Тепловые методы
УДК 620.179.13
АКТИВНЫЙ ТЕПЛОВОЙ КОНТРОЛЬ УДАРНЫХ ПОВРЕЖДЕНИЙ В
КОМПОЗИЦИОННЫХ МАТЕРИАЛАХ, ИЗГОТОВЛЕННЫХ МЕТОДОМ
3D-ПЕЧАТИ
© 2020 г. Б.И. Шагдыров1, А.О. Чулков1,*, В.П. Вавилов1, В.О. Каледин2, М. Омар3
1Национальный исследовательский Томский политехнический университет,
Россия 634050 Томск, пр-т Ленина, 30
2Новокузнецкий институт (филиал) Федерального государственного бюджетного образовательного
учреждения «Кемеровский государственный университет», Россия 654041 Новокузнецк, ул. Циолковского, 23
3Отделение индустриальных и инженерных систем Института Масдар Университета науки и
технологий Халифы, 54224 Абу-Даби, Объединенные Арабские Эмираты
*E-mail: chulkovao@tpu.ru
Поступила в редакцию 17.09.2020; после доработки 20.10.2020
Принята к публикации 20.10.2020
Используя метод ультразвуковой инфракрасной термографии, показано, что технология 3D-печати позволяет избе-
жать растрескивания краев технологических отверстий в композитах, возникающего при их механической обработке.
Прочность композитов к ударным воздействиям целесообразно оценивать по относительному изменению теплофизиче-
ских характеристик в зонах ударных повреждений, исходя из предположения, что бóльшая энергия удара приводит к более
развитым дефектам и бóльшим относительным изменениям тепловой инерции и температуропроводности соответствен-
но. Выполнено сравнение устойчивости к ударным воздействиям образцов из кевлара и углеволокнистого композита, а
также их гибрида. Наилучшую стойкость к ударным воздействиям проявил гибридный образец из кевлара и углеродво-
локнистого композита, в котором изменение тепловой инерции и температуропроводности после ударного воздействия с
энергией 15 Дж составило соответственно 4 и 8 % по сравнению с 10 и 9 % у углепластика и 15 и 11 % у кевлара.
Ключевые слова: активный тепловой контроль, 3D-напечатанные композиты, углеволокнистый композит, кевлар,
гибридный композит, ударное повреждение, температуропроводность, тепловая инерция.
DOI: 10.31857/S0130308220120088
1. ВВЕДЕНИЕ
Ударные повреждения являются характерными эксплуатационными дефектами в полимер-
ных композиционных материалах (ПКМ). Наиболее опасны дефекты, визуально не обнаружива-
емые на поверхности удара (BVID-Barely Visible Impact Damage), но приводящие к глубинному
растрескиванию композитов и снижению их предела прочности [1]. Ударные повреждения рас-
сматривают как конгломерат зон растрескивания, расслоений и смятий ПКМ, который напоми-
нает по форме пирамиду, обращенную вершиной к точке удара. Максимальная площадь дефект-
ных зон приходится на заднюю поверхность композиционной панели толщиной до нескольких
миллиметров, что делает односторонний тепловой контроль (ТК) затруднительным (например,
в углепластике предельная глубина выявления дефектов площадью 10 мм2 составляет около 4
мм), поэтому наиболее эффективна двухсторонняя процедура ТК или односторонний контроль
на стороне, противоположной ударному воздействию. Прочностные характеристики композитов
при ударных воздействиях различной энергии и скорости впервые были исследованы в 1980-х
годах [2]. Степень повреждения ПКМ может быть оценена по размеру дефектной зоны, напри-
мер, методом ширографии (shearography) [3]. Одно- и двухсторонний ТК ударных повреждений
наглядно демонстрирует форму и размеры ударных повреждений, а в ряде случаев удается вы-
полнить их томографическое представление по слоям, используя принципы временной и фазо-
вой тепловой томографии [4]. В работе [5] была предложена концепция связи энергии удара и
локального изменения теплофизических характеристик композитов, опробованная на большом
количестве образцов из угле- и стеклопластика. Затем та же концепция была применена для ис-
пытаний гибридных композитов лен—углепластик, в результате чего было продемонстрирована
повышенная устойчивость к ударным повреждениям композиций лен—углепластик—лен.
Классификация дефектов ПКМ является актуальной задачей ТК, которую решают путем ана-
лиза температурных сигналов во времени, а также форм температурных аномалий. Наиболее
простыми с точки зрения классификации являются дефекты в виде инородных включений, те-
плофизические характеристики которых резко отличаются от свойств основного материала, на-
пример, влага в сотовых конструкциях [6]. Ударные повреждения при одностороннем ТК начи-
74
Б.И. Шагдыров, А.О. Чулков, В.П. Вавилов и др.
нают проявляться в виде температурных аномалий уже с момента начала тепловой стимуляции
(подповерхностные повреждения), а в ходе распространения тепла внутрь объекта приобретают
специфическую форму, которая зависит от схемы укладки слоев композита [7]. Активный ТК с
использованием оптического нагрева наиболее эффективен для выявления расслоений значи-
тельной площади, расположенных параллельно основной поверхности изделия. Разрывы воло-
кон композита и узкие трещины целесообразно выявлять с помощью метода ультразвуковой (УЗ)
инфракрасной (ИК) термографии, при котором наиболее интенсивная генерация тепла происхо-
дят в зонах «слипнутых» дефектов [8]. Отдельным направлением применения теплового метода
при контроле композитов является анализ динамических температурных полей, возникающих в
момент нанесения ударных повреждений [7, 9].
В последние годы приобрели популярность аддитивные технологии производства композици-
онных материалов, которые позволяют изготавливать изделия со сложной геометрией при относи-
тельно высоком качестве и производительности [10]. Однако прочностные характеристики таких
ПКМ в сравнении с композитами, изготовленными по «классическим» технологиям, исследованы
слабо, в особенности, с использованием методов неразрушающих испытаний.
В настоящем исследовании выполнено сравнение образцов из кевлара (предел прочности
3640 МПа) и углеродволокнистого композита (УВК, предел прочности до 1000 МПа), а также
их гибрида, изготовленных методом 3D-печати и подвергнутых последовательным ударным воз-
действиям различной энергии. Исходным пунктом явилось предположение, что бóльшая энергия
удара приводит к бóльшим относительным изменениям тепловой инерции и температуропровод-
ности.
2. УЛЬТРАЗВУКОВАЯ ТЕРМОГРАФИЧЕСКАЯ ОЦЕНКА КАЧЕСТВА ТЕХНОЛОГИЧЕСКИХ
ОТВЕРСТИЙ
При сверлении технологических отверстий в традиционных композитах возможно возникнове-
ние краевых дефектов в виде растрескиваний и расслоений, которые могут быть зародышами более
опасных эксплуатационных дефектов. При изготовлении композитов методом 3D-печати появления
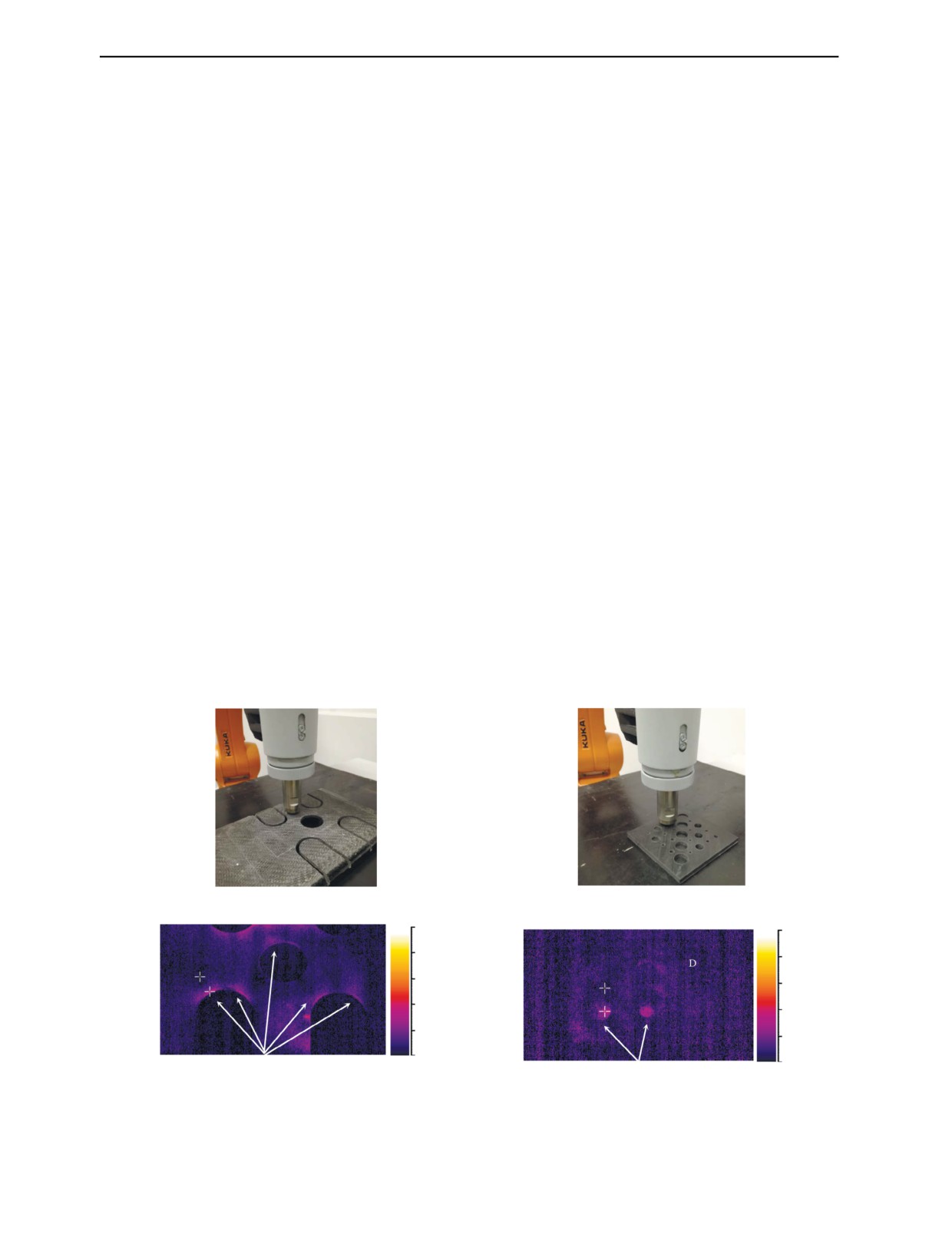
дефектов такого вида можно избежать. На рис. 1 приведены результаты ультразвукового ТК каче-
ства исполнения отверстия в двух образцах: изготовленных по традиционной технологии из пре-
прега (рис. 1а), а также методом 3D-печати с использованием угленаполненного филамента FormaX
(рис. 1б). В первом образце, представляющем собой имитатор самолетной нервюры, были выполне-
а
б
T,°С
T,°С
1,50
0,90
1,20
0,72
0,90
0,54
0,60
0,36
0,30
0,18
0,00
Температурные
0,00
Температурные
сигналы
сигналы от днища
от растрескиваний
дефектов
Рис. 1. Результаты УЗ ИК термографии качества отверстий в углепластике, выполненных путем фрезерования (а) и
методом 3D-печати (б).
Дефектоскопия
№ 12
2020
Активный тепловой контроль ударных повреждений в композиционных материалах...
75
ны сквозные отверстия путем фрезерования, второй образец содержал глухие плоскодонные отвер-
стия различной глубины. Известно, что эффективным методом выявления «слипнутых» («сомкну-
тых») дефектов является УЗ ИК термография, осуществляемая с помощью магнитострикционной
или пьезоэлектрической стимуляции [7]. В частности, на рис. 1 показан процесс стимуляции ком-
позита с помощью магнитострикционной головки, установленной на роботе Kuka, что позволило
обеспечить постоянный прижим шарового индентора к изделию. Электрическая мощность на маг-
нитострикторе составляла 50 Вт, чтобы избежать повреждения композита в зоне контакта с инден-
тором; длительность стимуляции была 5 с, частота ультразвука — 22 кГц. При вводе в изделие УЗ
колебаний температура в дефектных областях повышается вследствие трения берегов микротрещин
на фоне ненагреваемого бездефектного материала. Термограмма рис. 1а показывает, что изделие
остается «холодным», тогда как поверхности фрезерованных отверстий генерируют температурные
сигналы амплитудой около 0,5 оС. Во втором образце генерация тепла наблюдалась только по всей
площади отверстий с остаточной стенкой малой толщины (см. теплые зоны круглой формы с избы-
точной температурой около 0,25 оС на рис. 1б), в то время как края отверстий оставались холодны-
ми. Применение данного способа ТК иллюстрирует преимущество изготовления технологических
отверстий на 3D-принтере, при котором микротрещины на поверхности отверстий не образуются.
3. ОБРАЗЦЫ ПКМ С УДАРНЫМИ ПОВРЕЖДЕНИЯМИ
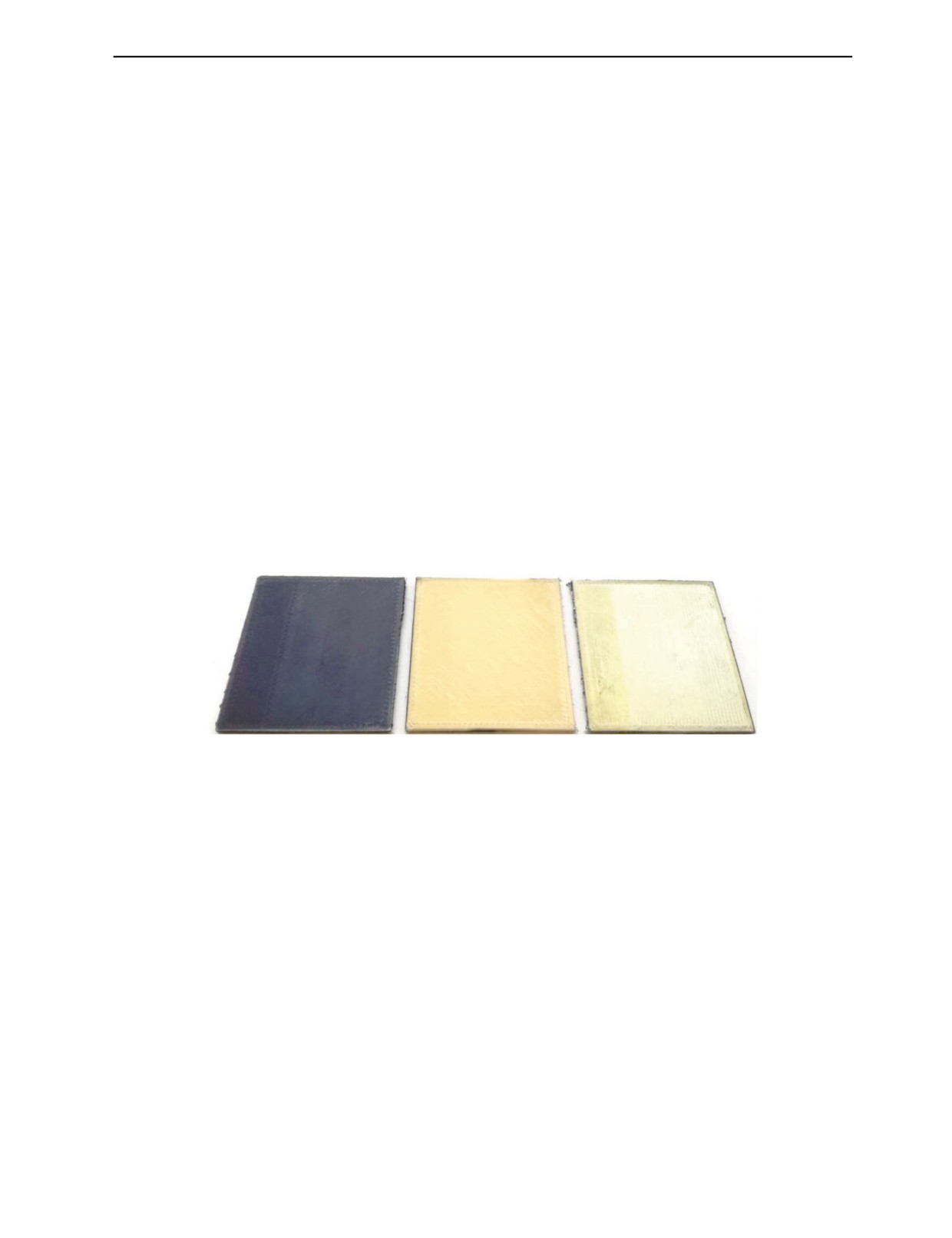
Три образца размерами 90×80×3,2 мм и массой около 27 г (рис. 2) были изготовлены методом
3D-печати на принтере Markforged, модель Mark Two, на подложке из двух слоев нейлона. Пла-
стины были армированы нитями на основе непрерывных волокон из кевлара и углерода по схеме
[0°/45°/90°/-45°] и далее через 45о. Образец из УВК (рис. 2а) состоял из 23 слоев, образец из кев-
лара (рис. 2б) — из 28 слоев, образец из гибридного композита (рис. 2в) содержал 2 слоя нейлона,
15 слоев кевлара, 10 слоев углерода и 4 слоя кевлара.
а
б
в
Рис. 2. Образцы ПКМ:
а —УВК; б — кевлар; в — кевлар + УВК.
Перед испытаниями образцы с двух сторон были окрашены черной матовой краской для того,
чтобы исключить частичную оптическую прозрачность материалов, а также для унификации коэф-
фициентов поглощения поверхностей образцов до уровня 0,96.
Искусственные дефекты в виде ударных повреждений наносили при помощи копра с ударни-
ком в виде стального шарика [3]. По центру каждого образца было нанесено по 5 ударов с энер-
гией от 1 до 5 Дж: первый удар наносили с энергией 1 Дж, второй удар с энергией 2 Дж и т.д.,
с одной и той же стороны (далее — сторона F). Таким образом, суммарная энергия 5 ударов по
каждому образцу составила 15 Дж. Следует заметить, что для образца из комбинированного ком-
позита удары наносили со стороны бóльшего количества слоев, армированных кевларом. Перед
нанесением ударных повреждений, а также после каждого удара, образцы были проконтролиро-
ваны методом одно- и двухстороннего ТК для анализа изменения теплофизических характери-
стик (ТФХ) пластин в зоне удара.
4. СХЕМА ЭКСПЕРИМЕНТА И ОБОРУДОВАНИЕ
Схема одно- и двухстороннего ТК приведена на рис. 3. Для создания импульса нагрева исполь-
зовали ксеноновые лампы-вспышки суммарной мощностью 12 кДж при длительности импульса
16 мс. Температуру образцов регистрировали тепловизионным модулем Optris PI450 с частотой
записи ИК термограмм 25 Гц.
Дефектоскопия
№ 12
2020
76
Б.И. Шагдыров, А.О. Чулков, В.П. Вавилов и др.
T
Двухсторонний ТК
а
2
5
1
3
F
τ
T
4
Односторонний ТК
R
е
6
5
τ
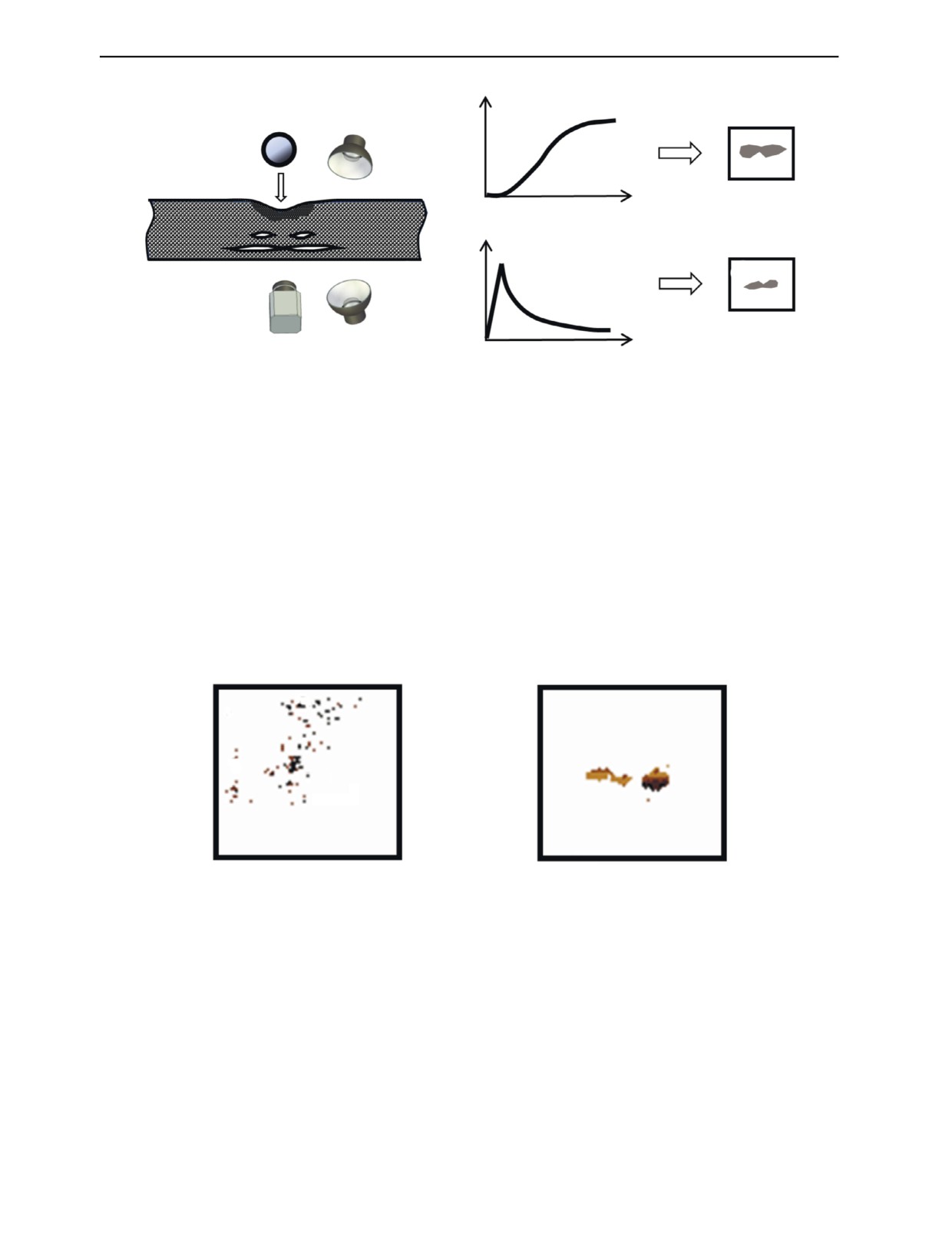
Рис. 3. Схема одно- и двухстороннего ТК ударных повреждений в ПКМ с графиками изменения температуры при одно-
и двухстороннем контроле и построением карт температуропроводности а, тепловой инерции e (1 — объект контроля;
2 — источник ударного повреждения; 3 — лунка в месте удара; 4 — обширные расслоения в теле композита; 5 — источ-
ники оптического нагрева; 6 — тепловизор; F — передняя поверхность; R — задняя поверхность образца).
Односторонний ТК проводили на поверхности, противоположной удару (задней R-поверхности).
Предварительно проконтролировали обе поверхности образца из УВК с ударным повреждением
15 Дж, применяя метод тепловой томографии (рис. 4). На передней F-поверхности зона удара ви-
зуально обнаруживалась незначительной лункой, а томограмма приповерхностного слоя практи-
чески не содержала заметных дефектов (см. томограмму на рис. 4а). Обширная дефектная зона
была выявлена при одностороннем ТК задней R-поверхности (томограмма рис. 4б). В дальнейшем
односторонний ТК осуществляли только на задней поверхности образцов. Из теории ТК известно,
что результаты двухстороннего ТК слабо зависят от того, на каких поверхностях объекта контроля
производят нагрев и регистрацию температуры, поэтому, так же как в односторонней процедуре,
тепловое поле регистрировали на задней поверхности. Последовательности ИК термограмм обра-
батывали с помощью программы ThermoFit Pro (НИ ТПУ).
а
б
Рис. 4. Тепловые томограммы образца из УВК с ударным повреждением 15 Дж:
а — слой 0—0,76 мм (отсчет от передней F-поверхности); б — слой 2,14—2,65 мм.
5. АНАЛИЗ ИЗМЕНЕНИЯ ТФХ В ДЕФЕКТНЫХ ЗОНАХ
Согласно схеме рис. 3, оценку дефектности образцов проводили путем анализа изменения ТФХ
образцов, т.е. кажущейся тепловой инерции (в односторонней процедуре) и температуропровод-
ности (в двухсторонней процедуре).
5.1. Определение кажущейся тепловой инерции
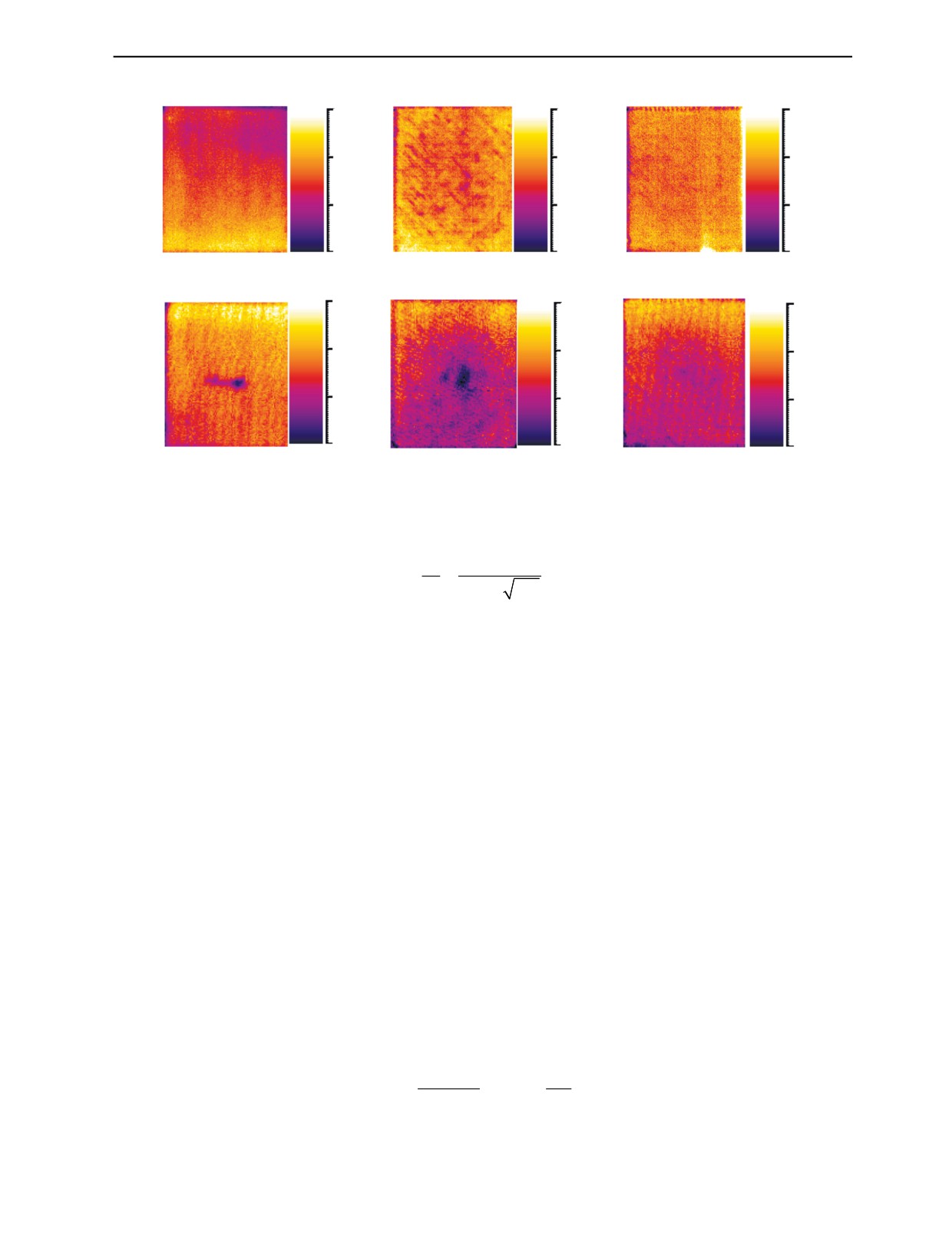
На рис. 5 показаны карты кажущейся тепловой инерции трех образцов до нанесения ударных
повреждений (рис. 5а—в), а также после серии из пяти ударов с суммарной энергией 15 Дж (рис.
5г—е). Расчет значений кажущейся тепловой инерции е/W (Вт·с1/2/(м²·К)) для любого момента вре-
мени проводили по следующей формуле [5]:
Дефектоскопия
№ 12
2020
Активный тепловой контроль ударных повреждений в композиционных материалах...
77
а
б
в
е, Вт·с1/2/(м²·К)
е, Вт·с1/2/(м²·К)
е, Вт·с1/2/(м²·К)
0,11
0,11
0,11
0,10
0,10
0,10
0,09
0,09
0,09
0,08
0,08
0,08
г
д
е
е, Вт·с1/2/(м²·К)
е, Вт·с
1/2
/(м²·К)
е, Вт·с1/2/(м²·К)
0,11
0,11
0,11
0,10
0,10
0,10
0,09
0,09
0,09
0,08
0,08
0,08
Рис. 5. Карты кажущейся тепловой инерции (односторонний ТК задней поверхности):
а — УВК (бездефектный образец); б — кевлар (бездефектный образец); в — кевлар + УВК (бездефектный образец); г — УВК (ударные
повреждения суммарной мощности 15 Дж); д — кевлар (ударные повреждения суммарной мощности 15 Дж); е — кевлар + УВК (удар-
ные повреждения суммарной мощности 15 Дж).
e
1
=
,
(1)
*
*
W T
(
τ
)
πτ
где e — коэффициент тепловой инерции; W — поглощенная энергия, Вт·с/м2; T(τ*) — температура
поверхности для конкретного момента времени, °C; τ* — время, c. Заметим, что формула (1) не тре-
бует измерять поглощенную энергию в каждой точке поверхности, что на практике представляет
значительные трудности. Кроме того, поскольку кажущаяся тепловая инерция является функцией
времени, в расчет принимали максимальные величины абсолютных (Δe = end - ed) и относительных
(Δe/end) изменений этого параметра (индексы «nd» и «d» относятся к бездефектной и дефектной
зонам).
После серии из 5 ударов наибольшие повреждения на задней поверхности визуально наблюда-
лись в образцах из кевлара и УВК (рис. 5д, г). При этом в образце из УВК образовалась трещина, а
у образца из кевлара — внутреннее расслоение круглой формы. Гибридный образец также характе-
ризовался снижением величин кажущейся тепловой инерции в зоне удара, но в меньшей степени.
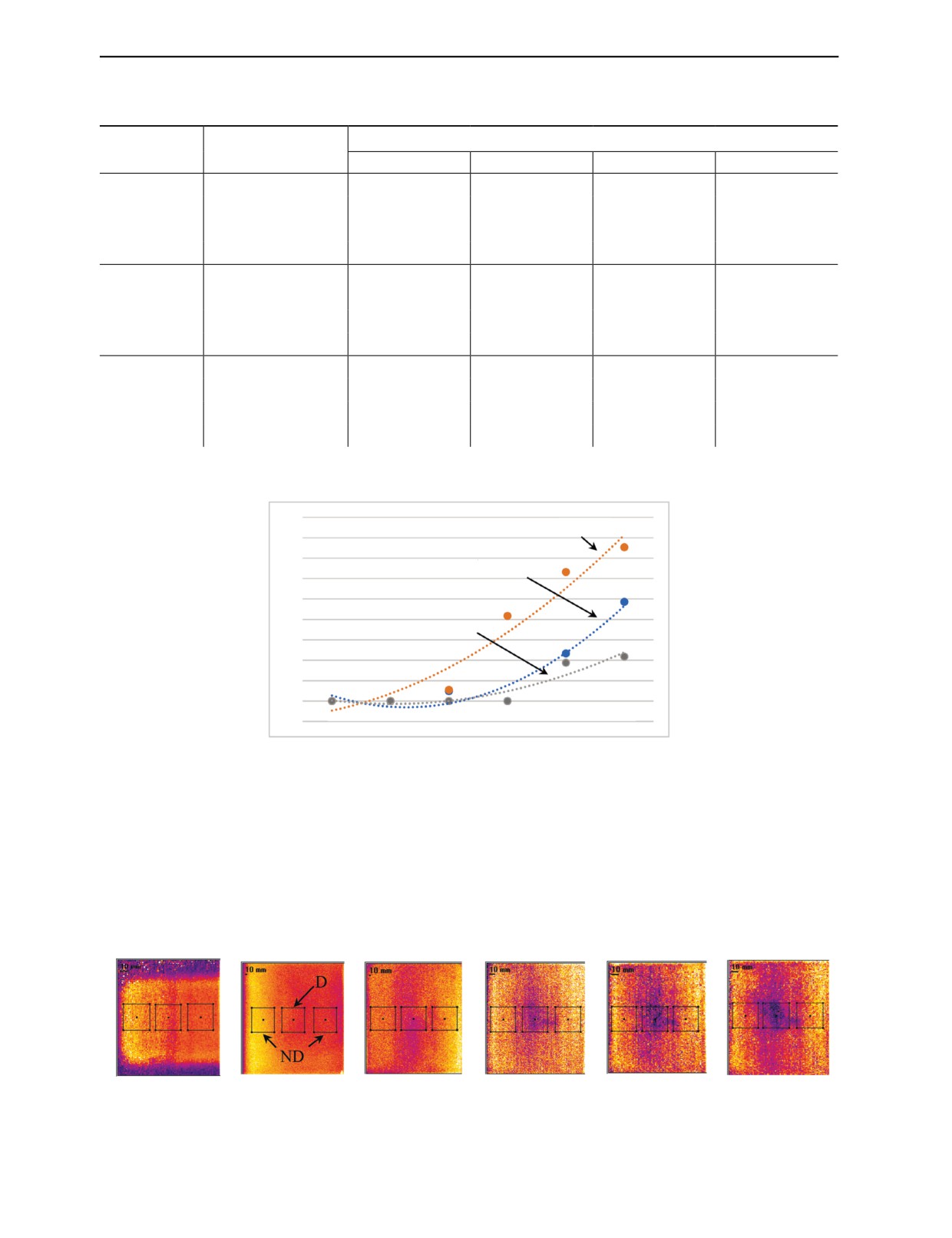
Величины параметров ed, end, Δe и Δe/end, определенные по e-картам рис. 5, приведены
в табл 1. Видно, что образец из кевлара характеризуется наибольшим изменением кажущейся те-
пловой инерции с увеличением энергии удара, а именно, Δe/end ~15% после 5 ударов. Для образца
из УВК величина Δe/end после 5 ударов составила 10 %.
Характер изменения величин Δe/end с ростом энергии удара проиллюстрирован на рис. 6. Все
кривые были аппроксимированы полиномами 2-й степени. В частности, видно, что ТФХ (тепло-
вая инерция) гибридного образца начинают изменяться после ударного воздействия с суммарной
энергией 10 Дж, а после ударов с полной энергией 15 Дж изменение величины Δe/end в гибридном
композите в 4 раза ниже, чем в кевларе.
5.2. Определение температуропроводности
Карты температуропроводности рассчитывали по формуле Паркера [5]:
2
2
1,388⋅l
l
a
=
=
0,139⋅
,
(2)
2
π
⋅τ
τ
1/2
1/2
где l — толщина образцов, м; τ1/2 — время достижения половины максимума температурного отклика, с.
Дефектоскопия
№ 12
2020
78
Б.И. Шагдыров, А.О. Чулков, В.П. Вавилов и др.
Таблица
1
Характеристики кажущейся тепловой инерции в дефектных и бездефектных областях образцов ПКМ
Суммарная энергия ударного воздействия, Дж
Материал
Параметр тепловой
образца
инерции, Вт·с1/2/(м²·К)
3
6
10
15
еnd
0,103
0,101
0,086
0,103
еd
0,102
0,101
0,082
0,093
УВК
Δе
0,001
0
0,004
0,01
Δe/end, %
1,0
0,0
4,7
9,7
еnd
0,091
0,084
0,087
0,093
еd
0,09
0,077
0,076
0,079
Кевлар
Δе
0,001
0,007
0,011
0,014
Δe/end, %
1,1
8,3
12,6
15,1
еnd
0,1
0,08
0,08
0,092
еd
0,1
0,08
0,077
0,088
Кевлар + УВК
Δе
0
0
0,003
0,004
Δe/end, %
0,0
0,0
3,8
4,4
Δe/end, %
18
Кевлар
16
14
УВК
12
10
Кевлар + УВК
8
6
4
2
0
0
1
3
6
10
15
Суммарная энергия
-2
ударов, Дж
Рис. 6. Зависимость относительного изменения кажущейся тепловой инерции от энергии ударного воздействия.
Карты температуропроводности образца из кевлара (рис. 7) показывают, что с ростом энергии
удара величина температуропроводности снижается, что обусловлено микрорастрескиванием
композита и соответствующим затягиванием температурного фронта на поверхности, противо-
положной нагреву. Заметим, что, в отличие от определения тепловой инерции, где каждая термо-
грамма последовательности T(i, j, τ) преобразуется в карту e(i, j, τ), карта температуропроводно-
сти a(i, j) является единственной для каждой последовательности.
Суммарная
Суммарная
Суммарная
Суммарная
Суммарная
До удара
энергия 1 Дж
энергия 3 Дж
энергия 6 Дж
энергия 10 Дж
энергия 15 Дж
Рис. 7. Карты температуропроводности образца из кевлара (двухсторонний ТК при нагреве задней поверхности).
Дефектоскопия
№ 12
2020
Активный тепловой контроль ударных повреждений в композиционных материалах...
79
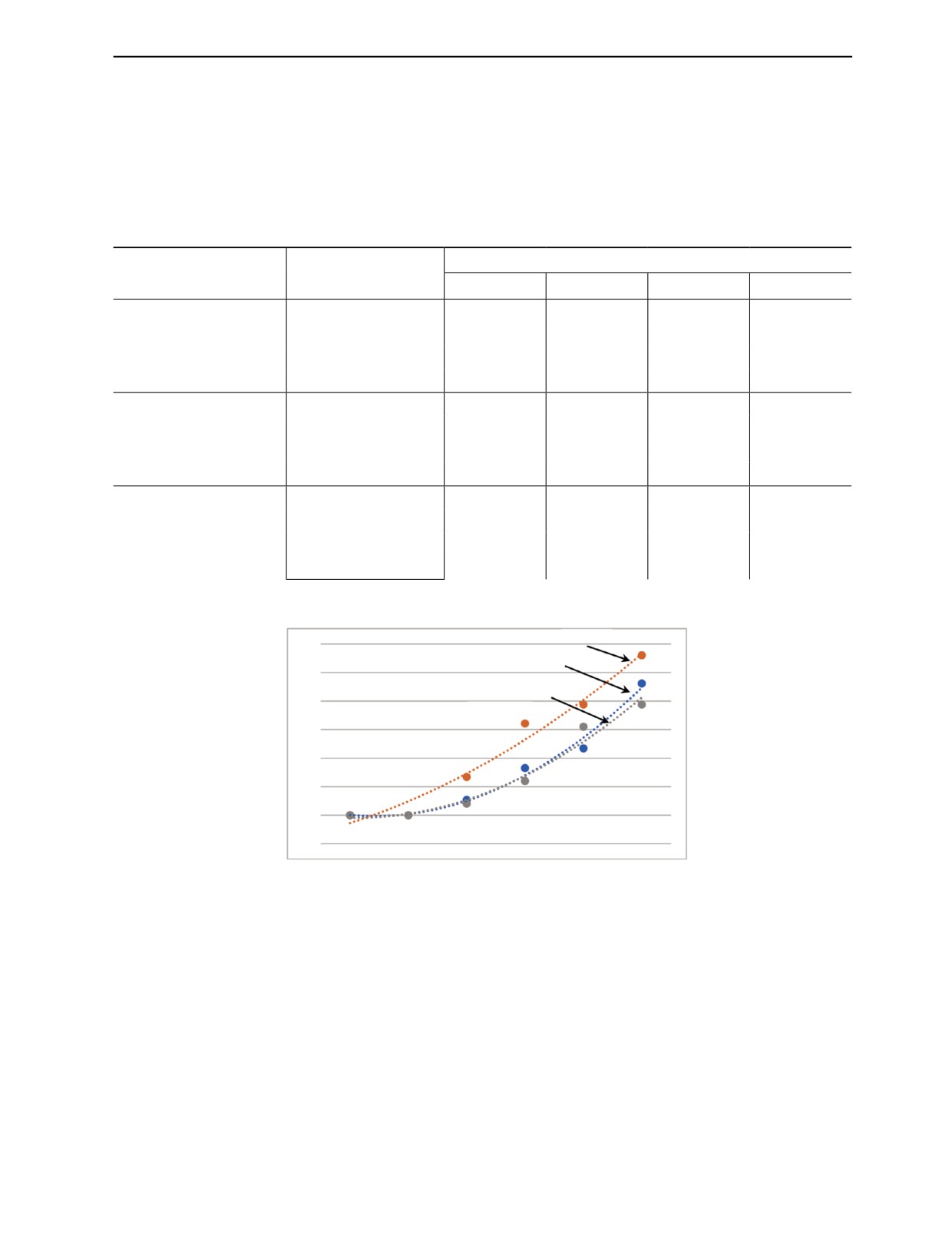
Параметры, характеризующие температуропроводность ПКМ, приведены в табл. 2. Темпера-
туропроводность в дефектных (ad) и бездефектных (and) областях усредняли по зонам квадратной
формы (см. рис. 6). Как и в случае тепловой инерции, образец из гибридного композита характе-
ризовался наименьшим изменением температуропроводности (около 8 % после 5 ударов). Для об-
разцов из УВК и кевлара величины Δа/and после 5 ударов составили 9 и 11 % соответственно.
Таблица
2
Характеристики температуропроводности в дефектных и бездефектных областях образцов ПКМ
Суммарная энергия ударного воздействия, Дж
Материал образца
Параметр, м2/с × 10-7
3
6
10
15
and
1,88
1,82
1,92
1,84
ad
1,86
1,76
1,83
1,67
Углепластик
Δa
0,02
0,06
0,09
0,17
Δa/ and, %
1,1
3,3
4,7
9,2
and
1,12
1,09
1,16
1,16
ad
1,09
1,02
1,07
1,03
Кевлар
Δa
0,03
0,07
0,09
0,13
Δa/ and, %
2,7
6,4
7,8
11,2
and
1,24
1,25
1,29
1,29
ad
1,23
1,22
1,21
1,19
Кевлар—Углепластик
Δa
0,01
0,03
0,08
0,1
Δa/ and, %
0,8
2,4
6,2
7,8
Δa/and, %
Кевлар
12
Углепластик
10
Комбинированный
8
композит
6
4
2
0
0
1
3
6
10
15
Суммарная энергия
-2
ударов, Дж
Рис. 8. Зависимость относительного изменения температуропроводности от энергии ударного воздействия.
Данные табл. 2 использованы при построении графиков зависимостей Δa/and от энергии ударов
(рис. 8), аппроксимированных полиномами 2-й степени. В частности, для кевлара эта зависимость
близка к линейной. В целом, графики рис. 6 и 8 показывают, что исследованные ПКМ характеризу-
ются приблизительно одним и тем же относительным изменением ТФХ, будь то тепловая инерция
или температуропроводность.
6. ОБСУЖДЕНИЕ РЕЗУЛЬТАТОВ
Композитный материал, изготовленный методом 3D-печати и армированный непрерывны-
ми волокнами, имеет более сложную микроструктуру, чем традиционный композит: нить непо-
средственно контактирует с термореактивным связующим, которое окружено термопластичным
Дефектоскопия
№ 12
2020
80
Б.И. Шагдыров, А.О. Чулков, В.П. Вавилов и др.
связующим с высоким предельным удлинением. При ударном воздействии на начальной волно-
вой стадии действуют преимущественно сжимающие напряжения; далее в пластине возникают
волны изгиба, при которых доминируют напряжения растяжения—сжатия в плоскости образца.
Энергия акустической волны переходит в работу разрушения волокон и связующего. Отметим,
что высокомодульные углеродные волокна с модулем упругости не менее 200 ГПа имеют низ-
кую предельную деформацию (порядка 0,6 %) и хрупки, поэтому уже на начальной стадии удара
возможно повреждение волокон, а в дальнейшем при изгибных колебаниях разрывы волокон бо-
лее вероятны, чем трещины в термореактивном связующем с предельной деформацией порядка
1,5 %. Нити из кевлара имеют меньший модуль упругости (70—112 ГПа) и высокую предельную
деформацию (2,6 % и выше), в связи с чем напряжения в них меньше по сравнению с напря-
жениями в связующем; можно прогнозировать преимущественное появление дефектов в виде
трещин в термореактивном связующем и нарушений адгезионной связи между связующим и
волокнами. Поскольку разрушение углеродных волокон, в силу их бóльшей жесткости, требует
бóльшей удельной работы на единицу объема, чем при разрушении связующего, акустическая
волна в углеволокнистом материале затухает в локальной зоне удара с образованием нескольких
небольших по размерам трещин. Напротив, в кевларе очаги разрушения в виде зон растрескива-
ния термореактивного связующего должны быть протяженными вдоль направления армирова-
ния. Это хорошо согласуется с результатами, представленными на рис. 5—8. Уменьшение прояв-
лений дефектов в гибридном образце объясняется разгрузкой кевларовых слоев более жесткими
слоями углепластика.
Таким образом, качественные различия эффектов, наблюдаемых в различных материалах, со-
гласуются с микромеханическими представлениями.
7. ЗАКЛЮЧЕНИЕ
В настоящем исследовании продемонстрированы возможности активного теплового контро-
ля при сравнительных испытаниях ПКМ, изготовленных методом 3D-печати. Ультразвуковая ИК
термография, использующая мощную УЗ стимуляцию, целесообразна при выявлении «слипну-
тых» и тонких дефектов, в которых существенно внутреннее трение, приводящее к локальной ге-
нерации тепловой энергии. В частности, с помощью данного метода показано, что 3D-печать по-
зволяет избежать растрескивания технологических отверстий в композитах, возникающего при
их механической обработке. Прочность ПКМ к ударным воздействиям целесообразно оценивать
по относительному изменению ТФХ в зонах ударных повреждений, исходя из предположения,
что бóльшая энергия удара приводит к более серьезным дефектам и бóльшим относительным
изменениям тепловой инерции и температуропроводности ПКМ соответственно. Наилучшую
устойчивость к ударным воздействиям проявил гибридный образец из кевлара и УВК, в котором
изменение тепловой инерции и температуропроводности после ударного воздействия с энергией
15 Дж составило соответственно 4 и 8 % по сравнению с 10 и 9 % у углепластика и 15 и 11 %
у кевлара.
Данное исследование было выполнено в рамках проекта Госзадания «Наука» № FSWW-2020-
0014 (моделирование и обработка данных), грантов Российского научного фонда № 17-19-01047п
(алгоритмы обработки данных и методики испытаний) и Российского Фонда фундаментальных
исследований №19-29-13004/19 (экспериментальное оборудование).
СПИСОК ЛИТЕРАТУРЫ
1. Giurgiutiu V. SHM of aerospace composites — challenges and opportunities // CAMX Conference
Proceedings. 2015. P. 1—15.
2. Cantwell W., Curtis P., Morton J. An assessment of the impact performance of CFRP reinforced with
high strain carbon fibers // Composites Science and Technology. 1986. V. 25 (2). P. 133—148.
3. Староверов О.А., Бабушкин А.В., Горбунов С.М. Оценка степени поврежденности углепластико-
вых композиционных материалов при ударном воздействии // Вестник ПНИПУ. Механика. 2019. № 1.
C. 1—12.
4. Vavilov V., Shirayev V., Kuimova M. Time and Phase Domain Thermal Tomography of Composites //
5. Vavilov V., Chulkov A., Smotrov A., Smotrova S., Moskovchenko A. Characterizing impact damage in
GFRP/CFRP composites by determining thermal effusivity/diffusivity // Measurement Science and Technology.
Дефектоскопия
№ 12
2020
Активный тепловой контроль ударных повреждений в композиционных материалах...
81
6. Chulkov A.O., Vavilov V.P., Moskovchenko A.I., Pan Y. Quantitative evaluation of water content in
composite honeycomb structures by using one-sided IR thermography: Is there any promise? // Proceedings of
7. Клюев В.В., Будадин О.Н., Абрамова Е.В., Пичугин А.Н., Козельская С.О. Тепловой контроль ком-
позитных конструкций в условиях силового и ударного нагружения. М.: ИД «Спектр», 2017. С. 200.
8. Vavilov V., Chulkov A., Derusova D. IR thermographic characterization of low energy impact damage
in carbon/carbon composite by applying optical and ultrasonic stimulation / Proc. SPIE 9105, Thermosense:
9. Козельская С.О. Тепловой метод и средства контроля текстильных броневых преград в процессе
взаимодействия с поражающими элементами / Канд. диссертация. спец. 05.11.13. М.: МНПО «Спектр»,
2017. С. 197.
10. Nickels L. Additive manufacturing: A user’s guide // Metal Powder Report. 2016. V. 71. P.100—105.
Дефектоскопия
№ 12
2020