УДК 620.179.16:620.179.17
ПОРТАТИВНЫЙ НАКЛАДНОЙ ПРЯМОЙ СОВМЕЩЕННЫЙ
ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ
ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЧЕРЕЗ ДИЭЛЕКТРИЧЕСКИЕ СЛОИ
ТОЛЩИНОЙ ДО 20 ММ НА ПОВЕРХНОСТИ ФЕРРОМАГНИТНЫХ
МЕТАЛЛОИЗДЕЛИЙ
© 2022 г. Г.М. Сучков1,*, Р.П. Мигущенко1,**, О.Ю. Кропачек1,***
1Национальный технический университет «Харьковский политехнический институт»,
Украина 610002 Харьков, ул. Кирпичева, 2
Поступила в редакцию 17.01.2022; после доработки 04.02.2022
Принято к публикации 28.03.2022
Разработан портативный прямой совмещенный электромагнитно-акустический преобразователь для толщиноме-
трии ферромагнитных изделий через диэлектрические прослойки толщиной до 20 мм путем совершенствования пло-
ской высокочастотной катушки индуктивности и новой электронной схемы преобразователя. Для проверки возмож-
ностей нового преобразователя разработан стенд. Показано, что новая электронная схема управления бесконтактного
сенсора позволяет качественно согласовать датчик с генератором зондирующих импульсов и усилителем принятых
ультразвуковых пакетных сигналов. В результате обеспечивается контроль более тонких изделий с большей чувстви-
тельностью. Экспериментальные исследования показали, что новый электромагнитно-акустический преобразователь
дает возможность проводить толщинометрию ферромагнитных изделий при воздушном зазоре или толщине диэлек-
трических покрытий до 20 мм.
Ключевые слова: ультразвуковая толщинометрия, электромагнитно-акустический преобразователь, генератор зонди-
рующих импульсов, предварительный усилитель, донный сигнал, зазор, ферромагнитное изделие.
DOI: 10.31857/S0130308222050025; EDN: BLPCRM
ВВЕДЕНИЕ
Мировая промышленность использует большое число изделий, изготовленных из ферромаг-
нитных материалов, в своем большинстве стальных: листы, трубы, заготовки и др. При эксплуата-
ции такие изделия подвержены абразивному утонению, особенно на гибах труб, и коррозии. Для
надежной эксплуатации стальные изделия покрывают краской, пластиком, керамикой и другими
покрытиями. Однако в полной мере защитить изделия от повреждений во время эксплуатации не-
возможно. Кроме того, например, в трубопроводах различного назначения, емкостях для хране-
ния жидкостей и в аналогичных изделиях на внутренних стенках формируются отложения, иногда
значительной толщины. Вследствие этого обнаружение коррозионных повреждений металла под
такими отложениями существенно осложняется. Практически невозможно измерять остаточную
толщину металла.
Как правило, измеряют толщину или обнаруживают поврежденные участки в таких объектах
путем применения неразрушающих методов, среди которых основным является ультразвуковой
(УЗ) [1]. Традиционные УЗ технологии контроля требуют предварительной зачистки поверхности
ввода/приема ультразвука. По данным ОАО «Харьковский котельно-механический завод» затраты
на подготовку поверхности стальных изделий примерно равны затратам на проведение УЗ контро-
ля. Аналогичные данные приводятся в статьях [2, 3].
Для решения проблем традиционного ультразвукового контроля довольно успешно выполня-
ются исследования и разработки электромагнитно-акустического (ЭМА) способа возбуждения
и приема ультразвуковых импульсов, о чем свидетельствует значительное количество информа-
ционных сообщений, опубликованных в последнее время [4―28]. Несмотря на значительные
технические и экономические преимущества ЭМА-метода контроля, он имеет существенный не-
достаток [1, 4, 5, 28] ― недостаточную эффективность ЭМА-преобразователей (ЭМАП). Даже в
случае толщинометрии для получения необходимого значения амплитуды донных импульсов по
отношению к амплитуде шума зазор между ЭМАП и металлом должен быть минимальным [1, 5,
11, 12], что не позволяет проводить УЗ контроль без удаления покрытий или отложений толщи-
ной до 20 мм (рис. 1).
В последнее время прилагаются существенные усилия для увеличения расстояния между
ЭМАП и поверхностью металла [7, 10, 13―18]. Так, в работах [13, 28] отмечено, что ЭМА-
14
Г.М. Сучков, Р.П. Мигущенко, О.Ю. Кропачек
Рис. 1. Образец из трубы диаметром 1200 мм, бывшей в эксплуатации, с локальными отложениями на внутренней
поверхности толщиной до 20 мм и более.
датчики могут работать с зазорами до 1 мм, преобразователи прибора ОКО ndt GROUP [14]
и дефектоскопа EMACON-01 [15] могут работать при зазорах до 2 мм; ЭМАП, выпускаемые
канадской фирмой Innerspec [16], могут работать с зазорами до 1 мм, в приборе NKD-019
«UltraSonic» ― при контроле листов и труб через воздушные зазоры до 4 мм [17]. В автома-
тических ЭМА-установках для зеркально-теневого контроля рельсов, внедренных в 1983―
1985 гг. на ОАО «Кузнецкий металлургический комбинат», ОАО «Нижнетагильский метал-
лургический комбинат» и АО МК «Азовсталь» [ТУ 14-2-542-83, ТУ 14-2-584-84, ТУ У 14-2-
1199-97] зазор составлял 5 мм (с использованием постоянных электромагнитов массой около
100 кг). На сайте предприятия OKTANTA-NDT [18] сообщается о разработке ручного толщи-
номера с ЭМА преобразователем, который может работать при зазорах до 6 мм. Авторы работы
[19] предложили конструкцию ЭМАП для толщиномера, который может позволить выполнять
измерения при зазорах или при диэлектрических покрытиях до 10 мм. Однако предложенный
преобразователь обладает значительным временем переходных процессов после воздействия
зондирующего импульса, что не позволяет измерять толщины ферромагнитных изделий ве-
личиной до 20 мм. Определенный успех по увеличению зазора между ЭМАП и металлом до
25 мм достигнут авторами работы [20], но это техническое решение может использоваться
только для волн Лэмба.
Прямолинейный подход к проблеме существенного увеличения расстояния между ЭМАП и ме-
таллом путем увеличения тока в высокочастотной катушке индуктивности до сотен ампер [7, 8, 10,
21] и величины индукции магнитного поляризующего поля до 1,2 Тл [4, 7, 8, 10, 19, 22] на сегодня
практически себя исчерпали.
Необходимы новые подходы к поставленной проблеме. Для этого осуществляются теорети-
ческие [5, 6, 22, 23, 28] и экспериментальные [4, 5, 7, 11, 19, 22, 24] исследования. Например,
в [27] предложена новая конструкция высокочастотной катушки индуктивности и новая схема
питания, что, по мнению автора, может увеличить эффективность возбуждения УЗ импульсов
ЭМА-способом.
Анализ данных, приведенных в известных информационных источниках, позволили сформу-
лировать цели работы:
разработать ЭМАП, который позволит выполнять толщинометрию ферромагнитных изделий
при зазорах или толщине диэлектрических покрытий и отложений до 10 … 20 мм;
существенно уменьшить длительность переходных процессов после завершения действия зон-
дирующих импульсов («звон»), что, при прочих равных условиях, позволит измерять толщину от-
носительно тонких участков ферромагнитных металлоизделий.
Дефектоскопия
№ 5
2022
Портативный накладной прямой совмещенный электромагнитно-акустический преобразователь...
15
РАЗРАБОТКА ЭМАП, МЕТОДИКА ПРОВЕДЕНИЯ ИССЛЕДОВАНИЙ И АНАЛИЗ
ПОЛУЧЕННЫХ РЕЗУЛЬТАТОВ
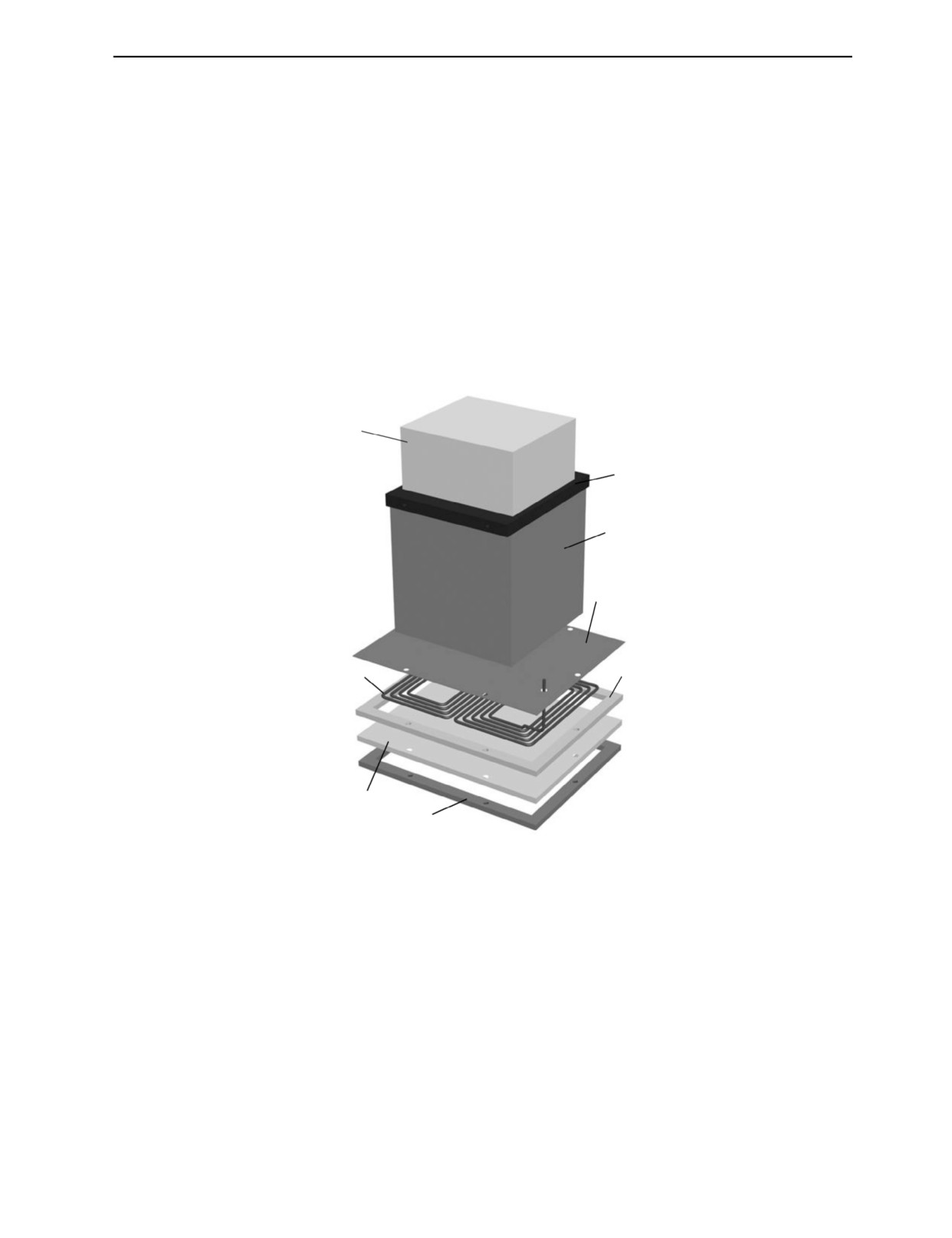
В качестве базового объекта для разработки авторы использовали ЭМА-преобразователь, опи-
санный в статье [19] (рис. 2).
Мощный постоянный магнит 1 на основе соединения NeFeB фиксируется в корпусе при помо-
щи ферромагнитной пластины ― магнитопровода 2. Магнит 1 отделяется от катушки 3 экранирую-
щей пластиной 4, выполненной, например, из латуни типа ЛС69 толщиной 0,2 мм. Она необходима
для исключения появления когерентных помеховых ультразвуковых импульсов в теле магнита 1.
Жгут 3 из нескольких изолированных проводников плоской высокочастотной катушки индуктив-
ности (ВКИ) помещается в окантовку 5 из диэлектрика. Окантовка 5 соединяется с протектором 6
из стеклотекстолита, после чего катушка 3 заливается клеем. На протекторе 6 закреплена окантов-
ка 7 из латуни. В отдельном корпусе 8 ЭМАП размещены элементы электронного управляющего
устройства проводниками ВКИ 3 (диоды, конденсаторы, резисторы на рис. 2 не показаны).
8
2
1
4
3
5
6
7
Рис. 2. Конструкция базового ЭМАП.
Размеры разработанного преобразователя: 62×65×130 мм3. Масса ЭМАП составила 1,7 кг.
Этот преобразователь имеет ряд преимуществ по сравнению с другими:
возбуждает и принимает высокочастотные сдвиговые линейно-поляризованные ультразвуко-
вые импульсы нормально поверхности ферромагнитного изделия (их скорость распространения
примерно в 2 раза меньше, чем у продольных волн), что важно при толщинометрии тонких из-
делий;
хорошо согласуется с низкоомным выходом питающего генератора импульсов высокочастот-
ного тока и высокоомным входом приемного усилителя за счет применения автоматических элек-
тронных переключателей;
обладает высокой чувствительностью в отношении донных импульсов;
отличается пониженной чувствительностью по отношению к электромагнитным помехам за
счет выполнения ВКИ в форме «крыльев бабочки».
Дефектоскопия
№ 5
2022
16
Г.М. Сучков, Р.П. Мигущенко, О.Ю. Кропачек
При своих достоинствах этот ЭМАП имеет существенные недостатки:
при значительных расстояниях между ЭМАП и поверхностью изделия добротность высокоча-
стотной катушки индуктивности возрастает, что приводит к существенному увеличению длитель-
ности «звона» в цепях преобразователя после окончания действия питающего импульса тока. В
результате невозможно измерять толщину тонких изделий по параметрам первого донного импуль-
са и невозможно принимать импульсы, отраженные от дефектов, расположенных на небольших
расстояниях от поверхности ввода УЗ импульсов;
электронная схема переключения проводников жгута ВКИ сложная и громоздкая;
из-за конструктивных особенностей проводники жгута ВКИ имеют разную длину, что приво-
дит к неполному соответствию частот возбуждаемых и принимаемых УЗ импульсов;
различная длина проводников жгута ВКИ приводит к разным величинам токов, проходящих в
каждом из проводников. Следовательно, повышается вероятность выхода из строя диодных клю-
чей и всего устройства.
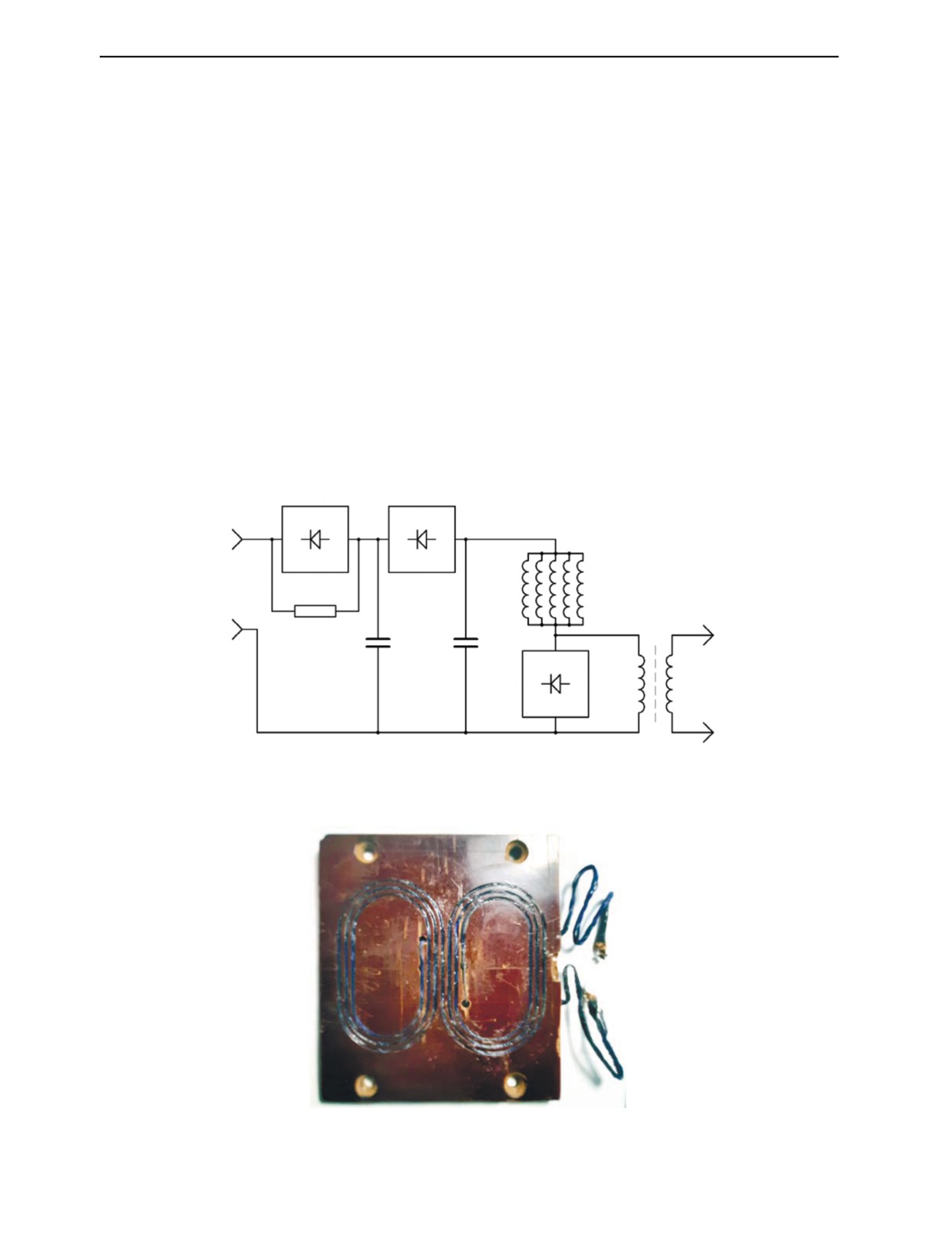
Для устранения отмеченных недостатков авторы предложили для базового ЭМАП изменить
конструкцию плоской высокочастотной катушки, схему ее подключения и новую электронную схе-
му управления, которую следует выполнить следующим образом (рис. 3): а — вход схемы для
подачи высокочастотных пакетов импульсов тока от генератора зондирующих импульсов (ГЗИ);
Д1, Д2, Д3 — диодные ключи; С1, С2 — конденсаторы; R — резистор; L — жгут параллельно вклю-
ченных изолированных проводников ВКИ одинаковой длины, 6 витков (рис. 4); Tp — высокоча-
стотный согласующий трансформатор; b — выход ЭМАП.
Д1
Д2
a
R
L
С2
С1
Тр
Д3
b
Рис. 3. Электронная схема ЭМАП.
Рис. 4. Высокочастотная катушка индуктивности ЭМАП в диэлектрической оправке.
Дефектоскопия
№ 5
2022
Портативный накладной прямой совмещенный электромагнитно-акустический преобразователь...
17
Работает новая электронная схема следующим образом. На вход а подается пакетный высоко-
вольтный высокочастотный импульс питания. Диодные ключи Д1, Д2 и Д3 открываются. Образуется
резонансный контур из L, С1 и С2, а также выходных параметров ГЗИ. В L образуется мощный
высокочастотный ток силой в сотни ампер, необходимый для возбуждения УЗ импульсов. После
выключения высоковольтного импульса питания закрываются диодные ключи Д1, Д2 и Д3. В резуль-
тате образуется контур: выход ГЗИ—R—С2, что позволяет рассеять существенную часть энергии,
накопленную в выходных каскадах ГЗИ, исключая ее влияние на принимаемые донные сигналы.
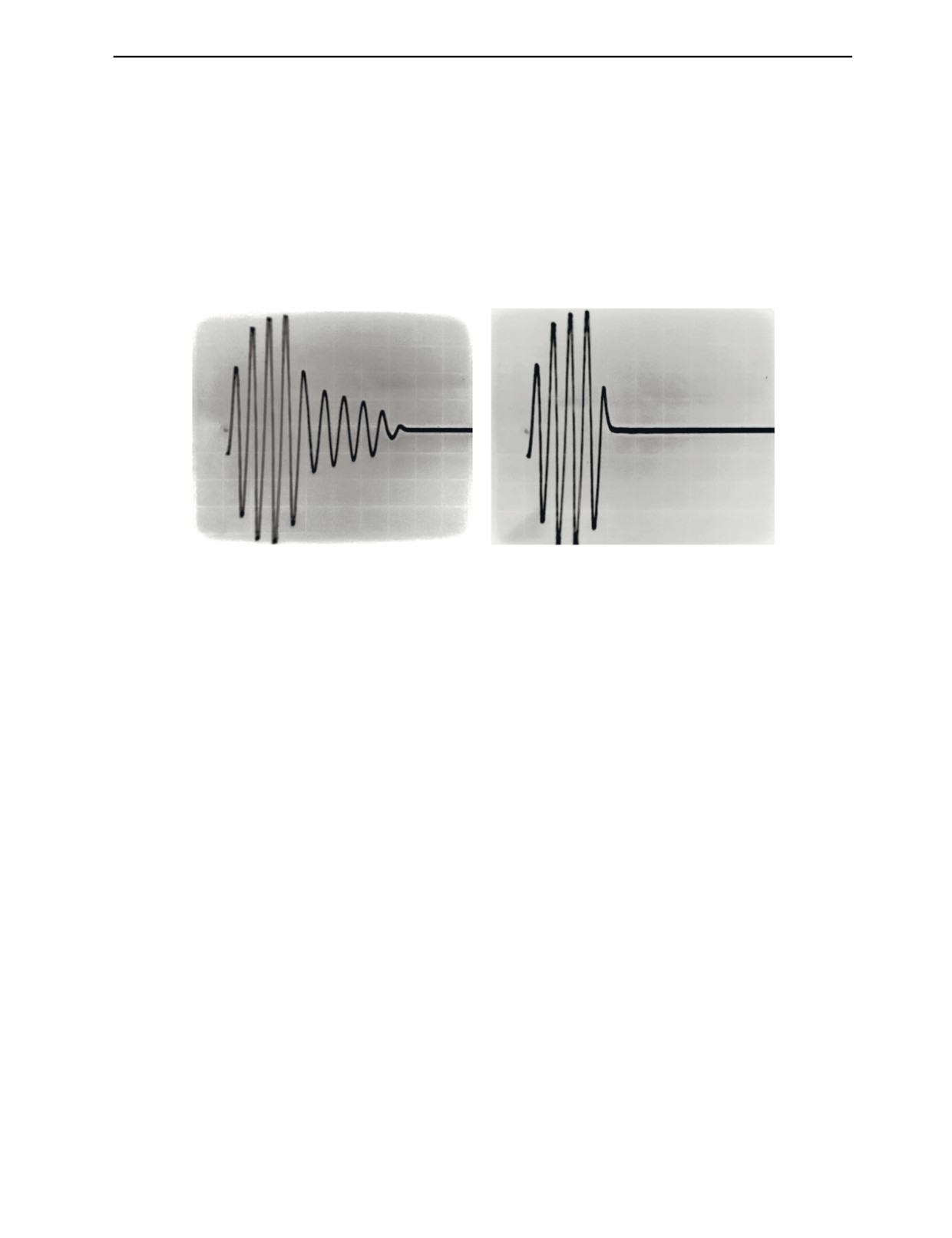
В результате уменьшается длительность «звона» после выключения импульса питания плоской
высокочастотной катушки ЭМАП (рис. 5).
а
б
Рис. 5. Амплитуды напряжения на катушке индуктивности ЭМАП:
а — использована базовая электронная схема; б — использована новая электронная схема.
Второй образованный отдельный контур, состоящий из L — С1 и входных параметров усилите-
ля, является приемным. Наведенная в L от принимаемых донных УЗ импульсов ЭДС через согла-
сующий трансформатор Тр с выхода b подается на вход усилителя. Выполнение высокочастотной
катушки индуктивности жгутом изолированных проводников одинаковой длины с малым количе-
ством витков (см. рис. 4), включенных параллельно, дает возможность дополнительно уменьшить
интенсивность наводок от электромагнитных помех. Перераспределение емкостей С1 и С2 позволя-
ет точно установить частоты сигналов как при возбуждении УЗ импульсов, так и при приеме, что
повышает чувствительность ЭМАП в отношении к амплитудам донных сигналов.
Исследование новой электронной схемы ЭМАП показали, что длительность зондирующих им-
пульсов напряжения на катушке индуктивности преобразователя, в сравнении с базовым, умень-
шилась не менее, чем на 30 %, что подтверждается данными, приведенными на рис. 5. При из-
мерениях зазор между преобразователем и образцом из стали ст. 45 толщиной 36,6 мм составлял
14,8 мм, максимальное напряжение на катушке индуктивности — более 1,2 кВ, длительность па-
кетного импульса 4 периода частоты заполнения равна 2,2±0,1 МГц. Аналогичные результаты по-
лучены для зазоров до 20 мм. Известно, что основным показателем для обеспечения проведения
толщинометрии является наличие амплитуды донных импульсов по отношению к помехам величи-
ной не менее 3/1 (без применения средств обработки принятой информации) при зазорах до 20 мм.
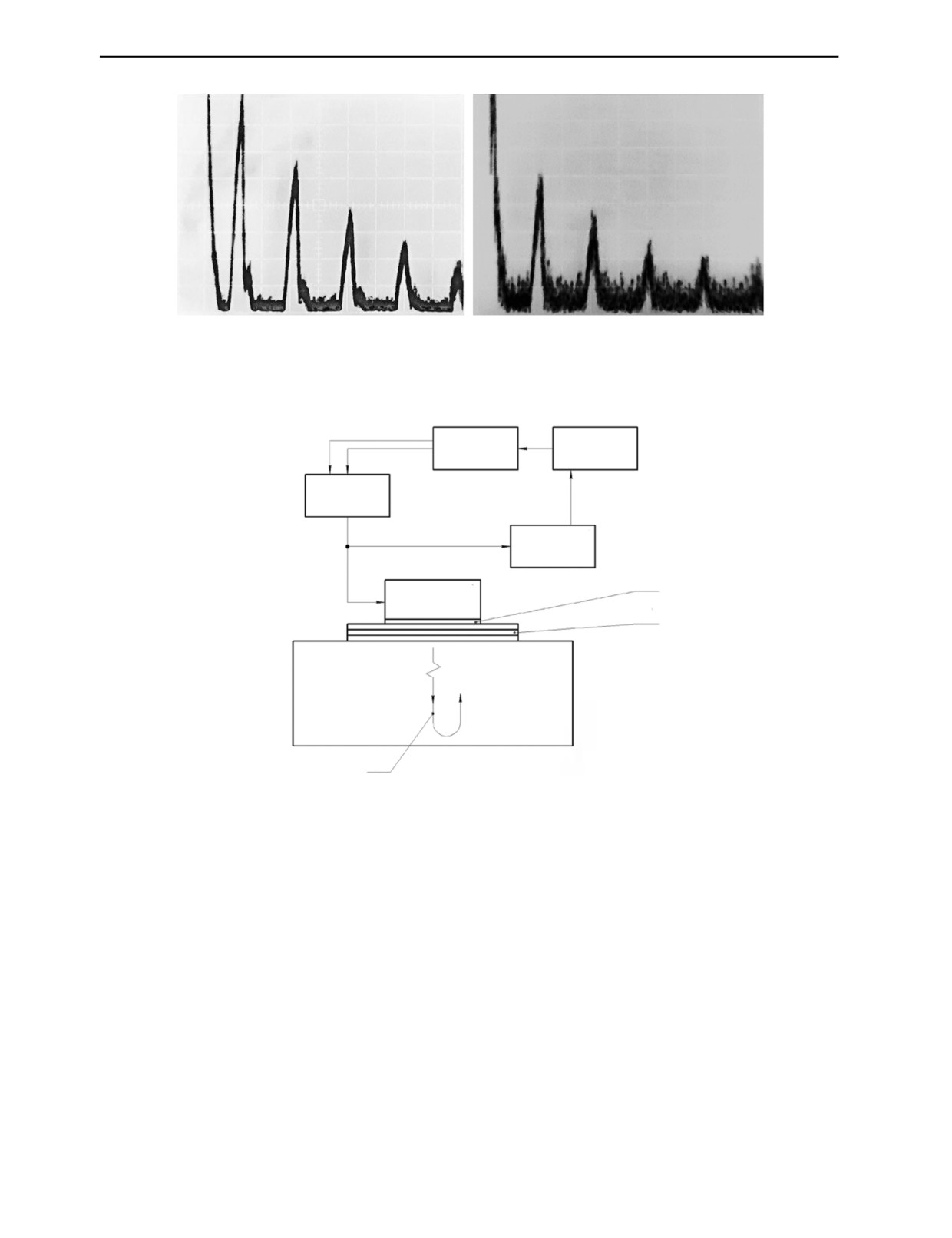
На рис. 6 приведены развертки на экране дефектоскопа для диэлектрических прокладок толщиной
14,8 мм (а) и 20,1 мм (б). Зачистка поверхности ввода/приема ультразвуковых пакетных импульсов
от окалины и ржавчины не проводилась. Анализ данных, приведенных на рис. 6, показывает, что
полученные амплитуды донных импульсов достаточны для проведения толщинометрии ферромаг-
нитных стальных изделий даже при зазоре около 20 мм.
Для выполнения исследований возможности применения разработанного ЭМАП с зазором до
20 мм (толщиной диэлектрического покрытия) был разработан лабораторный стенд, блок-схема
которого приведена на рис. 7.
Стенд содержит управляющий блок 1, соединенный с двухтактным усилителем 2 мощности
пакетного высокочастотного зондирующего импульса тока и измерителем 3, в качестве которого
Дефектоскопия
№ 5
2022
18
Г.М. Сучков, Р.П. Мигущенко, О.Ю. Кропачек
а
б
Рис. 6. Временные развертки на экране серийного дефектоскопа УД2-12 с донными импульсами, начиная с первого,
при зазоре между протектором (1 мм) ЭМАП и поверхностью металла: 14,8 мм, индукция магнитного поля 0,26 Тл
(а) и 20,1 мм, индукция магнитного поля 0,21 Тл (б).
1
3
2
5
8
4
9
6
7
Рис. 7. Стенд для исследований возможностей ЭМАП, предназначенного для проведения ультразвуковой толщиноме-
трии изделий со значительным диэлектрическим промежутком между протектором преобразователя и поверхностью
металла.
применен серийный ультразвуковой дефектоскоп УД2-12. Усилитель 2 соединен с прямым со-
вмещенным ЭМАП 4, который также соединен с полосовым усилителем 5 принятого ультразву-
кового сигнала. Усилитель 5 соединен со стандартным дефектоскопом 3, который предназначен
для измерения амплитуд принятых импульсов с помощью аттенюатора и измерения толщины
контролируемого участка изделия 6 соответственно. Изображение разработанного ЭМАП по-
казано на рис. 8.
Работает стенд следующим образом. Управляющий блок 1 формирует исходные сигналы в виде
двух меандров, сдвинутых по фазе на 180 град, которые поступают на усилитель 2 мощности па-
кетного высокочастотного зондирующего импульса тока. Они складываются, усиливаются и пода-
ются на ЭМАП 4. Одновременно управляющий блок 1 вырабатывает синхронизирующий импульс
для дефектоскопа 3. ЭМАП 4 совместно с образцом 6 возбуждают в поверхностном слое металла
сдвиговые ультразвуковые пакетные импульсы 7, которые распространяются в объем образца 6
под углом 0 град. Сдвиговые волны обладают примерно вдвое меньшей скоростью распростране-
ния, что, при прочих равных условиях, позволяет проводить толщинометрию изделий с примерно
Дефектоскопия
№ 5
2022
Портативный накладной прямой совмещенный электромагнитно-акустический преобразователь...
19
Рис. 8. Изображение разработанного портативного накладного прямого совмещенного электромагнитно-акустическо-
го преобразователя для измерений толщины ферромагнитных изделий через диэлектрические прослойки толщиной
до 20 мм.
вдвое меньшей толщиной. Отраженные от противоположной стороны образца 6 ультразвуковые
(донные) импульсы 7 принимаются ЭМАП 4 (рис. 8), усиливаются блоком 5 и визуализируются
дефектоскопом 3.
Управляющий блок 1 позволяет регулировать частоту заполнения пакета зондирующего им-
пульса в диапазоне 0,2 … 5 МГц, длительность зондирующего пакета в диапазоне 1 … 10 периодов
частоты заполнения, а также, при необходимости, вырабатывать импульсы управления на другие
устройства. Двухтактный усилитель 2 мощности пакетного высокочастотного зондирующего им-
пульса тока описан в статье [21], с практически плоской амплитудно-частотной характеристикой
в диапазоне 0,8 … 4,5 МГц. Рабочая частота ЭМАП 4 устанавливается с помощью конденсаторов
С1 и С2 (см. рис. 3). Усилитель 2 мощности пакетного высокочастотного зондирующего импульса
позволяет развивать в катушке индуктивности ЭМАП 4 пиковый ток более 600 А при пиковых на-
пряжениях до 1,4 кВ в зависимости от толщины диэлектрического промежутка и свойств материа-
ла поверхностного слоя изделия.
Амплитудно-частотная характеристика приемного усилителя по уровню 0,7 охватывает интер-
вал 0,5― 6,5 МГц.
На первом этапе выполнены исследования рабочих параметров разработанного ЭМАП, при
которых может быть обеспечена возможность толщинометрии ферромагнитных изделий. Для
этого с помощью стенда были исследованы бездефектные листовые образцы из катаной стали
09Г2С и стали ст. 45 различной толщины без зачистки их поверхности от окалины и ржавчины
по следующей методике. На образец 6 (см. рис. 7), размещали ЭМАП 4 с зазором 1,3 мм (обе-
спечивается возможность измерения индукции магнитного поля датчиком Холла) и по экрану
дефектоскопа, изменяя частоту заполнения пакетного импульса с помощью управляющего блока
1, находили максимальное значение амплитуд донных сигналов. Измеряли полученные значения
индукции магнитного поля в зазоре, напряжения на ЕМАП, пикового значения высокочастотного
тока в ВКИ преобразователя, а также амплитуду первого донного импульса. Затем между про-
тектором 8 ЭМАП 4 размещали пластины 9 из стеклотекстолита разной толщины и повторяли
измерения. Исследования выполнены при длительности зондирующих импульсов с заполнением
пакета равным 7 периодам частоты заполнения сигнала.
Данные полученных измерений параметров, определяющих технологию УЗ контроля, при раз-
личных толщинах диэлектрических прокладок 9 между протектором 8 преобразователя 4 приведе-
ны в табл. 1.
Дефектоскопия
№ 5
2022
20
Г.М. Сучков, Р.П. Мигущенко, О.Ю. Кропачек
Таблица
1
Результаты измерений определяющих параметров при исследованиях образцов из ферромагнтной стали ст. 45
толщиной 36,6 мм при различных толщинах диэлектрических прокладок
№
Диэлектрическая
Пиковый
Пиковое напряжение
Индукция
Амплитуда первого донного
прокладка
высокочастотный ток в
на ЭМАП, кВ
магнитного
импульса относительно шума,
толщиной, мм
катушке ЭМАП, А
поля, Тл
дБ
1
1,3±0,05
450±20
0,52±0,02
0,60±0,05
>42 (ограничение сигнала)
2
5,0±0,05
540±50
0,80±0,04
0,47±0,05
38±1
3
9,9±0,05
630±50
0,93±0,05
0,35±0,05
32±1
4
14,8±0,05
635±50
1,2±0,05
0,26±0,05
22±1
5
20,1±0,05
637±50
1,4±0,05
0,21±0,05
12±2
Анализ данных, приведенных в табл. 1 для разработанного ЭМА преобразователя, позволяет
сделать следующие выводы.
В диапазоне зазоров между ЭМАП и поверхностью изделия, практически до 20 мм, амплитуда
первого донного импульса по отношению к амплитуде шума достигает 12 дБ, что является доста-
точным [1] для проведения толщинометрии или дефектоскопии зеркально-теневым методом.
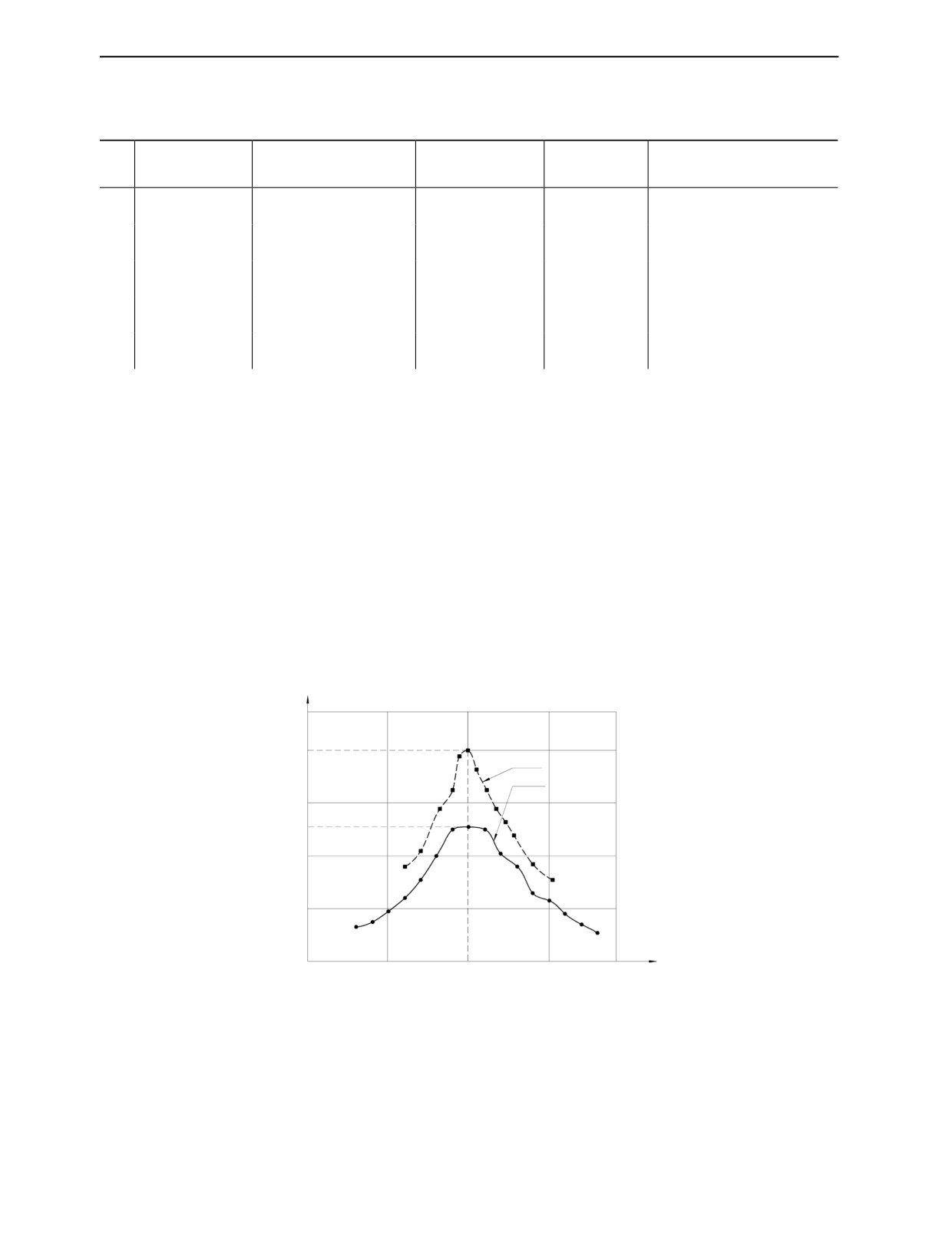
Установлено, что при увеличении зазора между ЭМАП и металлом увеличивается сила им-
пульсного высокочастотного пикового тока в плоской высокочастотной катушке индуктивно-
сти и пиковое напряжение на преобразователе до 637 А и 1,4 кВ соответственно. Этот эффект
обусловлен увеличением добротности ЭМАП, что подтверждается данными, приведенными
на рис. 9. Следует отметить, что амплитудно-частотная характеристика преобразователя при
зазоре 20,1 мм практически совпадает с амплитудно-частотными характеристиками для зазо-
ров 10 мм и более. При этом индукция постоянного поляризующего поля уменьшается более
чем в 2 раза примерно до 0,2 Тл, что, тем не менее, дает возможность проводить УЗ контроль
(см. рис. 6).
Aпр
Aпр2
10 мм
0,2 мм
Aпр1
fрез
fпр
Рис. 9. Экспериментальные приведенные амплитудно-частотные характеристики разработанного ЭМАП при зазорах 0,2
и 10 мм; fрез ― резонансная частота.
Для проверки возможностей ультразвукового контроля ферромагнитных изделий различной
толщины разработанным ЭМАП выполнены измерения толщины листовых образцов с помощью
глубиномера дефектоскопа в составе стенда (см. рис. 7) путем усреднения десятикратных измере-
ний. При исследованиях использована частота ультразвуковых сдвиговых колебания 2,2±0,1 МГц,
Дефектоскопия
№ 5
2022
Портативный накладной прямой совмещенный электромагнитно-акустический преобразователь...
21
длительность пакетных импульсов — 7 периодов частоты заполнения зондирующего сигнала. Ча-
стота следования зондирующих импульсов — 100 Гц. Зачистка поверхности от ржавчины и окали-
ны не производилась. Измеренные значения толщин образцов приведены в табл. 2.
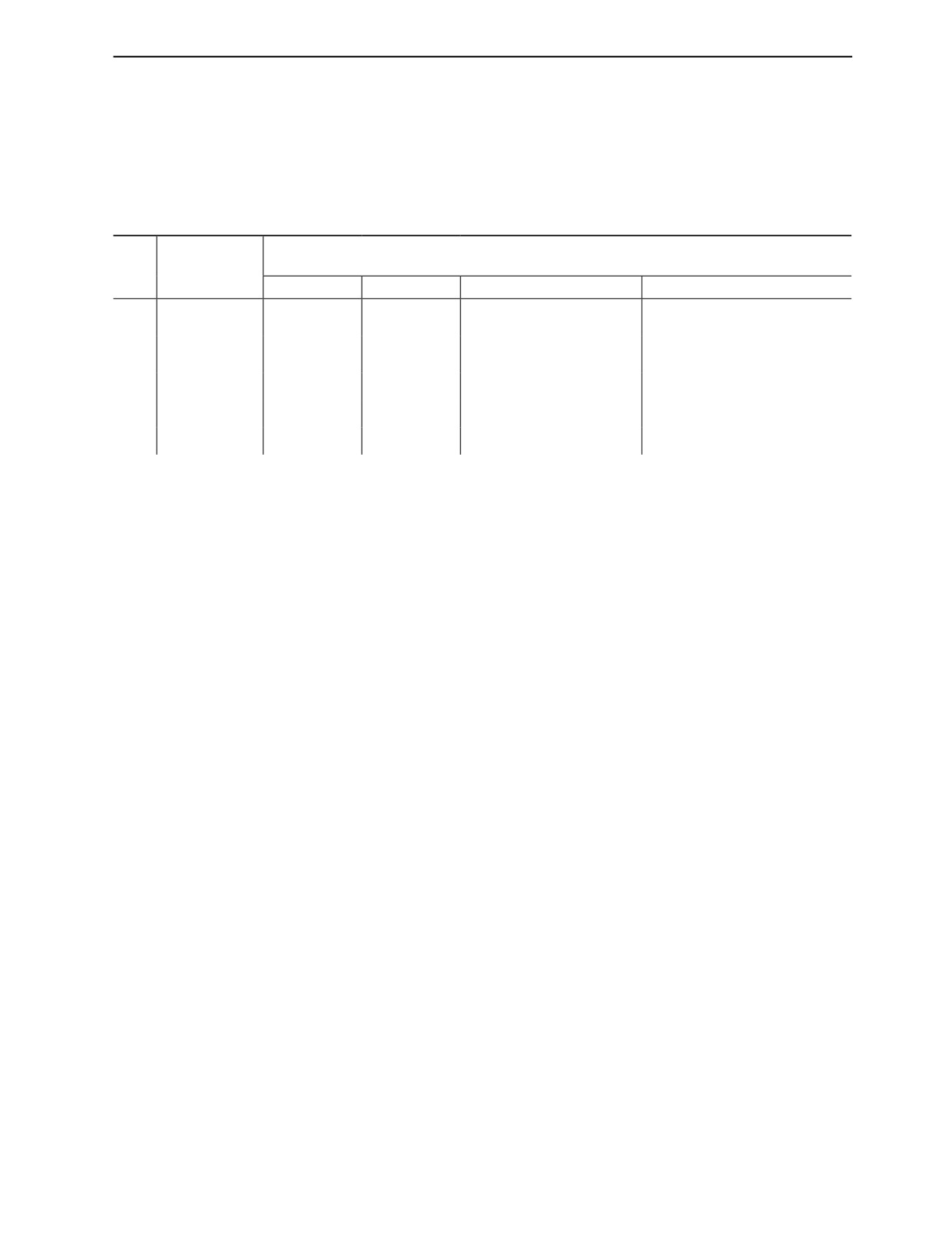
Таблица
2
Результаты измерений толщины листовых образцов из стали 09Г2С с использованием амплитуды первого дон-
ного импульса
Измеренная, с применением разработанного ЭМАП, толщина образца при диэлектрических прокладках
№
Толщина
толщиной, мм
пп
образца, мм
5,0
9,9
14,8
20,1
Первый донный импульс
Первый донный импульс
1
8,8
8,8±0,1
8,8±0,2
перекрыт «звоном»
перекрыт «звоном»
Первый донный импульс
2
12,2
12,4±0,2
12,3±0,2
12,4±0,3
перекрыт «звоном»
3
15,0
15,1±0,2
15,2±0,2
15,4±0,4
15,4±0,6
4
20,4
20,4±0,1
20,5±0,2
20,4±0,2
20,6±0,4
5
36,6
36,8±0,2
36,9±0,3
36,9±0,4
36,9±0,5
Данные табл. 2 показывают, что разработанный ЭМАП позволяет проводить контроль из-
делий толщинами 15 мм и более с зазорами или диэлектрическими промежутками (отложени-
ями) между преобразователем и поверхностью контролируемого участка металла величиной
до 20 мм.
Анализ данных, приведенных в табл. 2, показывает, что при увеличении зазора до 15 … 20 мм
между ЭМАП и металлом и толщинах образцов 12 мм и менее первый донный импульс перекры-
вается «звоном». А учитывая целесообразность контроля методом ЭМА в первую очередь корро-
зионных повреждений, очевидно, что второго и последующих донных импульсов с достаточной
амплитудой может и не быть. Следовательно, для обеспечения толщинометрии образцов толщиной
менее 12 мм необходимы дальнейшие шаги по уменьшению длительности «звона» для создания
условий УЗ толщинометрии с зазорами 15 … 20 мм и более при величине амплитуды первого дон-
ного импульса, достаточного для проведения контроля.
Измеренные и приведенные в табл. 2 данные толщин образцов практически во всех случаях
является завышенными на 1 … 3,5 %, что является приемлемым, т.к. недопустимое утонение объ-
ектов, как правило, превышает 5 % и более от толщины изделия [29]. Дополнительными иссле-
дованиями было установлено, что эти завышенные значения толщины обусловлены наличием на
поверхности возбуждения/приема ультразвуковых импульсов локальных участков окалины, скре-
пленной с поверхностью.
ВЫВОДЫ
1. Разработан новый портативный накладной прямой совмещенный электромагнитно-акусти-
ческий преобразователь для ультразвукового контроля ферромагнитных изделий, который позво-
ляет проводить тощинометрию при воздушных зазорах или диэлектрических покрытиях и осаж-
дениях толщиной до 20 мм.
2. Разработано схемотехническое решение по созданию электронной схемы электромагнитно-
акустического преобразователя при возбуждении ультразвуковых импульсов, которое обеспечи-
вает при зазорах 10 … 20 мм толщинометрию более тонких изделий по параметрам первого или
последующих донных сигналов.
СПИСОК ЛИТЕРАТУРЫ
1. Ермолов И.Н., Ланге Ю.В. Неразрушающий контроль / Справочник. В 7 т. Под общ. ред. В.В. Клю-
ева. Т. 3: Ультразвуковой контроль. М.: Изд-во Машиностроение, 2004. 864 с.
2. Судакова К.В., Казюкевич И.Л. О повышении эффективности контроля качества металлургиче-
ской продукции // В мире неразрушающего контроля. 2004. № 3. С. 8—10.
Дефектоскопия
№ 5
2022
22
Г.М. Сучков, Р.П. Мигущенко, О.Ю. Кропачек
3. Семеренко А.В. Применение ЭМАП для контроля коррозии и эрозии паронагревателей котельных
установок // Территория NDT. 2014. № 1. С. 42—43.
4. Petrov K.V., Murav’eva O.V., Myshkin Y.V. Modeling Magnetic, Electric, and Acoustic Fields of a Pass-
Through Transducer When Testing Cylindrical Objects // Russian Journal of Nondestructive Testing. 2019.
5. Плєснецов С.Ю. Розвиток методів та засобів для електромагнітно-акустичного контролю стриж-
невих, трубчастих та листових металовиробів / Автореф. дис. д.т.н. Харків, 2021. Вид. ФОП Єфимен-
ко С.А. 40 с.
6. Плеснецов С.Ю., Сучкова Г.М., Корж Д.И., Суворова М.Д. Новые теоретические исследования и
разработки в области электромагнитно — акустического преобразования (Обзор) // Техническая диа-
гностика и неразрушающий контроль. 2018. № 2. С. 24—31.
7. Сучков Г. М., Плеснецов С. Ю., Мещеряков С. Ю., Юданова Н. Н. Новые разработки электромаг-
нитно-акустических преобразователей (обзор) // Техническая диагностика и неразрушающий контроль.
2018. № 3. С. 27—34.
8. Сучков Г.М., Плеснецов С.Ю. Чувствительность контроля электромагнитно-акустическими преоб-
разователями (Обзор, ч. 1) // Техническая диагностика и неразрушающий контроль. 2018. № 4. С. 45—50.
9. Сучков Г.М., Петрищев О.Н., Плеснецов С.Ю. О чувствительности ультразвукового контроля по-
верхностными волнами, возбуждаемыми и принимаемыми электромагнитно-акустическими преобра-
зователями (Обзор, ч. 2) // Техническая диагностика и неразрушающий контроль. 2019. № 1. С. 47—52.
10. Сучков Г.М., Петрищев О.Н., Плеснецов С.Ю. Чувствительность ультразвукового контроля
ЭМА способом при выявлении естественных внутренних дефектов металлоизделий. Возможности
ЭМА толщинометрии. (Обзор, ч. 3) // Техническая диагностика и неразрушающий контроль. 2019.
№ 2. С. 51—57.
11. Willems H. Расширенные возможности для проверки коррозии газопроводов с использованием
технологии EMAT [электронный ресурс] / H. Willems, B. Jaskolla, T. Sickinger, A. A. Barbian, F. Niese /
10-я Европейская конференция по неразрушающему контролю. 2010. Москва. Режим доступа: http://
12. Сайт компании АКС [электронный ресурс]. Режим доступа: https://acsys.ru/ (Дата обращения:
19.09.2021).
13. Тарабрин В.Ф., Бобров В.Т., Одынец С.А., Бабушкин И.А., Кулешов Р.В., Соловьёв В.Н. Одно-
ниточный ЭМА дефектоскоп для контроля рельсов // Матеріали 4-ї Національної науково-технічної
конференції і виставки «Неруйнівний контроль та технічна діагностика — 2003. Київ. 19—23 травня
2003. С. 318—320.
17. Сайт компании Nordinkraft [электорнный ресурс]. Режим доступа: www.nordinkraft.de. (Дата об-
ращения: 23.08.2019).
ru/home/ (Дата обращения: 20.09.2021).
19. Мигущенко Р.П., Сучков Г.М., Радев Х.К., Петрищев О.Н., Десятниченко А.В. Электромагнит-
но-акустический преобразователь для ультразвуковой толщинометрии ферромагнитных металлоиз-
делий без удаления диэлектрического покрытия // Технічна електродинаміка. 2016. № 2. С. 78—82.
20. He Jianpeng, Dixon Steve, Hill Samuel, Xu Ke. A New Electromagnetic Acoustic Transducer Design
for Generating and Receiving S0 Lamb Waves in Ferromagnetic Steel Plate // Sensors. 2017. V. 17 (5). P. 1023.
21. Suchkov G. M., Mygushchenko R.P., Plesnetsov S. Yu. Рowerful Sources for High Frequency Electro-
magnetic Transducers for Measurement, Monitoring and Diagnostics // Russian Journal of Nondestructive
Testing. 2017. V. 53. No. 12. P. 850—855.
22. Gobov Yu.L., Mikhailov A.V., Smorodinskii Ya.G. Magnetostriction Electromagnetic-Acoustic
Excitation of Ultrasonic Waves without a Bias Field // Russian Journal оf Nondestructive Testing.
2016.
V. 52. P. 697—702.
23. Mikhailov A.V., Gobov Yu.L., Smorodinskii Ya.G., Shcherbinin S.V. An Electromagnetic-Acoustic
Transducer with Pulsed Biasing // Russian Journal of Nondestructive Testing. 2015. V. 51. P. 467—475.
24. Aleshin N. P., Gobov Yu.L., Mikhailov A.V. Automatic ultrasonic inspection of large-diameter pipes //
Russian Journal of Nondestructive Testing. 2014. V. 50. P. 133—140.
25. Gobov Y.L., Mikhailov A.V., Smorodinskii Y.G. A magnetizing system for an EMA scanner-flaw detector
// Russian Journal of Nondestructive Testing. 2014. V. 50. P. 659—666.
26. Чабанов В.Е., Жуков В.А. Расчет и проектирование электромагнитно-акустических преоб-
разователей для ультразвукового неразрушающего контроля. Приборы и техника физического экс-
Дефектоскопия
№ 5
2022
Портативный накладной прямой совмещенный электромагнитно-акустический преобразователь...
23
перимента // Научно-технические ведомости С.-Петербургского государственного политехнического
университета. Физико-математические науки. 2014. № 3. С. 57—73.
27. Tolipov K.B. Possibilities for Increasing the Efficiency of Contactless Emitters of Acoustic
28. Буденков Г.А., Недзвецкая О.В. Динамические задачи теории упругости в приложении к про-
блемам акустического контроля и диагностики. М.: Издательство физико-математической литературы,
2004. 136 с.
29. РД 24.200.13-90. Трубы стальные бесшовные. Методика входного ультразвукового контроля
сплошности. Дата введения 01.07.1991 г.
Дефектоскопия
№ 5
2022