Капиллярные методы
УДК 620.179.111
ИССЛЕДОВАНИЕ ДЕФЕКТОСКОПИЧЕСКИХ СВОЙСТВ ПОРОШКОВЫХ
КОМПОЗИЦИЙ ДЛЯ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ И НАДЕЖНОСТИ
КАПИЛЛЯРНОГО КОНТРОЛЯ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ
© 2020 г. О.Г. Оспенникова1,*, И.И. Кудинов1, А.Н. Головков1, С.И. Куличкова1,
Д.С. Скоробогатько1
1Федеральное государственное унитарное предприятие «Всероссийский научно-исследовательский
институт авиационных материалов», государственный научный центр Российской Федерации (ФГУП
«ВИАМ» ГНЦ РФ), Россия 105005 Москва, ул. Радио, 17
E-mail: *viamlab622@gmail.ru
Поступила в редакцию 15.01.2020; после доработки 04.02.2020
Принята к публикации 04.02.2020
Проведена работа по оценке дефектоскопических свойств различных составов порошковых композиций для опре-
деления возможности использования их в составе современного российского набора дефектоскопических материалов
для капиллярного люминесцентного контроля, обеспечивающего выявление несплошностей по 1-му классу чувстви-
тельности в соответствии с ГОСТ 18442. С целью повышения эффективности и надежности выявления дефектов в
труднодоступных местах деталей сложной конфигурации подобраны составы, позволяющие повысить яркость, кон-
трастность и устойчивость индикаторного рисунка к механическому воздействию, за счет высоких показателей адсорб-
ционного и адгезионного взаимодействий с используемой проникающей жидкостью и поверхностью контролируемой
детали.
Ключевые слова: неразрушающий контроль, капиллярный контроль, дефектоскопические материалы, индикаторный
след, проявитель, адсорбция.
DOI: 10.31857/S0130308220030094
ВВЕДЕНИЕ
В процессе изготовления и эксплуатации деталей различного назначения дефекты могут воз-
никать в зонах, являющихся возможными концентраторами напряжений, например в таких
местах, как отверстия, галтели, пазы, канавки, буртики и др. Стратегическим направлением раз-
вития современной продукции является проектирование изделий с учетом направленного кон-
троля качества данных зон с использованием, в том числе, различных методов неразрушающего
контроля (НК) в ручном, механизированном или автоматизированном способе исполнения
[1—5]. Одним из наиболее известных и распространенных методов НК является метод капил-
лярного контроля, позволяющий обнаружить несполошности на поверхностях деталей различ-
ной конфигурации. Для производственного контроля данный метод обладает очень ценными
качествами, такими как наглядность результатов контроля, относительная простота технологи-
ческого процесса, наивысшая чувствительность и высокая производительность при контроле
100 % поверхности любых деталей, как простой конфигурации, так и сложной [6, 7]. Но, несмо-
тря на все эти достоинства, контроль в зонах конструктивных особенностей различных изделий,
может быть затруднен из-за невозможности нанесения дефектоскопических материалов в объе-
ме, достаточном для формирования индикаторного рисунка над несплошностями материала раз-
личного размера и недоступности осмотра оператором данных участков при освещении
с необходимой интенсивностью излучения [8].
Самым чувствительным методом капиллярного контроля является люминесцентный, позволя-
ющий обнаружить поверхностные трещины как производственного, так и эксплуатационного про-
исхождения в УФ свете с минимальной величиной раскрытия 1 мкм и менее. Люминесцентный
набор состоит из следующих дефектоскопических материалов: индикаторная жидкость (пене-
трант), очищающие материалы (очиститель) и проявитель. Взаимно обусловленные сочетания
этих материалов составляют комплекты различного назначения. Исторически люминесцентный
метод развивался в виде двух вариантов: с использованием порошкового проявителя и беспорош-
кового проявителя. Первый вариант основан на использовании в качестве проявителей порошков,
образовывающих индикаторный рисунок за счет сорбционных процессов, протекающих в тонких
слоях проявителя. Второй вариант основан на использовании в качестве проявителей красок и
суспензий, образовывающих индикаторный рисунок несплошностей за счет диффузионных и диф-
фузионно-сорбционных процессов.
Исследование дефектоскопических свойств порошковых композиций...
73
В технологическом процессе одним из основных требований для формирования индикаторно-
го рисунка над поверхностью дефекта является качественное нанесение тонкого и равномерного
слоя проявителя. Однако при контроле деталей, имеющих труднодоступные зоны, такие как отвер-
стия, канавки, внутренние полости, обеспечить выполнение данного требования не всегда пред-
ставляется возможным. Поэтому, для наилучшего выявления дефектов, выбор типа проявителя
должен осуществляться с учетом геометрии контролируемой детали.
Рассматривая основные достоинства и недостатки различных видов проявителей для контроля
деталей, имеющих труднодоступные зоны, мировой опыт контроля в двигателестроительной обла-
сти при производстве и эксплуатации показал, что оптимальной является технология с использо-
ванием порошкового проявителя. При нанесении порошковых проявителей с использованием
вихревой камеры обеспечивается наиболее качественное их нанесение в самые труднодоступные
места сложных по конфигурации деталей.
При этом, выбирая данную технологию, стоит понимать, что ее существенным недостатком
является значительно меньшая устойчивость порошкового покрытия к механическому воздей-
ствию (по сравнению с суспензионным проявителем, имеющем в своем составе пленкообразую-
щие компоненты), и образовавшийся над дефектом индикаторный рисунок может быть удален в
процессе осмотра и разбраковки деталей.
В данной статье представлены результаты работ по подбору и опробованию различных порош-
ковых проявителей в составе отечественного набора дефектоскопических материалов с первым
классом чувствительности [9], обеспечивающих высокие дефектоскопические качества пары жид-
кость — сорбент.
ВЫБОР МАТЕРИАЛОВ
Важной характеристикой порошков для использования их в капиллярной дефектоскопии явля-
ются адсорбционные свойства, которые определяются природой твердого тела, химическим соста-
вом, геометрией частиц и величиной удельной поверхности. Для более полного извлечения пене-
транта из полостей дефектов необходимо достижение максимально возможного химического
сродства поверхности адсорбента к пенетранту, превышающее его сродство к поверхности контро-
лируемой детали. Желательно, чтобы молекула пенетранта взаимодействовала с поверхностью
детали по гидрофобному механизму, при этом порошок адсорбента не должен слёживаться.
Процесс взаимодействия пенетранта с проявителем состоит из несколько стадий: адсорбция про-
явителя на поверхности контролируемой детали, смачивание поверхности адсорбента пенетран-
том, заполнение пор сорбента пенетрантом, адсорбция красителя на активных центрах поверхно-
сти сорбента.
В литературе предлагаются модели для цилиндрического тупикового капилляра, описывающие
процессы образования индикаторного рисунка с использованием порошковых проявителей [10].
Авторами показано, что условие для случая полного извлечения пенетранта порошковым про-
явителем имеет следующий вид:
пр
P +P ≤P
+P
,
(1)
к
а
к
сж
где Pк — капиллярное давление; Pа — атмосферное давление; Pсж — давление сжатого в полости
капилляра воздуха на стадии капиллярной пропитки; Pпрк — капиллярное давление в проявителе
(усредненная величина сил поверхностного натяжения в порошковом проявителе, приходящаяся
на единицу площади фронта пропитки), равное
2σ
R
пр
P
=
,
R =ср
,
(2)
к
э
R
cosθ
э
пр
где Rэ — эффективный радиус пор проявителя; Rср — средний радиус пор проявителя; θпр — кра-
евой угол смачивания пенетрантом частиц проявителя.
2σcosθ
2σ
+
P
≤
+
P
,
(3)
а
сж
R
R
э
где σ — поверхностное натяжение пенетранта; θ — краевой угол смачивания стенки капилляра;
R — радиус капилляра.
Дефектоскопия
№ 3
2020
74
О.Г. Оспенникова, И.И. Кудинов, А.Н. Головков и др.
Анализируя представленную авторами зависимость, видно, что в предложенной модели на
процесс выявления дефектов с точки зрения вида используемого проявителя оказывает его пори-
стость и способность смачиваться пенетрантом.
Пористость порошкового проявителя может быть описана как плотность заполнения поверх-
ности его частицами. Наиболее близким параметром, используемым для порошковых материалов
и описывающих полноту заполнения объема его частицами, является его насыпная плотность,
которая должна быть учтена при выборе новых адсорбентов для капиллярной дефектоскопии.
Для современных отечественных и зарубежных наборов дефектоскопических материалов
используются различные порошки, обеспечивающие различную чувствительность контроля.
Наиболее распространенные — окись магния, тальк, мел, карбонат кальция, кремнеземы, диато-
мовая земля и смеси этих веществ обладают необходимой адсорбционной способностью, позволя-
ющей формировать яркий и контрастный индикаторный рисунок над поверхностью дефекта.
В зарубежных стандартах [11—16] предлагаются порошковые проявители для люминесцент-
ного капиллярного контроля деталей из металла, пластика, керамики на основе оксидов алюминия,
кремния, магния, титана, диатомита, талька и пентаэритрита (2,2-бис (гидроксиметил) пропан-1,3-
диол), окиси цинка. Описана их эффективность при формировании индикаторного рисунка. В
других американских охранных документах отмечается, что некоторые проявители могут давать
дополнительное голубое свечение при облучении ультрафиолетовым излучением, что снижает
контрастность индикаторного рисунка. А также описаны основные требования к ним, такие как
стабильность их физико-химических свойств, мелкодисперсность, хорошая адгезия к поверхно-
сти, отсутствие слипшихся частиц и коррозионной активности.
Отмечается, что использование оксида кремния в составе проявителей позволяет придать свой-
ства рассыпчатости и препятствует комкованию порошковой композиции. Использование диокси-
да титана в качестве компонента проявителя для капиллярной дефектоскопии позволяет предот-
вратить люминесценцию любых других неорганических соединений, присутствующих в его
составе.
В отечественных охранных документах в настоящее время отсутствуют порошковые проявите-
ли. Однако в различных отраслях применяются целевые наборы, в составе которых в качестве
проявителей применяются готовые материалы, такие как оксиды магния, кремния и др.
В качестве образцов для исследования были выбраны следующие выпускаемые промышленно
порошки: окись магния, окись цинка, окись титана, различные оксиды алюминия, поливинилпир-
ролидон (ПВП), полисорб, опробованы смеси поливинилпирролидона с окисью цинка и магния, а
также образец зарубежного проявителя.
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
Признаками высоких дефектоскопических свойств порошковых композиций является высокая
яркость и контрастность выявленных индикаторных рисунков над дефектами, которая достигается
за счет высокой (позволяющей извлечь из полости несплошности достаточное для обеспечения
люминесценции количества индикаторного пенетранта) степени адсорбционного взаимодействия
на межфазной границе «пенетрант—проявитель» и оптимального (позволяющего удалить избыток
проявителя в процессе контроля, сохранив при этом достаточный его слой для регистрации инди-
каторного рисунка) адгезионного взаимодействия с поверхностью контролируемой детали.
1. Оценка адсорбционных свойств исследуемых порошков. Для качественной оценки адсорбци-
онных свойств образцов порошковых проявителей в сочетании с компонентами отечественного
люминесцентного набора дефектоскопических материалов ЛЮМ33-ОВ были проведены экспери-
ментальные исследования по изучению смачиваемости выбранных образцов индикаторной жидко-
стью ЛЖ-18НВ.
Суть эксперимента заключалась в следующем: на предварительно сформированные «таблет-
ки» исследуемых порошков толщиной 0,12 мм наносилась капля с одинаковым объемом пенетран-
та ЛЖ-18НВ с использованием дозатора жидкости. Степень адсорбционного взаимодействия
определялась путем сравнения диаметров образованных пятен в УФ-свете. Результаты экспери-
мента в виде значений диаметра пятна пенетранта, растекшегося по поверхности «таблетки» за
промежуток времени 5 мин, указаны в табл. 1.
Из представленных результатов видно, что наибольшая растекаемость индикаторного пене-
транта обеспечивается на поверхности образцов: электрокорунда марки 24А, оксида цинка, образ-
ца зарубежного проявителя, оксида цинка+ПВП, оксида магния, оксида магния+ПВП. Наименьшее
значение получено для ПВП, что возможно связано с тем, что ПВП представляет собой полимер и
Дефектоскопия
№ 3
2020
Исследование дефектоскопических свойств порошковых композиций...
75
Таблица
1
Оценка адсорбционных свойств исследуемых порошков
Макс.
Макс.
№ образца
Вид пятна
№ образца
Состав
Вид пятна
Состав образца
диаметр
диаметр
для
в УФ
для
образца для
в УФ
для испытаний
свечения,
свечения,
испытаний
освещении
испытаний
испытаний
освещении
мм
мм
Оксид
1
ПВП
8,3
6
12,7
магния
Оксид
Аэросил
2
9,5
7
цинка
14,1
А-300
с ПВП
Электро-
Образец
3
корунд
11,2
8
зарубежного
14,3
25А
проявителя
Оксид
Оксид
4
11,9
9
15,0
титана
цинка
Оксид
Электро-
5
магния
12,0
10
корунд
15,2
с ПВП
24А
пропитка «таблетки» проходит через стадию набухания и образования геля, а не протекания через
пористые каналы (капилляры). Следует отметить, что у пятен есть характерные «ореолы», что
говорит о протекании активных процессов сорбции-десорбции и свидетельствует об оптимальном
сорбционном взаимодействии между пенетрантом и проявителем.
Для дальнейших испытаний по выявлению дефектов были выбраны тест-образцы типа 1 по
ГОСТ Р ИСО 3452—3 с шириной раскрытия трещины 0,5 мкм, подробно описанные в [17], соот-
ветствующие первому классу чувствительности по ГОСТ 18442, а также четвертому классу чув-
ствительности по зарубежным стандартам, были выбраны порошки, диаметр свечения которых
превышал 12,0 мм, вместе со стандартным проявителем, используемым в комплекте ЛЮМ33-ОВ
Аэросил А-300.
2. Адгезия образцов порошковых проявителей к поверхности. Оценка адгезионных свойств
исследуемых образцов порошковых проявителей к поверхности образца с трещиной проводилась
путем визуального сравнения степени налипания после удаления их избытка в процессе контроля,
как над искусственными дефектами, так и на бездефектных участках тест-образца. Результаты
исследования адгезионных свойств приведены на рис. 1.
Наилучшие показатели адсорбционных свойств по результатам исследования имели порошки
№ 5, 6 и 7. Образцы прочно удерживаются на поверхности с образованием «валика» проявителя
над поверхностью дефектов, ложатся равномерно, образуя тонкий белый однородный фон.
Образцы порошков № 8, 9 и 10 прочно удерживаются на поверхности пластины, образуя
«валик» проявителя над поверхностью дефекта, однако наблюдается избыток порошка на безде-
фектной области тест-образца после этапа удаления избытка в процессе контроля.
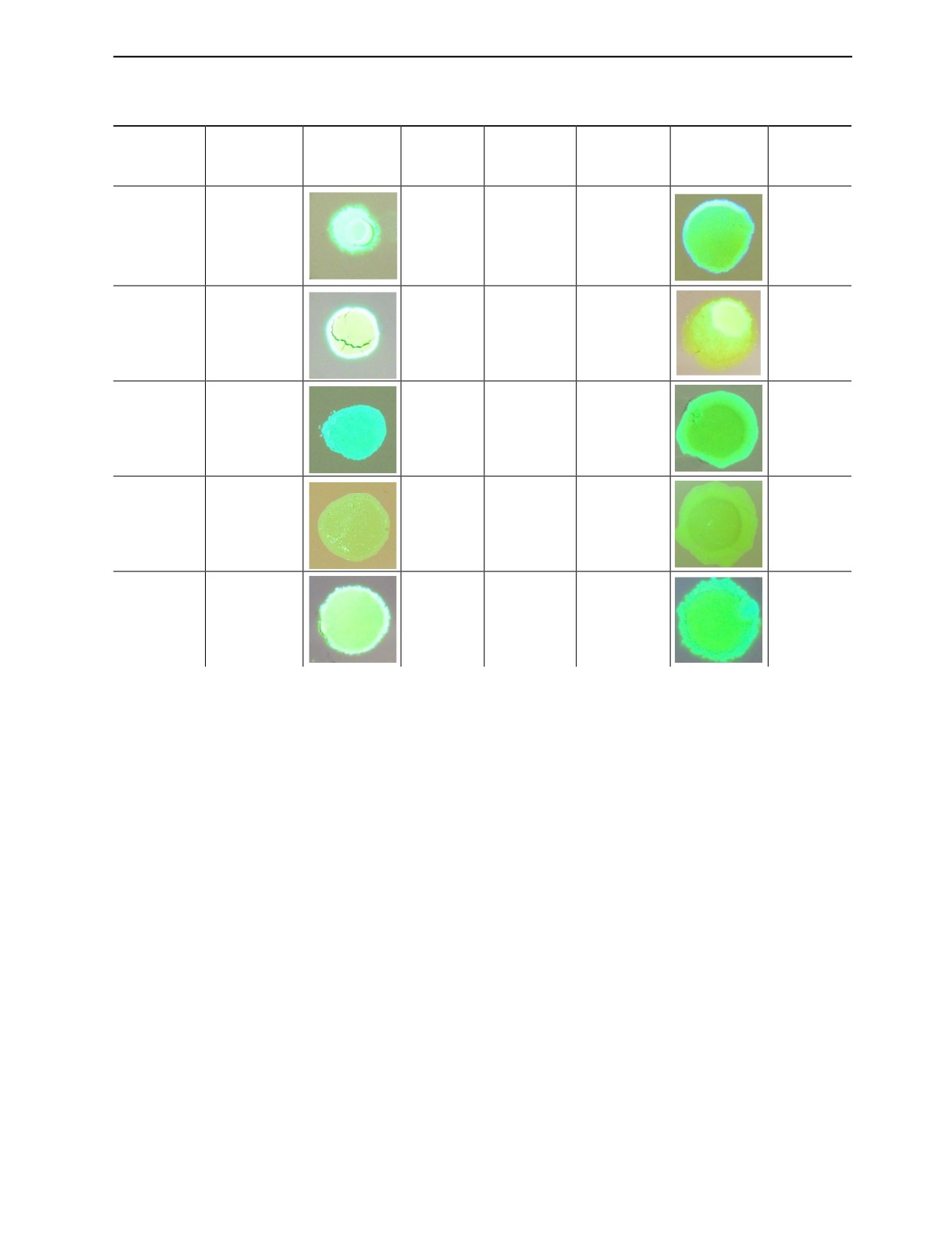
3. Оценка чувствительности исследуемых образцов порошкового проявителя. Оценка чувстви-
тельности выбранных составов порошковых проявителей в составе набора дефектоскопических
материалов ЛЮМ33-ОВ проводилась по методике, описанной в технических условиях на люми-
Дефектоскопия
№ 3
2020
76
О.Г. Оспенникова, И.И. Кудинов, А.Н. Головков и др.
Образец № 2
№ 5
№ 6
№ 7
№ 8
№ 9
№ 10
Рис. 1. Результаты исследования адгезионных свойств образцов порошковых проявителей с поверхностью тест-образца,
имеющего трещины с шириной раскрытия 0,5 мкм.
несцентный пенетрант ЛЖ-18НВ ТУ 2662-010-73057924 с использованием тест-образцов типа 1,
шириной раскрытия дефекта 0,5 мкм [18].
Полнота выявления и качество индикаторного рисунка сравнивались с результатами, получен-
ными по стандартной технологии с использованием порошкового проявителя Аэросил А-300.
Эффективность образца порошка определялась по качеству полученного индикаторного рисунка.
Этап осмотра и регистрация результатов проводились через 30 мин. Результаты контроля на раз-
личных тест-образцах с трещинами, шириной раскрытия 0,5 мкм, показаны на рис. 2.
Образец № 2
№ 5
№ 6
№ 7
№ 8
№ 9
№ 10
Рис. 2. Результаты контроля в УФ освещении тест-образцов типа 1, с шириной раскрытия дефекта 0,5 мкм.
Наиболее яркий, контрастный и полный индикаторный рисунок над дефектом был получен при
использовании образцов порошковых проявителей № 2, 5 и 7. Таким образом, установлено, что
чувствительность набора дефектоскопических материалов ЛЮМ33-ОВ при использовании в каче-
стве проявителя порошков Аэросил марки А-300, оксидов магния и цинка с ПВП соответствует
первому классу по ГОСТ 18442.
При использовании в качестве проявителя образцов № 6, 8, 9, 10 чувствительность набора
дефектоскопических материалов ЛЮМ33-ОВ соответствует второму классу чувствительности по
ГОСТ 18442, что установлено на тест-образцах с дефектами с шириной раскрытия дефекта
2,5 мкм [18]. Результаты контроля показаны на рис. 3.
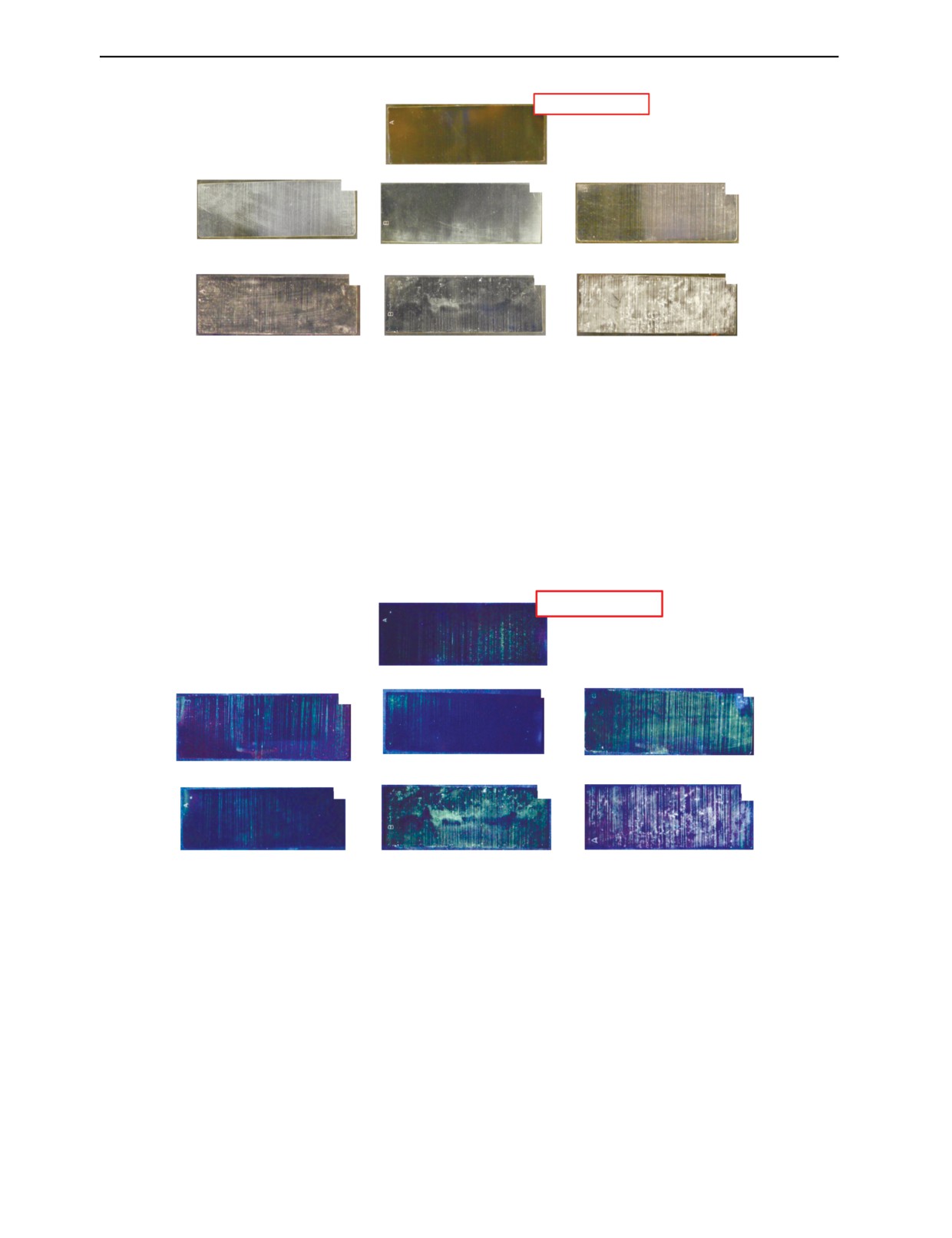
4. Устойчивость индикаторного рисунка к механическому воздействию. Устойчивость индика-
торного рисунка к механическому воздействию определяли путем обдува поверхности проконтроли-
рованного образца сжатым воздухом давлением 4 атм. на расстоянии 50 мм, а также непосредствен-
Дефектоскопия
№ 3
2020
Исследование дефектоскопических свойств порошковых композиций...
77
№ 6
№ 8
Образец № 2
№ 9
№ 10
Рис. 3. Результаты контроля в УФ освещении тест-образцов типа 1 с шириной раскрытия дефекта 2,5 мкм.
ным механическим стиранием с нормированным прилагаемым усилием. Результаты исследований к
механическому воздействию образцов порошковых проявителей № 2, 5, 7 и 8, обеспечивающих
выявление дефектов по первому и № 10 по второму классу чувствительности, показаны на рис. 4.
№ 2
№ 5
№ 7
№ 10
Участок
воздействия
сжатым
воздухом
Участок
механического
воздействия
стиранием
Рис. 4. Результаты исследования адгезионных свойств образцов порошковых проявителей с поверхностью тест-образца,
имеющего трещины с шириной раскрытия 0,5 и 2,5 мкм.
По результатам проведенных исследований установлено, что под воздействием потока воздуха
давлением 4 атм. на расстоянии 50 мм образцы порошковых проявителей № 5, 7 и 10 сохраняют
индикаторный рисунок от дефектов в полном объеме, при этом его яркость и контрастность сни-
жается. После механического воздействия стиранием индикаторные рисунки для всех образцов
(кроме № 10) порошковых проявителей были удалены.
Полученные данные свидетельствуют о более высоком адгезионном взаимодействии выбран-
ных образцов порошковых проявителей с поверхностью тест-образца по сравнению с применяе-
мым в настоящее время проявителем Аэросил марки А300.
Таким образом, по результатам проведенных комплексных исследований установлено:
образцы порошкового проявителя: оксид магния, оксид цинка, электрокорунд марки 24А и
образец зарубежного проявителя в составе набора дефектоскопических материалов ЛЮМ33-ОВ
обеспечивают второй класс чувствительности. Индикаторный рисунок над дефектом обладает
высокой яркостью и контрастностью при отсутствии фона на контролируемой поверхности и
имеет более высокую устойчивость к механическому воздействию по сравнению с Аэросил А-300.
При этом высокая адгезионная способность образцов порошков оксида цинка, электрокорунда
марки 24А не позволяет создать на поверхности тонкое равномерное покрытие проявителя, что
делает их непригодными для использования в составе данного набора при проведении контроля;
образцы порошкового проявителя, представляющие собой смеси оксида магния с поливинил-
пирролидоном и цинка с поливинилпирролидоном, обладают высокими сорбционными характери-
стиками, формируют валик проявителя над поверхностью дефектов, обеспечивающий выявление
несплошностей по первому классу чувствительности. Получаемый слой проявителя тонкий и
однородный, не создает фоновой люминесценции под действием ультрафиолетового света, обра-
зует яркий и контрастный рисунок.
Дефектоскопия
№ 3
2020
78
О.Г. Оспенникова, И.И. Кудинов, А.Н. Головков и др.
ВЫВОДЫ
Показано влияние адсорбционного и адгезионного взаимодействий на межфазных границах
«пенетрант—проявитель» и «проявитель—контролируемая поверхность» на дефектоскопические
свойства порошковых композиций.
Установлено, что смеси оксида магния с ПВП и цинка с ПВП обладают высокой степенью
адсорбционного взаимодействия на межфазной границе «пенетрант—проявитель», обеспечивая
при этом оптимальные показатели адгезионного взаимодействия с поверхностью контролируемой
детали, позволяя повысить эффективность и надежность капиллярного контроля.
Выбранные порошковые композиции имеют перспективу использования в качестве порошкового
проявителя в составе набора ЛЮМ33-ОВ при контроле деталей, имеющих конструктивные особен-
ности, такие как отверстия, галтельные переходы, пазы, канавки, буртики и др., позволяя повысить
яркость, контрастность и устойчивость индикаторного рисунка к механическому воздействию.
СПИСОК ЛИТЕРАТУРЫ
1. Каблов Е.Н. Инновационные разработки ФГУП «ВИАМ» ГНЦ РФ по реализации «Стратегиче-
ских направлений развития материалов и технологий их переработки на период до 2030 года» // Авиа-
ционные материалы и технологии. 2015. № 1. С. 3—33. DOI: 10.18577/2071-9140-2015-0-1-3-33
2. Каблов Е.Н. Современные материалы — основа инновационной модернизации России // Метал-
лы Евразии. 2012. № 3. С. 10—15.
3. Каблов Е.Н. Россия на рынке интеллектуальных ресурсов // Эксперт. 2015. № 28 (951). С. 48—51.
4. Куличкова С.И., Головков А.Н., Кудинов И.И., Лаптев А.С. Современные дефектоскопические
материалы, оборудование и автоматизация процесса капиллярного неразрушающего контроля // Кон-
троль. Диагностика, 2019. № 2 С. 52—57. DOI: 10.14489/td.2019.02.pp 052-057
5. Кудинов И.И., Головков А.Н, Куличкова С.И., Скоробогатько Д.С. Оценка эффективности при-
менения различных способов интенсификации процесса капиллярного контроля с применением отече-
ственного набора дефектоскопических материалов // Дефектоскопия. 2019. № 11. С. 59—66 DOI:
10.1134/S0130308219110071
6. Калашников В.С., Кашапов О.С., Павлова Т.В., Истракова А.Р. Исследование сварных соедине-
ний сплава ВТ41, полученных методом ЭЛС // Авиационные материалы и технологии. 2014. № S5.
С. 81—88. DOI: 10.18577/2071-9140-2014-0-s5-81-88
7. Луценко А.Н., Перов Н.С., Чабина Е.Б. Новые этапы развития Испытательного центра // Авиаци-
онные материалы и технологии. 2017. № S. С. 460—468. DOI: 10.18577/2071-9140-2017-0-S-460-468
8. ОСТ 1 90282-79. Качество продукции. Неразрушающий контроль. Капиллярные методы. М.:
ФГУП «ВИАМ», 1979. 50 с.
9. ГОСТ 18442—80 «Неразрушающий контроль. Капиллярные методы». Издательство стандартов.
1987. 24 с.
10. Мигун Н.П. Гнусин А.Б. Тепловые воздействия при капиллярном неразрушающем контроле /
Минск: Беларус. навука, 2011. 131 с. ISBN 978-985-08-1341-1.
11. US 3803051 А «Developer composition for penetrant inspection» / Orlando G. Molina (Air Products
and Chemicals, Inc.,) 27.12.1971.
12. US
3944828 A “Hydrophobic powdered developer for fluorescent penetrant inspection”/
A. Mlotfijalkowski (Magnaflux Corporation) 30.09.1974.
13. US 4295362 «Pentaerythritol in dry developer» / Michael L. White (Magnaflux Corporation)
22.02.1980.
14. US 2806959 «Method of detecting surface descontinutes» / Taber de Forest, Donald W. Parker
(Switzer Brothers, Inc.) 26.07.1954.
15. US 2848421 «Indicating powder composition» / Taber. De Forest (Magnaflux Corporation) 19.08.1958.
16. US 2920203 «Fluorescent penetrant inspection materials and methods» / Joseph L. Switzer, Gates
Mills (Switzer Brothers, Inc.) 21.09.1955.
17. Головков А.Н., Куличкова С.И., Кудинов И.И., Скоробогатько Д.С. Анализ существующих кон-
трольных образцов для проверки чувствительности дефектоскопических материалов при проведении
капиллярного неразрушающего контроля (обзор) // Труды ВИАМ: электрон. науч.-технич. журн. 2019.
2019-0-11-95-103
18. ГОСТ Р ИСО 3452—3—2009. Контроль неразрушающий. Проникающий контроль. Часть 3.
Испытательные образцы. Стандартинформ, 2011, 12 с.
Дефектоскопия
№ 3
2020