Акустические методы
УДК 620.179.162 : 534.87
ВОССТАНОВЛЕНИЕ ИЗОБРАЖЕНИЯ ОТРАЖАТЕЛЕЙ НА ГРАНИЦЕ
ОСНОВНОГО МЕТАЛЛА И СВАРНОГО СОЕДИНЕНИЯ С ИСПОЛЬЗОВАНИЕМ
УЛЬТРАЗВУКОВЫХ АНТЕННЫХ РЕШЕТОК
© 2021 г. А.Е. Базулин1, Е.Г. Базулин1,*, А.Х. Вопилкин1, Д.С. Тихонов1
1ООО «Научно-производственный центр «ЭХО+»,
Россия 123458 Москва, ул. Твардовского, 8, Технопарк «Строгино»
*E-mail: bazulin@echoplus.ru
Поступила в редакцию 22.05.2021; после доработки 15.07.2021
Принята к публикации 21.07.2021
Предлагается эффективный способ замены зональной фокусировки антенной решеткой, традиционно используемый
при автоматизированном ультразвуковом контроле сварных соединений с узкой разделкой для выявления дефектов на
границе сплавления. Этот способ, основанный на применении многосхемной технологии цифровой фокусировки антенной
(ЦФА), позволяет получать и анализировать высококачественные изображения отражателей. Предлагаемый метод по срав-
нению с зональной фокусировкой, сделанной по технологии фазированных антенных решеток (ФАР), менее чувствителен
к точности позиционирования антенной решетки относительно оси шва и к изменению толщины объекта контроля, позво-
ляет выполнять оценку высоты дефектов не по амплитудному признаку, а по размерам бликов отражателей.
Ключевые слова: антенная решетка, двойное сканирование, FullMatrixCapture (FMC), тройное сканирование,
C-SAFT, TotalFocusingMethod (TFM), цифровая фокусировка антенной (ЦФА), зональная фокусировка.
DOI: 10.31857/S0130308221090013
1. ВВЕДЕНИЕ
При монтаже сварных соединений магистральных трубопроводов, кроме соблюдения требова-
ний достоверности контроля, необходимо обеспечивать высокую скорость ультразвукового кон-
троля, сопоставимую со скоростью выполнения сварки. При использовании автоматической свар-
ки для трубы диаметром 800 мм и толщиной 25 мм в смену могут быть готовы к контролю 20
сварных швов и более, поэтому актуально применение методов и систем автоматизированного
ультразвукового контроля (АУЗК), позволяющих выполнять контроль, включая проверку настроек,
сбор данных и расшифровку данных для одного сварного шва в среднем за 10—15 мин.
Обзор стандартов на применение АУЗК сварных швов трубопроводов с применением зональ-
ного контроля приведен, например, в [1]. Общие требования к такому контролю таковы:
контроль выполняется за один проход сканера вокруг трубы;
обеспечивается выявление плоскостных дефектов по границам сплавления (обычно имитиру-
емых плоскодонными отверстиями (ПДО) диаметром 2-3 мм и пазами, выходящими на поверх-
ность) и объемных дефектов в наплавленном металле (имитируемых боковыми цилиндрическими
или плоскодонными отверстиями диаметром порядка 1 мм);
высокие требования к позиционированию пьезопреобразователей (ПЭП) относительно кромки
(± 1 мм) и к допуску на толщину стенок трубы (± 1 мм);
применение раздельных схем контроля типа «тандем» с отражением от донной поверхности
(и в ряде случаев наружной) для выявления дефектов на границе сплавления швов с узкой (менее
15—20 град) разделкой;
выполнение калибровки в динамическом режиме на образце, содержащем калибровочные
отражатели, расположенные по всей зоне контроля.
Системы зонального контроля, реализующие такой подход с применением множества традици-
онных преобразователей, были разработаны и применялись с 1980-х годов. В 2000-х с развитием
многоканальной электроники стала возможной быстродействующая реализация тех же схем кон-
троля, но с применением антенных решеток (АР). Пример применения моделирования зонального
контроля при аттестации методики и системы контроля в соответствии с требованиями стандарта
DNV OS F101 с технологией лучевых трубок приведен в работе [2].
В настоящее время для восстановления изображения отражателей в объекте контроля исполь-
зуются две технологии: технология фазированных антенных решеток (ФАР) [3], которая на сегод-
няшний день является наиболее распространенной, и технология цифровой фокусировки антен-
ной (ЦФА) [4, 5]. В статье [6], посвященной сравнению возможностей ФАР- и ЦФА-дефектоскопов,
сделан вывод, что ЦФА-технология более перспективна с алгоритмической точки зрения.
4
А.Е. Базулин, Е.Г. Базулин, А.Х. Вопилкин, Д.С. Тихонов
Эффективным способом обнаружения плоскостных дефектов является работа с эхосигнала-
ми, отраженными от поверхности трещины, которые формируются при нечетном количестве
отражений импульса от границ объекта контроля. Такие импульсы возникают при падении на
трещину импульса на прямом луче, а прием происходит при однократном отражении от дна объ-
екта контроля (схема контроля типа «тандем»). При использовании для контроля ФАР-
дефектоскопов возникает проблема секторной визуализации для нечетных схем контроля.
Поэтому применение технологии зональной ФАР-фокусировки предполагает, что граница свар-
ного соединения разбивается на несколько зон для которых рассчитывается законы фокусировки
на излучение и прием [7—9]. С помощью стробов происходит селекция нужных эхосигналов по
каждой зоне, максимальная амплитуда которых выводится на экран ФАР-дефектоскопа при ска-
нировании вдоль сварного соединения АР. Для оценки высоты отражателей анализируются
амплитуды эхосигналов (кривые амплитуда—высота), в том числе при совместном анализе дан-
ных, полученных по соседним зонам. На практике сложности при использовании ФАР-
зонального контроля заключаются в высоких требованиях к позиционированию АР, недопусти-
мости внутренних проточек, разнотолщинности не более чем ± 1 мм и обширной программой
квалификации системы контроля. Также подобный метод контроля чувствителен к изменениям
температуры трубы и призмы, это приводит к изменению законов фокусировки и необходимости
их тщательного подбора, чтобы динамическая калибровка прошла успешно.
Использование ЦФА-технологии позволяет восстановить изображения несплавления по гра-
нице сварного соединения, размеры которого определяется как расстояние между маркерами,
установленными на границы блика несплавления [10—13]. В отличие от методов, основанных
лишь на анализе амплитуды эхосигнала, ЦФА-технология снижает влияние ориентации и формы
дефекта на результат измерения [14].
2. ЦФА-ТЕХНОЛОГИЯ, КАК ЗАМЕНА ЗОНАЛЬНОЙ ФАР-ТЕХНОЛОГИИ
Восстановление изображения отражателей методом ЦФА происходит в два этапа. На первом
этапе АР измеряются эхосигналы в режиме двойного сканирования [15] для любой пары излуча-
тель—приемник. В зарубежной литературе такой режим регистрации эхосигналов называется Full
Matrix Capture (FMC) [16]. На втором этапе по измеренным эхосигналам изображение отражателей
восстанавливается методом комбинированного SAFT (C-SAFT) [17]. Метод C-SAFT в литературе,
посвященной ультразвуковому контролю, называется Total Focusing Method (TFM) [18].
Для того чтобы восстановить изображение границы отражателя методом C-SAFT нужно заре-
гистрировать эхосигналы, отраженные от его границы. Для вертикально ориентированных тре-
щин работа на прямом луче не позволяет измерить эхосигналы, зеркально отраженные от ее
поверхности. Удается измерить только дифракционные сигналы от краев трещины и в результате
ее изображение (образ) будет представлен двумя бликами с относительно малыми амплитудами,
соответствующими ее краям. Зарегистрировать эхосигналы от поверхности трещины можно в
случае, когда импульс отражается нечетное число раз от границ объекта контроля. В этом случае
методом C-SAFT можно восстановить изображение поверхности трещины в заданной области
(ОВИ). На рис. 1 показана АР на призме на расстоянии xw от центра сварного соединения, объект
контроля и трещина с углом наклона α, изображение которой нужно восстановить. Граница свар-
ного соединения показана пунктирной линией черного цвета. Стрелками красного цвета1 показа-
ны лучи, по которым распространяются поперечные волны, при излучении и после однократного
отражения от дна образца. Путь распространения продольной волны в призме показан стрелками
зеленого цвета. В дальнейшем цветовое соответствие продольной (зеленый цвет) и поперечной
(красный цвет) волны будет сохранено.
Под акустической схемой, которую обозначим как as, будем подразумевать описание лучевой
траектории распространения импульса от излучателя до приемника при отражении от неровных
границ объекта контроля с учетом трансформации типа волны. Акустическая схема будет опре-
деляться последовательностью букв L (продольная волна), T (поперечная волна) и буквы d (отра-
жение от несплошности). Обозначение акустической схемы, показанной на рис. 1, будет следу-
ющим — TdTT.
Изображение отражателей по измеренным эхосигналам
p(r
,r
)можно получить методом
r
t
C-SAFT [17] по формуле:
1Использование цвета для пояснения рисунков доступно только в электронном варианте статьи или в ее печатном
издании журнала «Дефектоскопия».
Дефектоскопия
№ 9
2021
Восстановление изображения отражателей на границе основного металла и сварного соединения...
5
xw
x
α
z
Рис. 1. Схематическое изображение луча по нечетной акустической схеме TdTT (одно отражение от границы объекта
контроля).
ε(r;as)
=
p(r
,t-t
(r
,
r r;as)+t
)dr
dr
,
(1)
i
∫∫
r
del
r
t
i
max
r
t
StSr
где St и Sr — апертура излучения и приема; tdel (rr, rt, ri; as) — время пробега импульса от излуча-
теля rt до точки ri и к приемнику ri для заданной акустической схемы as; tmax — время нарастания
импульса. Для расчета времени пробега импульса по лучевой траектории можно воспользоваться
вариационным принципом Ферма [19] или методом трассировки [20].
Парциальные изображения, восстановленные для Nas акустических схем по формуле (1),
можно объединить в итоговое изображение как сумму или медиану модулей:
N
as
ε(r)
= ∑
ε(r;as
)
,
(2)
i
i
n
n=1
N
as
ε(r)
=
M
(
T(
ε(r;
as l)
)
)
,
где
l=
ε(r;as
))
,
(3)
i
i
n
i
n
ò
=1
где M — операция медианы для Nas парциальных изображений, T — операция отсечки по уровню
l, равному среднему значению парциального изображения. Следует отметить, что получение объ-
единенного изображения по формуле (3) особенно эффективно для точечных отражателей или для
краев трещин. И, конечно, эти два способа объединения не исчерпывают все варианты работы
с парциальными изображениями.
2.1. Влияние на качество контроля смещения призмы от центра сварного соединения и
толщины образца
ЦФА-технология позволяет избавиться от некоторых ограничений зональной ФАР-фокусировки.
Так, при изменении расстояния xw + Δxw установки призмы от центра сварного соединения блики
отражателя на ЦФА-изображении только сместятся по оси x на расстояние Δxw, не потеряв своей
фокусировки. При использовании зональной ФАР-фокусировки импульсы от отражателя могут
выйти за пределы строба и отражатель будет пропущен. Если увеличить длину строба, в его преде-
лы могут попасть эхосигналы от других отражателей и может случиться так, что будет обнаружен
отражатель, которого нет на границе разделки. В разделе 3 показано, что изменение расстояния от
призмы до центра сварного соединения в пределах ±5 мм приводят к отклонению амплитуды изо-
бражения имитатора дефекта на более чем на ±2 дБ.
Дефектоскопия
№ 9
2021
6
А.Е. Базулин, Е.Г. Базулин, А.Х. Вопилкин, Д.С. Тихонов
При изменении толщины объекта контроля h + Δh блики отражателя на ЦФА-изображении
сместятся на разные расстояния для разных акустических схем — чем больше отражений от гра-
ниц объекта контроля, тем больше сместится блик от своего правильного положения. Блик отра-
жателя на ЦФА-изображении для одной акустической схеме незначительно исказит свою форму,
что позволит выявить отражатель и достаточно точно измерить его размеры. Но при объединении
нескольких ЦФА-изображений, восстановленных по разным акустическим схемам, блик отража-
теля существенно изменит свою форму, и размеры отражателя будут определены с большой ошиб-
кой, сопоставимой со степенью отклонения толщины трубы от номинального значения. Влияние
толщины трубы и наличия проточек для зональной ФАР-фокусировки принципиально опять же в
силу требования попадания сигнала от дефекта в пределы заданного строба.
2.2. Автоматизация выбора акустических схем
Для случая двух максимально возможных отражений импульсов от границ объекта контроля и
с учетом эффекта трансформации типа волны полное число акустических схем при излучении
будет равно 14: из них 2 акустические схемы на прямом луче, 4 схемы для случая одного отраже-
ния, и 8 акустических схем для двух отражений от границ. Полное число акустических схем на
излучение и на прием будет равно 14×14 = 196. Так как для восстановления изображения верти-
кально ориентированных трещин нужно использовать нечетные схемы, то число акустических
схем сократится до 80, а если брать только верхний или нижний треугольник матрицы 14×14, то
акустических схем остается только 40. Понятно, что из-за разных углов преломления и отражения,
для которых будут разные по величине коэффициенты преломления и отражения, далеко не все
схемы позволяют получить качественное изображение дефектов. Вручную просматривать 40 изо-
бражений довольно трудоемкая задача, поэтому для автоматического определения значимых аку-
стических схем применялся следующий корреляционный алгоритм. Базовым изображением
ε(r;
)
as
полагалось изображение, восстановленное по акустической схеме TdTT (см. рис. 1). Его
i
корреляция с изображениями ε(r;
)
i
n
as
на других схемах рассчитывалась как
*
C(∆x,∆z;as
)
=
x
, z
;TdTT)ε
(x
− ∆x,z
− ∆z;as
)dx
dz
,
(4)
n
∫ε(
i
i
i
i
n
i
i
где значком * обозначена операция комплексного сопряжения. Анализ амплитуды корреляционной
функции C(Δx, Δz; asn) и величины смещения (Δx, Δz) ее максимума позволяет автоматизировать
выбор значимых акустических схем по заданному уровню. Как будет показано в разделе 3, коли-
чество значимых акустических схем для ПДО на разных глубинах оказалось равным от 4 до 6, что
почти на порядок меньше полного числа 40. Работа только со значимыми акустическими схемами
примерно на порядок повысит скорость расчета изображения отражателей и повысит отношение
сигнал/шум.
2.3. Повышение качества изображения
Для дополнительного повышения качества изображения использовался следующий прием.
При известном угле α границы сварного соединения для каждой точки ri ОВИ можно рассчитать
количество пар M(ri; asn) излучатель—приемник, для которых луч, зеркально отразившись от гра-
ницы несплавления в пределах допуска Δα, будет принят АР. Если рассчитанную маску M(ri; asn)
умножить на восстановленное изображение
ε
(r ;
as
)
=ε(r;as
)M r;as
),
(5)
M i n
i
n
i
n
то это уменьшит количество ложных бликов в изображении ε
(r ;
)
M i n
as
. Используя изображе-
ния ε
(r ;
)
as
в формулах (2) и (3), можно повысить качество объединенного изображения. При
M i n
практической реализации предлагаемого алгоритма, когда важна скорость проведения контроля,
можно использовать не все пары излучатель—приемник, а только те, которые регистрируют зер-
кально отраженный от границы сварного соединения луч.
3. МОДЕЛЬНЫЕ ЭКСПЕРИМЕНТЫ
Модельные эксперименты проводили с использованием дефектоскопа «АВГУР АРТ», разрабо-
танного и изготовляемого в «Научно-производственном центре «ЭХО+» [21]. Наклон дна ПДО
Дефектоскопия
№ 9
2021
Восстановление изображения отражателей на границе основного металла и сварного соединения...
7
Призма
АР
ПДО № 4
ПДО № 1
ПДО № 2
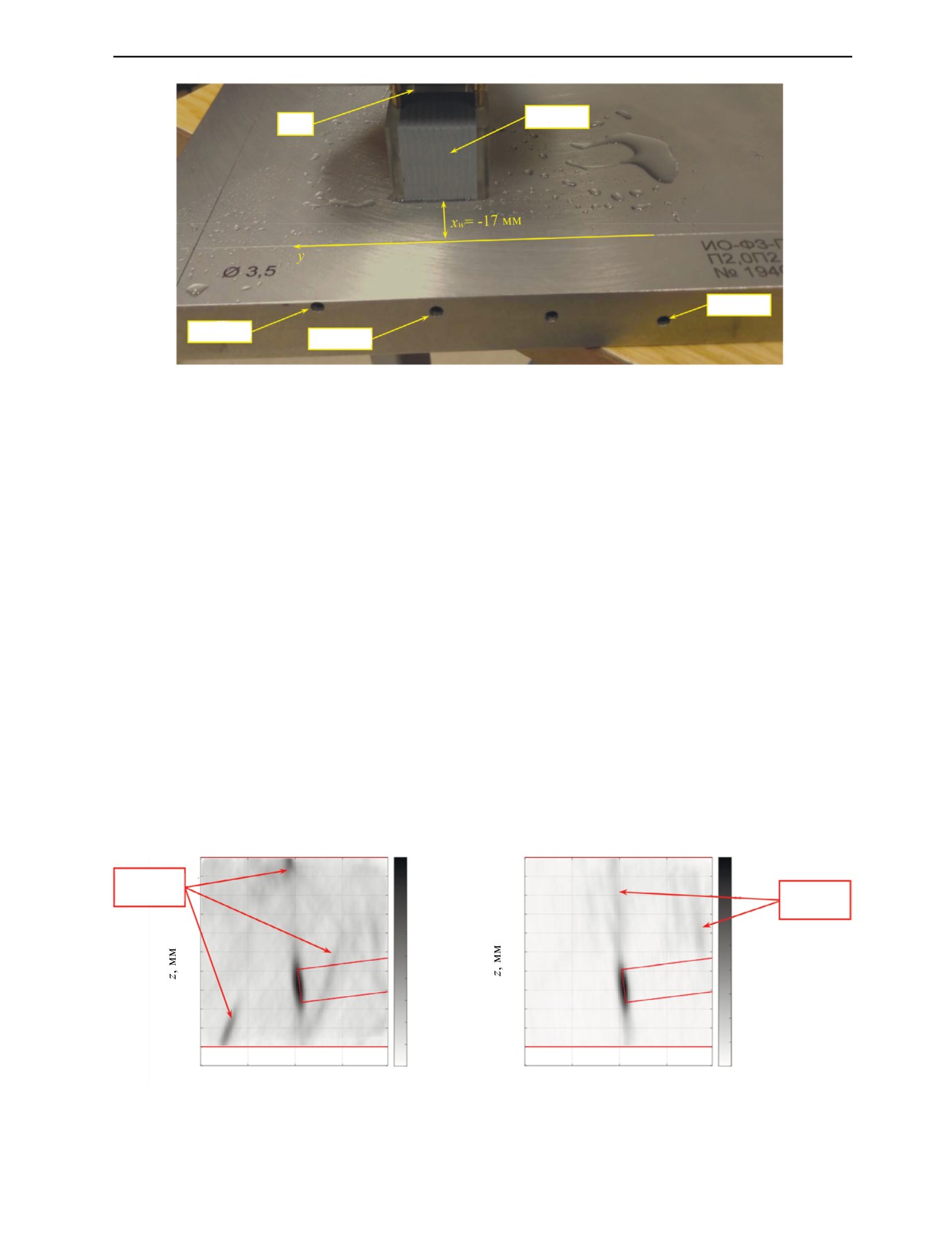
Рис. 2. Фотография образца со стороны грани с четырьмя ПДО диаметром 3,5 мм. АР установлена для измерения эхо-
сигналов от ПДО № 2.
был равен 7 град, что является характерным значением угла наклона разделки для технологий
автоматической сварки, применяемой при монтаже трубопроводов.
3.1. ПДО диаметром 3,5 мм, антенная решетка из 32 элементов
Эхосигналы регистрировались АР (5 МГц, 32 элемента, размеры пьезоэлемента 0,9×10 мм,
зазор между элементами 0,1 мм), установленной на рексолитовую 35-градусную призму со стре-
лой 29 мм. В стальном образце толщиной 20 мм были ПДО диаметром от 2 до 3,5 мм, расположен-
ные на разных глубинах. На рис. 2 приведена фотография образца и АР на призме, находящийся
на расстоянии xw = -17 мм от ПДО № 2. Ось y направлена вдоль «сварного соединения».
3.1.1. ПДО № 4
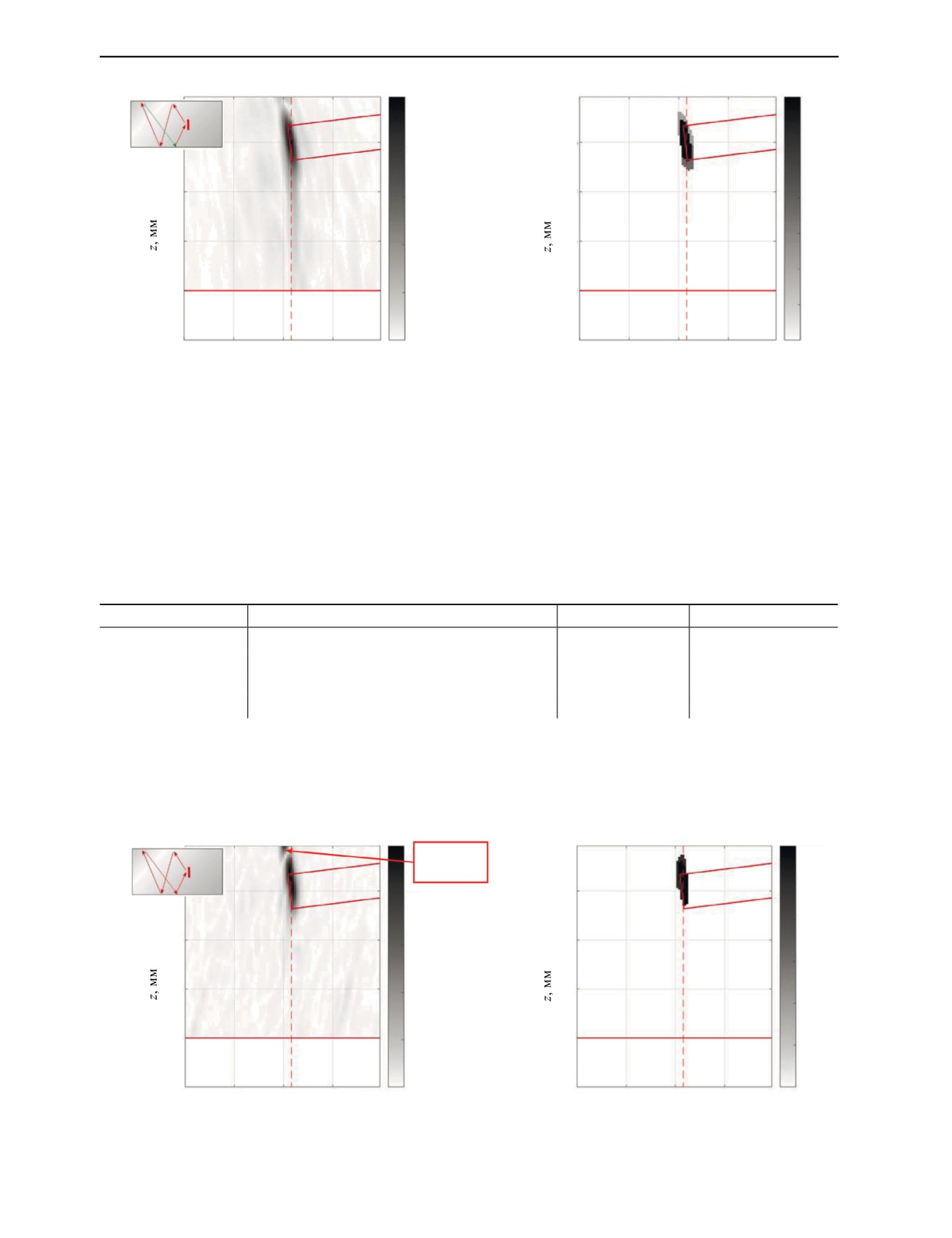
На рис. 3а показано изображение дна ПДО № 4, полученное как сумма всех 40 парциальных
изображений, восстановленных по нечетным акустическим схемам по формуле (1), а на
рис. 3б — как сумма, но с учетом маски M(ri; asn) согласно формуле (5). Уровень шума умень-
шился более чем на 8 дБ и число ложных бликов сократилось. Изображение на рис. 3б более
пригодно для анализа либо оператором, либо программой автоматического распознавания и
определения размеров отражателя.
а
б
×106
×109
0
0
18
2
2
4
Ложные
16
блики
4
4
3,5
Ложные
блики
6
14
6
3
8
12
8
2,5
10
10
10
12
12
2
8
14
14
1,5
6
16
16
1
4
18
18
0,5
20
2
20
22
0
22
0
–10
-5
0
5
-10
-5
0
5
x, мм
x, мм
Рис. 3. ЦФА-изображение дна ПДО № 4 по полному набору нечетных акустических схем:
а — по формуле (2); б — по формуле (5).
Дефектоскопия
№ 9
2021
8
А.Е. Базулин, Е.Г. Базулин, А.Х. Вопилкин, Д.С. Тихонов
а
б
в
1
1
1
0,9
0,9
0,9
0,8
0,8
0,8
0,7
0,7
0,7
0,6
0,6
0,6
10
10
10
0,5
0,5
0,5
0,4
0,4
0,4
15
15
15
0,3
0,3
0,3
0,2
0,2
0,2
20
0,1
20
0,1
20
0,1
0
0
0
–10
-5
0
5
10
-10
-5
0
5
10
-10
-5
0
5
10
Рис. 4. ЦФА-изображения, восстановленные по акустическим схемам: TdTT (a), TTdLTL (б) и LTdTTT (в).
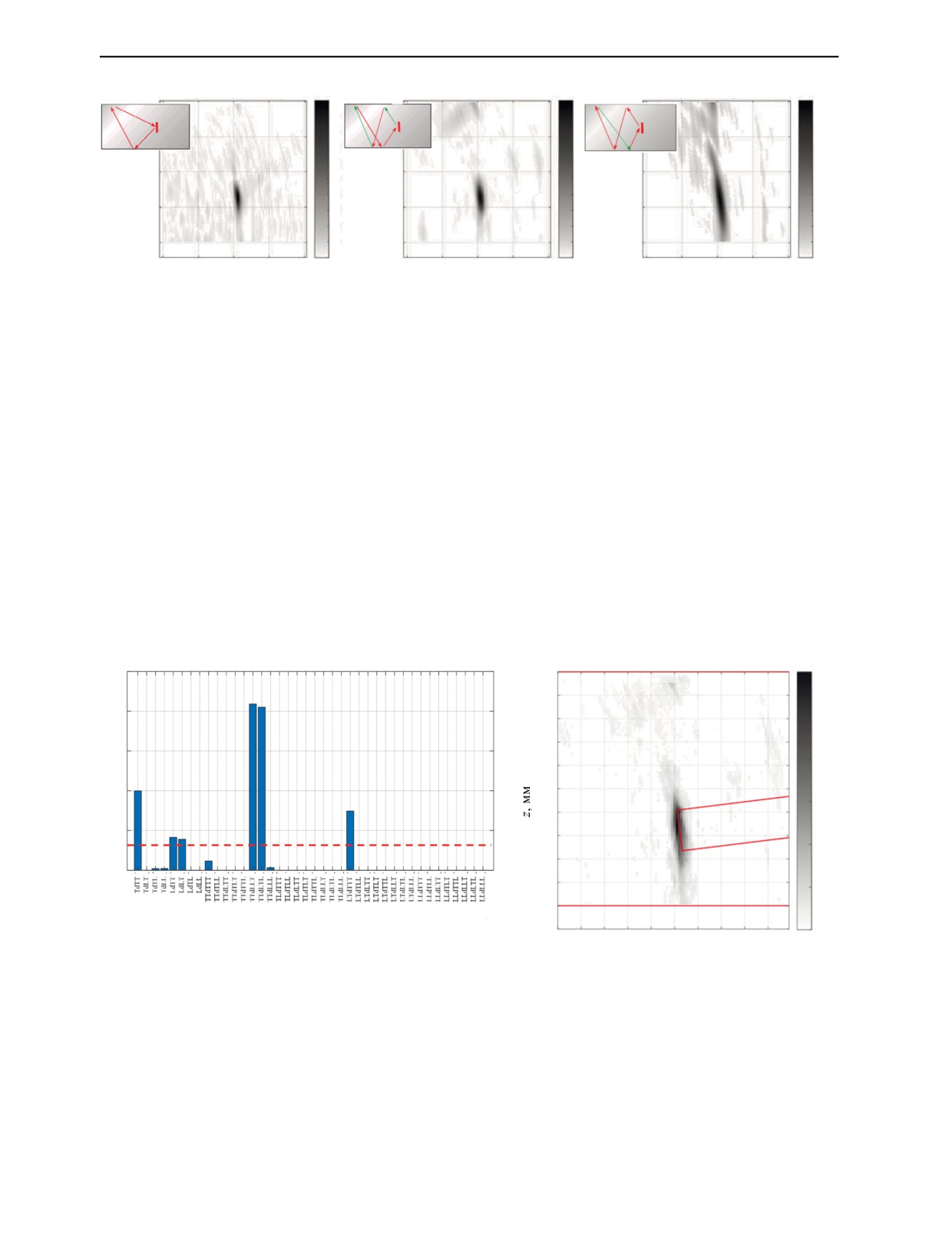
Как упоминалось в разделе 2.2, не все акустические изображения представляют интерес. На
рис. 4 для примера показаны ЦФА-изображения, полученные по трем акустическим схемам:
TdTT (a), TTdLTL (б) и LTdTTT (в), которые выбирались согласно методике изложенной в раз-
деле 2.2. В левом верхнем углу каждого изображения схематически показан ход лучей каждой
акустической схемы. Условные амплитуды бликов соответственно равны: 2,9, 4,3 и 1,9. Исходя
из максимальной амплитуды блика и уровня шума, изображение, восстановленное по акустиче-
ской схеме TTdLTL (рис. 4б), можно признать лучшим из трех представленных.
На рис. 5а показано представлены значимые амплитуды корреляционной функции C(Δx, Δz;
asn), полученные по 40 нечетным акустическим схемам согласно формуле (4). Как и предполага-
лось из 40 акустических схем значимые амплитуды бликов имеют только изображения для 6 аку-
стических схем: TdTT, TdLL, LdLT, TTdTTL, TTdLLT и LTdTTT. Уровень отсечки показан на
рисунках горизонтальной пунктирной линией красного цвета. Так как корреляционные функции
не нормировались к единице, то на рис. 5а они имеют условные значения. Понятно, что для дру-
гого удаления xw от центра сварного соединения или при изменении угла кромки набор акустиче-
ских схем может измениться.
а
б
×105
2,5
0
12
2
2
10
4
6
1,5
8
8
1
10
6
12
0,5
14
4
16
0
18
2
20
22
0
-10 -8 -6 -4 -2
0
2
4
6
8
x, мм
Рис. 5. Амплитуды бликов ЦФА-изображений дна ПДО № 4 для разных акустических схем (а); полученное по фор-
муле (3) ЦФА-изображение по значимым схемам (б).
На рис. 5б показано изображение дна ПДО, полученное по формуле (3) по списку значи-
мых акустических схем. Объединенное изображение на рис. 5б (по сравнению с изображени-
ями на рис. 3б) практически не имеет ложных бликов. Однако парциальные изображения на
рис. 4а и 4б достаточно высокого качества для обнаружения несплошности и для оценки ее
размеров, и каждое из них может быть получено в несколько раз быстрее, чем изображение на
рис. 5б.
Дефектоскопия
№ 9
2021
Восстановление изображения отражателей на границе основного металла и сварного соединения...
9
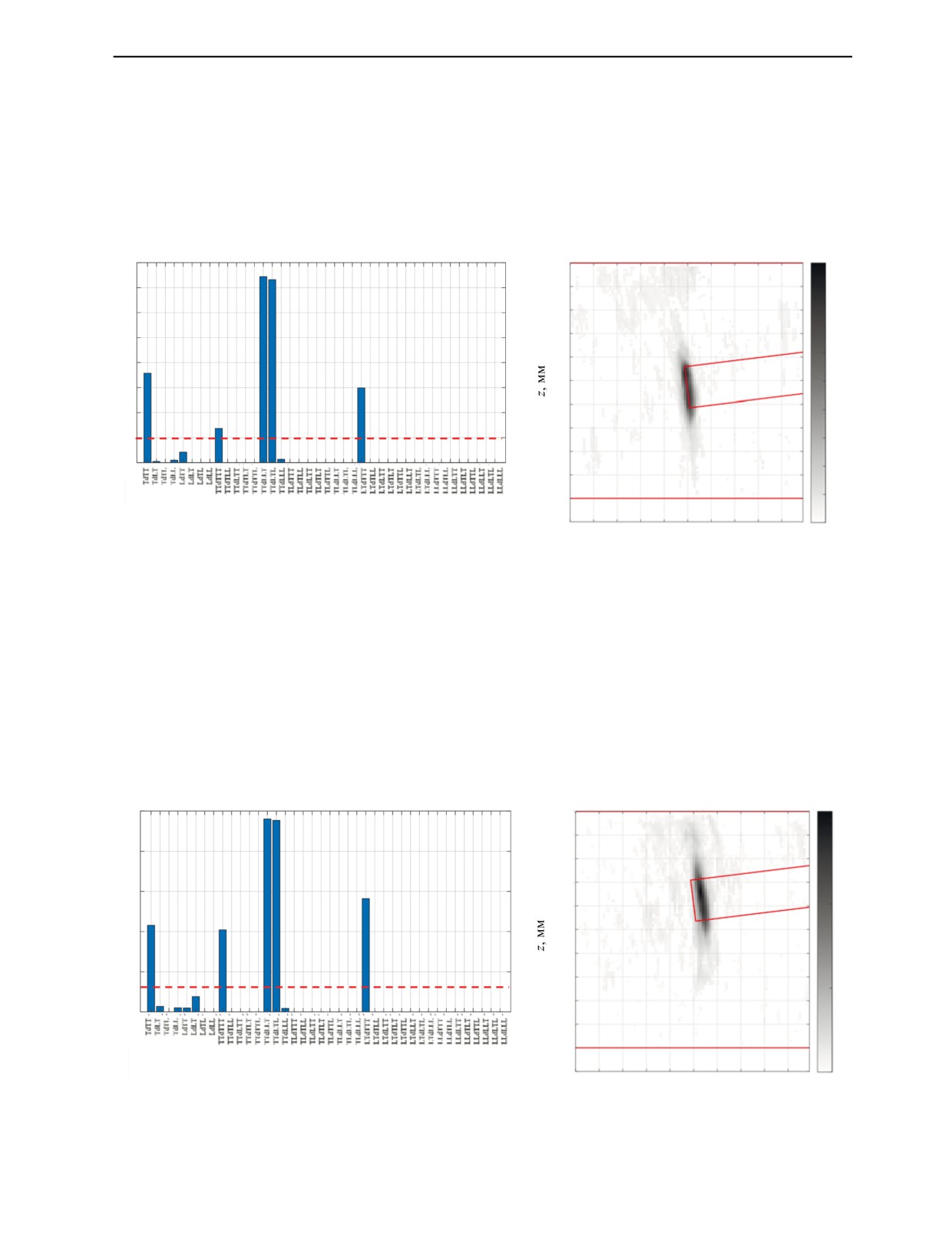
3.1.2. ПДО № 3
На рис. 6а представлены значимые амплитуды корреляционной функции для всех нечетных
акустических схем, из которых целесообразно использовать только 5. На рис. 6б показано изобра-
жение дна ПДО, полученное по формуле
(3) по списку значимых акустических схем.
Восстановленное изображение имеет отношение сигнал/шум больше 20 дБ и позволяет уверено
решить задачу обнаружения несплошности и оценить ее размеры.
а
б
×105
4
0
18
3,5
2
16
3
4
14
2,5
6
12
2
8
10
10
1,5
12
8
1
14
0,5
6
16
0
4
18
2
20
22
0
-10 -8 -6 -4 -2
0
2
4
6
8
x, мм
Рис. 6. Амплитуды бликов ЦФА-изображений дна ПДО № 3 для разных акустических схем (а); полученное по фор-
муле (3) ЦФА-изображение по значимым схемам (б).
3.1.3. ПДО № 2
На рис. 7а показаны значимые амплитуды корреляционной функции для всех нечетных аку-
стических схем, из которых целесообразно использовать только 5. На рис. 7б показано изобра-
жение дна ПДО, полученное по формуле (3) по списку значимых акустических схем.
Восстановленное изображение позволяет уверено решить задачу обнаружения несплошности и
оценить ее размеры.
а
б
×105
2,5
0
15
2
2
4
6
1,5
8
10
1
10
12
0,5
14
5
16
0
18
20
22
0
-10 -8 -6 -4 -2
0
2
4
6
8
x, мм
Рис. 7. Амплитуды бликов ЦФА-изображений дна ПДО № 2 для разных акустических схем (а); полученное по фор-
муле (3) ЦФА-изображение по значимым схемам (б).
Дефектоскопия
№ 9
2021
10
А.Е. Базулин, Е.Г. Базулин, А.Х. Вопилкин, Д.С. Тихонов
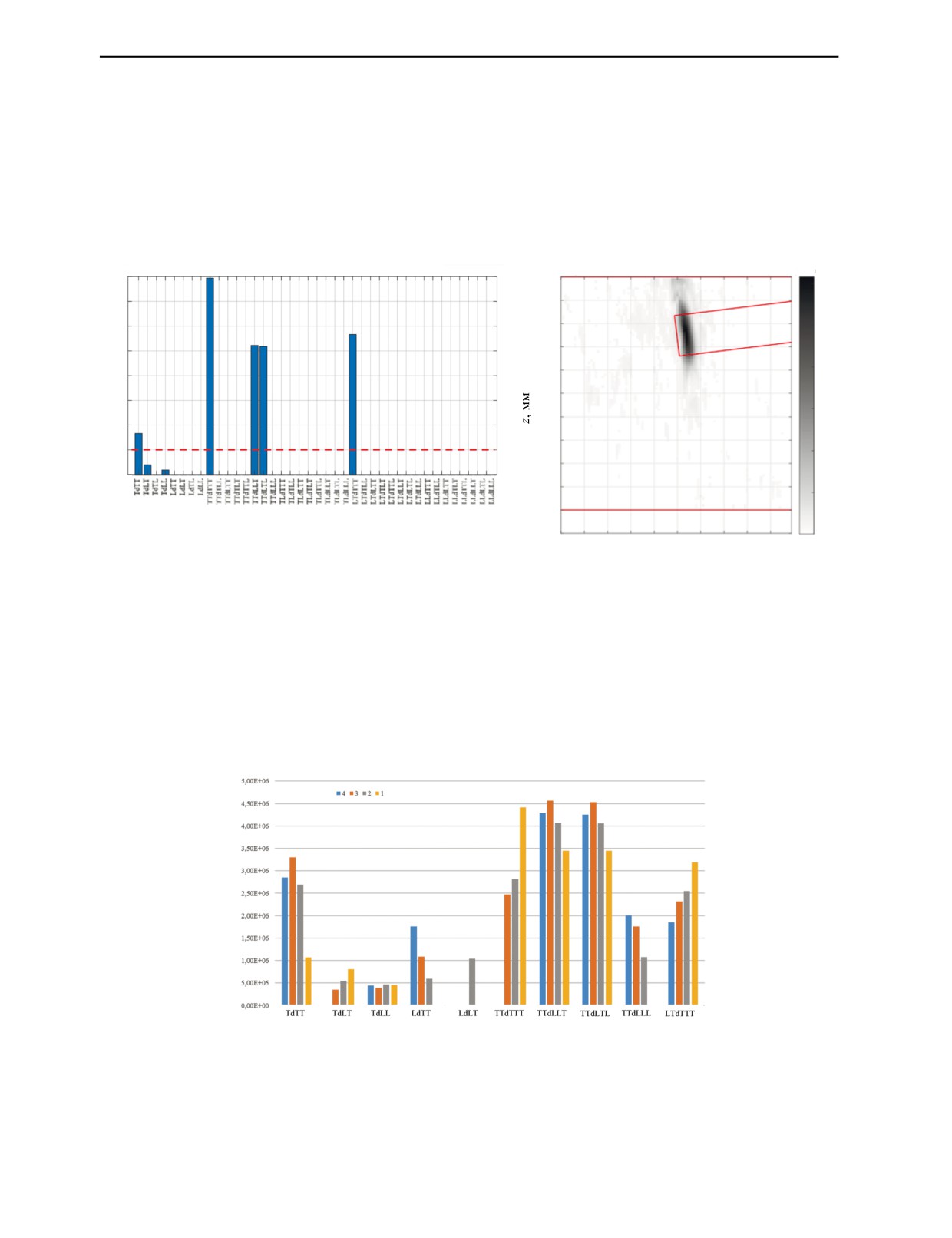
3.1.4. ПДО № 1
На рис. 8а представлены значимые амплитуды корреляционной функции для всех нечетных
акустических схем, из которых целесообразно использовать только 4. На рис. 8б показано изобра-
жение дна ПДО, полученное по формуле (3) по списку значимых акустических схем. Амплитуда
блика по акустической схеме TdTT уменьшилась более чем в 2,5 раза по сравнению бликами ПДО
4, 3 и 2. Тем не менее объединенное изображение позволяет уверено решить задачу обнаружения
несплошности и оценить ее размеры.
а
б
×105
8
0
3
7
2
6
4
2,5
6
5
8
2
4
10
3
1,5
12
2
14
1
1
16
0
18
0,5
20
22
0
–10 -8 -6 -4 -2
0
2
4
6
8
x, мм
Рис. 8. Амплитуды бликов ЦФА-изображений дна ПДО № 1 для разных акустических схем (а); полученное по фор-
муле (3) ЦФА-изображение по значимым схемам (б).
3.1.5. Выбор акустических схем
На рис. 9 показаны амплитуды бликов четырех ПДО для значимых акустических схем. Анализ
этого графика позволяет для заданного значения xw выбрать набор акустических схем для полу-
чения изображений бликов всех четырех ПДО примерно одинаковой амплитуды.
Амплитуды бликов в зависимости от схемы и номера отражателя
Рис. 9. Амплитуды бликов четырех ПДО для значимых акустических схем.
3.1.5.1. Набор акустических схем номер 1
В табл. 1 приведен набор акустических схем для проведения контроля образца толщиной 20 мм
с углом наклона разделки сварного соединения 7 град при отступе от центра шва -17 мм. Только
для обнаружения ПДО № 4 расположенного у самой поверхности эффективнее использовать аку-
Дефектоскопия
№ 9
2021
Восстановление изображения отражателей на границе основного металла и сварного соединения...
11
Таблица
1
Набор акустических схем номер 1 для зонального контроля
Номер ПДО
Акустическая схема
Амплитуда
Разница, дБ
4
TdTT
2,85E+06
-1,25
3
TdTT
3,29E+06
0,00
2
TdTT
2,69E+06
-1,77
1
LTdTTT
3,18E+06
-0,30
стическую схему LTdTTT. Обнаружить остальные ПДО можно по изображению, восстановленно-
му по схеме TdTT. Отметим, что максимальный разброс амплитуд бликов четырех ПДО около
1,8 дБ.
На рис. 10 показан график амплитуд бликов ПДО диаметром 3,5 мм, определенных по ЦФА-
изображениям, восстановленным по акустической схеме TdTT, в зависимости от расстояния от
призмы xw от центра сварного соединения, изменяющегося в диапазоне от -58 до -3 мм. Видно,
что амплитуда ПДО № 1, расположенного у поверхности, на 12 дБ меньше, чем амплитуды бликов
остальных ПДО. На графиках для амплитуд ПДО № 4, 3 и 2 виден провал, который объясняется
особенностью поведения коэффициента отражения поперечной волны в поперечную за третьим
критическим углом. До третьего критического угла (xw > -10 мм) коэффициент отражения имеет
фазу равную 180 град и формирование изображения по формуле (1) происходит по эхосигналам
одинаковой фазы, а после третьего критического угла (xw < -10 мм) фаза коэффициента отражения
меняется в зависимости от угла падения, что приводит к изменению фазы отраженного эхосигнала.
Причем сразу за третьим критическим углом фаза меняется особенно быстро. В результате чего
формула (1) работает не эффективно. Для устранения этого эффекта нужно учитывать изменение
фазы эхосигналов при преломлении и отражении эхосигналов [13]. Это особенно важно, если
общее количество отражений от границ объекта контроля больше трех.
Максимумы амплитуды бликов, дБ
0,0
ПДО 1
-5,0
ПДО 2
ПДО 3
ПДО 4
-10,0
-15,0
-20,0
-25,0
-30,0
-35,0
-60,0
-50,0
-40,0
-30,0
-20,0
-10,0
0,0
Положение призмы, мм
Рис. 10. График амплитуды бликов ПДО диаметром 3,5 мм в зависимости от положения призмы (схема TdTT).
Для подготовки изображения отражателей с целью его дальнейшей автоматизированной обра-
ботки (распознавания типа отражателя и определения его размеров) в теории обработки изображе-
ний разработано множество текстурных фильтров. Основная идея применения текстурного филь-
тра — это выделение областей с отражателями и без оных. Один из текстурных фильтров — это
адаптивный анизотропный диффузный фильтр (AADF) [22]. Авторам этого алгоритма удалось
провести аналогию между текстурной обработкой изображения и процессом диффузии (распро-
странения тепла). AADF проводит селекцию бликов по крутизне фронтов и по сути бинаризует
изображение отражателей, позволяя сконцентрировать внимание на бликах, за которыми скрыва-
ются потенциальные дефекты [23].
На рис. 11а показано изображение дна ПДО № 1, восстановленное по акустической схеме
LTdTTT, и результат его обработки текстурным фильтром AADF (рис. 11б). В верхней левой части
рисунка показана пиктограмма акустической схемы.
Дефектоскопия
№ 9
2021
12
А.Е. Базулин, Е.Г. Базулин, А.Х. Вопилкин, Д.С. Тихонов
а
б
250
120
5
200
100
10
10
150
80
60
15
15
100
40
20
20
50
20
0
0
-10
-5
0
5
-10
-5
0
5
x, мм
x, мм
Рис. 11. ЦФА-изображение дна ПДО № 1, восстановленное по акустической схеме LTdTTT (а), и результат применения
текстурного фильтра AADF (б).
3.1.5.2. Набор акустических схем номер 2
В табл. 2 приведен второй вариант возможного набора акустических схем. Максимальный раз-
брос амплитуд бликов четырех ПДО уже около 1 дБ. Использование этого набора позволяет про-
водить настройку чувствительности по образцу с одним ПДО.
Таблица
2
Набор акустических схем номер 2 для зонального контроля
Номер ПДО
Акустическая схема
Амплитуда
Разница, дБ
4
TTdLLT
4,28E+06
-0,56
3
TTdLLT
4,57E+06
0,00
2
TTdLLT
4,07E+06
-1,01
1
TTdTTT
4,42E+06
-0,29
На рис. 12а показано ЦФА-изображение дна ПДО № 1, восстановленное по акустической
схеме TTdTTT. В верхней правой части рисунка показана пиктограмма акустической схемы. На
ЦФА-изображении на нулевой глубине хорошо заметен ложный блик. Его появление связано с тем,
а
б
Ложный
блик
100
5
200
80
10
150
10
60
15
100
15
40
20
50
20
20
0
0
-10
-5
0
5
-10
-5
0
5
x, мм
x, мм
Рис. 12. ЦФА-изображение (а) дна ПДО № 1, восстановленное по акустической схеме TTdTTT, и результат применения
текстурного фильтра AADF (б).
Дефектоскопия
№ 9
2021
Восстановление изображения отражателей на границе основного металла и сварного соединения...
13
что дно ПДО находится близко к поверхности образца и время прихода эхосигналов по акустиче-
ским схемам TLdTTT, TTdLTT и им подобным примерно одинаковы. В результате происходит
когерентное сложение бликов по нескольким акустическим схемам. По этой же причине блик дна
ПДО №1 имеет несимметричную форму (в отличие от блика на рис. 11а). В случае ПДО № 2, 3 и
4 блики по указанным схемам разделяются в пространстве из-за большей глубины залегания. На
AADF-изображении ложного блика нет, но форма блика по-прежнему не симметричная (рис. 12б),
если сравнивать его с изображением на рис. 11а.
3.1.6. Оценка размеров диаметров ПДО
При оценке диаметров ПДО по изображениям следует обратить внимание на следующее обсто-
ятельство. Так как АР имеет размеры элементов вдоль сварного соединения 10 мм, то будем счи-
тать, что в пределах ближней зоны она будет излучать цилиндрическую волну. Поэтому, строго
говоря, для оценки точности определения размеров отражателей нужно использовать не ПДО
диаметром 3,5 мм, а паз длиной более 15 мм и шириной 3,5 мм. Или работать с антенной матрицей,
формирующей 3D-изображение дна ПДО, что позволит математически сфокусировать поле как
вдоль оси x, так и вдоль оси y. Размеры бликов вдоль границы сварного соединения оценивались
как ширина среза ЦФА-изображения вдоль границы сварного соединения по уровню 0,7 от его
максимума. В табл. 3 приведены оценки размеров четырех ПДО для рассмотренных выше трех
случаев: по объединенным ЦФА-изображениям по значимым акустическим схема, по ЦФА-
изображениям по акустическим схемам согласно табл. 1 и 2. Так как в табл. 2 используются аку-
стические схемы с тремя отражениями от границ, то размеры дна ПДО из-за уменьшения фрон-
тальной разрешающей способности будут завышены. Минимальный разброс оценки размеров
получился при работе с объединенным изображением.
Таблица
3
Оценка размеров ПДО диаметром 3,5, мм
Номер ПДО
Объединенное изображение
Первый набор (см. табл. 1)
Второй набор (см. табл. 2)
4
3,8
2,8
3,2
3
2,6
2,6
3,2
2
3,0
3,2
3,2
1
3,4
4,5
5,0
3.2. ПДО диаметром 2 мм, антенная решетка из 64 элементов
На рис. 13 показана фотография образца со стороны грани с пятью ПДО диаметром 2 мм. В
отличие от модельного эксперимента, рассмотренного в разделе 3.1, 35-градусную рексолитовую
призму со стрелой 40 мм зажимали в прижим и ее можно было прецизионно перемещать по
поверхности образца системой сканирования с шаговыми двигателями. Эхосигналы измерялись
АР (5 МГц, 64 элемента, размеры пьезоэлемента 0,55×10 мм, зазор между элементами 0,05 мм) в
31 положении с шагом 2 мм, начиная с минус 40 мм в пяти положениях по оси y напротив каждо-
го ПДО. Выбор 64-элементной АР объяснялся тем, что чем больше ее апертура, тем выше разре-
шающая способность изображения, особенно для нечетных схем.
Используя изложенный в разделе 3.1 принцип формирования объединенных изображений по
заново определенным значимым акустическим схемам, было получено пять ЦФА-изображений
ПДО диаметром 2 мм при размещении передней грани призмы в точке xw = -17 мм. Для определе-
ния размеров блика каждое изображение было подвергнуто операции отсечки по уровню 0,7 от
максимума. На рис. 14 показано изображение, полученное при выборе максимума из пяти ЦФА-
изображений ПДО. Разброс амплитуд бликов — около 6 дБ, а размеры бликов можно оценить как
2±0,2 мм. Такая хорошая оценка диаметра ПДО получилась благодаря удачно выбранным разме-
рам АР, толщины образца и координаты xw.
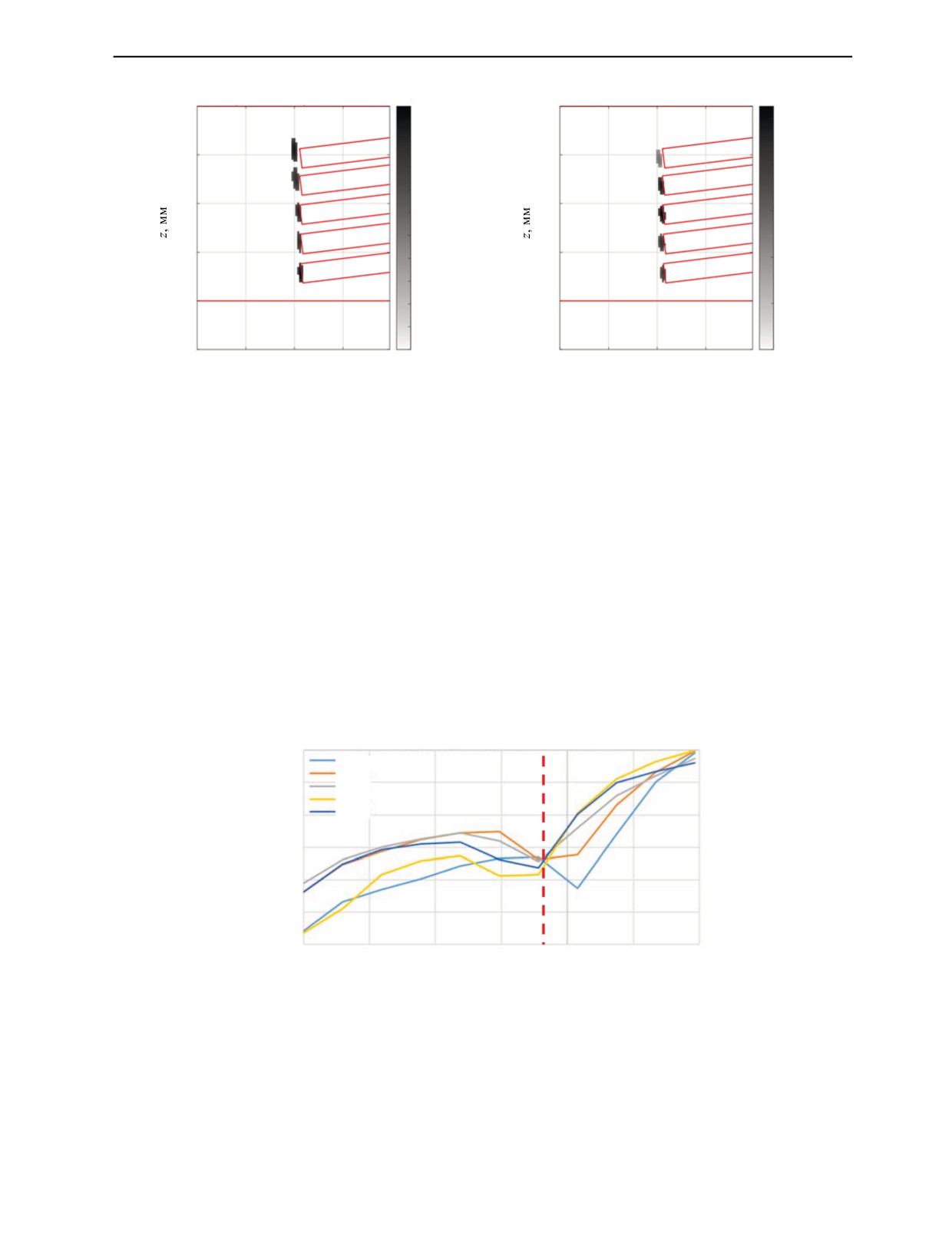
На рис. 15а показано изображение, полученное при выборе максимума из пяти ЦФА-изображений
ПДО, но при размещении передней грани призмы в точке xw = 1,5 мм. Разброс амплитуд бликов около
Дефектоскопия
№ 9
2021
14
А.Е. Базулин, Е.Г. Базулин, А.Х. Вопилкин, Д.С. Тихонов
АР
Прижим системы
Призма
сканирования
ПДО № 5
ПДО № 1
ПДО № 3
Рис. 13. Фотография образца со стороны грани с пятью ПДО диаметром 2 мм. АР установлена в положение для измере-
ния эхосигналов от ПДО № 3.
×108
0
10
9
5
8
7
10
6
5
15
4
3
20
2
1
0
2–10
-5
0
5
x, мм
Рис. 14. Объединенное ЦФА-изображение дна пяти ПДО при размещении призмы в точке xw = -17 мм.
-1,4 дБ, что существенно меньше, чем для изображения на рис. 14. Однако блики ПДО № 5, 4 и 3
сместились по обеим осям примерно на 1 мм от своих правильных положений. Одна из причин тако-
го эффекта заключается в том, что скорости продольной и поперечной волны в образце точно не
известны, а АР и призма не были подвергнуты процедуре калибровки [24] для уточнения таких
параметров как скорость продольной волны в призме, угол ее наклона и путь центрального луча.
Использование нескольких значимых акустических схем приведет к тому, что блики по каждой схеме
будут смещается от своего истинного положения (см. раздел 2.1). И чем больше отражений для
заданной схемы, тем больше сместится блик дна ПДО. В результате чего форма блика исказится и
он может сдвинуться от своего истинного положения, как это видно на рис. 12б. На рис. 15б показа-
но объединенное ЦФА-изображение, полученное при выборе максимума из пяти ЦФА-изображений
ПДО, восстановленных по одной акустической схеме TdTT. Так как для данной схемы длина пути
луча минимальна, то и ошибка задания скорости звука в образце будет приводить к минимальным
смещениям блика. Разброс амплитуд бликов дна ПДО стал больше 6 дБ, но блики стали ближе к
истинному положению, а разрешающую способность можно оценить как 1,7±0,2 мм.
Дефектоскопия
№ 9
2021
Восстановление изображения отражателей на границе основного металла и сварного соединения...
15
а
б
×108
0
0
2,5
10
9
5
5
8
2
7
10
10
6
1,5
5
15
15
4
1
3
20
20
2
0,5
1
25
0
25
0
-10
-5
0
5
-10
-5
0
5
x, мм
x, мм
Рис. 15. Объединенное ЦФА-изображение дна пяти ПДО при размещении призмы в точке xw = 1,5 мм: при использова-
нии набора значимых схем (а); по акустической схеме TdTT (б).
На рис. 16 показан график амплитуд бликов ПДО диаметром 2 мм, определенных по ЦФА-
изображениям, восстановленным по акустической схеме TdTT, в зависимости от расстояния при-
змы xw от центра сварного соединения, изменяющегося в диапазоне от -40 до 20 мм. Объяснение
эффекта уменьшения амплитуды бликов в области xw ≈ -5 мм предложено в разделе 3.1.5. При
сравнении графика на рис. 16 с тем, что показан на рис. 10, нужно иметь в виду, что стрела призмы
были равны 29 мм для рис. 10 и 40 мм для рис. 16. Видно, что для акустической схемы TdTT для
разных АР амплитуда бликов дна ПДО, расположенных у поверхности объекта контроля, пример-
но на 10 дБ меньше, чем у дна объекта контроля. При размещении призмы на расстоянии xw ≈
≈ -3 мм (точка отмечена вертикальной пунктирной линией красного цвета) амплитуды всех пяти
бликов будут иметь примерно одинаковую амплитуду, но при этом блики не будут достаточно сфо-
кусированы, так как при этом положении призмы изображение будет формироваться лучами с
углами падения, близкими к третьему критическому углу.
Максимумы амплитуды бликов, дБ
0,0
ПДО 1
ПДО 2
-5,0
ПДО 3
ПДО 4
-10,0
ПДО 5
-15,0
-20,0
-25,0
-30,0
-40,0
-30,0
-20,0
-10,0
0,0
10,00
20,00
Положение призмы, мм
Рис. 16. График амплитуды бликов ПДО диаметром 2 мм в зависимости от положения призмы (схема TdTT).
4. ПРАКТИЧЕСКАЯ РЕАЛИЗАЦИЯ
Основная проблема применения многосхемной ЦФА-фокусировки на практике заключается в
достаточно большом времени вычисления изображения отражателей по формуле (1) на одной или
на нескольких значимых акустических схемах. Однако эти расчеты хорошо распараллеливается, и
Дефектоскопия
№ 9
2021
16
А.Е. Базулин, Е.Г. Базулин, А.Х. Вопилкин, Д.С. Тихонов
для их ускорения можно воспользоваться технологией NVIDIA CUDA™ [25] или можно прово-
дить вычисления с помощью технологии программируемых логических матриц (ПЛИС) на аппа-
ратном уровне [26]. Для повышения скорости получения изображения отражателей можно опти-
мизировать форму ОВИ, для чего ее нужно выбирать не избыточно большой и прямоугольной, как
на рисунках данной статьи. В зависимости от допустимого смещения Δxw призмы при сканирова-
нии вдоль сварного соединения, ОВИ можно сделать в форме параллелограмма шириной Δxw, как
показано на рис. 1 полупрозрачным четырехугольником красного цвета.
Как видно из табл. 3, минимальный разброс оценки размеров дна ПДО получился при работе
с объединенным изображением. При таком подходе время расчета увеличится в пять-шесть раз по
сравнению с работой по одной акустической схеме согласно табл. 1 и табл. 2. Однако оптимизация
расчетов и использование технологий проведения параллельных расчетов должна обеспечить фор-
мирование изображений отражателей на границе сварного соединения с частотой более 30 Гц. Это
в сочетании с более высокой точностью определения размеров по сравнению с технологией
зональной ФАР-фокусировки делает предлагаемую технологию контроля весьма перспективной.
5. ВЫВОДЫ
Таким образом, по результатам исследований, изложенных в данной статье, можно сделать
следующие выводы.
1. ЦФА-фокусировка устойчива к смещениям призмы Δxw поперек сварного соединения, кото-
рые могут возникнуть при сканировании вдоль сварного соединения. При зональной ФАР-
фокусировки может импульс от отражателя может выйти за пределы строба, так как время его
прихода изменится.
2. Предложен корреляционный способ автоматического определения значимых акустических
схем. С его помощью из 40 акустических схем удалось выделить около 5 значимых. Это позволяет
практически на порядок ускорить время получения объединенного изображения по формулам (2)
или (3).
3. Точность оценки размеров ПДО составляет около ±0,2 мм при работе с антенной решеткой
с рабочей частотой 5 МГц. Для дополнительного обоснования оценки размеров реальных дефек-
тов потребуется применение моделирования и экспериментов на испытательных образцах.
4. Для повышения качества изображения и перехода к автоматическому анализу результатов
контроля перспективно применение текстурных фильтров, например, адаптивного диффузного
фильтра (AADF).
5. Набор акустических схем для формирования изображения, место размещения призмы и спо-
соб совместного представления данных, полученных по разным схемам контроля, должны быть
определены при разработке методики контроля конкретного объекта.
СПИСОК ЛИТЕРАТУРЫ
1. Mirmajid G. Codes for Automatic Ultrasonic Testing (AUT) of Pipeline Girth Welds / 11th European
Conference on Non-Destructive Testing (ECNDT 2014), Prague 2014, Oct 6-11. URL: https://www.ndt.net/
events/ECNDT2014/app/content/Paper/338_Ghaemi.pdf (дата обращения: 09.01.2021).
2. Ginzel E., Stewart D. СIVA Modelling for Pipeline Zonal Discrimination // E-journal NDT.net 04-2011.
3. Advances in Phased Array Ultrasonic Technology Applications // Publisher: Waltham, MA : Olympus
4. Воронков В.А., Воронков И.В., Козлов В.Н., Самокрутов А.А., Шевалдыкин В.Г. О применимости
технологии антенных решеток в решении задач ультразвукового контроля опасных производственных
объектов // В мире неразрушающего контроля. 2011. № 1. С. 64—70.
5. Базулин Е.Г., Вопилкин А.Х., Тихонов Д.С. Повышение достоверности ультразвукового контроля.
Часть 1. Определение типа несплошности при проведении ультразвукового контроля антенными
решетками // Контроль. Диагностика. 2015. № 8. C. 7—22.
6. Базулин Е.Г. Сравнение систем для ультразвукового неразрушающего контроля, использующих
антенные решетки или фазированные антенные решетки // Дефектоскопия. 2013. № 7. С. 51—75.
7. DNV-OS-F101:2013, Offshore Standard for Submarine Pipeline Systems, Appendix E, 2013.
AUT%20for%20Pipeline%20Girth%20Welds%202nd%20Edition%20-%20Sample.pdf (дата обращения:
16.05.2021).
9. Putsherry D., Durgamadhaba M. Project Specific AUT Automatic Ultrasonic Testing Validation to
Determine Height Sizing Accuracy for Pipeline Girth Weld ECA Acceptance Criteria // Paper presented at
Дефектоскопия
№ 9
2021
Восстановление изображения отражателей на границе основного металла и сварного соединения...
17
the Abu Dhabi International Petroleum Exhibition & Conference, Abu Dhabi, UAE, November 2018.
10. Самокрутов А.А., Шевалдыкин В.Г. Возможности оценки характера несплошности металла
ультразвуковым томографом с цифровой фокусировкой антенной решетки // Контроль. Диагностика.
2011. № 10. С. 63—70.
11. Chatillon S., Fidahoussen A., Iakovleva E., Calmon P. Time of flight inverse matching re-construction
of ultrasonic array data exploiting forwards models / 6th Int’l Workshop. NDT Signal Processing. August
25—27. 2009. London. Ontario. Canada.
12. Budyn N., Bevan R., Zhang J., Croxford A.J., Wilcox P.D. A Model for Multiview Ultra-sonic Array
Inspection of Small Two-Dimensional Defects // IEEE Transactions on Ultra-sonics, Ferroelectrics, and
Frequency Control. 2019. V. 66. № 6. DOI: 10.1109/TUFFC.2019.2909988
13. Базулин Е.Г. Восстановление изображения отражателей методом C-SAFT при многократном
отражении эхосигналов от границ цилиндрического объекта контроля // Дефектоскопия. 2013. № 2.
С. 23—42.
14. Van der Ent Jan, Fandika Ardian, Brisac Gaspard, Pinier Ludovic, Pomie Laurent. Validation and
Qualification of IWEX 3D Ultrasonic Imaging for Girth Weld Inspection / Rio Pipeline Conference &
Exhibition, 2017.
15. Nahamoo D., Pan B.X., Kak A.S. Synthetic aperture diffraction tomography and its inter-polation free
implementation // IEEE Trans. Sonics Ultrason. 1984. V. SU-31. P. 218—229.
16. Hunter A.J., Drinkwater B.W., Wilcox P.D. The wavenumber algorithm for full-matrix imaging using
an ultrasonic array // IEEE Transactions on Ultrasonics, Ferroelectrics and Frequency Control. V. 55 (11).
2008. 2450—2462. DOI:10.1109/tuffc.952
17. Ковалев А.В., Козлов В.Н., Самокрутов А.А., Шевалдыкин В.Г., Яковлев Н.Н. Импульсный эхо-
метод при контроле бетона. Помехиипространственнаяселекция // Дефектоскопия.
1990.
№ 2.
С. 29—41.
18. Holmes C., Drinkwater B.W., Wilcox P.D. Post-processing of the full matrix of ultrasonic transmit-
receive array data for non-destructive evaluation // NDT&E International. 2005. V. 38. P. 701—711.
19. Борн М., Вольф Э. Основы оптики. М.: Наука, 1973. 720 с.
20. Базулин Е.Г. Учет анизотропных свойств сварного соединения при восстановлении изображе-
ния отражателей по эхосигналам, измеренным ультразвуковой антенной решеткой // Дефектоскопия.
2017. № 1. С. 11—25.
22. Perona P., Malik J. Scale space and edge detection using anisotropic diffusion // IEEE Trans. Pattern
Anal. Machine Intell. 1990. V. 12. № 6. P. 629—639.
23. Базулин Е.Г. Применение адаптивного анизотропного диффузного фильтра для повышения
качества изображения отражателей при проведении ультразвукового неразрушающего контроля //
Дефектоскопия. 2021. № 5. С. 3—12.
24. Базулин Е.Г. Калибровка ультразвуковой антенной решетки, установленной на призму //
Дефектоскопия. 2014. № 4. C. 50—63.
щения: 21.11.2020).
26. Угрюмов Е.П. Глава 7. Программируемые логические матрицы, программируемая матричная
логика, базовые матричные кристаллы / Цифровая схемотехника. Учеб. пособие для вузов. Изд. 2. БХВ-
Петербург, 2004. С. 357.
Дефектоскопия
№ 9
2021