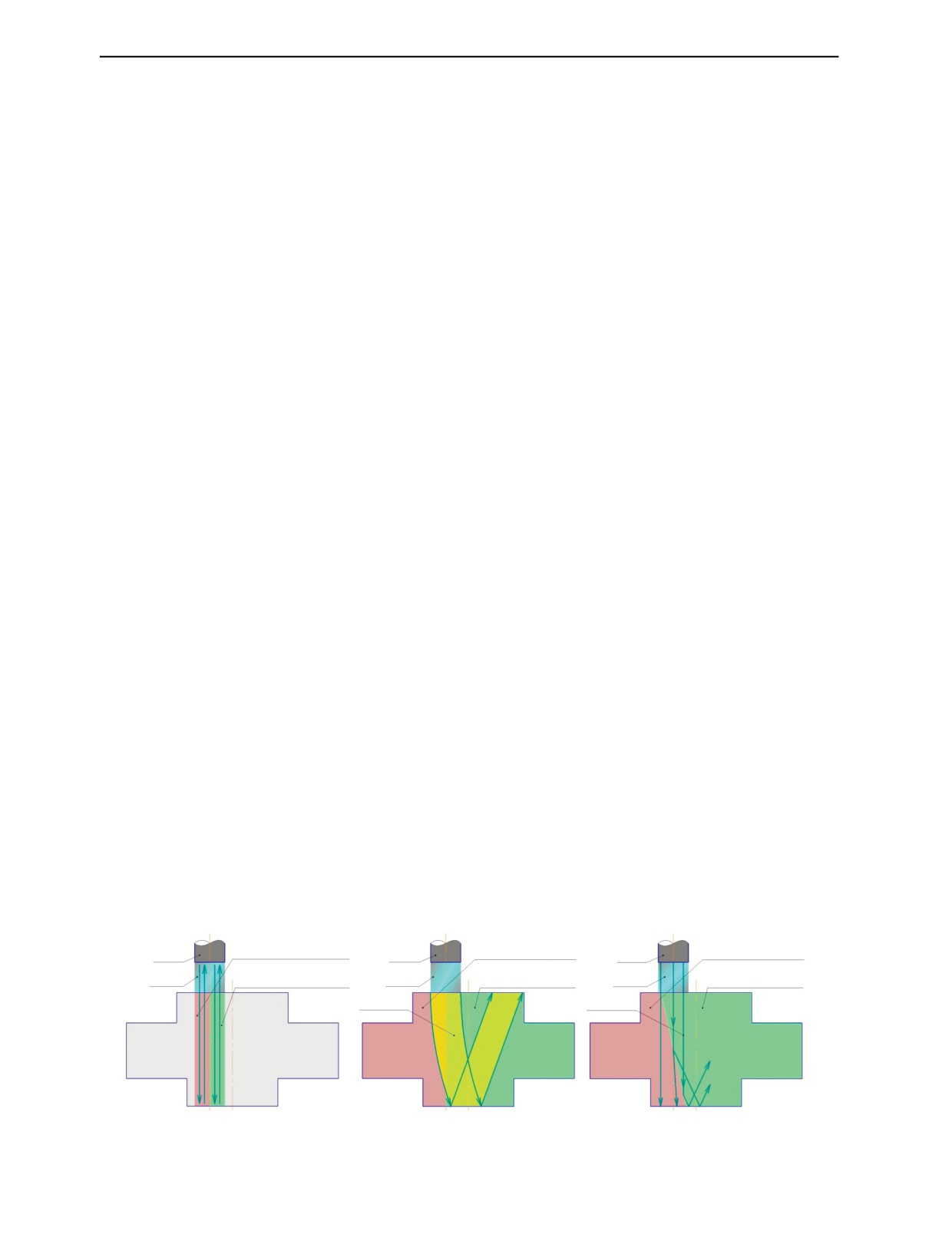
1. Взаимное вычитание сигналов, пришедших на преобразователь с задержкой, равной по-
ловине периода центральной частоты преобразователя (рис. 2а).
2. Рефракция ультразвукового пучка в области плавного перехода от одной скорости ультра-
звука к другой (рис. 2б).
а
б
в
Половина пучка с высокой
Область с высокой
Область с высокой
ПЭП
скоростью УЗ
ПЭП
скоростью УЗ
ПЭП
скоростью УЗ
Половина пучка с низкой
Область с низкой
Область с низкой
Вода
скоростью УЗ
Вода
скоростью УЗ
Вода
скоростью УЗ
УЗ пучок
УЗ пучок
Рис. 2. Возможные причины «аномального» затухания из-за зон с различной скоростью ультразвука: вычитание сигна-
лов с различной задержкой (а), рефракция УЗ пучка (б), френелевское отражение от наклонной границы (в).
Дефектоскопия
№ 12
2020
Исследование случаев «аномального» затухания ультразвуковых колебаний...
41
3. Френелевское отражение ультразвука от наклонной границы областей с разной скоростью
ультразвука (рис. 2в).
При сканировании преобразователем по исследуемой поверхности штамповки, в некоторых
точках он располагается таким образом, что половина ультразвукового пучка проходит через
материал с высокой скоростью распространения ультразвука и приходит на преобразователь с за-
держкой t, а вторая половина ультразвукового пучка проходит через материал с низкой скоростью
распространения ультразвука и теоретически может прийти на преобразователь с задержкой t+1/
(2f ), где f — центральная частота преобразователя (2,25 МГц). В данном случае сигналы от по-
ловин пучка придут на пьезопластину преобразователя в противофазе и будут вычитаться. В этих
точках будет наблюдаться падение амплитуды донного сигнала, но не до нуля, так как для кон-
троля используются широкополосные преобразователи и в их спектре содержатся составляющие
с частотой, отличной от f, и эти составляющие будут вычитаться не до нуля либо вовсе вычи-
таться не будут. Данное явление, впрочем, не может объяснить наблюдаемое падение амплитуды.
Математическое моделирование (рис. 3) показало, что на датчике с такой шириной полосы ни
при каких величинах разницы в задержке распространения ультразвука амплитуда сигнала не
упадет по этой причине более чем на 69 %. За основу был взят натурный А-скан, характерный
для данного датчика и условий контроля, который затем математически трансформировался в
программной среде MathCAD. График 1 — сигнал в однородной зоне, график 2 — сигнал, полу-
чившийся в результате сложения двух половин импульса, пришедших в противофазе.
A
1
2
t
Рис. 3. Моделирование падения амплитуды сигнала из-за вычитания половин УЗ пучка пришедших в противофазе.
При распространении ультразвукового пучка в области плавного перехода от одной скорости
ультразвука к другой возможна рефракция, т.е. акустическая ось пучка будет искривляться в сто-
рону области с меньшей скоростью распространения ультразвуковых колебаний. При этом излу-
чение, зеркально отраженное от донной поверхности, может полностью или частично не попасть
назад в преобразователь, снизив амплитуду донного сигнала.
Латеральная разрешающая способность ультразвукового преобразователя не позволяет по ре-
зультатам УЗ-исследования однозначно сказать, является ли переход между зонами с высокой и
низкой скоростью распространения ультразвуковых волн плавным или резким.
Предположим, что изменение скорости на 1 % происходит плавно на участке шириной 13 мм.
На длине пути 84 мм разница в скорости в 1 % приведет к отклонению оси пучка на 3° (прибли-
женный расчет по набегу фазы). На обратном пути луч отклонится еще на 3°. Диаграмма направ-
ленности использованного преобразователя имеет угол раскрытия 12,5°, и амплитуда сигнала от
лучей, приходящих на датчик под углом 6°, будет на 40 % ниже, чем без рефракции. Кроме того,
акустическая ось пришедшего на преобразователь пучка отклонится вбок от акустической оси пре-
образователя на 8 мм, что снизит амплитуду еще в несколько раз. Таким образом, рефракция может
существенно влиять на амплитуду донного сигнала.
Предположим, что изменение скорости на границе между зонами с высокой и низкой скоро-
стью происходит скачкообразно. При падении продольной ультразвуковой волны на границу раз-
дела двух сред с разными скоростями ультразвука происходит преломление пучка, а также его ча-
стичное зеркальное отражение и преобразование в сдвиговую волну. Коэффициент W прохождения
Дефектоскопия
№ 12
2020
42
М.А. Далин, В.Ю. Чертищев, И.С. Краснов, А.Н. Раевских
ультразвуковой волны сквозь плоскую наклонную границу раздела двух сред, рассчитанный по
формуле Френеля, характеризует падение амплитуды донного сигнала.
Чтобы перекрыть апертуру пучка диаметром 13 мм в штамповке высотой 84 мм, требуется
наклонная плоскость, расположенная под углом θ, не менее 9° к оси пучка. Из расчетов по фор-
мулам Френеля следует, что при разнице в скорости ультразвука в 1 % и угле θ = 9° амплитуда
прошедшего сигнала упадет до 78 % от исходной, при угле 8,2° амплитуда упадет вдвое, а при
угле 8,1° и меньше наступает т. н. «полное внутреннее отражение» и донный сигнал не будет на-
блюдаться вовсе.
Вполне возможна ситуация, при которой бóльшая часть апертуры пучка перекрыта наклонной
границей с углом менее 8°, а оставшиеся края пучка дают наблюдаемую амплитуду эхосигнала в
10—20% от амплитуды сигнала в годном месте. В дополнение к расчетным величинам ослабления,
на обратном пути пучок также будет ослабляться при преодолении этой наклонной границы. Кроме
того, из-за преломления на границе раздела угол его падения на донную поверхность будет отличен
от 90° и это также даст некоторое ослабление, аналогично случаю с рефракцией.
Таким образом, наличие в штамповке протяженных в осевом направлении областей с различ-
ной скоростью ультразвука, с резкими или плавными границами между областями, может вызы-
вать падение амплитуды донного сигнала на границе этих областей даже в отсутствие других не-
сплошностей (трещин, включений, раковин).
Анализ причин изменения скорости ультразвуковых волн
Необходимо было также установить причину различия в скорости распространения ультразву-
ковых колебаний, чтобы оценить допустимость передачи штамповок в дальнейшее производство
и сформировать требования к ультразвуковому контролю штамповок с «аномальным» затуханием
в дальнейшем.
На скорость распространения ультразвуковых волн в никелевых сплавах, как было установлено
ранее, может незначительно влиять размер зерна, но другие признаки разнозернистости в исследо-
ванных заготовках отсутствовали. Кроме того, в лабораторию неразрушающих методов контроля
ФГУП «ВИАМ» на исследование ранее поступала партия полуфабрикатов (из того же материала и
с той же геометрией, что и «аномальные» полуфабрикаты), обладающая недопустимым затуханием
ультразвука, с подтвержденной металлографическими исследованиями недопустимо крупнозерни-
стой структурой в некоторых зонах, и измеренная разница в скорости распространения продоль-
ных ультразвуковых волн в них не превысила 0,1%, что соизмеримо с погрешностью измерения.
Для установления причины различия в скорости ультразвука, на штамповке был проведен ком-
плекс металлографических исследований. Штамповка была размечена и разрезана таким образом,
чтобы получить диаметральный макрошлиф, проходящий через области с большой амплитудой
донного сигнала и существенно различной скоростью распространения ультразвука. Исследование
макрошлифа не выявило несоответствий штамповки требованиям ТУ на ее изготовление. Един-
ственной характерной особенностью макроструктуры штамповки было наличие в ней, в зоне сту-
пицы, вертикально ориентированной текстуры, проходящей через всю высоту штамповки. Срав-
нение макроструктуры штамповки с макроструктурой штамповок, в которых при проведении УЗК
не было выявлено падения амплитуды донного сигнала, показало, что единственным ее отличием
является отсутствие искривленных в виде бочки линий течения материала в центральной части
штамповки. Области с высокой и низкой скоростью распространения ультразвука, а также область
с падением амплитуды донного сигнала, визуально ничем друг от друга не отличались. Несплош-
ностей (трещин, включений, раковин) на шлифе обнаружено не было.
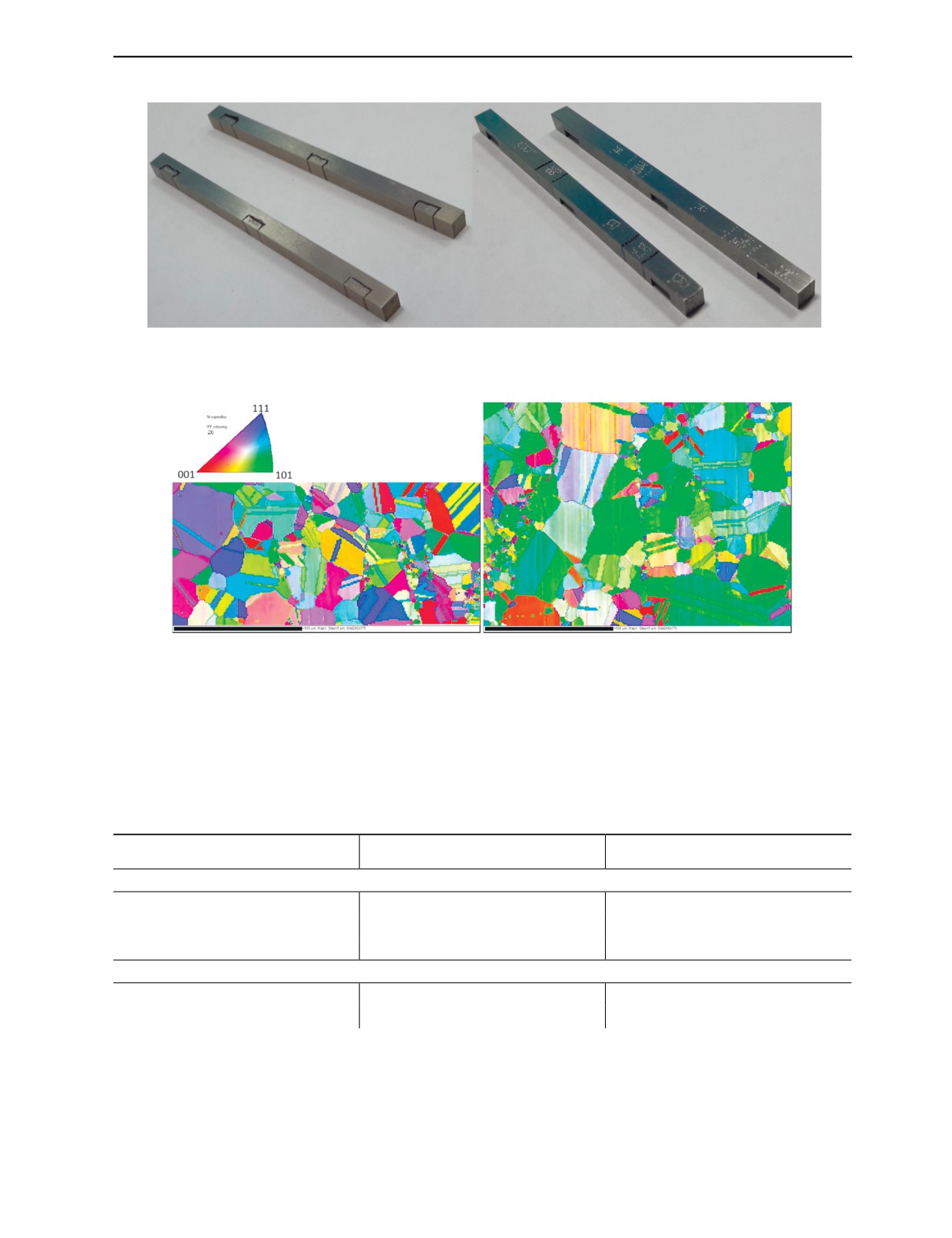
Затем из штамповки по предварительно нанесенной разметке были вырезаны два вертикаль-
ных (высотных) образца сечением 5×5 мм (рис. 4), длиной во всю высоту штамповки, соответ-
ствующие областям с большой амплитудой донного сигнала и существенно различной скоростью
распространения ультразвука.
Высотные образцы размечены для вырезки из них образцов размером 5×5×2,5 мм для исследо-
вания микроструктуры и кристаллографической ориентации (КГО) на сканирующем электронном
микроскопе методом обратно рассеянных электронов. Вырезано 6 образцов из верхней, средней и
нижней частей штамповки по технологической карте контроля (ТКК). Нумерация образцов приве-
дена в табл. 1. Номер образца маркирован кернением соответствующим количеством точек (1—6)
на боковой поверхности образца (рис. 4а).
Образцы № 1 (с высокой скоростью ультразвука) и № 4 (с низкой скоростью ультразвука) были
отполированы и направлены на исследования кристаллографической ориентации на сканирующем
Дефектоскопия
№ 12
2020
Исследование случаев «аномального» затухания ультразвуковых колебаний...
43
а
б
Рис. 4. Высотные образцы для металлографических исследований (а) и рентгеноструктурного анализа (б).
а
б
Цветокодировка
КГО зерен
Рис. 5. Ориентация зерен (увеличение ×100): образец №1, высокая скорость (а); образец №4, низкая скорость (б).
электронном микроскопе методом обратно рассеянных электронов. В результате исследований
установлено, что образцы имеют обычную для никелевых жаропрочных сплавов рекристаллизо-
ванную микроструктуру, со средним размером зерна от 20 до 50 мкм (рис. 5). Зерна имеют окру-
глую форму (не вытянуты и не сплющены в направлении оси штамповки). Наблюдается значитель-
ное количество двойников.
Таблица
1
Нумерация образцов
Образец с высокой скоростью
Образец с низкой скоростью ультразвука,
ультразвука, №
№
Образцы для металлографических исследований
Верхняя (по ТКК) часть штамповки
1
4
Средняя (по ТКК) часть штамповки
2
5
Нижняя (по ТКК) часть штамповки
3
6
Образцы для рентгеноструктурного анализа
Верхняя (по ТКК) часть штамповки
7
9
Средняя (по ТКК) часть штамповки
8
10
Было замечено, что в образце № 4 на шлифе вдоль оси штамповки наблюдаются преимуще-
ственно зерна, выходящие на поверхность кристаллографической плоскостью <101> или близкой
к ней. Для исследования ориентации кристаллографических осей зерен в сечении поперек оси
штамповки, высотные образцы далее были размечены и из них были вырезаны образцы размером
5×5×7 мм для исследования методом рентгеноструктурного анализа (рис. 4б, табл. 1).
Дефектоскопия
№ 12
2020
44
М.А. Далин, В.Ю. Чертищев, И.С. Краснов, А.Н. Раевских
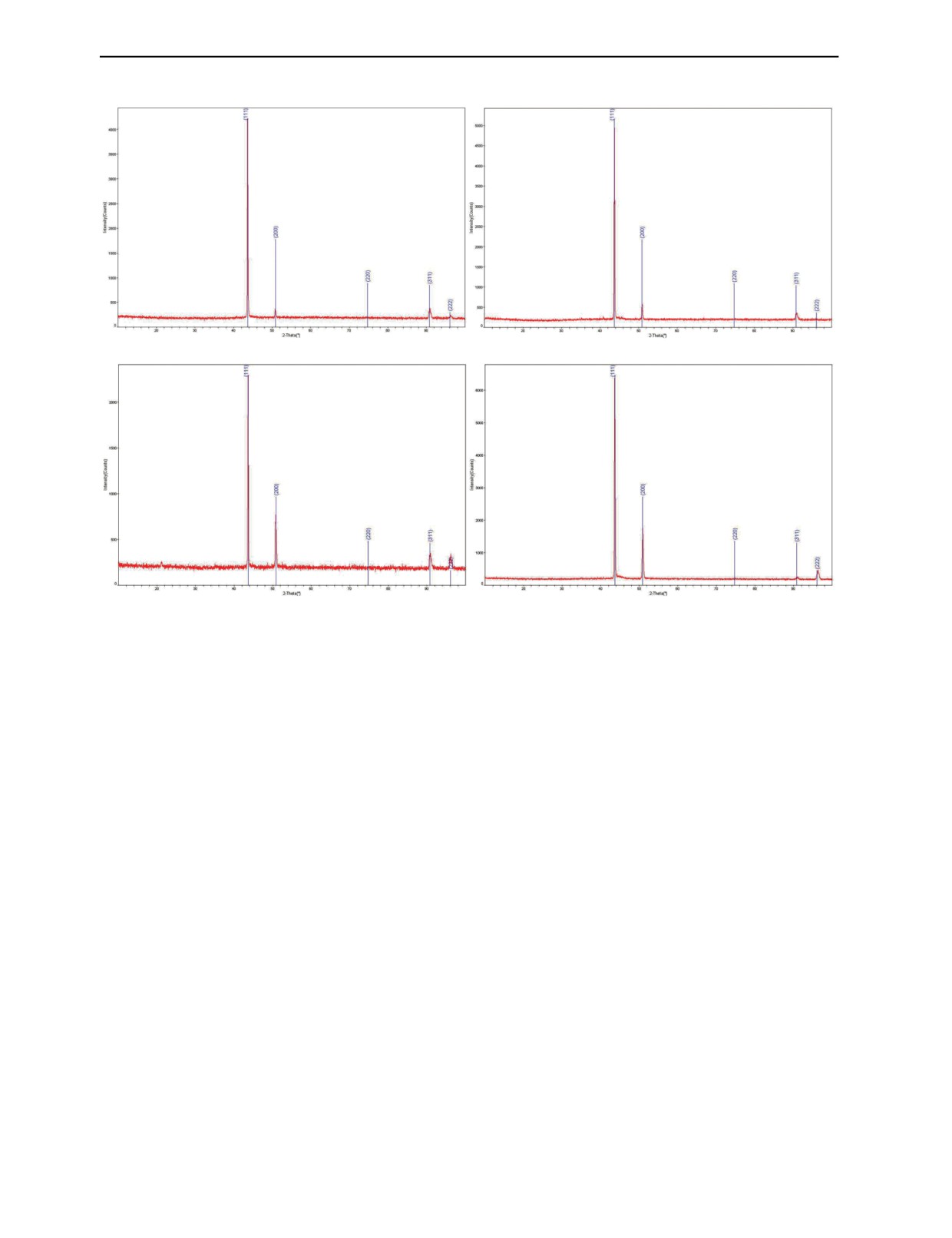
а
б
в
г
Рис. 6. Дифрактограммы образцов № 7 (а), № 8 (б), № 9 (в) и № 10 (г).
Образцы были протравлены. С торца каждого образца (т.е. перпендикулярно поверхности
штамповки) записана дифрактограмма (рис. 6). Дифрактограммы от образцов, вырезанных из од-
них и тех же высотных образцов, практически совпадают, что свидетельствует об однородности
структуры по высоте в пределах стержня — фазовой и зеренной. На дифрактограммах от образцов
с высокой скоростью прохождения ультразвука (образцы № 7 и № 8) наблюдается аномально высо-
кая интенсивность рефлекса <111>. Рефлекс <220> отсутствует. На дифрактограммах от образцов
с низкой скоростью прохождения ультразвука (образцы № 9 и № 10) соотношения интенсивностей
рефлексов близки к эталонным бестекстурным значениям международной базы кристаллических
структур PDF-2.
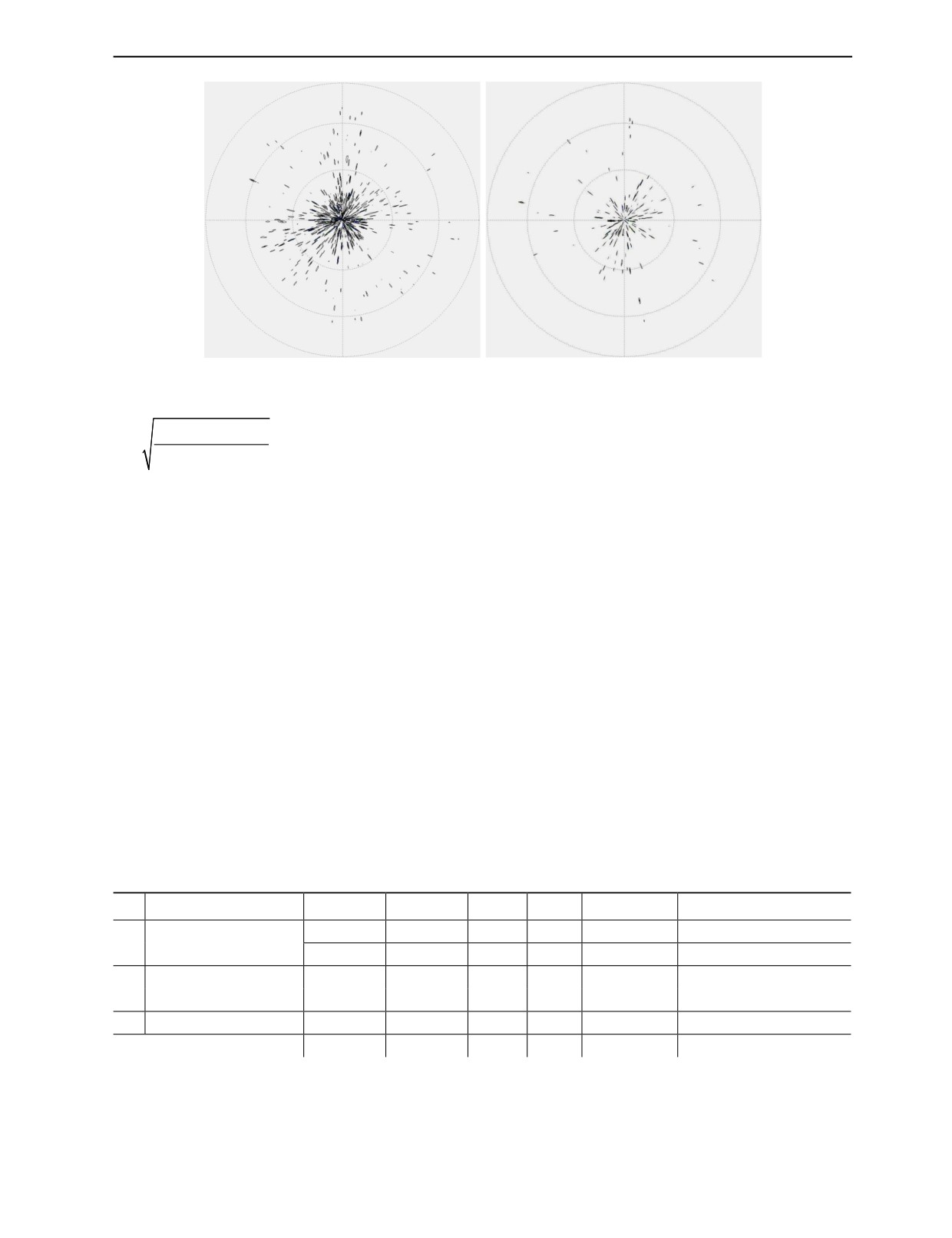
Для выяснения причин аномально высокой интенсивности рефлекса <111> записаны прямые
полюсные фигуры (рис. 7).
Прямые полюсные фигуры обоих образцов соответствуют рекристаллизованному состоянию
структуры. Каждый рефлекс в центральной части полюсной фигуры соответствует отражению от
зерна с ориентировкой <111>, перпендикулярной к поверхности образца или с небольшим откло-
нением от нормали к ней. Из анализа прямых полюсных фигур следует, что в образце № 7 (высокая
скорость прохождения ультразвука) значительно выше полюсная плотность, чем в образце № 9
(низкая скорость прохождения ультразвука), т.е. в образце № 7 значительно больше зерен с ориен-
тировкой <111>.
На основании этого было сделано предположение, что в исследованных штамповках имеются
вертикальные (протяженные вдоль оси штамповки) области материала, характеризующиеся дис-
пропорцией в количестве зерен с ориентацией кристаллографических плоскостей по отношению
к направлению распространения ультразвука. При этом в областях с высокой и низкой скоростью
преимущественная ориентация зерен существенно различна.
Из литературных данных известно, что модуль упругости Е в жаропрочных никелевых сплавах
анизотропен. Например, для литейных никелевых жаропрочных сплавов характерны следующие
значения в зависимости от кристаллографического направления: Е<100> ≈ 130 ГПа, Е<110> ≈ 250 ГПа,
Е<111> ≈ 300 ГПа. Известно, что скорость звука для продольной волны в изотропной упругой среде
Дефектоскопия
№ 12
2020
Исследование случаев «аномального» затухания ультразвуковых колебаний...
45
а
б
Рис. 7. Прямые полюсные фигуры <111> образцов № 7 (а — высокая скорость ультразвука) и № 9 (б — низкая скорость
ультразвука).
E
(
1-ν
)
c
=
,
где ρ — плотность среды, ν — коэффициент Пуассона. Для анизотропной
ρ
(
1+ν
)(
1−2ν
)
среды скорость вычисляется по более сложной формуле, зависящей от всех составляющих тензора
упругих инвариант материала, но, в первом приближении, она прямо пропорциональна квадратно-
му корню из модуля упругости E и при средней скорости ультразвука в равноосном поликристал-
лическом материале 5600 м/с может меняться в пределах от -25 до +10% от среднего значения при
распространении ультразвука в различных направлениях по отношению к кристаллографическим
осям монокристалла. Преобладание в образцах № 7 и № 8 зерен с ориентировкой <111> объясняет
высокую скорость прохождения ультразвука в них. Разницу в скорости 1% может вызвать даже не-
значительная диспропорция в количестве зерен с различной кристаллографической ориентацией.
Для увеличения скорости на 1% достаточно, чтобы в материале присутствовало на 10 об.% больше
зерен, ориентированных кристаллографической плоскостью <111> перпендикулярно к направле-
нию распространения ультразвуковой волны.
Изменение механических свойств материала
Наблюдаемая в штамповках разница в скорости распространения ультразвуковых колебаний до
1,5 % говорит о разнице в модуле упругости в высотном направлении на разных участках ступи-
цы в 3 %. Чтобы убедиться в этом, из штамповки из сплава ЭК151-ИД из зон с падением донного
сигнала были вырезаны образцы и исследованы их механические свойства: кратковременная и
длительная прочность, ударная вязкость, прочность при испытаниях на малоцикловую усталость.
Таблица
2
Результаты механических испытаний штамповки из сплава ЭК151-ИД
№
Зона вырезки образца
σв, кгс/мм2
σ0,2, кгс/мм2
δ5, %
ψ, %
KCU, кгсм/см2
t = 650 °C, σ = 103 кгс/мм2, ч
146
105
17
17,5
4,0
132
1
Центральная зона (вал)
145
105
17
18,5
3,9
138
Тангенциальная
148
108
17
18
4,0
110
2
Радиальная
148
107
18,5
18,5
3,8
110
3
Техн. припуск
146
110
14
16,5
3,7
105
По ТУ, не менее
145
105
12
13
3,0
100
Часть образцов вырезались так, чтобы их рабочая зона попадала на зону с падением амплитуды
донного сигнала. Результаты испытаний приведены в табл. 2. Было подтверждено, что механиче-
ские свойства штамповок с «аномальным» затуханием удовлетворяют требованиям ТУ.
Дефектоскопия
№ 12
2020
46
М.А. Далин, В.Ю. Чертищев, И.С. Краснов, А.Н. Раевских
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ И ИХ ОБСУЖДЕНИЕ
Таким образом, установлено, что в штамповке из сплава ЭП742-ИД в ступичной части имеются
протяженные в осевом направлении зоны с различной преимущественной кристаллографической
ориентацией, что и является причиной наблюдаемой разницы в скорости ультразвука в этих зонах.
Расчетно-теоретическим путем показано, что разница в скорости ультразвука может вызывать на-
блюдаемое падение амплитуды донного сигнала на границе этих зон.
Наличие в ступичной части штамповок протяженных в осевом направлении зон с преобладани-
ем одной кристаллографической ориентации зерен объясняет также и аномально высокую ампли-
туду донного сигнала в некоторых областях поверхности штамповки. Затухание ультразвуковых
волн в дискретно-анизотропном поликристаллическом материале обусловлено, в первую очередь,
рассеянием ультразвука на границах зерен с разной кристаллографической ориентацией. В преде-
лах зоны с одинаковой преимущественной кристаллографической ориентацией волна при распро-
странении будет меньшее рассеиваться, затухание окажется меньше и амплитуда донного сигнала
соответственно вырастет.
Рекомендации по браковке изделий
Для однозначной идентификации штамповок, в которых падение донного сигнала вызвано
наличием зон с различной скоростью распространения ультразвуковой волны, было предложено
проводить дополнительные исследования штамповки, в ходе которых проверять одновременное
наличие всех нижеперечисленных признаков:
падение донного сигнала на величину более 70% наблюдается только в пределах ступичной части
штамповки, ограниченной наименьшими по диаметру противоположными торцевыми поверхностями;
на указанной поверхности отсутствуют факторы, которые могут снизить амплитуду донного
сигнала, а именно, непараллельность противоположных торцевых поверхностей более 0,5 мм, вол-
нистость, шероховатость Ra более 2,5; в сомнительных случаях штамповка должна быть направле-
на на повторную мехобработку;
области с повышенным затуханием имеют локальный характер (1—2 диаметра пьезопластины
преобразователя), а не занимают всю или бóльшую часть торцевой поверхности вала;
на указанной поверхности в разных точках наблюдается различие в скорости распространения
ультразвуковых волн на величину более 0,5 %, что регистрируется, например, путем построения
времяпролетного С-скана. При построении времяпролетного С-скана следует снижать усиление
таким образом, чтобы донный сигнал нигде не превышал высоту экрана;
при контроле без введения корректировки усиления уровень структурного шума в зонах повы-
шенного затухания на всей глубине прозвучивания, указанной в ТКК, не превышает уровня шума
на контрольном образце.
При отсутствии на штамповке любого из этих признаков рекомендуется считать штамповку
несоответствующей продукцией и браковать в обычном порядке.
Так как контролепригодность штамповок с таким падением амплитуды донного сигнала сниже-
на, проблемную зону штамповки следует дополнительно контролировать с двух сторон с введением
таких поправок в настройку дефектоскопа, которые бы обеспечили номинальную чувствительность
контроля во всем объеме чистовой детали в штамповке. Если при этом амплитуда шумовых эхо-
сигналов превышает уровень фиксации, штамповку следует забраковать как неконтролепригодную.
ВЫВОДЫ
Установлено, что причиной «аномального» падения амплитуды донного сигнала в исследован-
ных штамповках является неоднородная структура материала, характеризующаяся протяженными
в осевом направлении зонами с разной скоростью распространения ультразвуковой волны. При-
чиной неоднородности скорости является наличие зон, в каждой из которых преобладает своя кри-
сталлографическая ориентация зерен, характеризующаяся отличным от соседней зоны модулем
упругости. Падение амплитуды донного сигнала может объясняться отражением и преломлением
волн на наклонной границе раздела двух областей с различной скоростью ультразвука. Несплош-
ностей (дефектов) в данных штамповках не обнаружено.
Предложен порядок исследования штамповок для однозначной идентификации наличия «ано-
мального» затухания из-за наличия зон с различной скоростью ультразвука, а не по какой-либо
другой причине.
Дефектоскопия
№ 12
2020
Исследование случаев «аномального» затухания ультразвуковых колебаний...
47
СПИСОК ЛИТЕРАТУРЫ
1. Оспенникова О.Г. Тенденции создания жаропрочных никелевых сплавов низкой плотности с по-
ликристаллической и монокристаллической структурой (обзор) // Авиационные материалы и техноло-
гии. 2016. № 1. С. 3—19. DOI: 10.18577/2071-9140-2016-0-1-3-19
2. Каблов Е.Н. Инновационные разработки ФГУП «ВИАМ» ГНЦ РФ по реализации «Стратегиче-
ских направлений развития материалов и технологий их переработки на период до 2030 года» // Авиа-
ционные материалы и технологии. 2015. № 1. С. 3—33. DOI: 10.18577/2071-9140-2015-0-1-3-33
3. Каблов Е.Н., Сидоров В.В., Каблов Д.Е., Мин П.Г. Металлургические основы обеспечения вы-
сокого качества монокристаллических жаропрочных никелевых сплавов // Авиационные материалы и
технологии. 2017. № S. С. 55—71. DOI: 10.18577/2071-9140-2017-0-S-55-71
4. Ермолов И.Н., Ланге Ю.В. Неразрушающий контроль / Справочник. В 7 т. Под общ. ред.
В.В. Клюева. Ультразвуковой контроль. Т. 3. М.: Машиностроение, 2004. 864 с.
5. AMS STD
2154
«Process For Wrought Metals Ultrasonic Inspection». 41 p. URL: http://
allaboutmetallurgy.com/wp/wp-content/uploads/2016/03/AMS-2154.pdf
6. Thompson R.B. et al. Scattering of elastic waves in simple and complex polycrystals // Wave Motion.
7. Каблов Е.Н. Ключевая проблема — материалы / Тенденции и ориентиры инновационного разви-
тия России. М.: ВИАМ, 2015. С. 458—464.
8. Каблов Е.Н., Бондаренко Ю.А., Ечин А.Б. Развитие технологии направленной кристаллизации
литейных высокожаропрочных сплавов с переменным управляемым температурным градиентом // Ави-
ационные материалы и технологии. 2017. № S. С. 24—38. DOI: 10.18577/2071-9140-2017-0-S-24-38
9. Stanke Fred E., Kino G.S. A unified theory for elastic wave propagation in polycrystalline materials //
10. Chen Yeong-Jern. Relationship between Ultrasonic Characteristics and Relative Porosity in Al and Al-
pdf3/50/09/2308.pdf
11. Ландау Л.Д., Лифшиц Е.М. Теория упругости / Издание 5-е, стереотипное. М.: Физматлит, 2007.
259 с.
12. Щипаков Н.А. Разработка методики и аппаратуры акустической тензометрии трубопроводов:
автореф. дис. канд. техн. наук: 05.02.11/ Моск. гос. техн. ун-т им. Н.Э. Баумана, Москва, 2012. 16 с. URL:
13. Воронкова Л.В., Андреев В.В. Ультразвуковой контроль структуры и механических свойств чугун-
14. Pranaam Haldipur. Material characterization of nickel-based super alloys through ultrasonic inspection.
cgi?article=2258&context=rtd
15. Щербинский В.Г. Технология ультразвукового контроля сварных соединений. М.: Изд-во Тиссо,
2003. 326 с.
Дефектоскопия
№ 12
2020