УДК 620.179.16
МЕТОД ОБРАБОТКИ АКУСТИЧЕСКОЙ ИНФОРМАЦИИ ДЛЯ КОНТРОЛЯ
СОСТОЯНИЯ КЛАПАНОВ ГАЗООЧИСТНОГО ОБОРУДОВАНИЯ
© 2021 г. А.С. Мартюгов1,*, Е.В. Ершов1, И.А. Варфоломеев1, Д.В. Богачев1,
Л.Н. Виноградова1
1Череповецкий государственный университет, Россия 162600 Вологодская область,
г. Череповец, пр. Луначарского, 5
E-mail: *martyugov@bk.ru
Поступила в редакцию 25.06.2021; после доработки 29.07.2021
Принята к публикации 18.08.2021
Предложен способ реализации акустического контроля состояния клапанов газоочистного оборудования с примене-
нием пошаговой модели распознавания акустических событий. Кроме того, определены основные признаки типовых
сбоев в работе клапанов и разработана система их распознавания. Использование разработанной модели позволяет
купировать 15 % отказов оборудования при 5,1 % случаев ложноположительных прогнозов.
Ключевые слова: метод, контроль, прогнозирование, акустический сигнал, клапан, газоочистка, производство стали.
DOI: 10.31857/S013030822110002X
ВВЕДЕНИЕ
Европейские страны являются крупнейшим экспортным рынком для российских сталелитей-
ных компаний. Эта отрасль приносит существенную экспортную выручку. Экспорт черных метал-
лов составляет порядка 5,2 % от совокупного объема экспорта из России. Он уступает по значимо-
сти только нефти 28 %, нефтепродуктам 17,4 % и природному газу 12,6 % [1].
Важной особенностью современного европейского рынка являются повышенные экологиче-
ские требования, предъявляемые к предприятиям экспортерам продукции черной металлургии. На-
рушение этих требований может привести к значительным экономическим последствиям, вплоть
до полной блокировки экспорта. В этих условиях особые требования предъявляются к функциони-
рованию газоочистных сооружений.
Одним из ключевых узлов, обеспечивающим работоспособность газоочистных сооружений,
являются клапаны, они могут иметь различную конструкцию и применяются для продувки обору-
дования, сброса излишнего давления, технического обслуживания оборудования. Поломка клапана
является основной причиной выхода оборудования из строя.
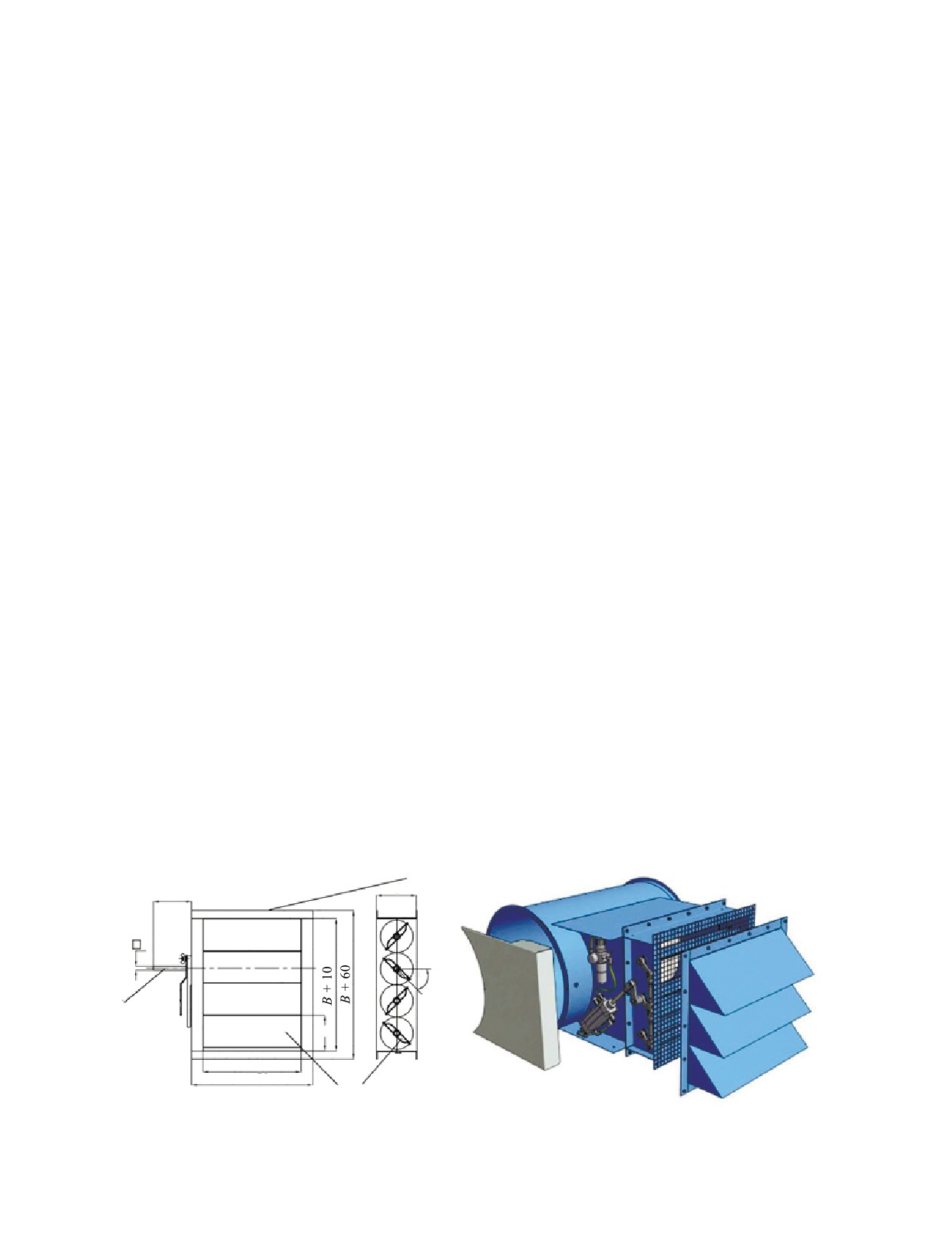
Клапан играет важнейшую роль в работе газоочистного оборудования, так как его задача кон-
тролировать температуру в печи, а значит от клапана зависит и вся работа в целом (рис. 1). Отсут-
ствие клапана, его несвоевременное срабатывание или поломка может привести к повышению тем-
пературы, которое может стать причиной поломки дорогостоящего оборудования или даже пожара.
а
б
Корпус
с
105
E
β
Вал
100
A
A + 70
Поворотные жалюзи
Рис. 1. Клапан газоочистного оборудования: описание основных частей (а); общий вид (б).
Метод обработки акустической информации для контроля состояния клапанов...
17
Для эффективной работы системы необходимо проводить регулярную ревизию оборудования,
а также осуществлять мониторинг его текущего состояния. Ревизия состояния оборудования про-
водится в соответствии с правилами эксплуатации оборудования, а также принятым на предприя-
тии регламентом. Мониторинг, как правило, осуществляется обслуживающим персоналом и носит
периодический характер.
В тоже время не менее необходимым является постоянный мониторинг состояния оборудова-
ния. Решение этой проблемы силами специалистов — сложно осуществимая задача. Контролиро-
вать состояние оборудования необходимо круглосуточно в течении всего периода эксплуатации,
не зависимо от занятости специалистов или режима работы оборудования [15]. Второй проблемой
является отсутствие прямого доступа к отдельным узлам, что делает органолептический монито-
ринг вовсе невозможным.
Приведенные выше проблемы заставляют искать иные пути для организации процедуры мони-
торинга оборудования. Одним из часто применяемых решений является применение вибродиагно-
стики [2]. Этот метод позволяет отслеживать состояние оборудования в режиме 24 на 7 и обеспе-
чивает необходимую точность показаний [3]. Однако применение методов вибродиагностики со-
пряжено с рядом проблем, а именно: сложность монтажа оборудования ввиду особых требований
к способу крепления датчика вибрации, невозможность установки систем вибродиагностики без
остановки оборудования, высокая стоимость предлагаемых на рынке систем мониторинга. Кроме
того, однажды смонтированную систему вибродиагностики невозможно применять на других ана-
логичных агрегатах, отсутствуют приемлемые портативные варианты [4].
Альтернативой повсеместно применяемым методам вибродиагностики может стать метод аку-
стического контроля [5]. Акустический контроль нашел широкое применение в самых разных об-
ластях [6, 7]. Такой подход отличает невысокая стоимость сопутствующего оборудования, сравни-
тельная простота монтажа, возможность использования портативных решений [13, 14]. Еще один
плюс таких систем — отсутствие необходимости остановки оборудования для монтажа системы,
микрофон не обязательно устанавливать непосредственно на диагностируемый агрегат [16]. Для
непрерывного производства этот фактор является крайне важным.
По этой причине разработка метода и алгоритмов обработки акустической информации для
диагностики состояния клапанов газоочистного оборудования является актуальной научно-техни-
ческой задачей.
ОПИСАНИЕ ПРЕДЛАГАЕМОГО МЕТОДА АКУСТИЧЕСКОГО КОНТРОЛЯ
Предлагаемый к рассмотрению метод контроля состояния оборудования основан на различиях
акустических сигнатур клапанов газоочистного оборудования в нормальном и аварийном режиме.
Принцип действия воздушного клапана основан на разбавлении горячего газопылевого потока
атмосферным воздухом, которое происходит за счет инжектирования при открытии данного клапа-
на. Размер клапана зависит от того, до какой температуры должен быть разбавлен поток горячего
воздуха, а скорость его срабатывания 1-2 с.
Клапан имеет жалюзи (см. рис. 1) с общим приводом от пневматического цилиндра. Акусти-
ческие сигнатуры работы жалюзи являются основными исходными данными для осуществления
диагностики.
В основе метода диагностики лежит поэтапная обработка акустической информации, состоя-
щая из следующих этапов.
1. Сбор сигнала и его буферизация.
2. Предобработка — удаление шумов.
3. Извлечение признаков.
4. Классификация на основе алгоритмов машинного обучения.
Первый этап — сбор сигнала и его буферизация. Сбор аудиосигнала осуществляется при помо-
щи портативного микрофона, буферизация происходит путем сохранения записанных аудиофайлов
на внешний носитель.
Второй этап — удаление шумов. Этот этап включает в себя pre-emphasis фильтрацию и оконное
взвешивание [4]. Pre-emphasis обработка осуществляется за счет применения КИХ-фильтра [8].
Это необходимо для спектрального сглаживания сигнала. В результате усиливаются более слабые
и более высокие частоты сигнала, что позволяет сделать сигнал менее восприимчивым к шумам
различной природы.
Оконное взвешивание необходимо применять в связи с тем, что сигнал разбивается на ограни-
ченные во времени участки, поэтому при переходе в частотную область будет происходить эффект
Дефектоскопия
№ 10
2021
18
А.С. Мартюгов, Е.В. Ершов, И.А. Варфоломеев и др.
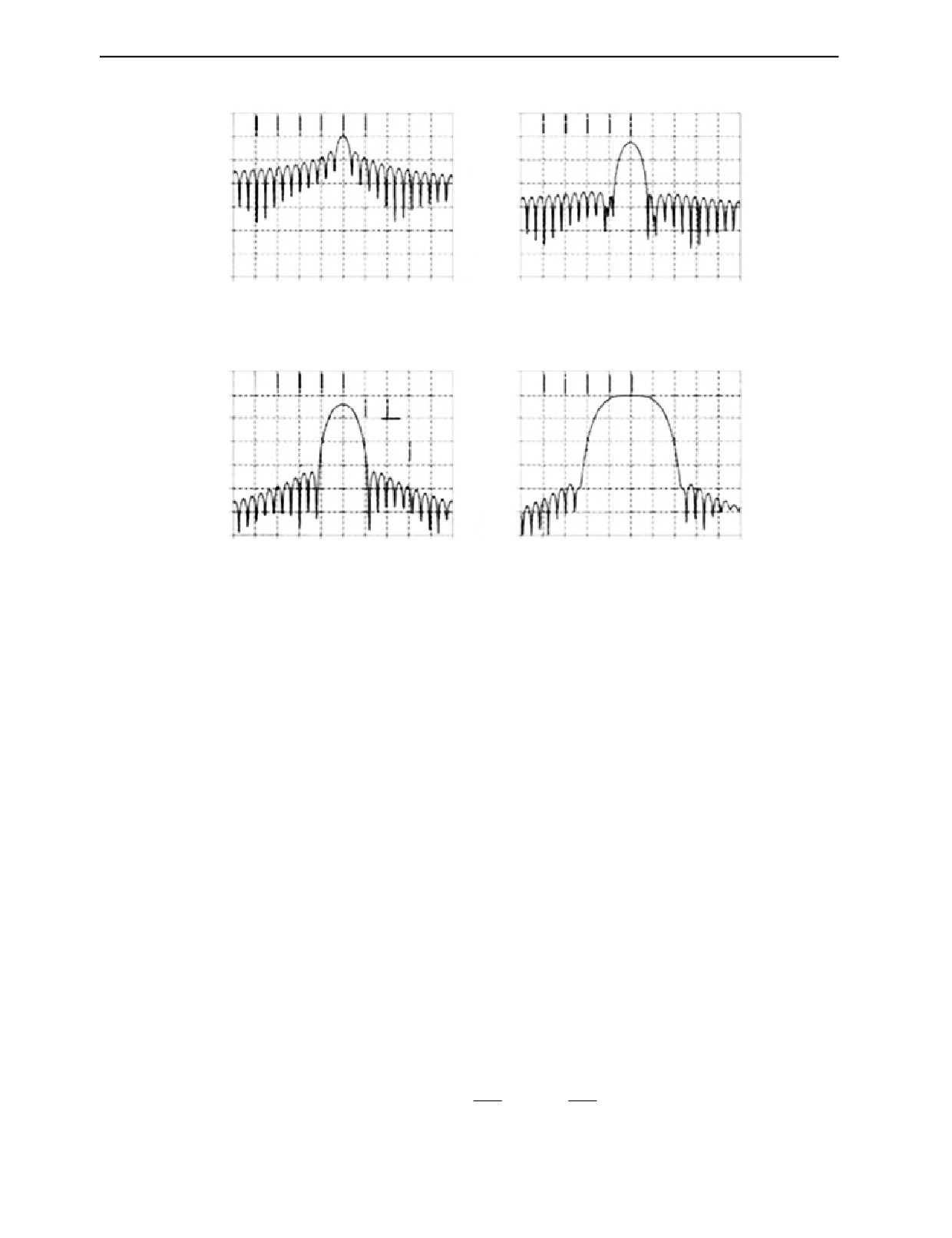
дБ
Прямоугольное
дБ
Хэмминга
20
20
0
0
-20
-20
-40
-40
-60
-60
-80
-80
-100
-100
-120
-120
0,05
0,07
0,09
0,11
0,13
0,15
0,05
0,07
0,09
0,11
0,13
0,15
Частота
Частота
дБ
дБ
Блэкмана
Плоское
20
20
0
0
-20
-20
-40
-40
-60
-60
-80
-80
-100
-100
-120
-120
0,05
0,07
0,09
0,11
0,13
0,15
0,05
0,07
0,09
0,11
0,13
0,15
Частота
Частота
Рис. 2. Спектральные характеристики некоторых взвешенных функций [17].
просачивания спектра боковых лепестков, связанный с формой спектра функции прямоугольного
окна (он имеет вид sin(x) / x). Поэтому, чтобы уменьшить влияние этого эффекта применяется взве-
шивание исходного сигнала различного вида окнами, с формой, отличной от прямоугольной. От-
счеты входной последовательности умножаются на соответствующую функцию окна, что влечет за
собой обнуление значений сигнала на краях выборки. В качестве взвешенных функций чаще все-
го выступают окна Хэмминга, Блэкмэна, прямоугольное или плоское [7]. В предлагаемой модели
применяется окно Хэмминга. Спектральные характеристики некоторых приведены ниже (рис. 2).
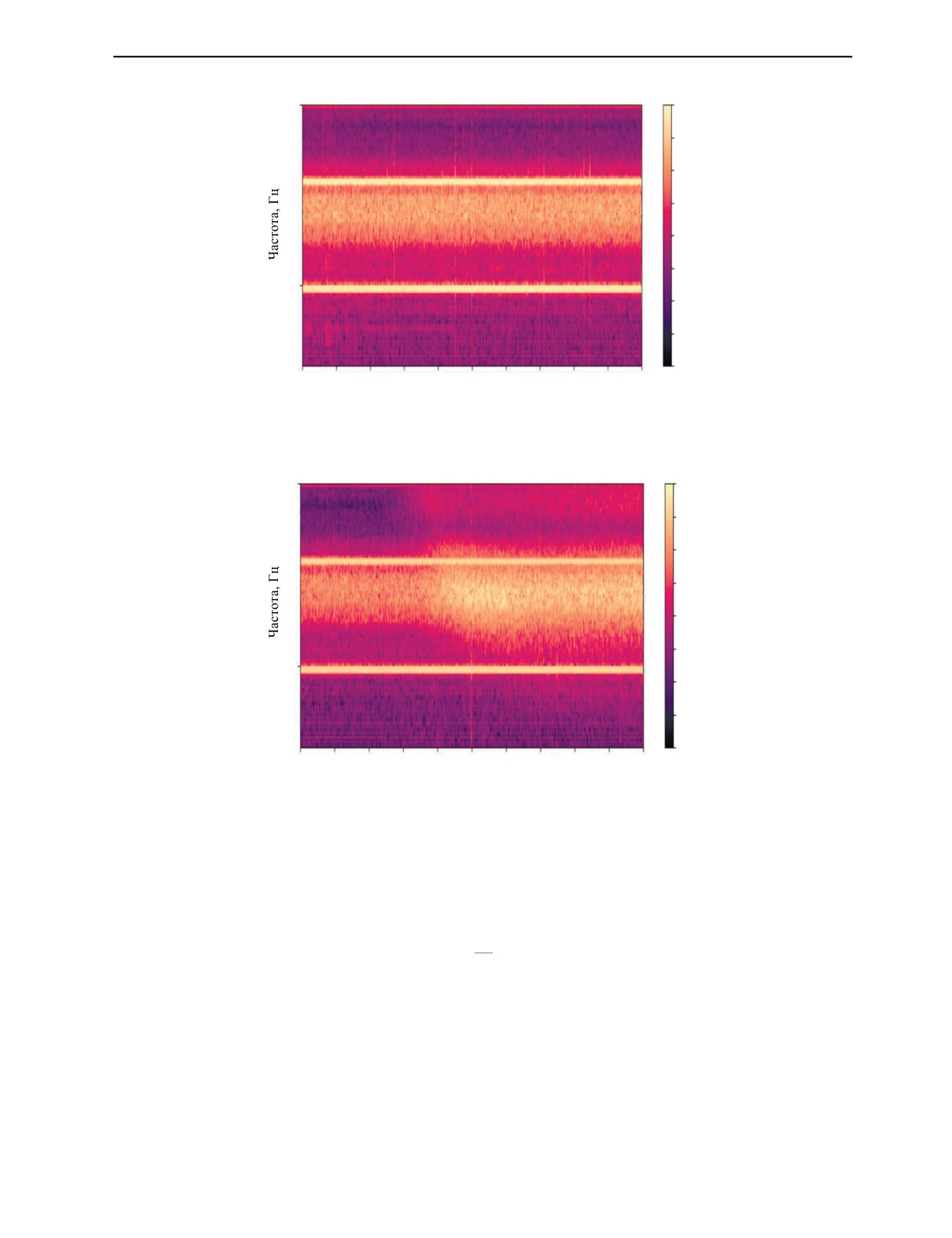
Третий этап извлечение признаков — выделение наиболее информативных параметров звуко-
вого сигнала [4]. В качестве примера приведены осциллограммы аудиофайлов с примерами кор-
ректной работы и с зафиксированным сбоем (рис. 3, 4).
Для каждой звуковой дорожки вычисляется набор мел-частотных кепстральных коэффициен-
тов (MFCC, от англ. mel-frequency cepstral coefficients) [9]. Суть метода мел-частотных кепстраль-
ных коэффициентов заключается в том, чтобы, используя шкалу перевода частоты сигнала в его
высоту в мелах вычислить многомерные векторы признаков, с которыми в дальнейшем будут рабо-
тать алгоритмы классификации.
Высота звука, воспринимаемого человеческим слухом, не связана линейно с его частотой, по-
этому для ее анализа была создана количественная оценка звука — мел, единица измерения высо-
ты воспринимаемого звука, основанная на психофизических параметрах восприятия. Мел удобно
применять в целях анализа звука, так как его использование «приближает» алгоритмы обработки
данных к человеческим параметрам восприятия, что благотворно сказывается на качестве распоз-
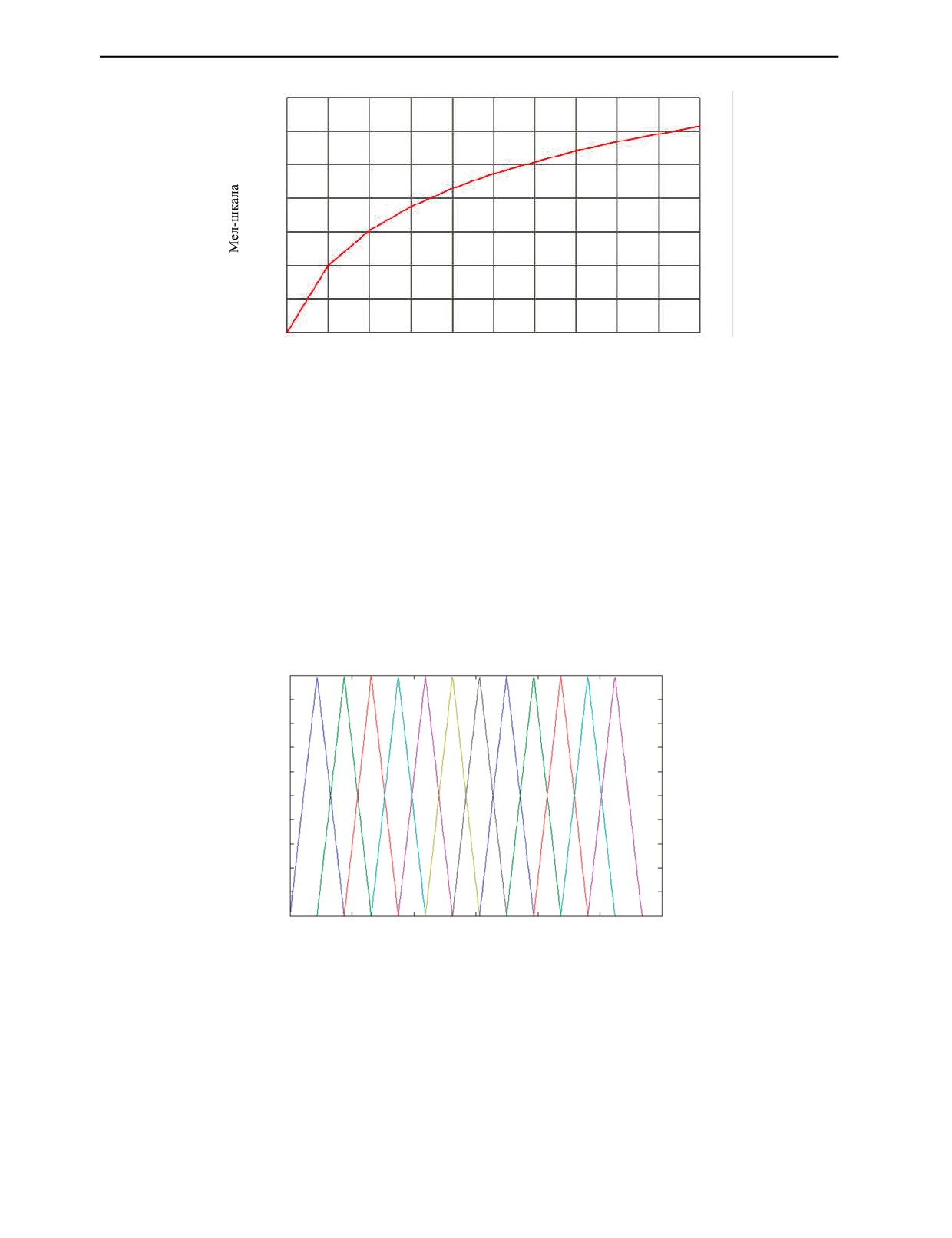
навания и облегчает составление обучающих выборок [9]. На рис. 5 изображен график зависимо-
сти мел-шкалы от частоты колебаний звукового сигнала.
Зависимость высоты воспринимаемого звукового сигнала от его частоты описывается как
f
f
m=
2595log
(1+
)= ln(1+
),
(1)
10
700
700
где m — высота звука в мелах; f — частота в герцах.
Дефектоскопия
№ 10
2021
Метод обработки акустической информации для контроля состояния клапанов...
19
дБ
4096
+0
-10
-20
-30
-40
-50
2048
-60
-70
-80
0
6
12
18
24
30
36
42
48
54
60
Время, с
Рис. 3. Спектрограмма корректной работы клапана газоочистного оборудования.
дБ
4096
+0
-10
-20
-30
-40
-50
2048
-60
-70
-80
0
6
12
18
24
30
36
42
48
54
60
Время, с
Рис. 4. Спектрограмма сбоя в работе клапана газоочистного оборудования.
В ходе вычисления MFCC используется машинное вычисление преобразования Фурье, при та-
ком вычислении возникают сложности, связанные с необходимостью суммировать бесконечный
ряд чисел. Поэтому в реальных вычислениях было использовано дискретное и быстрое, которое
является оптимизированной версией дискретного. Его вычисляют по формуле:
2π
N−1
−
nkn
X
=
x
e
N
,k
=
0,
N
−1,
(2)
k
∑
n=0
n
где N — размерность дискретного отрезка сигнала; Xk — амплитуда синусоидальных сигналов,
которые составляют основной сигнал.
При анализе полученных данных недостаточно сделать выводы об их информативности толь-
ко лишь по спектру сигнала. В таких случаях применяется Кепстр или другими словами спектр
спектра исходного сигнала. Он используется, когда на спектрограмме не заметны скрытные, но
существенные для анализа периодичности в сигнале.
Суть вычисления Кепстра в том, чтобы представить уже имеющейся спектр не как распределе-
ние некоторой величины исходных данных, а как самостоятельный сигнал.
Дефектоскопия
№ 10
2021
20
А.С. Мартюгов, Е.В. Ершов, И.А. Варфоломеев и др.
3500
3000
2500
2000
1500
1000
500
0
0
1000
2000
3000
4000
5000
6000
7000
8000 9000
10 000
Частота, Гц
Рис. 5. График зависимости высоты звука в мелах от частоты колебаний [18].
Для вычисления мел-частотных кепстральных коэффициентов входящий сигнал сначала раз-
бивается на кадры (фреймы) таким образом, чтобы они перекрывали следующие и предыдущие
за ними. Длина фреймов непосредственно влияет на работу алгоритма: при увеличении длины
отрезков повышается точность, но падает скорость работы алгоритма. В основном принимаются
значения в диапазоне от 20 до 40 миллисекунд [10, 11].
Затем для каждого фрейма вычисляется его спектр с помощью дискретного преобразования
Фурье. Полученные спектральные коэффициенты фреймов накладываются на мел-частотные окна.
Данные окна сосредотачиваются ближе к низким частотам, т.к. это наиболее близко к механизму
восприятия высоты звука: чем ниже частота, тем меньше отличаются соседние частоты. Это видно
на рис. 6.
Окна (мел-шкала)
2
1,8
1,6
1,4
1,2
1
0,8
0,6
0,4
0,2
0 0
500
1000
1500
2000
2500
3000
Высота, мел
Рис. 6. Пример наложения окон на мел-шкалу.
Постобработка признаков сводится к применению дискретного косинусного преобразования,
которое дает на выходе многомерный вектор признаков сигнала.
Полученные в результате этого преобразования величины — мел-частотные кепстральные ко-
эффициенты.
Для обучения и тестирования полученной модели были сформированы несколько выборок.
Каждая выборка формируется на основе набора из 950—1000 аудиозаписей. Каждая такая запись
преобразуется в набор MFCC и подается на вход классификатора.
Дефектоскопия
№ 10
2021
Метод обработки акустической информации для контроля состояния клапанов...
21
Обучающие выборки содержат примеры корректной работы оборудования. Контрольные вы-
борки состоят из аудиозаписей, содержащих примеры корректной работы и примеры сбоев. Доля
аудиозаписей некорректной работы в контрольных выборках достигает 30 %. Целевая перемен-
ная — наличие сбоя в работе клапана.
Четвертый этап — классификация. На этом этапе используются алгоритмы машинного об-
учения для решения задачи бинарной классификации. В качестве обучающей выборки были ис-
пользованы данные описанные выше. При выборе алгоритма машинного обучения было прове-
дено сравнение трех алгоритмов, которые могут быть применены для бинарной классификации:
метод опорных векторов (от англ. Support vector machine, SVM), Random forest, логистическая
регрессия (logit model). Сравнение предложенных алгоритмов на полученном наборе данных
представлено в табл. 1.
Таблица
1
Сравнение алгоритмов машинного обучения
Метод
Точность
Полнота
F-мера
SVM
1
0,95
0,97
Random forest
0,86
0,95
0,90
Logit model
0,60
0,74
0,66
Приведенные значения показывают, что для предложенной предметной области наиболее пер-
спективным методом является SVM.
Метод опорных векторов — бинарный классификатор, который строит в пространстве призна-
ков разделяющую функцию, задающую гиперплоскость [12]:
f (x) = wx +b
(3)
Пусть задана последовательность точек пространства признаков
X =
{
x
1
,
x
2
,... xn
}
с метками
Y =
{
y
,
y
,...,
y
}
y
∈
{
−1,1
}
1≤i≤n,
соответствующими двум классам.
1
2
n
i
В случае линейной разделимости данных условия для нахождения функции записываются как
w∗x
+b
≥1,
y
=1
i
i
(4)
w∗x
i
+b
≤-1,
y
i
=-1
Для надежного разделения классов необходимо, чтобы расстояние между разделяющими
2
гиперплоскостями было как можно большим. Расстояние вычисляется как
, следовательно,
w
2
задачу поиска разделяющей гиперплоскости можно свести к минимизации
w
В случае линейно-неразделимых множеств вводится функция ядра. Основная идея заключается
в том, чтобы отобразить исходное пространство в пространство более высокой размерности, в ко-
тором множества уже могут быть разделимы линейно. При этом в силу того, что всюду в алгоритме
признаки используются не отдельно, а в виде скалярных произведений, нет необходимости строить
данное преобразование в явном виде.
Достаточно задать функцию ядра, определяющую скалярное произведение в новом
пространстве:
K(x
i
, x
j
)
=ϕ(
i
x ϕ(x
j
).
(5)
В качестве сохраняемой модели в методе опорных векторов выступают параметры разделяю-
щей функции f(x), а также параметры функции ядра. Параметры ядра обычно определяют путем
перебора некоторого множества значений и оценкой методом кроссвалидации. После того, как ре-
шающая функция f(x) вычислена, принадлежность вектора соответствующему классу определяет-
ся знаком выражения f(xʹ).
Дефектоскопия
№ 10
2021
22
А.С. Мартюгов, Е.В. Ершов, И.А. Варфоломеев и др.
ПОЛУЧЕННЫЕ РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
Практическая реализация предложенной модели осуществлялась средствами языка Python.
Использование Python обусловлено наличием широкого спектра математических пакетов, а также
относительной простотой реализации программ на этом языке, что позволяет ускорить создание
прототипов и проверку предложенных решений.
Аппаратная реализация системы акустической диагностики представляет собой микроком-
пьютер Raspberry Pi с подключенным к нему микрофоном (рис. 7). Для целей буферизации
используется внешний носитель, расширяющий возможности микрокомпьютера по хранению
данных.
Рис. 7. Прототип устройства акустического контроля.
Установка компактно размещается в непосредственной близости от контролируемого оборудо-
вания и передает информацию о сбоях на компьютер оператора с предустановленным ПО «Про-
гнозирование отказов» (рис. 8), которая в удобном для оператора виде отображает информацию о
текущем состоянии оборудования.
Рис. 8. Интерфейс программы прогнозирования отказов.
Дефектоскопия
№ 10
2021
Метод обработки акустической информации для контроля состояния клапанов...
23
Созданный прототип прошел испытания на промышленной установке газоочистки. В течении
года промышленной эксплуатации удалось предупредить 4 факта отказа оборудования из 26, что
позволяет говорить о купировании 15 % отказов клапанов. Пороговые значения модели были по-
добраны таким образом, чтобы снизить количество ложноположительных прогнозов модели. По-
лученное значение ложноположительных прогнозов при обучении модели составило 5,1 %. При
этом во время испытаний ложноположительных прогнозов не было выявлено. Таким образом
предложенный метод показывает лучшую эффективность, чем ранее применяемый на данном обо-
рудовании метод вибродиагностики, который позволяет купировать до 13,5 % отказов. Кроме того,
аппаратная составляющая проекта значительно дешевле и проще в монтаже применяемого ранее
оборудования.
Дальнейшее усовершенствование модели ведется в направлении улучшения алгоритмов клас-
сификации для распознавания типа произошедшего сбоя, а также разработки собственной аппарат-
ной платформы, в качестве замены Raspberry Pi для удешевления установки.
ВЫВОДЫ
В результате проделанной работы была построена модель для контроля и прогнозирования со-
стояния клапанов газоочистного оборудования. Применение предложенного подхода позволит со-
кратить текущие затраты на содержание оборудования за счет уменьшения числа простоев путем
постоянного мониторинга его текущего состояния с целью прогнозирования возможных поломок.
Разработанная модель прогнозирования позволяет купировать 15 % сбоев в работе оборудова-
ния, при этом исключив ложноположительные срабатывания, которые приводят к дополнительным
расходам на обслуживание.
В качестве перспективы предложенного подхода предлагается дальнейшее совершенствование
алгоритмов классификации с целью распознавания не только аварийного режима работы, но и раз-
личных типов отказов.
СПИСОК ЛИТЕРАТУРЫ
1. Салин В.Н., Нарбут В.В., Шпаковская Е.П. Конъюнктура мирового рынка стали: экономико-ста-
тистический анализ // Проблемы экономики и юридической практики. 2020. Т. 16. № 1. С. 72—81.
2. Кошеков К.Т., Кликушин Ю.Н., Кашевкин А.А., Латыпов С.И., Софьина Н.Н., Савостина Г.В.,
Кошеков А.К. Интеллектуальная система вибродиагностики нефтегазового оборудования // Дефекто-
скопия. 2018. № 4. С. 31—41.
3. Кошеков К.Т., Кликушин Ю.Н., Кобенко В.Ю., Софьина Н.Н., Савостин А.А., Кашевкин А.А. Диа-
гностика насосного агрегата на основе идентификационных измерений вибросигналов // Дефектоско-
пия. 2016. № 5. С. 36—43.
4. Костюков А.В., Щелканов А.В., Бурда Е.А. Комплексная автоматизированная диагностика динами-
ческого оборудования / Техника и технология нефтехимического и нефтегазового производства: мате-
риалы 7-й международной научно-технической конференции. Омск: Изд-во ОмГТУ, 2017. С. 181—182.
5. Кривошеев И.А., Шамурина А.И. Контроль образовавшихся несплошностей в образце твердого
тела акустическим // Дефектоскопия. 2017. № 8. С. 29—34.
6. Францев Э.Ф. Дефектоскопия корпусов судов из композиционных материалов, находящихся
в эксплуатации, акустическими методами неразрушающего контроля // Дефектоскопия. 2013. № 1.
С. 3—11.
7. Антонов Е.Н., Савенок О.В. Оценка качества цементирования и технического состояния скважин
на примере Самотлорского месторождения по данным акустического метода контроля // Булатовские
чтения. 2020. Т. 1. С. 36—48.
8. Абрамов Г.В., Коробова Л.А., Ивашин А.Л., Матыцина И.А. Анализ и использование математиче-
ских методов для распознавания звуковых сигналов // Вестник ВГУИТ. 2015. № 2 (64).
9. Козлова Л.П., Козлова О.А. Особенности задач распознавания звука // Международная конферен-
ция по мягким вычислениям и измерениям. 2020. Т. 1. С. 185—187.
10. Фотеску Н.К., Фешина Е.В. Распознавание звука и принцип работы мобильного приложения
«Shazam» / Цифровизация и глобализация мировой науки и техники: новые исследовательские мето-
ды и подходы: Материалы V Международной научно-практической конференции. Ростов-на-Дону:
ООО Изд-во ВВМ, 2020. С. 59—63.
11. Комаров П.С., Квач А.И. Обработка голосовых сигналов при помощи мел-частотных кепстраль-
ных коэффициентов (MFCC) // Аспирант и соискатель. 2020. № 6 (120). С. 25—28.
12. Зенков В.В. Применение аппроксимации дискриминантной функции Андерсона и метода опор-
ных векторов для решения некоторых задач классификации // Автоматика и телемеханика. 2020. № 1.
С. 147—160.
Дефектоскопия
№ 10
2021
24
А.С. Мартюгов, Е.В. Ершов, И.А. Варфоломеев и др.
13. Мишакин В.В., Гончар А.В., Клюшников В.А., Курашкин К.В., Фомин А.Е., Сергеева О.А. Кон-
троль состояния циклически деформируемых нержавеющих сталей акустическим и вихретоковым
методами // Измерительная техника. 2021. № 2. С. 62—67.
14. Ремшев Е.Ю., Соболев И.А., Олехвер А.И., Лукичев В.Ю. Разработка бортового комплекса не-
разрушающего контроля конструкции летательного аппарата методом акустической эмиссии // Noise
Theory and Practice. 2021. Т. 7. № 2 (24). С. 65—82.
15. Злобин Д.В., Волкова Л.В., Богдан О.П., Земсков Т.И., Казанцев С.В. Универсальная эксперимен-
тальная установка для проведения акустических исследований // Интеллектуальные системы в произ-
водстве. 2020. Т. 18. № 2. С. 28—36.
16. Пьянков В.А., Пьянков И.Н. Акустические методы контроля лопаток газотурбинных двигателей
// Технология машиностроения. 2021. № 2. С. 34—48.
17. Микулович В.И. Цифровая обработка сигналов. Минск: Изд-во БГУ, 2011. 214 с.
18. Авдеев Л.В., Иванов П.Б. Математическая модель восприятия звукорядов. Дубна: Изд-во ОИЯИ,
1990. 18 с.
Дефектоскопия
№ 10
2021