УДК 620.179.16
РАЗРАБОТКА МЕТОДА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА
ПЛАСТИКОВЫХ ИЗДЕЛИЙ, ПОЛУЧЕННЫХ МЕТОДОМ РОТАЦИОННОГО
ФОРМОВАНИЯ
© 2021 г. Р.С. Гайсин1,*, В.Ю. Тюканько1,**, А.В. Демьяненко1, ***
1НАО «СКУ» им. М. Козыбаева, Россия РК 150000 Петропавловск, ул. Пушкина, 86
E-mail: *raikoshan001@mail.ru; **vetal3333@mail.ru; ***demianenkoav@mail.ru
Поступила в редакцию 22.09.2021; после доработки 22.10.2021
Принята к публикации 22.10.2021
В настоящее время в мире ускоренными темпами развивается технология ротационного формования пластмасс.
Однако при данном методе переработки возможно возникновение в стенках изделий «микропузырьков», которые
значительно ухудшают их качество. В данной работе для оценки качества пластиковых изделий был применен метод
ультразвукового контроля (УЗК). С помощью эхометода при рабочей частоте 2,5 МГц был проведен анализ образцов
различной степени качества. Выявлено, что скорость распространения ультразвукового сигнала не зависит от степени
качества изделий и составляет 2330±10 м/с. Установлено, что чем больше параметр шероховатости поверхности изде-
лий Rz (от 2,5 до 20 мкм), тем меньше становится амплитуда донного сигнала Аа. Недопеченный образец определя-
ется по параметрам Аа (от -6,0 до -15,0 МГц). Определен эталонный образец (ρ = 0,942 г/см3), с помощью которого
можно калибровать дефектоскоп, его Аа = 0 дБ при рабочей частоте 2,5 МГц. Выявлена зависимость между плотно-
стью/пропеченностью изделий и амплитудой донного сигнала. Доказана возможность выявления внутренних дефек-
тов изделий методом УЗК. Предложена новая методика выявления годных изделий в производстве, с помощью кото-
рой можно определить степень качества изделий.
Ключевые слова: ультразвуковой контроль, пластиковые изделия, ротационное формование, оценка качества
изделий.
DOI: 10.31857/S013030822111004X
ВВЕДЕНИЕ
Изделия, полученные методом ротационного формования, характеризуются длительным сро-
ком эксплуатации, химической стойкостью и низкой себестоимостью. Однако в связи со сложно-
стью геометрических форм изделий (наличия большого количества радиусов, переходов и т.п.) и
относительно высокой их стоимостью (при разрушающем контроле/разрезки изделий затраты
могут составить сотни тысяч рублей), актуальным вопросом становиться использование неразру-
шающих методов контроля для оценки качества полученных изделий.
При ротационном формовании происходит распределение сырьевого материала по внутрен-
ней поверхности полости формы, а одновременный нагрев формы вызывает его расплавление с
образованием тонкого покрытия в виде оболочки [1]. На второй стадии процесса между сплав-
ляемыми частицами пластмассы образуются жидкие мостики, задерживающие пузырьки воз-
духа, которые должны исчезнуть на последующей стадии уплотнения, и все это происходит при
высоких температурах выше температуры плавления полиэтилена [2]. Если не избавиться от
этих пузырьков, то изготовленные изделия будут иметь низкую ударную вязкость [3]. При пере-
греве изделия в форме происходит термоокислительная деструкция материала и ухудшение его
механических свойств [4].
Сейчас производители изделий методом ротационного формования вынуждены для поддержки
высокого уровня качества выпуска продукции проверять разрушающим контролем небольшое
количество изделий из каждой партии. Это создает большие сложности по нескольким причинам.
Во-первых, это длительный и дорогостоящий процесс; во-вторых, всегда остается шанс на то, что
бракованное изделие не будет выявлено на этапе контроля. Ударная вязкость готовых емкостей
является наиболее важной характеристикой для оценки качества изделия, на которое влияют усло-
вия процесса [1, 5]. В источниках [6, 7] описаны способы оценки качества изготовленных изделий
за счет контроля модуля упругости, твердости и вязкости материала. Термодеструкция материала
вызывает рост вязкости полиэтилена, которое может быть выявлено по анализу текучести распла-
ва [8] или геометрией параллельных пластин [9].
Однако ни один из этих методов контроля неприменим в промышленности для обеспечения
качества серийно выпускаемых изделий из-за стоимости и геометрических особенностей изделий
(изготовленных методом ротационного формования). Поэтому, для повышения эффективности
Разработка метода ультразвукового контроля качества пластиковых изделий...
35
процесса и уменьшения затрат на выявление бракованных изделий стоит применить методы нераз-
рушающего контроля. В источнике [10] описан метод инфракрасной спектроскопии с преобразо-
ванием Фурье (FT-IR), которая использовалась для идентификации продуктов окисления на
поверхности изделий (изготовленных методом ротационного формования). Также рассматрива-
лись рентгеновская дифракция [11] и комбинационная рассеивающая спектроскопия [12], которые
использовались для оценки изменений морфологии кристаллов на предмет признаков разрушения.
Ни один из этих методов не является легко встраиваемым в технологический процесс из-за своей
дороговизны. В качестве альтернативы были рассмотрены линейные ультразвуковые методы кон-
троля для полиэтилена, проведены сравнения акустических свойств с различными материалами
при различных температурах и различных напряжениях [13, 14]. Традиционные ультразвуковые
методы очень эффективны для измерения плотности полиолефинов и полимерных пен путем соот-
ношения этого свойства с изменениями скорости или затуханием звуковой волны, распространяю-
щейся через образец [15—17].
В работе [18] рассмотрен анализ эффекта Маллинза в полиэтилене с контролем деформаций с
помощью ультразвука. В исследовании предложен метод контроля развития эффекта Маллинза,
который позволяет исследовать изделие (полученное методом ротационного формования) на осно-
ве анализа ультразвукового контроля. Показано, что затухание ультразвукового сигнала увеличи-
валось в корреляции с возрастающей деформацией полиэтилена. В [18] показана возможность
выявления дефектов в изделиях (полученных методом ротационного формования) методом ультра-
звукового контроля при рабочей частоте в диапазоне от 135 до 165 кГц. В [18] доказана возмож-
ность оценки качества изделий (изготовленных методов ротационного формования) ультразвуко-
вым анализом и внедрение его в технологический процесс.
Главной задачей данной работы является выявление внутренних дефектов в изделиях (изготов-
ленных методом ротационного формования), а так же определение степени качества/пропеченно-
сти изделий с помощью метода УЗК и внедрение этого метода в производство для контроля каче-
ства емкостей.
МЕТОДЫ ИССЛЕДОВАНИЯ
Объектами исследования являются емкости из полиэтилена, изготовленные методом ротацион-
ного формования на предприятии ТОО «AVAGRO». При проведении экспериментов использовали
образцы, вырезанные из бочек разной степени качества/пропеченности (плотности) (табл. 1).
Таблица
1
Средняя энергия
Степень пропеченности
№ образца
Плотность изделия ρ, г/см3
Годность изделия
разрушения MFE, Дж
изделия
1
0,934
140
Недопеченный
Брак
2
0,934
140
Недопеченный
Брак
3
0,934
140
Недопеченный
Брак
4
0,941
380
Нормальный
Годен
5
0,941
380
Нормальный
Годен
6
0,941
380
Нормальный
Годен
7
0,949
147
Перепеченный
Брак
8
0,949
147
Перепеченный
Брак
9
0,949
147
Перепеченный
Брак
10
0,949
150
Сгоревший
Брак
11
0,949
150
Сгоревший
Брак
12
0,949
150
Сгоревший
Брак
Для изделий, идентифицируемых как «качественные», средняя энергия разрушения (MFE) при-
нимает значение не менее 380 Дж. Так же важным критерием годности изделий является плот-
ность, которая должна быть не менее 0,9395 г/см3. Толщина исследуемых образцов составляет
8 мм, т.к. они были вырезаны из одной серии изготовленных емкостей.
Дефектоскопия
№ 11
2021
36
Р.С. Гайсин, В.Ю. Тюканько, А. В. Демьяненко
а
б
в
г
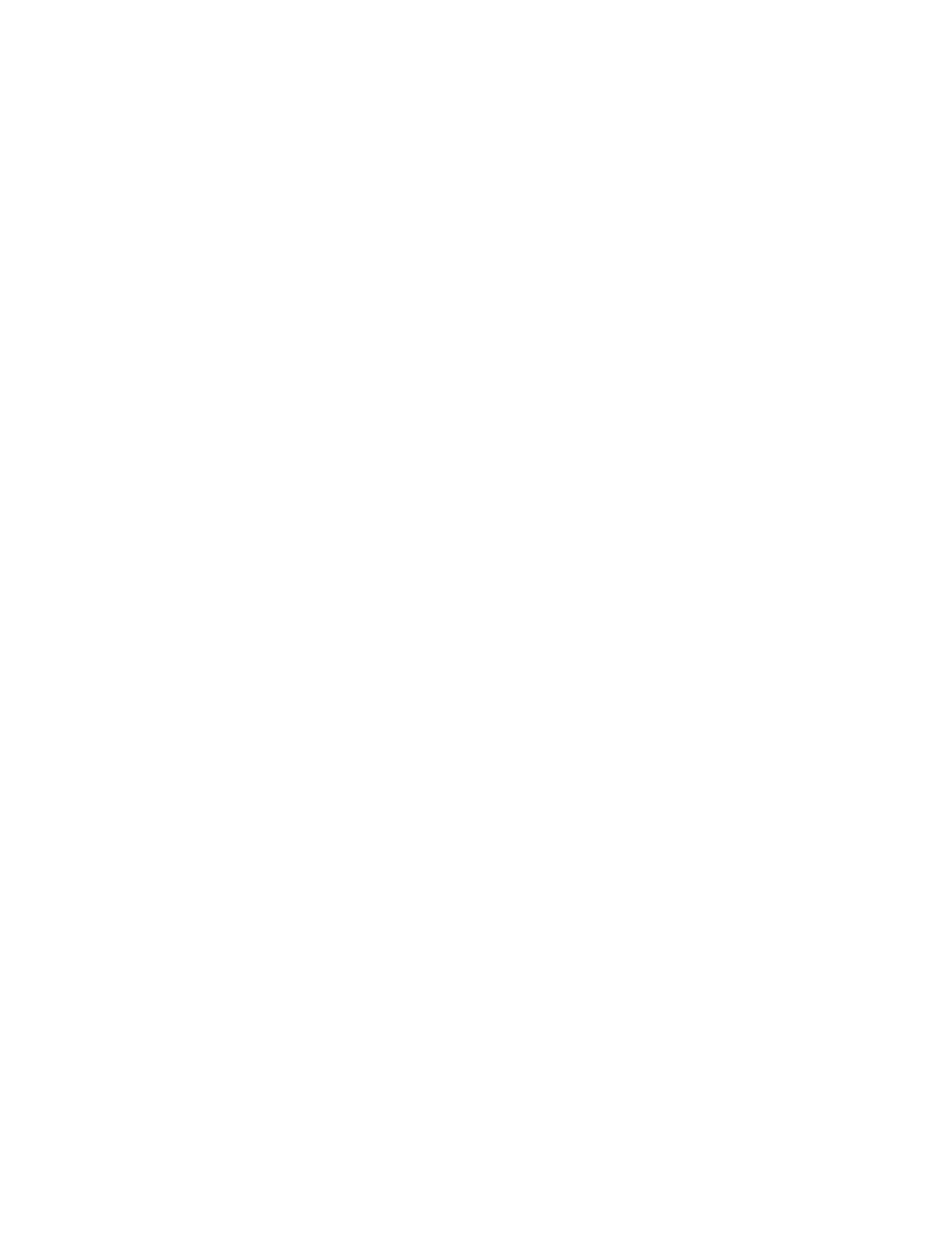
Рис.1. Образцы для ультразвукового контроля:
а — недопеченный образец; б — нормально спеченный образец; в — перепеченный образец; г — сгоревший образец.
В исследовании ультразвуковой дефектоскопией образцов (рис. 1) определяли следующие
характеристики: скорость распространения ультразвуковой волны, амплитуду донного сигнала.
Анализ осуществлялся с помощью ультразвукового контактного преобразователя 2,5-К12 на
универсальном ультразвуковом дефектоскопе УСД-60.
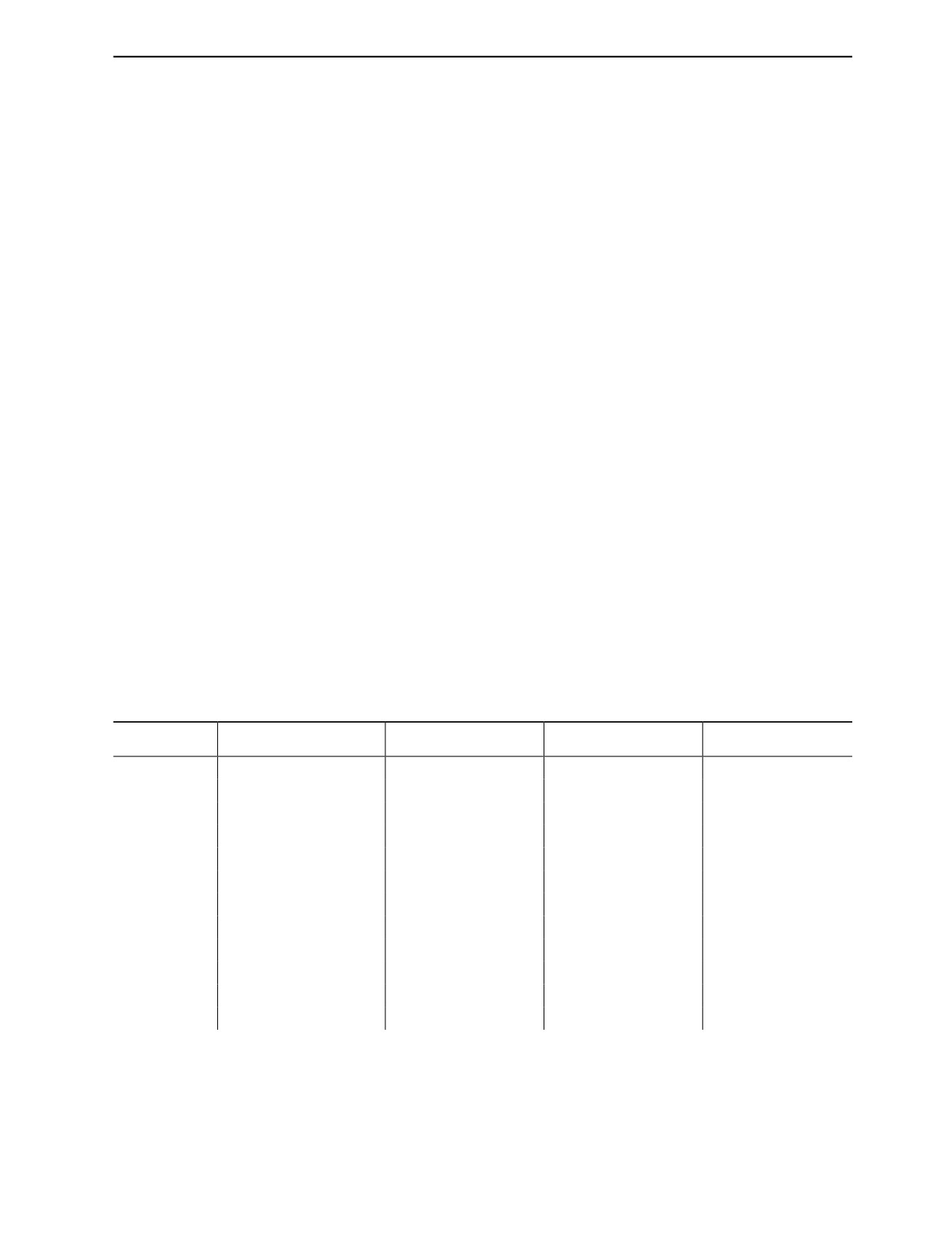
Метод проведения эксперимента заключался в том, что пьезоэлектрический преобразователь
2,5-К12 устанавливался на поверхность изделия с предварительно нанесенным глицерином для
эффективности прохождения сигнала. Во избежании погрешностей, вызванных разным давлени-
ем, оказываемым на пьезометрический преобразователь, исследование проводили при установке
на преобразователь груза массой 100 г (рис. 2).
3
2
1
4
Рис.2. Схематическое изображение проведенного эксперимента:
1 — образец; 2 — пьезометрический преобразователь; 3 — груз; 4 — слой глицерина.
ОПРЕДЕЛЕНИЕ ОПТИМАЛЬНОЙ СКОРОСТИ
Для определения скорости ультразвука были использованы образцы разной степени пропечен-
ности и плотности (см. табл. 1). Скорость распространения продольной ультразвуковой волны
(ПУВ) во всех образцах составляет — 2330±10 м/с. Скорость распространения ПУВ не зависит от
степени качества/пропеченности материала и плотности полиэтилена.
Дефектоскопия
№ 11
2021
Разработка метода ультразвукового контроля качества пластиковых изделий...
37
ВЛИЯНИЕ ШЕРОХОВАТОСТИ ОБРАЗЦОВ НА ЗАТУХАНИЕ УЛЬТРАЗВУКОВОГО
СИГНАЛА
Для проведения эксперимента была подготовлена серия образцов с различной шероховатостью
(Rа1 = 2,5 мкм; Rа2 = 5 мкм; Rа3 = 20 мкм). Затухание ультразвукового сигнала оценивали по вели-
чине амплитуды донного сигнала; были обработаны поверхности образцов № 1, № 4, № 7, № 10
наждачной бумагой. Исследования проводились при рабочей частоте 2,5 МГц.
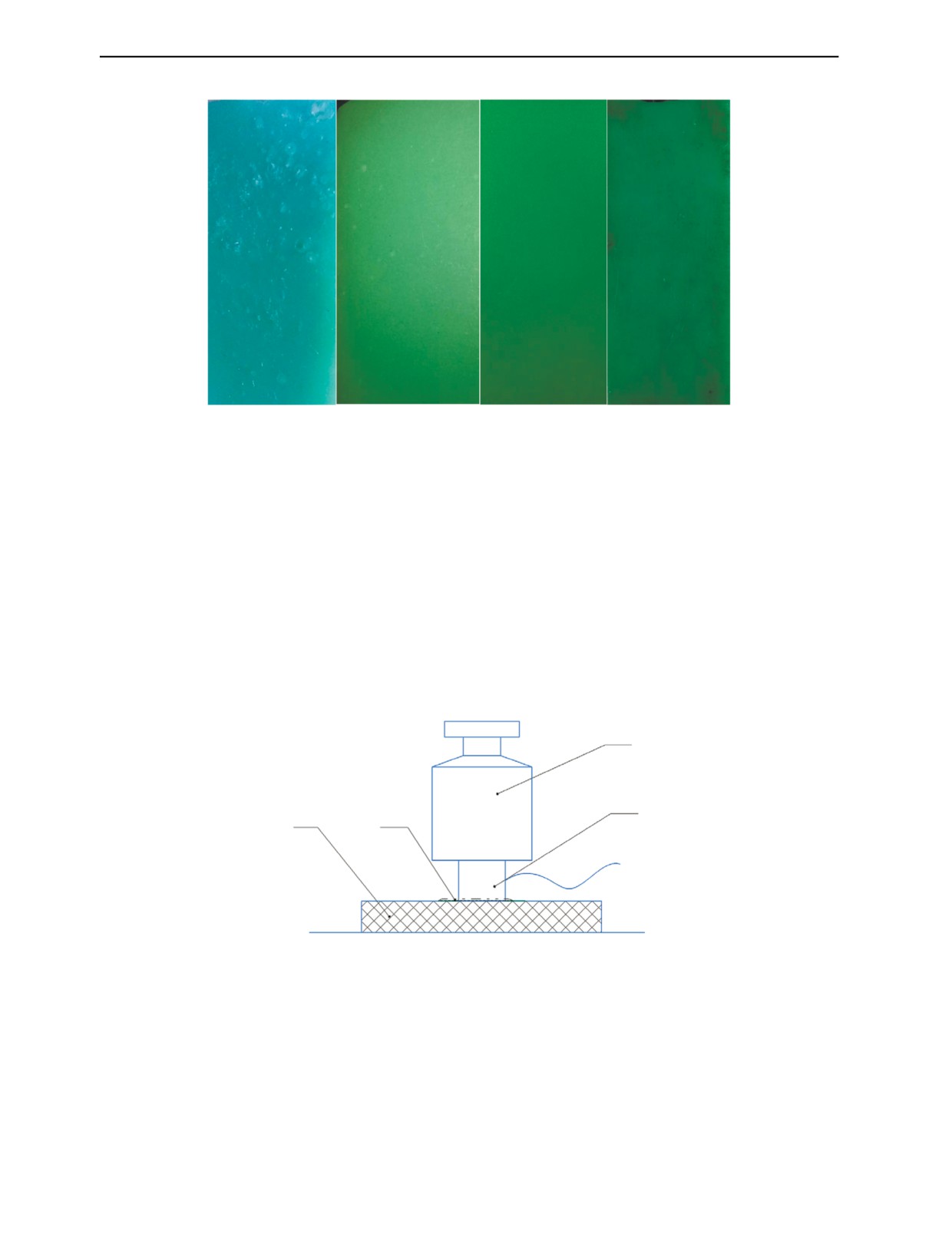
Установлено, что чем больше значение шероховатости поверхности образца, тем меньше
амплитуда (Aa) донного сигнала (рис. 3). Также было выяснено, что недопеченный образец № 1
идентифицируется по низкому значению амплитуды донного сигнала Аа (от -6,0 до -15,0 МГц).
7,5
5
2,5
0
0
2,5
5
7,5
10
12,5
15
17,5
20
22,5
-2,5
-5
-7,5
-10
-12,5
-15
Значения шероховатости (Ra), мкм
Образец 1 (нормальный)
Образец 4 (сгоревший)
Образец 7 (перепеченный)
Образец 10 (недопеченный)
Рис. 3. Зависимость амплитуды донного сигнала от значения шероховатости поверхности образцов (при частоте 2,5 МГц).
ВЛИЯНИЕ ПЛОТНОСТИ ОБРАЗЦОВ НА ЗАТУХАНИЕ УЛЬТРАЗВУКОВОГО СИГНАЛА
В исследовании по выявлению зависимости амплитуды от плотности изделий были подготов-
лены образцы толщиной 8 мм (табл. 2). Затухание ультразвукового сигнала оценивали по величине
амплитуды донного сигнала, величина которой зависела от плотности образцов. Исследования
проводились при рабочей частоте 2,5 МГц.
Таблица
2
№ образца
ρ, г/см3
Степень пропеченности изделия
Годность изделия
1
0,934
Недопеченный
Брак
2
0,940
Нормальный
Годен
3
0,941
Нормальный
Годен
4
0,942
Нормальный
Годен
5
0,944
Нормальный
Годен
6
0,946
Нормальный
Годен
7
0,947
Нормальный
Годен
8
0,948
Нормальный
Годен
9
0,949
Перепеченный
Брак
Дефектоскопия
№ 11
2021
38
Р.С. Гайсин, В.Ю. Тюканько, А. В. Демьяненко
10
Зона бракованных изделий
Зона годных изделий
7,5
5
2,5
0
0,930
0,935
0,940
0,945
0,950
-2,5
-5
-7,5
-10
-12,5
Плотность ρ, г/см3
Рис. 4. Влияние плотности на амплитуду донного сигнала (при частоте 2,5 МГц).
По мере увеличения плотности образцов из полиэтилена с 0,934 до 0,948 г/см3 амплитуда дон-
ного сигнала увеличивается. При плотности свыше 0,944 г/см3 наблюдается стабилизация ампли-
туды донного сигнала (рис. 4). Критерием годности образцов предлагается использовать значение
амплитуды донного сигнала в промежутке от -5,0 дБ и больше. В ходе экспериментов был выявлен
эталонный образец ρ = 0,942 г/см3, амплитуда донного сигнала образца составляет 0 дБ при рабо-
чей частоте 2,5 МГц. Критерий годности изделий рекомендуется использовать только после кали-
бровки ультразвукового дефектоскопа по образцу-эталону. Амплитуда донного сигнала перепечен-
ного образца от нормального не различается.
ВЛИЯНИЕ ЧАСТОТЫ СИГНАЛА НА ОБРАЗЦЫ С РАЗНОЙ ПЛОТНОСТЬЮ
Для проведения эксперимента была подготовлена серия образцов с различной плотностью
(см. табл. 2). Затухание ультразвукового сигнала оценивали по величине амплитуды донного сиг-
нал. Исследования проводились при рабочей частоте в диапазоне от 0,5 до 30 МГц (рис. 5).
10,0
5,0
0,0
0
5
10
15
20
25
30
35
–5,0
-10,0
-15,0-
20,0
-25,0
-30,0
ρ = 0,934 г/см3
ρ = 0,940 г/см3
ρ = 0,941 г/см3
ρ = 0,942 г/см3
ρ = 0,944 г/см3
ρ = 0,947 г/см3
ρ = 0,949 г/см3
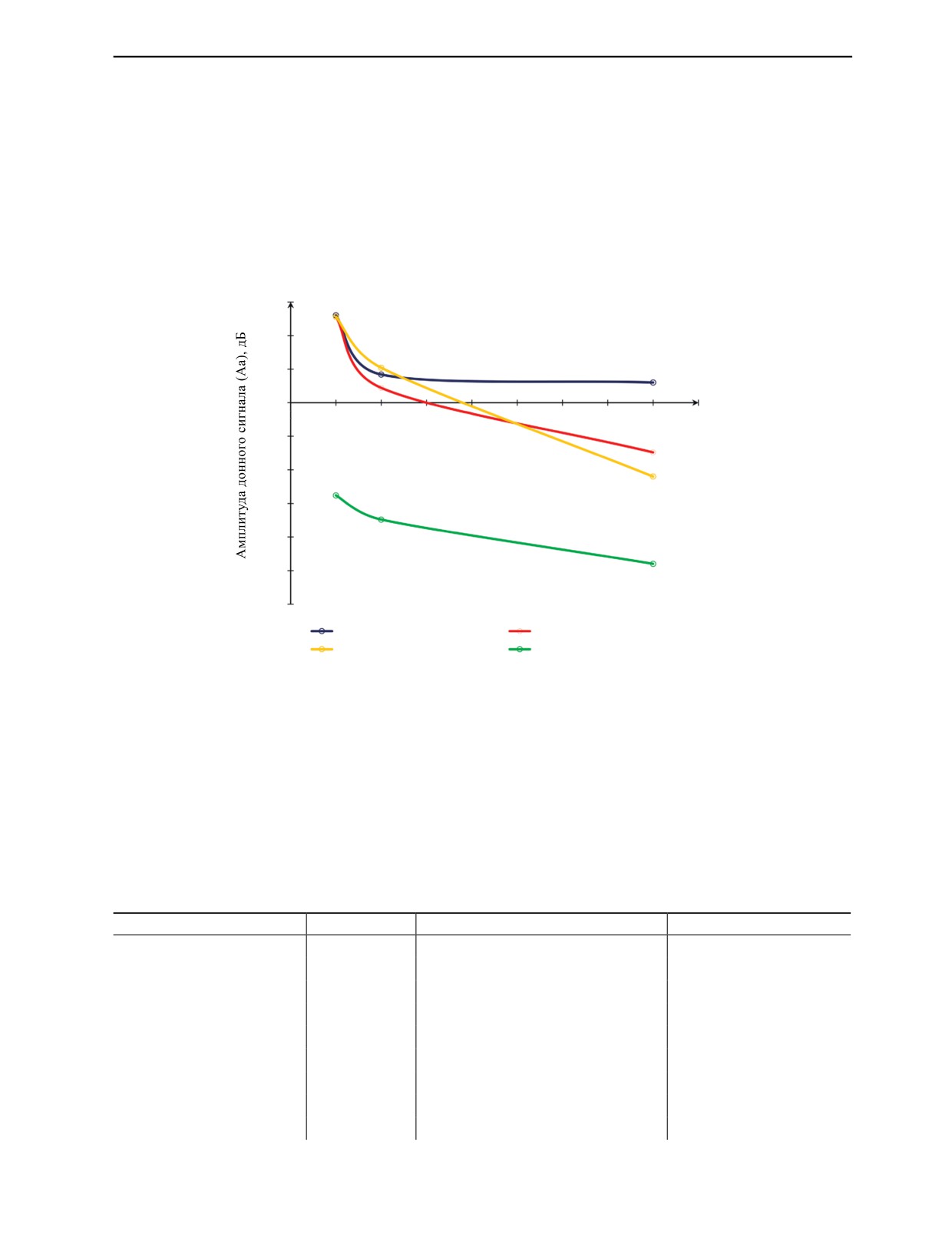
Рис. 5. Влияние частоты сигнала и плотности образцов на амплитуду донного сигнала (при частоте 2,5 МГц).
Дефектоскопия
№ 11
2021
Разработка метода ультразвукового контроля качества пластиковых изделий...
39
По мере увеличения частоты сигнала от 0,5 до 2,5 МГц амплитуда донного сигнала увеличива-
ется на всех образцах вне зависимости от плотности. При частоте свыше 2,5 МГц амплитуда дон-
ного сигнала уменьшается. Недопеченный образец легко выявляется относительно других, имея
самую низкую амплитуду донного сигнала (ρ = 0,934 г/см3). Перепеченные и нормально спеченные
образцы имеют практически одинаковые параметры амплитуды донного сигнала.
ВЫВОДЫ
1) Скорость распространения продольной ультразвуковой волны в изделиях, полученных мето-
дом ротационного формования, не зависит от степени качества (пропеченности) изделия и состав-
ляет 2330±10 м/с.
2) При увеличении параметра шероховатости образцов Ra (c 2,5 до 20 мкм) амплитуда донного
сигнала уменьшается. Недопеченные образцы, имеющие плотность меньше 0,9395 г/см3, легко
идентифицировать по отрицательному значению амплитуды донного сигнала.
3) Выявлена зависимость между плотностью образцов и амплитудой (А) донного сигнала. При
увеличении плотности график А= f (ρ) имеет два участка. Первый участок позволяет идентифици-
ровать недопеченные изделия (имеющие низкую плотность и ударную вязкость). Второй участок
показывает стабилизацию амплитуды донного сигнала, которая имеет одинаковые параметры в
перепеченных и нормально спеченных изделиях.
4) Установлено влияние частоты сигнала на амплитуду донного сигнала. В диапазоне частот от
0,5 до 2,5 МГц амплитуда донного сигнала увеличивалась, а при частоте свыше 2,5 МГц уменьша-
лась вне зависимости от плотности образцов.
5) Результаты данных исследований рекомендуются для дальнейшего внедрения в промышлен-
ность для контроля качества емкостей (изготовленных методом ротационного формования).
СПИСОК ЛИТЕРАТУРЫ
1. Gibson Ian, Shi Dongping. Material properties and fabrication parameters in selective laser sintering
process // Rapid Prototyping Journal. Dec. 1997. V. 3 (4). P. 129—136.
2. Kontopoulou M., Vlachopoulos J. Bubble dissolution in molten polymers and its role in rotational
molding // Polymer Engineering & Science. Jul. 1999 V. 39 (7). P. 1189—1198.
3. Spence A.G., Crawford R.J. The effffect of processing variables on the formation and removal of
bubbles in rotationally molded products // Polymer Engineering & Science. Apr. 1996. V. 36 (7).
P. 993—1009.
4. Epacher E. Processing stability of high density polyethylene: effect of adsorbed and dissolved oxygen
// Polymer. Nov. 2000. V. 41 (23). P. 8401—8408.
5. Chaudhary Bharat Indu, Takács Elizabeth, Vlachopoulos John. Processing enhancers for rotational
molding of polyethylene // Polymer Engineering & Science. Oct. 2001. V. 41 (10). P. 1731—1742.
6. Tavares Andreia C., Gulmine Joseane V., Lepienski Carlos M., Akcelrud Leni. The effffect of accelerated
aging on the surface mechanical properties of polyethylene // Polymer Degradation and Stability. Jan. 2003.
V. 81 (2). P. 367—373.
7. Saifullah Abu, Thomas Ben, Cripps Robert, Tabeshfar Kamran,Wang Lei, Muryn Christopher. Fracture
toughness of rotationally molded polyethylene and polypropylene // Polymer Engineering & Science. Jan.
2018. V. 58 (1). P. 63—73.
8. Mendes A.A., Cunha A.M., Bernardo C.A. Study of the degradation mechanisms of polyethylene during
reprocessing // Polymer Degradation and Stability. Jun. 2011. V. 96 (6). P. 1125—1133,
9. Cuadri A.A., Martín-Alfonso J.E. The effffect of thermal and thermo-oxidative degradation conditions
on rheological, chemical and thermal properties of HDPE // Polymer Degradation and Stability. Jul. 2017.
V. 141. P. 11—18.
10. Gulmine J.V., Janissek P.R., Heise H.M., Akcelrud L. Degradation profifile of polyethylene after
artifificial accelerated weathering // Polymer Degradation and Stability. 2003. V. 79 (3). P. 385—397.
11. Cramez Maria Clara, Oliveira Maria Jovita, Fakirov Stoyko, Crawford Robert James,
Apostolov Anton Atanassov, Krumova Marina. Rotationally molded polyethylene: Structural
characterization by x-ray and microhardness measurements // Advances in Polymer Technology. 2001.
V. 20 (2). P. 116—124.
12. Hiejima Yusuke, Kida Takumitsu, Takeda Kento, Igarashi Toshio, Nitta Koh-hei. Microscopic structural
changes during photodegradation of low-density polyethylene detected by Raman spectroscopy // Polymer
Degradation and Stability. Apr. 2018. V. 150. P. 67—72.
13. Bray Don E., Vela John, Al-Zubi Raed S. Stress and Temperature Effffects on Ultrasonic Properties
in Cross-Linked and High Density Polyethylene // Journal of Pressure Vessel Technology. 2005. V. 127 (3).
P. 220.
Дефектоскопия
№ 11
2021
40
Р.С. Гайсин, В.Ю. Тюканько, А. В. Демьяненко
14. Jia Dawei, Bourse G., Chaki S., Lacrampe M.F., Robin C., Demouveau H. Investigation of Stress and
Temperature Effffect on the Longitudinal Ultrasonic Waves in Polymers // Research in Nondestructive
Evaluation. Jan. 2014. V. 25 (1). P. 20—29.
15. Adachi Keiichiro, Harrison Gilroy, Lamb John, North Alastair M., Pethrick Richard A. High frequency
ultrasonic studies of polyethylene // Polymer. 1981. V. 22 (8). P. 1032—1039.
16. Tanaka Akira, Nitta K., Onogi S. Ultrasonic velocity and attenuation of polymeric solids under
oscillatory deformation: Apparatus and preliminary results // Polymer Engineering and Science. Aug. 1989.
V. 29 (16). P. 1124—1130.
17. Sahnoune Abdelhadi, Tatibouet Jacques, Gendron Richard, Hamel André, Piché Luc. Application of
Ultrasonic Sensors in the Study of Physical Foaming Agents for Foam Extrusion // Journal of Cellular Plastics.
Sep. 2001. V. 37 (5). P. 429—454.
18. Gomes F.P.C., Eng B. Nonlinear ultrasonics for in-line quality monitoring of polymer processing
methods // McMaster University. Oct. 2018. P. 21—100.
Дефектоскопия
№ 11
2021