УДК 620.179.16
ИССЛЕДОВАНИЕ ПРИМЕНИМОСТИ ПРИ КОНТРОЛЕ ДЕФЕКТОВ
ВЫСОКОЧАСТОТНЫХ МОД НАПРАВЛЕННЫХ ВОЛН С ПОМОЩЬЮ
ФАЗИРОВАННЫХ РЕШЕТОК
© 2021 г. М. Дж. Ранджбар1,*, Сина Содагар1
1Нефтяной технологический университет, Абадан, Иран
E-mail: *m.ranjbar@put.ac.ir
Поступила в редакцию 02.05.2021; после доработки 27.06.2021
Принята к публикации 09.07.2021
Для оценки поверхностных и внутренних дефектов в стальной пластине использовался метод сканирования с уль-
тразвуковой фазированной решеткой. Моды ультразвуковых направленных волн от преобразователя с фазированной ре-
шеткой были промоделированы с использованием метода конечных элементов. Результаты экспериментов показали, что
высокочастотная мода A0 дает приемлемую чувствительность и разрешение для малых диаметров сквозных дефектов и
поверхностных дефектов. Секторное сканирование показало лучшее разрешение по оси в сравнении пространственным
разрешением.
Ключевые слова: ультразвук, направленные волны, высокая частота, фазированная решетка.
DOI: 10.31857/S0130308221090037
1. ВВЕДЕНИЕ
Пластинчатые элементы из-за широкого применения в качестве компонентов промышлен-
ного применения нуждаются в надежных методах неразрушающего контроля (НК) для своев-
ременного обнаружения дефектов. Трещины и коррозионные повреждения — это такие рас-
пространенные дефекты, контроль и обнаружение которых имеет решающее значение, особен-
но когда эти дефекты являются внутренними. Некоторые методы НК были изучены на пред-
мет возможности сканирования и обнаружения локальной коррозии с точки зрения изменений
толщины стенок и точечной коррозии с точки зрения кольцевых неоднородностей. Среди них
ультразвуковые методы обеспечивают хорошее разрешение и обнаружение уменьшения тол-
щины до 10 % с быстрым откликом [1]. При ультразвуковом контроле происходит передача
ультразвуковых волн в образец и прием отражений для анализа предоставляемой информа-
ции [2]. Несмотря на широкое использование объемных ультразвуковых волн для контроля
уменьшения толщины путем измерения времени прохождения волны, оно ограничено плохим
временным разрешением в тонких пластинах и трудоемкостью при контроле на больших рас-
стояниях [3]. В качестве альтернативы, ультразвуковые направленные волны с использованием
более низких частот обладают большим диапазоном контроля, а также несут больше инфор-
мации о различных типах дефектов [4]. В случае контроля коррозии Rose и Barshinger [5] ис-
следовали возможность использования отсечки мод направленных волн в качестве функции
для контроля и классификации коррозии. Silva и др. [6] работали над частотно-временным
анализом сигналов коррозии в алюминиевой конструкции самолета с использованием непре-
рывного вейвлет-преобразования. Sargent [7] представил контроль коррозии сварных швов и
зон термического влияния. Jhang и др. [8] использовали сфокусированную направленную вол-
ну, генерируемую лазером, для визуализации отверстий. Rathod и Mahapatra [9] предложили
концепцию локализации и параметрической идентификации повреждений коррозионного типа
с использованием кольцевой антенной решетки из пьезоэлектрических пластинчатых актив-
ных датчиков (ППАД).
С другой стороны, интерпретация результатов контроля направленными волнами (одновре-
менного из-за их дисперсионного характера и из-за генерирования нескольких различных мод)
требует наличия должной квалификации дефектоскопистов и контролл
еʹров [10]. С появлени-
ем преобразователей с фазированной антенной решеткой (ФАР) в качестве новой технологии
в области ультразвукового контроля использование ФАР-устройств значительно расширилось.
Уникальные возможности формирования лучей дает независимое управление элементами пре-
образователя [11].
Некоторые исследователи пытались объединить контроль направленными волнами как метод
контроля больших расстояния с ФАР-визуализацией как методом локального контроля, чтобы
28
М. Дж. Ранджбар, Сина Содагар
улучшить эффективность или получить дополнительную информацию, касающуюся выделения
особенностей дефектов. Deutch и др. [12] представили новую методику самофокусировки волно-
водных мод с использованием линейного массива пьезоэлектрических элементов. Sicard и др. [13,
14] использовалии алгоритм синтезированной апертурной фокусировки (САФ) в области Фурье
(Ф-САФ) для модификации изображения с преобразователей с фазированной антенной решеткой.
Prager и др. [15] разработали модель распространения волн и селективного возбуждения мод на-
правленных волн для дефектоскопии трещин разного размера и контроля уменьшения толщины
материала.
В этой статье с целью формирования изображения с использованием ФАР (как метода локаль-
ного контроля) исследуются высокочастотные моды направленных волн. ФАР-преобразователи
применяют для сканирования различных поверхностных и внутренних дефектов модами направ-
ленных волн. Параметры выбранной волновой моды определяются посредством конечно-элемент-
ного анализа распространения волн с фазированной решеткой в стальной пластине. Кроме того,
исследуются возможности мод направленных волн для секторных сканирований и в простран-
ственном, и в осевом разрешении с использованием информативных изображений, таких как B- и
S-сканов для оценки и интерпретации результатов.
2. ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
Распространение направленных волн в пластинчатых объектах определяется уравнением Рэ-
лея—Лэмба [1]. Рассматривая пластину толщиной d = 2h и свободные от нагрузки граничные усло-
вия на краях, уравнение записывается как
+
-
1
2
tan(qh)
4pqk
=-
,
(1)
2
2
tan(
ph
)
q
−k
(
)2
где k — волновое число в направлении распространения. Порядки (+1) и (-1) определяют симме-
тричные и асимметричные моды, которые обозначаются буквами S и A соответственно на рис. 1.
С поперечными и продольными волновыми числами kl и kt переменные p и q задаются в виде:
p2 = kl2 - k2 и q2 = kt2 - k2.
(2)
Согласно уравнению (2), многочисленные симметричные и асимметричные волновые моды
могут распространяться с заданным произведением частоты и толщины fd. Моды обладают различ-
ными фазовыми и групповыми скоростями. Более того, нормальная и плоская компоненты пере-
мещения частицы не совпадает с fd, что само по себе не очевидно из диаграмм [16].
а
б
8000
6000
S1
A2
S3
A3
A1
S2
S0
7000
5000
6000
S0
A1
4000
5000
S2
A0
4000
3000
A3
3000
A0
2000
A2
S3
2000
1000
1000
S1
0
0
0
2
4
6
8
0
2
4
6
8
fd, МГц∙мм
fd, МГц∙мм
Рис. 1. Фазовые и групповые скорости нескольких направленных волновых мод на стальной пластине: фазовая скорость
(а), групповая скорость (б).
Дефектоскопия
№ 9
2021
Исследование применимости при контроле дефектов высокочастотных мод...
29
Согласно Azar и др. [17], регулирование ультразвукового ФАР-луча достигается за счет вре-
менной задержки. Для акустически изотропной и гомогенной среды постоянная задержка, Δτ, для
регулирования ультразвуковым полем может быть записано как
p⋅sinθ
S
(3)
∆τ =
,
c
где p — расстояние между двумя смежными элементами решетки; θS — угол проходящей волны;
c — скорость волны. Задержки при фокусировке для любого количества элементов решетки также
рассчитывается по следующему закону распределения задержек:
1/2
2
Np
2Np
1+
+
sinθ
S
F
F
t
n
=
(
F c)
1/2
,
(4)
2
(
n-N
)
p
2
(
n-N
)
p
−1+
-
sinθS
F
F
где N — число элементов; F — фокусное расстояние; N — число активных элементов; tn — требу-
емое время задержки для элемента n = 0, … , N - 1 и N = (N -1) 2.
3. КОНЕЧНО-ЭЛЕМЕНТНОЕ МОДЕЛИРОВАНИЕ
Конечно-элементная (КЭ) модель состоит из однородной пластины со свойствами стали и, в
частности, модулем Юнга, равным E = 209 ГН/м2, коэффициентом Пуассона υ = 0,3; плотностью
ρ = 7800 кг/м3. Данные величины приводят к продольным и поперечным скоростям волны 5940 и
3230 м/с соответственно. Толщина пластины 0,6 мм и ее общая длина 700 мм.
3.1. Передатчик
Преобразователь в виде фазированной решетки, расположенный на поверхности клина, ис-
пользовался для управления направлением распространения волны, используя принцип, представ-
ленный в уравнении (5). В зависимости от закона распределения задержек ФАР-устройства, угол
наклона α управляется электроникой таким образом, чтобы могло быть достигнуто селективное
возбуждение волновой моды с фазовой скоростью cph = f · λ, где f — частота; λ — длина волны.
Угол наклона ФАР-устройства [15]:
c
−1
w
α+ϕ
=β=
sin
(5)
w
c
ph
Как можно видеть из рис. 2a, для конкретных сочетаний материалов клина с углом φw и пласти-
ны угол ввода β может определяться для заданной моды и произведения fd.
а
б
D
E
α
φ
φω
ω
β
B
Рис. 2. ФАР-преобразователь и клин из оргстекла: эффективные углы (а); линейные размеры (б).
Дефектоскопия
№ 9
2021
30
М. Дж. Ранджбар, Сина Содагар
Таблица
1
Размеры элементов фазированной решетки
Параметры клина
Параметры ФАР
B = 90 мм
HL= 40 мм
D = 38 мм
(P · n) = (0,6 мм · 32)
E = 35 мм
(P · n)act = (0,6 мм · 32)
Линейные размеры элементов ФАР и клина из оргстекла, проиллюстрированных на рис. 2б,
даны в табл. 1. Модель клина рассматривалась в виде оргстекла (акрил) со свойствами материала:
модуль Юнга E = 9 ГН/м2, коэффициент Пуассона υ = 0,39, плотность ρ = 1180 кг/м3. Данные ве-
личины приводят к продольным и поперечным скоростям волны 2730 и 1430 м/с соответственно.
3.2. Возбуждение волны
В КЭ-модели для симуляции пьезоэлектрического возбуждения наклонная боковая стенка кли-
на нагружается 4-цикловой оконной функцией давления Хеннинга на центральной частоте 5 МГц.
FEM
4. ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
Для проведения экспериментов используются ультразвуковое ФАР-устройство M2M Multi2000
с мультиплексированной архитектурой 32 × 128 каналов и датчик с линейной решеткой с централь-
ной частотой 5 МГц. Общая возможная активная длина преобразователей составляет 38,3 и 76,8 мм
соответственно, оба имеют одинаковые размеры элементов 10 × 0,5 мм и шаг элементов 0,6 мм, что
обеспечивает возможности высокого разрешения. Угловой клин 31° из рексолита используется со-
вместно с ФАР-оборудованием. Управление лучом осуществляется в виде секторных сканирований.
Секторное сканирование вычисляет последовательность в законе распределения задержек, что по-
зволяет сканировать по порядку в диапазоне требуемых углов.
Наконец, демонстрируются потенциальные возможности сканирования фазированной антен-
ной решетки с одним и несколькими отражателями. Расстояние между дефектом и датчиком со-
ставляет от 20 до 40 мм. Дефекты представляют собой различные поверхности и сквозные от-
верстия, а также крестообразное повреждение, имитирующее коррозионные язвины и трещины в
стальном листе соответственно. На рис. 3 показана экспериментальная установка.
а
б
Рис. 3. Установка для ФАР-системы (а); датчик с линейной решеткой (128 элементов) на 31°-клине (б).
5. РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
5.1. Определение параметров мод
Перед началом экспериментов были изучены возможные различные волновые моды для отбора
наиболее эффективных из них в целях контроля дефектов.
Дефектоскопия
№ 9
2021
Исследование применимости при контроле дефектов высокочастотных мод...
31
Асимметричные
Симметричные
(A1), fd = 4 МГц∙мм
(S0), fd = 3 МГц∙мм
(A2), fd = 6 МГц∙мм
(S1), fd = 8 МГц∙мм
Рис. 4. Распределение нормальных напряжений для различных мод направленных волн S0, S1, A1 и A2 в стальной пла-
стине: f — частота, d — толщина пластины.
Распределения нормальных напряжений в распространяющихся симметричных и асимметрич-
ных модах A1, A2, S0 и S1 показаны на рис. 4 при соответствующих значениях частоты и толщины.
Сравнение профиля волны для различных мод показывает, что для A1 и S0 распределение напря-
жений является почти подповерхностным и глубинным соответственно, в то время как для более
высокочастотных мод A2 и S1 напряжение распределяется по толщине.
Эквивалентные смещения также представлены на рис. 5. Что касается толщины пластины,
компоненты смещения U1 и U2 представляют собой распределения горизонтального смещения
(сплошная кривая) и вертикального смещения (пунктирная кривая) соответственно. Амплитуды
смещения и толщина пластины нормированы на максимальное значение на каждом графике. По
значениям U1max/U2max мы можем определить, какое смещение является более доминирующим в
пластине.
Наконец, выбор моды волны должен быть основан на волновых модах более низкого порядка,
поскольку моды более высокого порядка демонстрируют более высокую дисперсию и большее
рассеяние из-за более низкой концентрации напряжений. Эти результаты также сопоставимы с
предыдущими исследованиями [18].
A1, U1max/U2max = 0,18
S0, U1max/U2max = 1,6
1,5
1,5
0,5
0,5
-0,5
-0,5
-1,5
-1,5
0
0,5
1
0
0,5
1
Нормированная толщина
Нормированная толщина
A2, U1
/U2max = 2,3
S1, U1max/U2max = 2,3
max
1,5
1,5
0,5
0,5
-0,5
-0,5
–1,5
-1,5
0
0,5
1
0
0,5
1
Нормированная толщина
Нормированная толщина
Рис. 5. Компоненты смещения мод распространяющихся волн на различных частотах.
Дефектоскопия
№ 9
2021
32
М. Дж. Ранджбар, Сина Содагар
а
б
Рис. 6. Результат расчета методом конечных элементов: луч фазированной решетки, направленный под углом 5° в угловом
клине 31°, в момент 6 мкс (а); распространение моды A0 направленной волны в стальной пластине в момент 40 мкс (б).
Метод конечных элементов, описанный в предыдущем разделе, также используется для мо-
делирования распространения волновых мод (рис. 6а). Поскольку S0 распространяется как высо-
кодисперсионная мода при 3 МГц ∙ мм, она ослабляется и затухает, так что мода A0 будет един-
ственной модой, распространяющейся на большие расстояния (рис. 6б). Анализ методом конечных
элементов тестовой модели также показывает характеристики моды A0. Поскольку концентрация
волновых напряжений находится в средней плоскости пластины, обеспечивается более высокая
вероятность обнаружения глубоких дефектов.
5.2. Обнаружение дефектов
Эксперименты проводились на стальной пластине толщиной 0,63 мм с обработанными по-
верхностными и сквозными дефектами. Геометрия просверленных отверстий и изображение
B-скана четырех близко расположенных отверстий сквозной толщины диаметром 1,5 мм показа-
ны на рис. 7. Как можно видеть, изображения B- и S-сканов с использованием моды A0 направ-
ленной волны дают приемлемую чувствительность и разрешение для отверстий малого диаметра
и близко расположенных сквозных отверстий.
∅ 1,5 мм (4)
Рис. 7. Изображения B- и S-сканов сквозных отверстий диаметром 1,5 мм, полученные путем секторного сканирования.
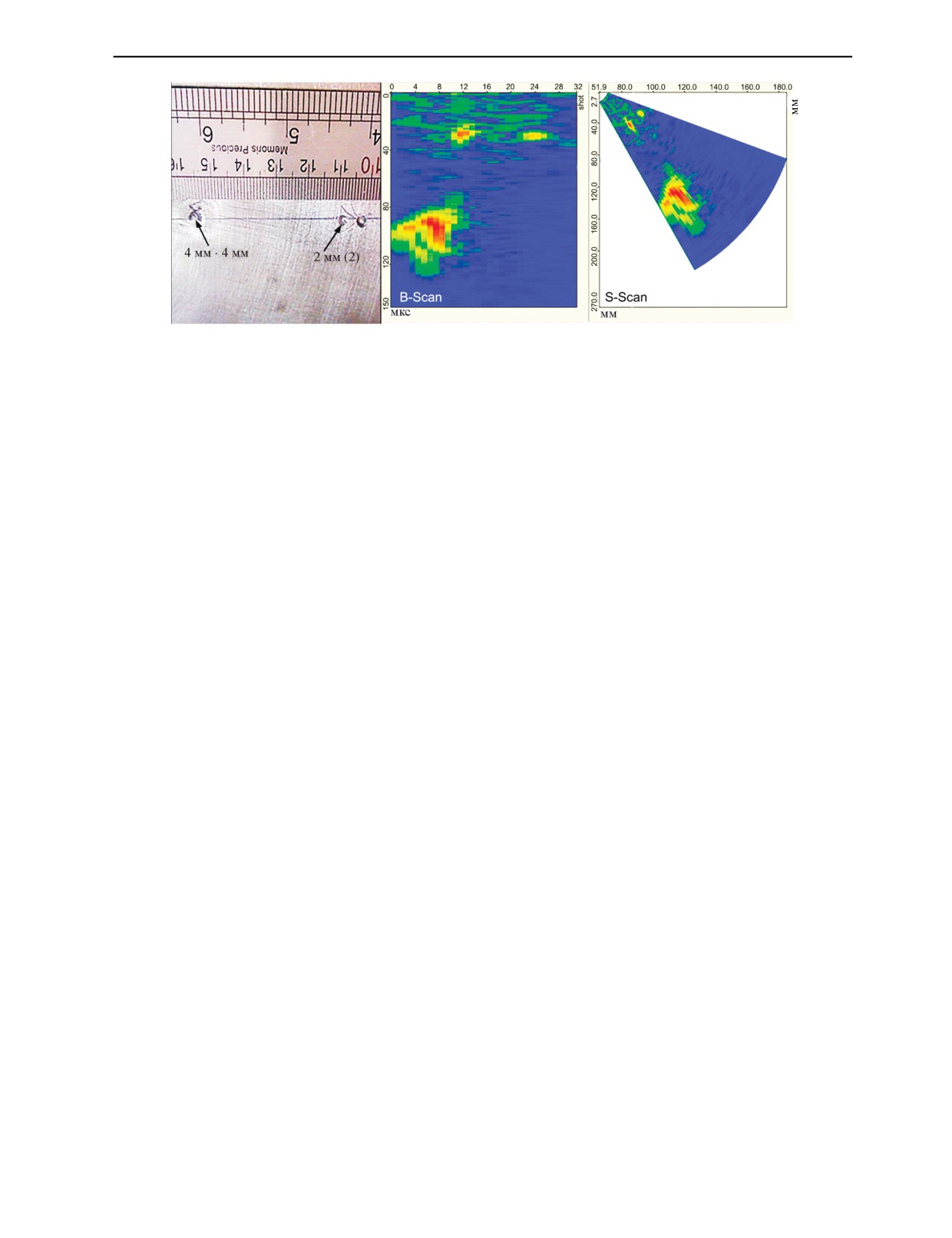
Кроме того, была изготовлена новая конфигурация поверхностных и внутренних дефек-
тов для оценки метода секторного сканирования. Дефекты включали два отверстия диаметром
2 мм: просверленное и поверхностное, а также смоделированную поверхностную разветвленную
трещину, геометрия и расположение которых показаны на рис. 8. Как видно из результатов B- и
S-сканирования, секторное сканирование может четко идентифицировать смоделированную раз-
ветвленную трещину и другие отверстия, которые были расположены с большим интервалом, чем
в предыдущих процедурах контроля.
Дефектоскопия
№ 9
2021
Исследование применимости при контроле дефектов высокочастотных мод...
33
∅
Рис. 8. Изображения B- и S-сканов нескольких отражателей, включая моделируемые разветвленную трещину и две кор-
розионные язвы диаметром 2 мм, полученные с помощью секторного сканирования.
Секторное сканирование обеспечивает широкий диапазон углового сканирования, позволяю-
щий сканировать такие вышеупомянутые области повреждения, и показывает лучшее осевое раз-
решение, а не пространственное разрешение, которое было применимо для обнаружения кресто-
образных дефектов. С другой стороны, рассеяние на дефектах является основным фактором за-
тухания при контроле направленными волнами [19], который необходимо изучить для поиска под-
ходов к устранению недостатков в будущих работах.
6. ЗАКЛЮЧЕНИЕ
Ультразвуковая ФАР-визуализация используется для контроля дефектов в стальной пластине
направленными волнами. Для этой цели высокочастотные моды направленных волн, возникаю-
щие в результате использования преобразователя с линейной фазированной решеткой, численно
моделируются и экспериментально генерируются с использованием секторного сканирования.
Численные результаты используются для исследования поведения высокочастотных волновод-
ных мод. Результаты экспериментов показали, что высокочастотная мода A0 дает приемлемую
чувствительность и разрешение для малых диаметров сквозных и поверхностных дефектов. Сек-
торное сканирование также показало лучшее осевое разрешение, а не пространственное, что
оказалось практически применимым для крестообразных дефектов. В будущих работах, чтобы
улучшить контроль дефектов, рассеяние от них должно быть устранено путем изучения других
методов визуализации.
СПИСОК ЛИТЕРАТУРЫ
1. Agarwala V.S., Reed P.L., Ahmad S. Corrosion detection and monitoring-A review // CORROSION.
Orlando. Florida. USA, 2000.
2. Krautkrämer J., Krautkrämer H. Ultrasonic testing of materials // Springer Science & Business Media.
2013.
3. ZhuW., Rose J., Barshinger J., Agarwala V. Ultrasonic guided wave NDT for hidden corrosion detection
// Journal of Research in Nondestructive Evaluation. 1998. V. 10. P. 205—225.
4. Michaels J.E., MichaelsT.E. Guided wave signal processing and image fusion for in situ damage
localization in plates // Wave Motion. 2007. V. 44. P. 482—492.
5. Rose J.L., Barshinger J. Using ultrasonic guided wave mode cutoff for corrosion detection and
classification // Ultrasonics Symposium. 1998. Proceedings. 1998. IEEE. 1998. P. 851—854.
6. Silva M., Gouyon R., Lepoutre F. Hidden corrosion detection in aircraft aluminum structures using laser
ultrasonics and wavelet transform signal analysis // Ultrasonics. 2003. V. 41. P. 301—305.
7. Sargent J. Corrosion detection in welds and heat-affected zones using ultrasonic Lamb waves // Insight-
Non-Destructive Testing and Condition Monitoring. 2006. V. 48. P. 160—167.
8. Jhang K.-Y., Shin M.J., Lim B.O. Application of the laser generated focused-Lamb wave for non-contact
imaging of defects in plate // Ultrasonics. 2006. V. 44. P. e1265—e1268.
9. Rathod V., Mahapatra D.R. Ultrasonic Lamb wave based monitoring of corrosion type of damage in
plate using a circular array of piezoelectric transducers // NDT & E International. 2011. V. 44. P. 628—636.
10. Beard M., Lowe M., Cawley P. Ultrasonic guided waves for inspection of grouted tendons and bolts //
Journal of Materials in Civil Engineering. 2003. V. 15. P. 212—218.
Дефектоскопия
№ 9
2021
34
М. Дж. Ранджбар, Сина Содагар
11. Drinkwater B.W., Wilcox P.D. Ultrasonic arrays for non-destructive evaluation: A review //
NDT & E International. 2006. V. 39. P. 525—541.
12. Deutsch W., Cheng A., Achenbach J. Self-focusing of Rayleigh waves and Lamb waves with a linear
phased array // Journal of Research in Nondestructive Evaluation. 1997. V. 9. P. 81—95.
13. Sicard R., Chahbaz A., Goyette J. Guided Lamb waves and L-SAFT processing technique for enhanced
detection and imaging of corrosion defects in plates with small depth-to wavelength ratio // Ultrasonics,
Ferroelectrics, and Frequency Control, IEEE Transactions on. 2004. V. 51. P. 1287—1297.
14. Sicard R., Goyette J., Zellouf D. A SAFT algorithm for lamb wave imaging of isotropic plate-like
structures // Ultrasonics. 2002. V. 39. P. 487—494.
15. Prager J., Hoever C., Brekow G., Kreutzbruck M. Flaw detection with guided waves using phased
array technique / Proceedings on the 10th European Conference on Non-Destructive Testing (ECNDT). 2010.
16. Rose J.L. Ultrasonic waves in solid media. Cambridge university press, 2004.
17. Azar L., Shi Y., Wooh S.-C. Beam focusing behavior of linear phased arrays // NDT & E International.
2000. V. 33. P. 189—198.
18. Ranjbar Naserabadi M.J., Sodagar S. Ultrasonic High Frequency Lamb Waves for Evaluation of Plate
Structures // Acoustical Physics. 2017. V. 63. P. 402—409.
19. Naserabadi M.R., Hayatgheib B., Sodagar S. A Simulation Study of Attenuation Factors in a Gas
Pipeline Guided Wave Testing / 4th Iranian International NDT Conference. 2017.
Дефектоскопия
№ 9
2021