УДК 620.179.147
КОНТРОЛЬ КАЧЕСТВА ПАЙКИ БОКОВЫХ СТЕНОК ХОМУТОВ
В ТОКОВЕДУЩИХ СОЕДИНЕНИЯХ ЭЛЕКТРИЧЕСКИХ МАШИН
С УЧЕТОМ ВЛИЯНИЯ ИХ РАЗМЕРОВ
© 2022 г. Л.Х. Коган1,*, А.Н. Сташков1,**, А.П. Ничипурук1,***
1Институт физики металлов имени М.Н. Михеева УрО РАН, Россия 620108 Екатеринбург,
ул. С. Ковалевской, 18
E-mail:*lhkogan@e1.ru;
**stashkov@imp.uran.ru; ***nichip@imp.uran.ru
Поступила в редакцию 04.10.2022; после переработки 14.10.2022
Принята к публикации 14.10.2022
Рассмотрена возможность применения амплитудного вихретокового метода и вихретокового П-образного первично-
го преобразователя с прямоугольными вырезами в его сердечнике для контроля качества пайки боковых стенок хомутов
с выводными концами токоведущих «стержней» в соединениях обмоток статоров гидро- и турбогенераторов. Разработана
методика, позволяющая учесть влияние технологических разбросов размеров хомутов в токоведущих соединениях на
результаты контроля. Перед проведением контроля требуется предварительно настроить вихретоковый дефектоскоп на
трех настроечных образцах, два из которых имитируют полностью пропаянные (100 %) контролируемые соединения и
имеют разные геометрические размеры и один образец имитирует контролируемое соединение с пропаянностью 0 %. С
целью отстройки от влияния размеров паяных соединений на результаты вихретокового контроля предложено проводить
измерения сигнала первичного преобразователя на двух частотах.
Ключевые слова: амплитудный вихретоковый метод, энергетическое оборудование, токоведущие соединения, досто-
верность контроля качества пайки, вихретоковый преобразователь с прямоугольными вырезами в полюсах П-образного
сердечника, двухчастотная схема контроля.
DOI: 10.31857/S0130308222120065, EDN: BVABLJ
ВВЕДЕНИЕ
Контролю качества паяных соединений энергетического оборудования с помощью неразруша-
ющих методов контроля посвящены статьи [1—3].
В статье [1] авторы приводят результаты контроля с помощью импульсной термографии медных
паяных соединений. Установлено, что при толщине медного шунта 2 мм дефекты непропая с длиной
кромки 4 мм могут быть обнаружены с помощью инфракрасной камеры с болометрической систе-
мой детектирования после импульсного нагрева. В [2] показана возможность выявления дефектов
непропая соединений шин сверхпроводящих магнитов в ЦЕРНе ультразвуковым методом с приме-
нением антенных фазированных решеток. В работе [3] рассматриваются вопросы контроля качества
паяных соединений теплообменных аппаратов. Описаны возникающие дефекты, проанализированы
существующие решения, выявлены достоинства и недостатки. Представлены решения основных
вопросов, возникающих при создании автоматизированной установки ультразвукового контроля.
Вихретоковые преобразователи широко используются для выявления несплошностей в нефер-
ромагнитных материалах [4].
В [5] показана возможность выявления дефектов непропая соединений шин сверхпроводящих
магнитов в ЦЕРНе. В качестве первичного преобразователя применялся вихретоковый преобразо-
ватель (ВТП) с П-образным сердечником. Конструктивно сердечник состоит из тонких пластин
трансформаторного железа.
В [6] показана возможность использования преобразователя экранного типа [7] для контроля
качества пайки соединений обмоток статоров турбогенераторов.
Многочастотные вихретоковые методы позволяют существенно повысить достоверность опре-
деления различных параметров контролируемых изделий.
Применение многочастотного вихретокового контроля параметров слоев, упрочненных лазе-
ром, описано в [8]. В [9] приводятся результаты контроля толщины неферромагнитных пластин с
применением многочастного вихретокового метода. Вихретоковому контролю качества изделий,
применяемых в аэрокосмической отрасли, с возбуждением вихревых токов на двух частотах посвя-
щена работа [10]. В работах [11—13] описаны результаты контроля толщины покрытий и их
свойств с применением многочастотных вихретоковых методик.
Разработка и изготовление гидро- и турбогенераторов большой мощности является важнейшей
частью энергетического комплекса. В традиционных конструкциях гидро- и турбогенераторов
60
Л.Х. Коган, А.Н. Сташков, А.П. Ничипурук
токоведущие соединения обмоток статоров («стержни») соединяются между собой посредством
хомутов (рис. 1). «Стержни» состоят из пакета медных шин. Для уменьшения электрических
потерь шины и хомут спаиваются между собой. Применяются припои на серебряной или свинцо-
во-оловянистой основе [14, 15]. Такой вид соединений «стержней» между собой является доста-
точно трудоемкой и технологически сложной задачей.
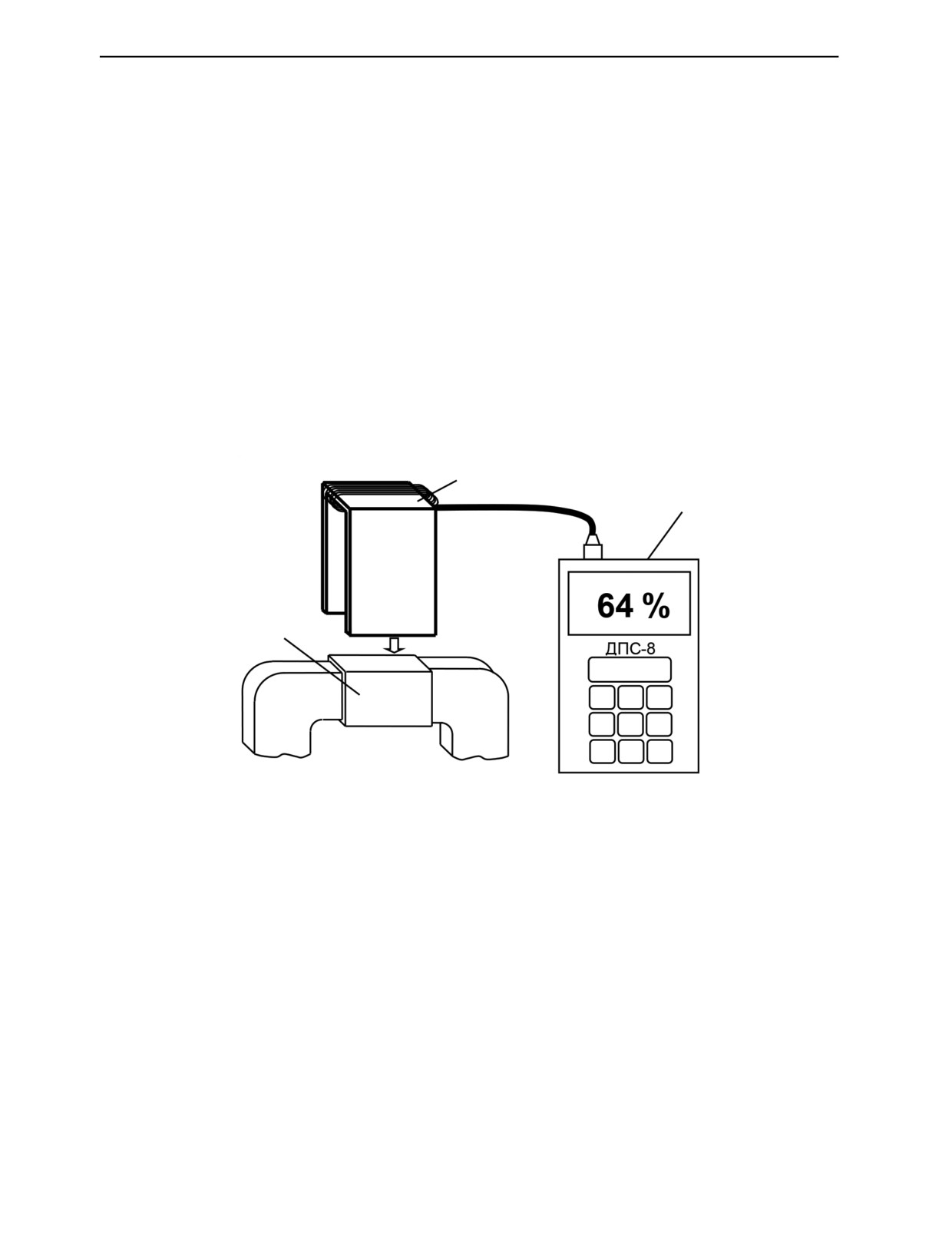
В Институте физики металлов имени М.Н. Михеева УрО РАН (г. Екатеринбург) были разрабо-
таны и внедрены методика [14] и вихретоковый дефектоскоп паяных соединения ДПС-8 [15] для
контроля качества пайки токоведущих соединений энергетического оборудования. Дефектоскоп
состоит из электронного блока и вихретокового преобразователя (ВТП) с П-образным сердечником
(см. рис. 1). При осуществлении контроля токоведущее соединение после пайки размещают между
полюсами ВТП. Результат контроля в процентах заполнения припоем промежутков между частями
медного токоведущего соединения высвечивается на экране электронного блока. Дефектоскоп
снабжен автономным источником питания (аккумулятором) и энергонезависимой памятью.
Электромагнитное поле в П-образном сердечнике первичного преобразователя направлено попе-
рек контролируемого соединения, а возбуждаемые в нем замкнутые вихревые токи протекают
вдоль него, в силу чего сигнал измерительной обмотки ВТП определяется степенью пропаянности
шин между собой и с внутренней верхней и нижней поверхностью хомута и не зависит от того,
как они спаяны с боковыми стенками хомута.
2
1
3
Рис. 1. Схематичное изображение измерительного блока дефектоскопа ДПС-8 (1), ВТП с П-образным сердечником (2) и
контролируемого соединения (3).
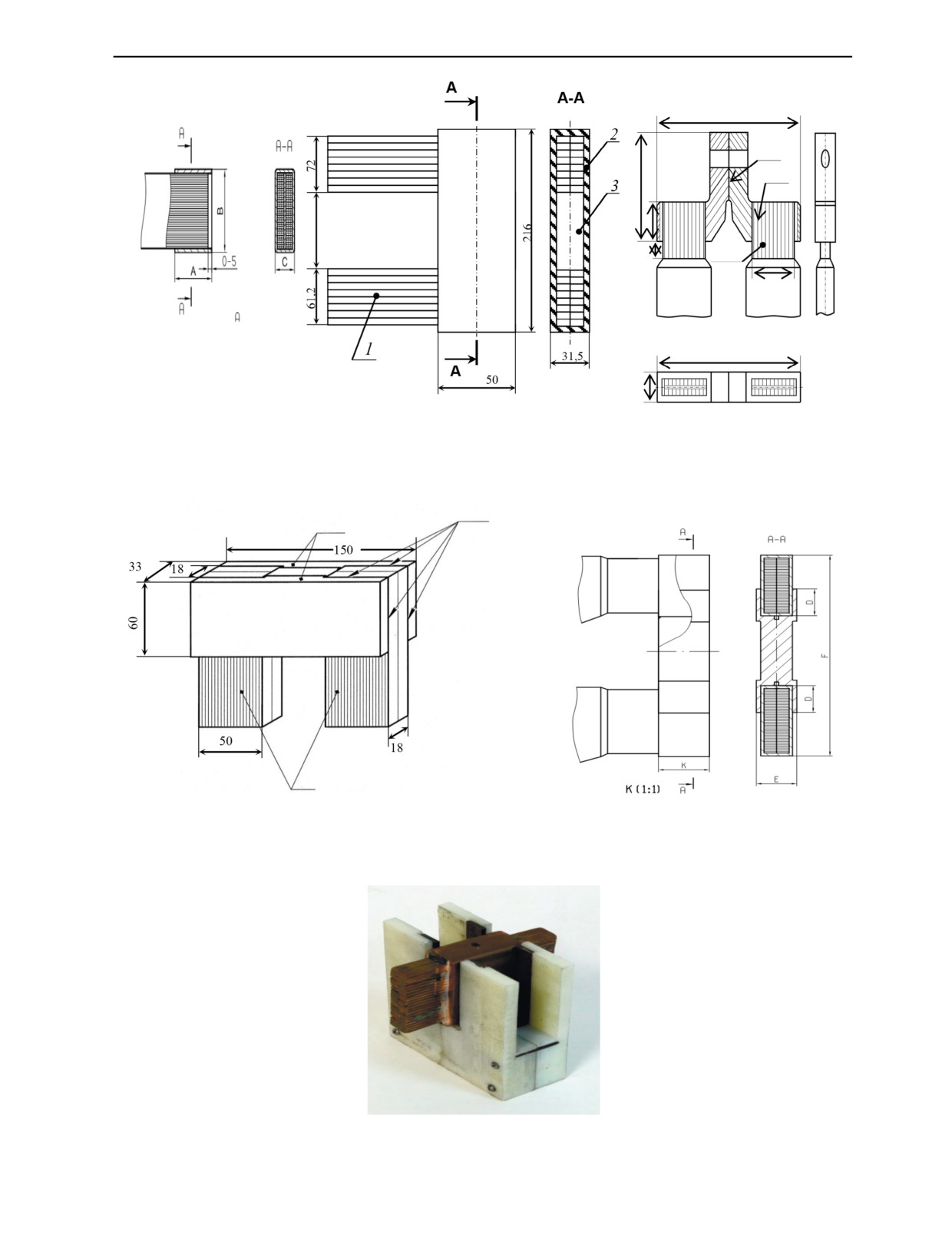
В современных конструкциях гидро- и турбогенераторов применяется соединение «стержней»
с использованием хомутов (рис. 2а, в) или общего для двух «стержней» хомута (рис. 2б), а также
соединительных планок (рис. 3). Изготовление такого типа соединений обмоток статоров техно-
логически гораздо проще и дешевле.
В таких соединениях возникает необходимость контроля качества пайки боковых стенок хому-
тов. В работе [15] описан специализированный трансформаторный ВТП с прямоугольными выре-
зами в полюсах П-образного сердечника (рис. 4). Он позволяет за счет установки контролируемых
паяных соединений в этих вырезах перпендикулярно полюсам сердечника возбуждать замкнутые
вихревые токи в поперечном сечении соединений и таким образом иметь возможность контроли-
ровать качество пайки боковых стенок хомутов с выводными концами токоведущих «стержней» в
соединениях обмоток статоров в современных конструкциях гидро- и турбогенераторов.
Однако подлежащий пайке зазор между боковыми стенками хомутов и выводными концами
«стержней» мал по сравнению с внешним сечением таких соединений и изменение сигнала изме-
рительной обмотки ВТП мало при изменении степени пропаянности. Для того, чтобы надежно
фиксировать малые изменения сигнала ВТП, необходимо разрабатывать аппаратуру контроля с
Дефектоскопия
№ 12
2022
Контроль качества пайки боковых стенок хомутов в токоведущих соединениях ...
61
а
б
в
Рис. 2. Токоведущие соединения с хомутами: А = 49—54 см; В = 73—123 см; С = 24—36 см; 1 — «стержни»; 2 — общий
хомут; 3 — медная вставка.
3
2
1
Рис. 3. Токоведущие соединения с соединительными планками:
1 — «стержни»; 2 — соединительные планки; 3 — места пайки.
Рис. 4. Внешний вид специализированного ВТП с прямоугольными вырезами в полюсах П-образного сердечника.
Дефектоскопия
№ 12
2022
62
Л.Х. Коган, А.Н. Сташков, А.П. Ничипурук
высокой чувствительностью. Помимо степени пропаянности (т.е. полезного сигнала) на сигнал
ВТП влияют и геометрические размеры соединений. Разброс размеров соединений, вызванный
особенностями их изготовления, если их не учитывать, может приводить к существенным ошиб-
кам определения степени пропаянности соединения.
В [16, 17] описана разработанная двухчастотная вихретоковая методика контроля качества
пайки сверхпроводящих токоведущих соединений электромагнитов, используемых в ЦЕРНе.
Методика позволяет отстроиться от влияния сечения контролируемых соединений, изменение
которого неизбежно происходит в процессе изготовления и пайки, на результаты контроля степени
пропаянности.
В работе [14] с использованием ВТП с П-образным сердечником подробно исследованы воз-
можности контроля пропаянности соединений выводных концов токоведущих «стержней» с хому-
тами (при их размещении между его полюсами) в обмотках статоров традиционных конструкций
гидро- и турбогенераторов (см. рис. 1) и влияние различных факторов на его сигналы.
Целью данной работы является разработка вихретоковой методики контроля качества пайки
боковых стенок хомутов с выводными концами токоведущих «стержней» в соединениях обмоток
статоров в современных конструкциях гидро- и турбогенераторов.
ОБРАЗЦЫ И МЕТОДИКА ИЗМЕРЕНИЙ
Исследование проводили на хомутах из меди марки М1 (99,7 % Cu, 0,05 О2, ρ = 0, 01724 мкОм·м)
с разными внешними размерами и внутренним размером окна 17,50×44,3×40 мм. Также использова-
лись сплошные медные образцы (из той же марки М1), геометрические размеры которых изменялись
как по толщине, так и по высоте и длине путем шлифования.
Подобного типа хомуты размерами 23,3×50,2×40 мм использовались для соединения токоведу-
щих «стержней» обмоток статоров гидрогенератора ВГСМ 1523/135-120 Саратовской ГЭС, для
контроля качества пайки которых была разработана и внедрена в производство методика и вихре-
токовый дефектоскоп паяных соединений [14].
Одна часть образцов представляла собой хомуты со сплошными медными вставками длиной
40 мм, другая часть — со вставками, выходящими за пределы хомута на 7 мм (так называемыми
«хвостами», имитирующими пропаивание проводников стержней вне хомута [14]). Характеристики
образцов приведены в табл. 1.
Таблица
1
Образцы токоведущих медных соединений
Образец, №
Размеры хомутов, мм
Пропаянность
Длина «хвостов», мм
1
23,446×50,655×40,058
Без вставки
Без проводников «стержня»
С проводниками «стержня»
2
23,446×50,655×40,058
0 %
длиной 54 мм
Сплошная вставка
3
23,446×50,655×40,058
0 мм
(17,376×44,085×40,0 мм)
Сплошная вставка
4
23,446×50,655×40,058
7 мм
(17,376×44,085×54,0 мм)
Сплошной
5
100 %
0 мм
23,650×50,488×40,287
Сплошной
6
100 %
7 мм
23,600×50,655×40,058
Сплошной
7
100 %
0 мм
23,600×50,484×40,287
8
23,600×50,394×40,000
Без вставки
Без проводников «стержня»
Сплошная вставка
9
23,600×50,394×40,000
0 мм
(17,376×44,085×40,0 мм)
Сплошная вставка
10
23,600×50,394×40,000
7 мм
(17,376×44,085×54,0 мм)
Образцы со сплошными вставками являлись аналогами соединений пропаянных выводных
концов «стержней» с хомутом, имеющими пропаянность боковых стенок 0 %. Перед контролем
Дефектоскопия
№ 12
2022
Контроль качества пайки боковых стенок хомутов в токоведущих соединениях ...
63
качества пайки боковых стенок описанного соединения по технологии производится контроль
уровня пропаянности выводных концов «стержней» с использованием дефектоскопа ДПС-8 и его
величина должна быть не менее 90 %.
Сплошные медные образцы имитировали соединение с пропаянностью боковых стенок хому-
тов 100 %.
Влияние изменения внешних геометрических размеров соединений на определение качества
их пайки изучалось на двух сплошных медных образцах № 5 и № 7 (см. табл. 1), геометрические
размеры которых изменялись путем шлифования по толщине, а также по высоте и длине. Размеры
образцов измерялись с помощью электронного микрометра.
Исследования проводили с помощью ВТП с П-образным сердечником и прямоугольными
вырезами в нем (см. рис. 4): ширина прямоугольных вырезов составляла 24 мм при ширине полю-
са 48 мм, межполюсное расстояние — 25 мм. Такой ВТП использовался в работе [15].
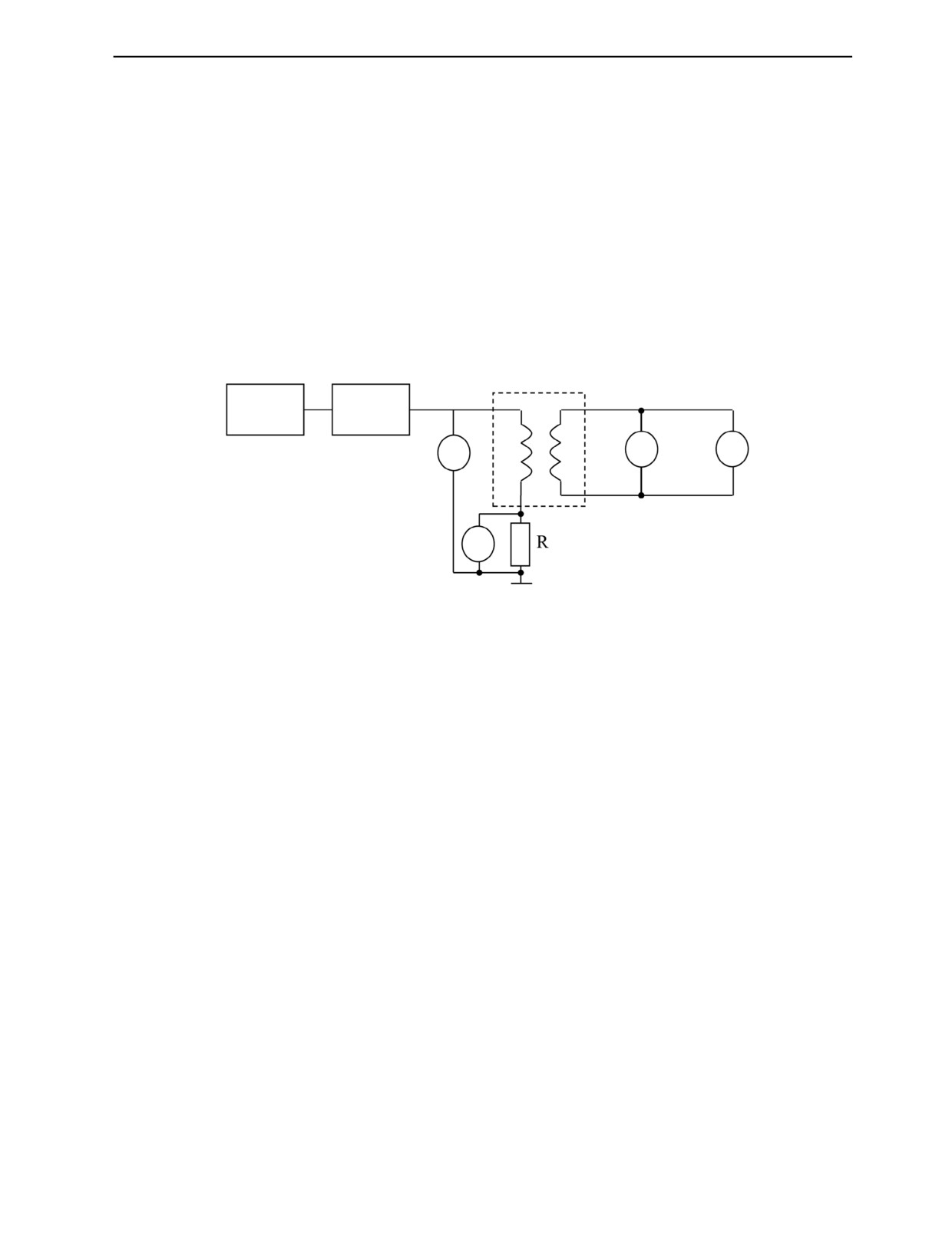
На рис. 5 приведена структурная схема лабораторной вихретоковой установки, используемой
в работе.
4
1
2
5
V2
3
V1
Рис. 5. Структурная схема лабораторной вихретоковой установки:
1 — генератор АКИП - 3409/3; 2 — усилитель тока; 3 — частотомер; 4 — специализированный трансформаторный ВТП
с П-образным сердечником; 5 — осциллограф; V1 — вольтметр В7-34А (предназначен для определения величин тока в
обмотке возбуждения ВТП); V2 — вольтметр DMM 4040.
РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТОВ И ИХ ОБСУЖДЕНИЕ
Для определения основной (рабочей) частоты, при которой имеет место наибольшая чувстви-
тельность к изменению уровня пропаянности боковых стенок хомутов, были проведены измере-
ния разности напряжений измерительной обмотки ВТП (∆Uизм, мВ) на образцах № 4 (0 % пропаян-
ности боковой стенки) и № 6 (100 % пропаянности) на частотах от 20 до 120 Гц. Измерения
показали, что частота 60 Гц является оптимальной для контроля качества пайки боковых стенок
хомутов. Далее эта частота называется основной.
Средневыпрямленное значение переменного тока в возбуждающей обмотке ВТП составляло
200 мA. При этом амплитудное значение напряженности магнитного поля в межполюсном про-
странстве ВТП, измеренное датчиком Холла, равно Н = 30,2 А/см.
В работе [14] показано, что при контроле качества пайки соединений токоведущих «стержней»
с хомутами в обмотках статоров традиционных конструкций гидро- и турбогенераторов сигналы
ВТП с П-образным сердечником (см. рис. 1) однозначно зависят от пропаянности проводников
шин между собой или, что одно и то же, от толщины проводников, вставляемых в хомут.
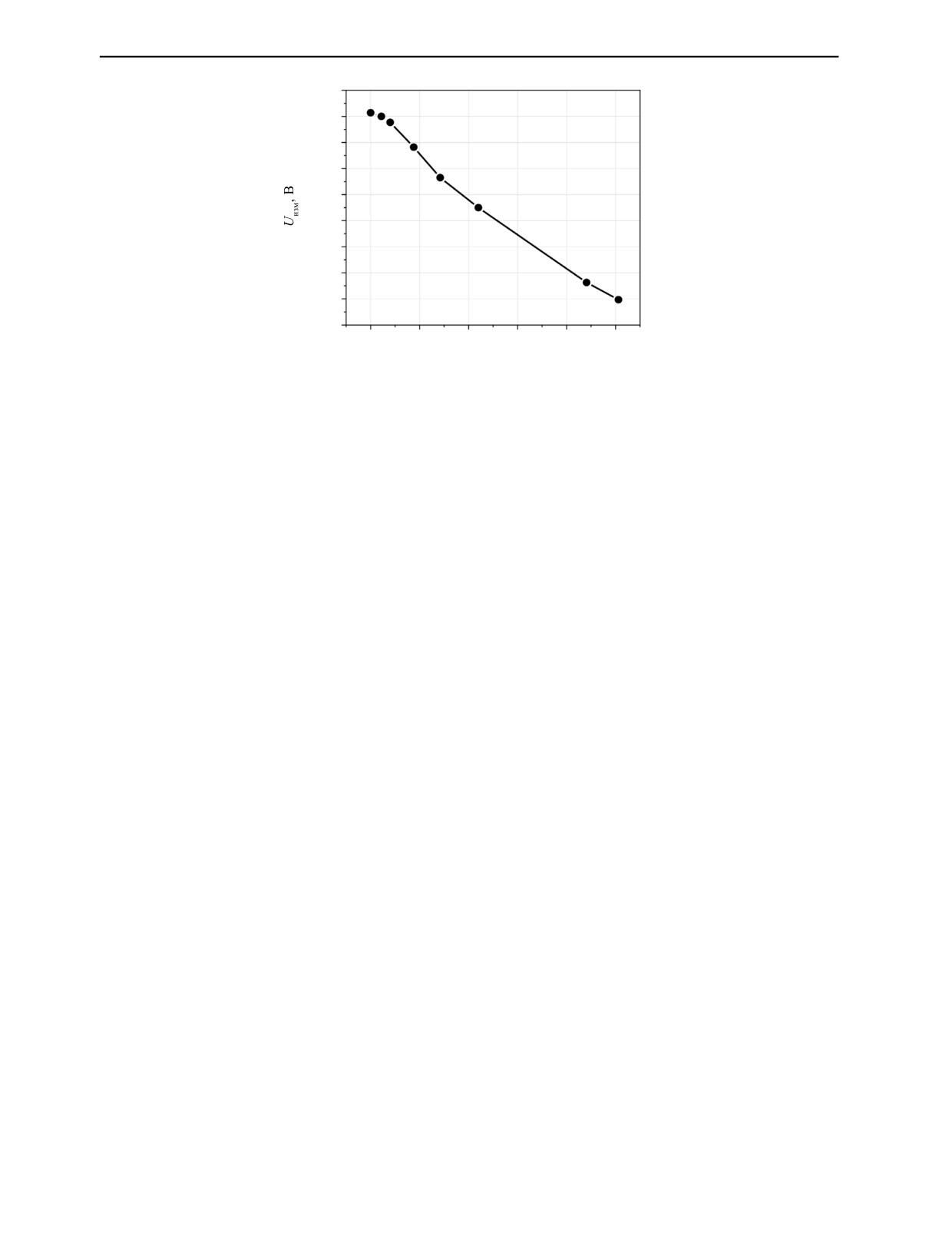
На рис. 6 приведена зависимость сигналов измерительной обмотки (Uизм) специализированно-
го ВТП с прямоугольными вырезами в П-образном сердечнике (при измерении на f = 60 Гц) от
толщины проводников длиной 54 мм, вставляемых в хомут (образец № 2, см. табл. 1), при установ-
ке его в этих вырезах перпендикулярно полюсам сердечника и возбуждении замкнутых вихревых
токов в поперечном сечении такого соединения. Толщина проводников, помещаемых в хомут,
составляла 2,2; 4,0; 8,8; 14,2 и 22,0 мм. Кроме того, в хомут вставлялась сплошная медная вставка
размерами 17,376×44,085×54,0 мм (образец № 4). Этот образец представлял собой аналог соеди-
нения с пропаянностью боковой стенки хомута 0 %. Сплошной образец № 6 (см. табл. 1) имити-
ровал соединение с пропаянностью боковой стенки 100 %.
Дефектоскопия
№ 12
2022
64
Л.Х. Коган, А.Н. Сташков, А.П. Ничипурук
52,5
1 2
52,4
52,3
52,2
52,1
52,0
51,9
51,8
3
4
51,7
51,6
0
10
20
30
40
50
Толщина проводников, мм
Рис. 6. Зависимость сигналов специализированного ВТП с прямоугольными вырезами в П-образном сердечнике от
толщины проводников, вставляемых в хомут: точка 1 соответствует образцу № 1 (см. табл. 1); 2 — образцу № 2
(с проводниками толщиной 2,2 мм, что соответствует пропаянности соединения 0 % в традиционных конструкциях);
3 — образцу № 4 (соответствует пропаянности боковой стенки 0 %); 4 — образцу № 6 (соответствует пропаянности
боковой стенки и всего соединения 100 %).
Из анализа зависимости, приведенной на рис. 6, следует, что:
1) при определении качества пайки соединений обмоток статоров в современных конструкци-
ях гидро- и турбогенераторов с использованием специализированного ВТП необходимо учитывать
влияние их геометрических размеров на результаты контроля;
2) при определении качества пайки соединений обмоток статоров в традиционных конструк-
циях гидро- и турбогенераторов с использованием специализированного ВТП, позволяющего воз-
буждать в контролируемом паяном соединении замкнутые вихревые токи в двух взаимно перпен-
дикулярных направлениях, существенно повышается достоверность контроля [15], при этом вли-
яние вариаций их геометрических размеров на результаты контроля несущественно.
На основной частоте 60 Гц сигналы специализированного ВТП зависят как от пропаянности
боковых стенок соединения, так и от его внешних геометрических размеров. Для возможности
учета вариаций внешнего поперечного сечения соединения на результаты контроля необходимо
выбрать такую частоту, при которой сигналы ВТП не зависели бы от пропаянности боковых сте-
нок. Номинальная толщина стенки хомута составляет 3,0 мм и может варьироваться в некоторых
пределах в зависимости от его внешнего сечения. Поэтому было проведено определение разности
сигналов ВТП при измерении на образцах № 4 (толщина стенки 3,0 мм) и № 6 с одинаковым внеш-
ним сечением и пропаянностью «боковых стенок» 0 и 100 % (см. табл. 1) на разных частотах.
Установлено, что в диапазоне частот от 1350 до 1560 Гц сигналы ВТП одинаковы. Поэтому высо-
кая частота, необходимая для учета влияния внешнего сечения соединения на результаты контро-
ля, была выбрана в середине этого диапазона и составила 1460 Гц. На этой частоте ток был
выбран равным I = 19,5 мА (Н
~ = 2,9 А/см). При данном токе сигналы возбуждающей и измеритель-
ной обмоток не искажались.
На частоте 1460 Гц сигналы измерительной обмотки ВТП (Uизм), как указано выше, зависят от
вариации внешних геометрических размеров (толщины t, высоты h и длины l) хомутов контроли-
руемых соединений. Кроме того, их величина также зависит и от радиуса R фаски хомутов, вели-
чина которых может варьироваться в пределах от R2,0 до R3,5 мм.
Подробно влияние вариации этих параметров на Uизм при измерении на частотах 60 и 1460 Гц
было исследовано при их изменении путем шлифования сплошных медных образцов № 5 и № 7
(см. табл. 1). Сначала длина l образцов была доведена до номинальной величины 40 мм. Этот раз-
мер указан в технической документации завода-изготовителя детали. При этом было определено,
каким образом это изменение влияет на Uизм при измерении на двух выбранных частотах.
Высота h образцов № 5 и № 7 была изменена таким образом, чтобы она отличалась от номи-
нальной высоты контролируемых соединений (50,2 мм): минимальная высота образцов была
50,072 мм, максимальная — 50,375 мм.
Толщина t контролируемых соединений в процессе пайки из-за нагрева и возможности нали-
чия припоя на их поверхности может иметь больший разброс (до 0,5—0,6 мм) по сравнению с
Дефектоскопия
№ 12
2022
Контроль качества пайки боковых стенок хомутов в токоведущих соединениях ...
65
87,95
87,90
A1
87,85
Образец 7
87,80
87,75
Образец 5
87,70
A2
87,65
87,60
23,0 23,1
23,2
23,3
23,4
23,5
23,6
23,7
t, мм
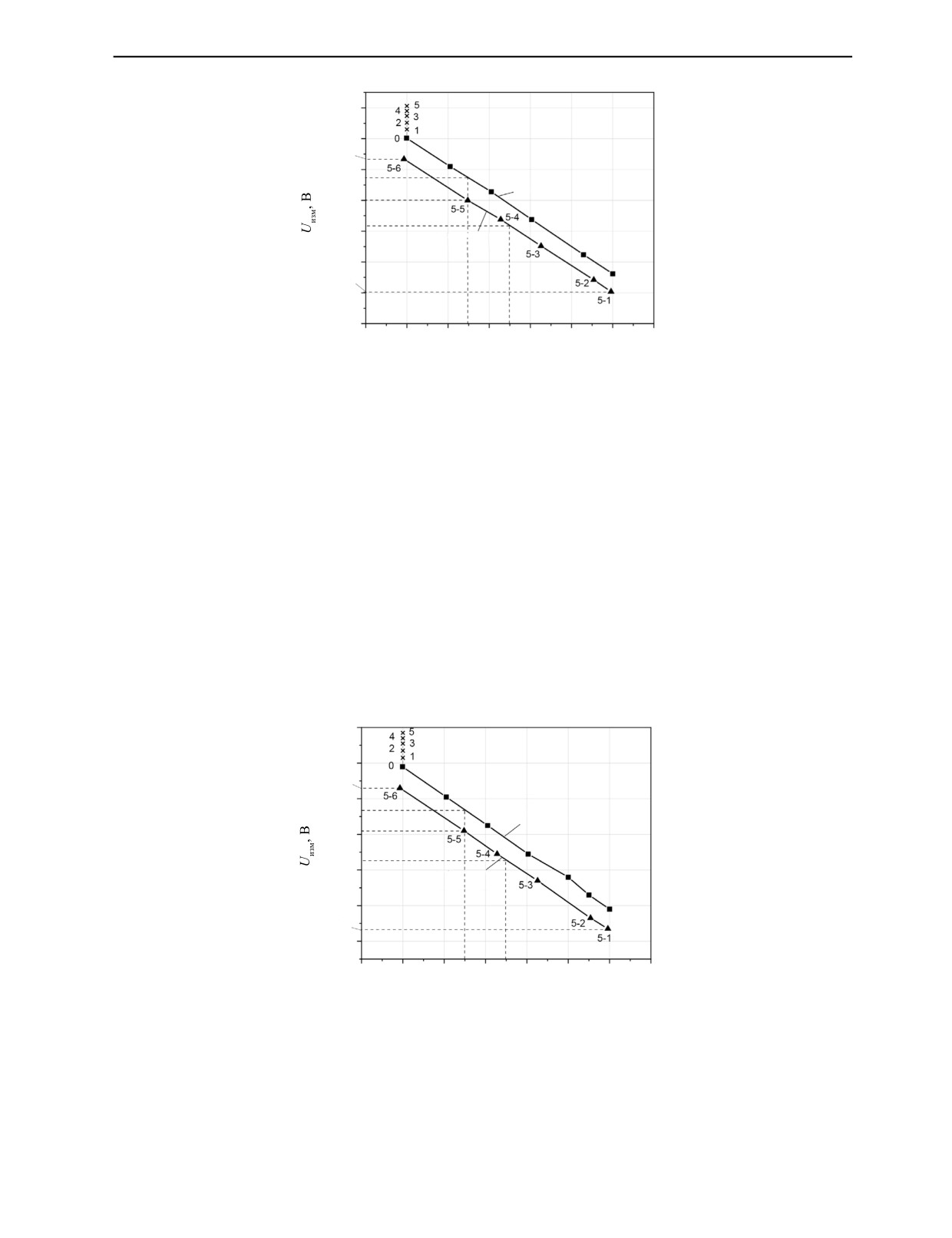
Рис. 7. Зависимости сигналов ВТП (Uизм) от толщины образцов № 5 (высота h = 50,375 мм) и № 7 (высота h = 50,072 мм).
Точки 0—5 соответствуют образцу № 7 с радиусами фаски R = 0; 2; 2,5; 3; 3,5 и 4 мм соответственно. Измерения на
частоте 1460 Гц.
высотой h. Поэтому толщина образцов № 5 и № 7 в эксперименте последовательно путем шлифо-
вания уменьшалась с 23,600 до 23,093 мм (∆t = 0,51 мм).
На рис. 7 и 8 приведены зависимости сигналов ВТП (Uизм) от толщины сплошных медных
образцов № 5 и № 7, полученные при измерении на частотах 1460 и 60 Гц соответственно.
Из данных рис. 7 следует, что при изменении толщины t сплошного медного образца № 5 на
0,1 мм (например, от 23,35 до 23,25 мм) разность сигналов измерительной обмотки ВТП состави-
ла ∆Uизм = 47 мВ (на f = 1460 Гц), а из рис. 8 — ∆Uизм = 17 мВ (на f = 60 Гц). При изменении высо-
ты h образцов № 5 и № 7 на ту же величину ∆Uизм = 12 мВ при измерении на частоте 1460 Гц и
∆Uизм = 4,3 мВ — на частоте 60 Гц. То есть при измерении на этих частотах изменение толщины t
образцов на 0,1 мм примерно в 3,9 раза сильнее влияет на сигналы вихретокового преобразователя,
чем аналогичное изменение их высоты h.
51,78
51,76
B1
51,74
Образец 7
51,72
51,70
Образец 5
51,68
B2
51,66
23,0
23,1
23,2
23,3
23,4
23,5
23,6
23,7
t, мм
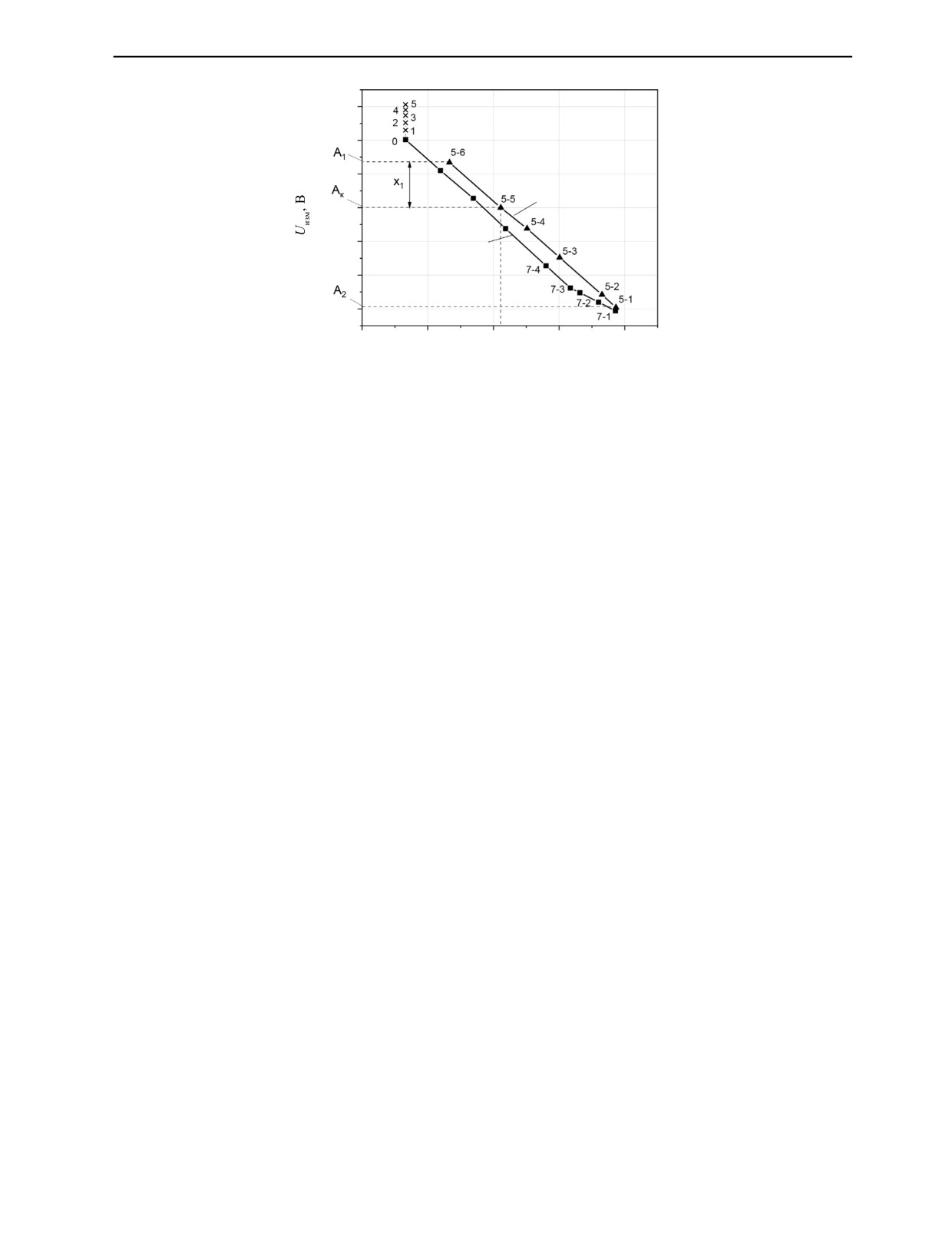
Рис. 8. Зависимости сигналов ВТП (Uизм) от толщины образцов, аналогичные рис. 7. Измерения на частоте 60 Гц.
По приведенным выше данным можно рассчитать коэффициенты С при изменении толщины
(С = 17 мВ/47 мВ = 0,362) и высоты (С = 4,3 мВ/12 мВ = 0,358) на 0,1 мм, позволяющие учитывать
влияние изменения этих параметров от внешнего сечения контролируемых соединений при изме-
рении на основной частоте 60 Гц.
Дефектоскопия
№ 12
2022
66
Л.Х. Коган, А.Н. Сташков, А.П. Ничипурук
Длина l хомутов соединений при изготовлении несущественно (± 0,15 мм) может отличаться от
номинальной длины, равной 40 мм. Для определения влияния изменения длины хомутов на сигналы
ВТП при измерении на частотах 60 и 1460 Гц сплошные медные образцы № 5 и № 7 от исходных
размеров (см. табл. 1) были ошлифованы на 0,285 мм по длине до номинальной, равной 40 мм. При
этом сигналы ВТП увеличились на ∆Uизм = 3 и 8 мВ при измерении на обоих образцах соответствен-
но на частотах 60 и 1460 Гц, т.е. при изменении длины хомутов на 0,1 мм сигналы ВТП несуществен-
но изменяются на 1,05 и 2,8 мВ при измерении на этих частотах, а коэффициент С = 0,375.
Как было указано выше, хомуты токоведущих соединений имеют фаски, радиус R которых
может варьироваться в пределах от 2,0 до 3,5 мм. Образцы, которые исследовались в данной рабо-
те (см. табл. 1), имели прямоугольную форму. Для определения влияния этого фактора геометрии
контролируемых соединений на сигналы ВТП у образца № 7 размерами 23,099×50,072×40 мм
последовательно увеличивались радиусы фаски от 0 до 4 мм (см. рис. 7 и 8). При этом изменении
радиуса фасок сигналы ВТП увеличились на 19 и 52 мВ (см. рис. 7 и 8) соответственно на частотах
60 и 1460 Гц, а коэффициент пересчета на частоте 60 Гц оказался равным С = 0,365.
Выше упоминалось о том, что часть припоя может вытекать за пределы хомута, вызывая про-
паивание проводников стержня обычно на 4—7 мм (т.н. «хвосты» [15]). Для проверки влияния
длины «хвостов» на сигналы ВТП у образца № 6 один из них был сточен на 3 мм. При этом Uизм
увеличилось на 12 мВ при измерении на f = 60 Гц и на 33 мВ — на f = 1460 Гц, а коэффициент
пересчета составил С = 0,362.
Таким образом, исследования образцов на высокой (1460 Гц) частоте показали, что различные
параметры их внешних геометрических размеров (t, h, l и R) существенно, но по-разному влияют
на сигналы ВТП (Uизм). При этом коэффициенты С = 0,36—0,37 примерно одинаковые при изме-
нении всех геометрических параметров, что позволяет учитывать влияние их вариации при изме-
рении на основной частоте 60 Гц.
Образцы № 9 и № 10, представляющие собой хомут со вставками размерами (17,376×
×44,085 мм) и длиной 40 и 54 мм, являются аналогами соединения с пропаянностью боковой стен-
ки 0 % с «хвостами» и без них. При этом зазор между внутренней поверхностью хомута и внешней
поверхностью вставки у них примерно равен 0,1 мм. В реальных условиях этот зазор между про-
паянным концом токоведущего стержня и внутренней поверхностью хомута составляет примерно
0,3 мм, для того чтобы припой, толщина пластин которого составляет 0,2 или 0,5 мм, надежно
заполнял пространство этого зазора.
Для определения разности сигналов ВТП при пропаянности боковой стенки 0 и 100 % при изме-
рении на основной низкой частоте (60 Гц) были проведены измерения на образцах № 9 (длина встав-
ки 40 мм) и сплошном образце № 7 с одинаковой геометрией (23,600×50,363×40 мм) и зазором
между поверхностями хомута и вставки примерно 0,1 мм. Разность сигналов ВТП при этом состави-
ла ∆Uизм = 63 мВ. Затем толщина вставки была уменьшена таким образом, чтобы величина зазора
составляла 0,3 и 0,45 мм. Разность сигналов ВТП выросла до 106 и 129 мВ соответственно.
Изменение величины зазора на ±5 % приводило к изменению величины Uизм не более чем на ±1,5 %.
Аналогичные результаты были получены при измерении на образцах с «хвостами» № 6 и № 10
(вставка длиной 54 мм) имеющими такие же геометрические размеры (23,600×50,363×40,00 мм).
Из приведенных данных следует, что при зазоре 0,3 мм между поверхностями хомута и встав-
кой вариация геометрии соединений (t, h, l и R) в пределах допуска может приводить к погреш-
ности определения пропаянности боковой стенки более 30 % при измерении на основной рабочей
частоте 60 Гц.
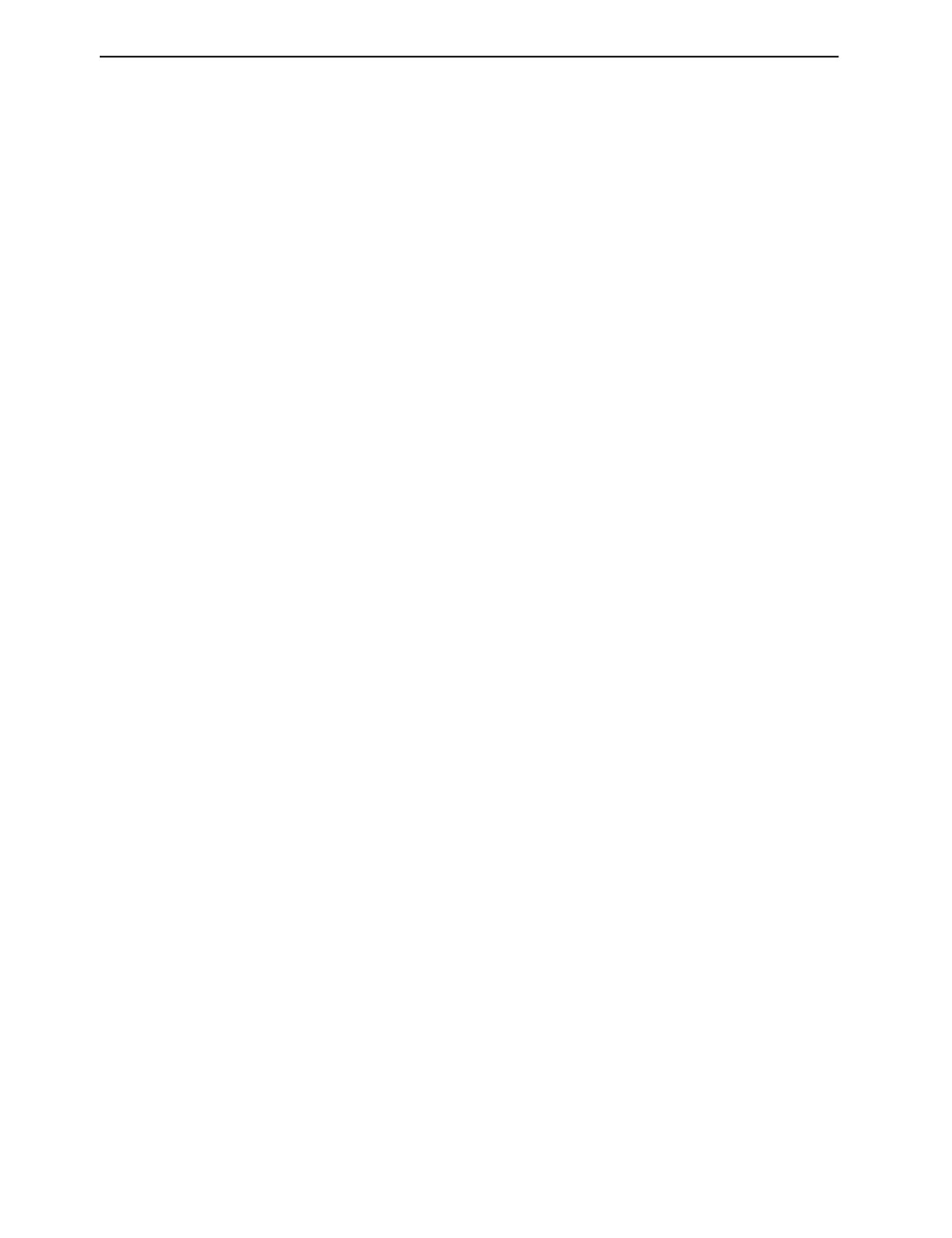
На рис. 9 приведены зависимости сигналов ВТП Uизм от поперечного сечения S сплошных
медных образцов 5 и 7, полученные при измерении на частоте 1460 Гц.
В работе [16] была разработана двухчастотная вихретоковая методика контроля качества пайки
сверхпроводящих токоведущих соединений электромагнитов. Она позволяла обеспечить незави-
симость результата контроля качества пайки от изменения сечения контролируемого соединения.
В нашем случае на результаты контроля качества пайки боковой стенки соединения влияет
большее количество параметров внешней геометрии контролируемого соединения. Тем не менее,
приведенные выше результаты исследований показали возможность учета их влияния на результа-
ты контроля благодаря тому, что они имеют примерно одинаковый коэффициент (С = 0,36 — 0,37),
с помощью которого можно учесть их влияние при измерении на основной частоте 60 Гц.
Рассмотрим, какой должна быть двухчастотная методика контроля в данном случае.
С целью предварительной настройки аппаратуры перед проведением контроля степени про-
паянности боковых стенок хомутов в токоведущих соединениях с учетом влияния их размеров
необходимо подготовить:
Дефектоскопия
№ 12
2022
Контроль качества пайки боковых стенок хомутов в токоведущих соединениях ...
67
87,95
87,90
87,85
Образец 5
87,80
87,75
Образец 7
87,70
87,65
1150
1160
1170
1180
1190
S, мм2
Рис. 9. Зависимости сигналов ВТП Uизм от площади поперечного сечения сплошных медных образцов № 5 (высота
h = 50,375 мм) и № 7 (высота h = 50,072 мм). Точка 7-1 соответствуют h = 50,363 мм, точка 7-2 — h = 50,253 мм, точка
7-3 — h = 50,134 мм, точка 7-4 — h = 50,072 мм. Измерения на частоте 1460 Гц.
два сплошных медных образца прямоугольной формы, имитирующих соединение с пропаян-
ностью боковой стенки 100 % и имеющих номинальную по ТУ высоту (50,2 мм) и длину
(40,00 мм). Один из образцов имеет минимально возможную при данной технологии пайки толщи-
ну 23,1 мм, другой — максимальную толщину 23,6 мм;
третий образец, имитирующий пропаянность стенки 0 %, состоящий из хомута и внутренней
вставки; хомут имеет такую же высоту и длину, как у сплошных образцов, и минимальную толщину
23,1 мм; зазор между внутренней поверхностью хомута и поверхностью вставки составляет 0,3 мм.
Все три вышеперечисленных настроечных образца должны быть изготовлены из той марки
меди М1 (99,7 % Cu, 0,05 О2, ρ = 0, 01724 мкОм·м), что и подлежащие контролю соединения.
Порядок измерений на настроечных образцах для определения коэффициента С, аналогично
[16], должен быть следующим:
1) на высокой частоте 1460 Гц определяется разность сигналов ВТП ∆А = А1-А2 (см. рис. 7) при
измерении на описанных выше сплошных образцах № 5 и № 7, имитирующих соединения с про-
паянностью боковой стенки 100 %, а на основной частоте 60 Гц определяется разность сигналов
ВТП ∆В = В1-В2 (см. рис. 8);
2) вычисляется коэффициент С = ∆В/∆А;
3) проводятся измерения на основной частоте 60 Гц на образцах с пропаянностью боковой
стенки 0 и 100 %, имеющих номинальную высоту и длину, с минимально возможной толщиной.
Разность сигналов ВТП соответствует изменению пропаянности боковой стенки соединения от 0
до 100 %. Эта разность сигналов ВТП соответствует всей шкале измерения степени пропаянности
в процентах. Операция настройки закончена.
Процедура контроля степени пропаянности боковой стенки контролируемого соединения не
отличается описанному в работе [16] и состоит из трех этапов:
1) проводят измерения на высокой частоте 1460 Гц и определяют разность сигналов ВТП
(в мВ) при измерении на сплошном образце, имитирующим пропаянность боковой стенки соеди-
нения 100 % с номинальной высотой, длиной и минимально возможной толщиной соединения,
получают значение А1. Аналогично получают значение Ак после измерения на контролируемом
соединении. Рассчитывают значение Х1 = А1 - Ак (см. рис. 9);
2) проводят измерения на контролируемом соединении на основной частоте 60 Гц и получают
результат Х2 (в мВ);
3) вычисляют конечный результат Х (в мВ), соответствующий пропаянности соединения с уче-
том его внешних геометрических размеров по формуле Х = Х2 + С ∙ (±Х1). После этого вычисляют
процент пропаянности соединения в процентах по заранее установленной шкале (см. пункт 3
измерений на настроечных образцах).
Стоит отметить, что при минимальном значении толщины и высоты контролируемого соеди-
нения за счет наличия фаски радиусом R = 2,0—3,5 мм величина Х1 может иметь отрицательное
значение.
Дефектоскопия
№ 12
2022
68
Л.Х. Коган, А.Н. Сташков, А.П. Ничипурук
Поскольку варьирование толщины t, высоты h, длины l и радиуса фаски R контролируемых
соединений по-разному влияют на изменение сигналов ВТП (основное влияние дает толщина t),
для калибровки используются образцы, у которых варьируется только толщина t при неизменных
остальных (h, l, R = const). Это позволяет определить коэффициент С для пересчета сигналов ВТП,
измеренных на основной рабочей частоте, и учесть влияние всех геометрических размеров контро-
лируемых соединений на определение качества их пайки.
Приведем пример использования разработанной методики:
а) сначала проводят измерения на высокой частоте (1460 Гц) на настроечном образце № 5,
имитирующем пропаянность боковой стенки 100 %. Высота образца 50,375 мм, толщина t варьи-
руется от 23,596 мм (точка 5-1 на рис. 7) до 23,093 мм (точка 5-6 на рис. 7), т.е. ∆t = 0,503 мм. При
этом разность сигналов ВТП составит ∆А = А1 - А2 = 215 мВ (см. рис. 7), а на частоте 60 Гц ана-
логичная разность составит ∆В = В1 - В2 = 79 мВ (см. рис. 8);
б) рассчитывается коэффициент С = ∆В/∆А = 79 мВ/ 215 мВ = 0,367, позволяющий учитывать
влияние сечения контролируемого соединения при измерении на основной частоте 60 Гц;
в) предположим, что у контролируемого соединения такое же сечение, как у образца 5-5
(S = 1175,12 мм2), и пропаянность 100 % (см. рис. 9). Тогда на частоте 1460 Гц сигнал ВТП будет
равен Ак = 87800 мВ (см. рис. 9). Определим разность сигналов ВТП при измерении на образце
5-6 (А1 = 87867 мВ) с минимально возможной толщиной соединения 23,093 мм и контролируемом
соединении (Ак) при измерении на f = 1460 Гц: Х1 = А1 - Ак = 87867 мВ - 87800 мВ = 67 мВ.
Умножив эту разность Х1 на коэффициент С = 0,367, получим величину С∙Х1 = 67 мВ ∙ 0,367 ≈
≈ 25 мВ, которая позволит учесть влияние сечения контролируемого соединения на результаты
контроля при измерении на основной частоте 60 Гц. У контролируемого соединения, за счет боль-
шего сечения (S = 1175,12 мм2), чем у образца 5-6 (S = 1163,31 мм2) при измерении на основной
частоте f = 60 Гц, сигнал ВТП (Х2) будет на 25 мВ меньше, чем при измерении на образце 5-6
(см. рис. 8): Х2 = 51746 мВ - 25 мВ = 51721 мВ. Без применения методики это соответствует сте-
пени пропаянности 76 % вместо 100 %. Воспользовавшись формулой Х = Х2 + С·(± Х1) (где
Х2 — сигнал вихретокового преобразователя при измерении на контролируемом соединении на
f = 60 Гц), вычисляем величину сигнала ВТП, позволяющего определить пропаянность этого
соединения с учетом его сечения: Х = 51721 мВ + 25 мВ = 51746 мВ. Эта величина соответствует
степени пропаянности 100 %, как у калибровочного образца 5-6 (см. рис. 8).
ВЫВОДЫ
Разработана двухчастотная вихретоковая методика контроля качества пайки боковых стенок
хомутов с выводными концами токоведущих «стержней» в соединениях обмоток статоров в совре-
менных конструкциях гидро- и турбогенераторов с использованием специализированного транс-
форматорного вихретокового преобразователя с прямоугольными вырезами в полюсах П-образного
сердечника. Разработанная методика позволяет выявлять дефекты пайки боковой стенки хомутов
в такого типа соединениях при вариациях их геометрических размеров, вызванных технологией
изготовления.
Работа выполнена в рамках государственного задания МИНОБРНАУКИ России (тема
«Диагностика», № г.р. 122021000030-1).
СПИСОК ЛИТЕРАТУРЫ
1. Maierhofer Christiane, Rollig Mathias, Steinfurth Henrik, Ziegler Mathias, Kreutzbruck Marc,
Scheuerlein Christian, Heck Simon. Non-destructive testing of Cu solder connections using active
thermography // NDT&E International. 2012. V. 52. P. 103—111.
2. Principe Rosario, Vallejo Louis Mora, Bailey Jasper, Berthet Richard, Favier Ludovic, Grand-
Clement Ludovic, Savary Frederic. Phased Array Ultrasonic Nondestructive Tests of Soldered Current-
Carrying Bus-Bar Splices of Superconducting Magnets // IEEE transactions on applied superconductivity.
2018. V. 28. No. 4.
// Технико-технологические проблемы сервиса. 2022. № 3 (61). С. 11—17.
4. Дорофеев А.Л. Электро-индуктивная дефектоскопия. М.: Машиностроение, 1967. 231 с.
5. Kogan L., Nichipuruk A., Savary F., Principe R., Datskov V., Rozenfel’d E., Khudjakov B. Eddy Current
Quality of Soldered Current-Carrying Bas-Bar Splices of Superconducting Magnets // Insight. 2015. V. 57.
No. 12. P. 697 (6 p.).
Дефектоскопия
№ 12
2022
Контроль качества пайки боковых стенок хомутов в токоведущих соединениях ...
69
6. Сясько В.А., Ройтгарц М. Б., Коротеев М.Ю., Соломенчук П.В. Контроль качества паяных соеди-
нений стержней статорных обмоток турбогенераторов на заводе «Электросила» // В мире неразрушаю-
щего контроля. 2010. № 2 (48). С. 1—9.
7. Федосенко Ю.К., Шкатов П.Н., Ефимов А.Г. Вихретоковый контроль. Учебное пособие / Под
общ. ред. В.В. Клюева. М.: Издательский дом «Спектр», 2011. 224 с.
8. Sidi-Ahmed K., Maouche B., Gabi Y., Alloui L., Strab B., Wolter B., Feliachi M. Numerical simulations
and experimental investigation of laser hardening depth investigation via 3MA-eddy current technique //
Journal of Magnetism and Magnetic Materials. 2022. V. 550. P. 169046.
9. Ge Jiuhao, Yusa Noritaka, Fan Mengbao. Frequency component mixing of pulsed or multi-frequency
eddy current testing for nonferromagnetic plate thickness measurement using a multi-gene genetic
10. Sasi B., Rao B.P. Dual-frequency Eddy Current Non-destructive Detection of Fatigue Cracks in
Compressor Discs of Aero Engines // Defence Science Journal. 2004. V. 54. P. 563—570.
11. Yin W., Peyton A.J. Thickness measurement of non-magnetic plates using multi frequency eddy current
sensors // NDT&E International. 2007. V. 40. P. 43—48.
12. Malikov V.N., Dmitriev S.F. Research of Conductive Materials by Multifrequency Measuring System
on the Basis of Eddy Current Transducers // IOP Conference Series: Materials Science and Engineering. 2017.
V. 189. No. 1. P. 1—5.
13. Реутов Ю.Я. Обнаружители намагниченных предметов (теория и практика индукционного
обнаружения). Екатеринбург, 2018. 336 с.
14. Коган Л.Х., Ничипурук А.П., Розенфельд Е.В., Худяков Б.А. Вихретоковый контроль качества
пайки соединений токоведущих соединений электрических машин. II. Эксперимент // Дефектоскопия.
2010. № 4. С. 72—82.
15. Коган Л.Х., Сташков А.Н., Ничипурук А.П. Повышение достоверности вихретокового контроля
качества пайки токоведущих медных соединений и расширение номенклатуры контролируемых соеди-
нений в энергетическом оборудовании // Дефектоскопия. 2018. № 11. С. 43—48.
16. Коган Л.Х., Сташков А.Н., Ничипурук А.П. Вихретоковый контроль качества пайки сверхпрово-
дящих токоведущих соединений с учетом влияния вариации их сечения на результаты контроля //
Дефектоскопия. 2019. № 9. С. 20—28.
17. Коган Л.Х., Сташков А.Н. Способ вихретокового контроля качества пайки соединений токове-
дущих шин сверхпроводящих электромагнитов / Патент N 2726910. 16.07.2020.
Дефектоскопия
№ 12
2022