Акустические методы
УДК 620.179.16
РАЗРАБОТКА МЕТОДОВ И УСТРОЙСТВ УЛЬТРАЗВУКОВОГО
БЕСКОНТАКТНОГО ТЕНЕВОГО КОНТРОЛЯ КРУПНОГАБАРИТНЫХ
ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
© 2023 г. В.К. Качанов1,*, И.В. Соколов1, М.А. Караваев1, Д.В. Минаев2
1Национальный исследовательский университет «МЭИ»,
Россия 111250 Москва, ул. Красноказарменная, 14
2ФГУП «ФЦДТ «Союз», Россия 140090 Moскoвскaя область, г. Дзержинский,
ул. Академика Жукова, 42
E-mail: *kachanovvk@mail.ru
Поступила в редакцию 12.08.2022; после доработки 22.10.2022
Принята к публикации 28.10.2022
Показано, что для повышения чувствительности ультразвукового (УЗ) бесконтактного теневого контроля изделий
из полимерных композиционных материалов (ПКМ) необходимо разрабатывать высокочувствительные низкочастот-
ные широкополосные бесконтактные пьезоэлектрические преобразователи (ПЭП). Рассмотрены способы обеспече-
ния одновременно высокой чувствительности и широкой полосы УЗ бесконтактных ПЭП. Предложены и разработаны
УЗ бесконтактные высокочувствительные широкополосные ПЭП, основанные на использовании технологии мозаич-
ных контактных ПЭП, выборе оптимальных согласующих слоев и использования различных вариантов возбуждения
излучающих ПЭП. Показано, что с помощью мозаичных низкочастотных широкополосных бесконтактных ПЭП воз-
можно обеспечить высокую чувствительность контроля и обеспечить точность измерения акустических характери-
стик (скорости ультразвука, плотности и пр.) при УЗ низкочастотном теневом бесконтактном контроле крупногаба-
ритных изделий из ПКМ.
Ключевые слова: ультразвуковые низкочастотные широкополосные мозаичные преобразователи, бесконтактный
контроль изделий из полимерных материалов.
DOI: 10.31857/S0130308223010013, EDN: BVDIYJ
ВВЕДЕНИЕ
Среди проблем, возникающих при ультразвуковом бесконтактном неразрушающем контроле
изделий из полимерных композиционных материалов, основной проблемой является низкая чув-
ствительность контроля, обусловленная высоким частотно-зависимым затуханием ультразвука в
полимере, а также ослаблением сигнала как в самих воздушных промежутках, так и при прохож-
дении границы раздела разнородных сред «ПЭП — воздух» и «воздух — изделие» [1]. Особенно
сильно эта проблема проявляется при контроле изделий, толщина которых превышает 4-5 см.
Поэтому для увеличения чувствительности контроля таких крупногабаритных изделий из ПКМ
снижают частоту зондирующего сигнала до f0 = 50—100 кГц, увеличивают амплитуду зондирую-
щего сигнала до нескольких сотен вольт, используют сложно-модулированные сигналы с последу-
ющей фильтрацией принятых сигналов в оптимальном для них фильтре [2—4], а также применяют
теневой метод контроля, при котором интегральное ослабление УЗ сигнала существенно меньше,
чем при УЗ эхо-импульсном методе. Однако при УЗ бесконтактном теневом контроле возникают
дополнительные проблемы, в том числе появляется проблема точного определения времени про-
хождения сигнала через изделие, по которому возможно определить скорость ультразвука в мате-
риале при известной толщине изделия. Проблема определения времени прохождения сигнала
возникает из-за того, что в воздушных промежутках происходят многочисленные переотражения
УЗ сигнала, маскирующие сквозной информационный сигнал [5]. Для решения этой проблемы
следует использовать короткие (широкополосные) зондирующие сигналы. Это означает, что раз-
рабатываемые для УЗ бесконтактного теневого контроля преобразователи должны иметь одновре-
менно как большой коэффициент электроакустического преобразования (ЭАП), так и широкую
полосу пропускания.
Разработка таких высокоэффективных и одновременно широкополосных УЗ бесконтактных пре-
образователей представляет собой достаточно сложную проблему, поэтому за рубежом ее решением
занимаются многие исследователи, предлагающие разнообразные способы создания таких ПЭП
[6—14]. В данной статье предлагается решение этой проблемы для низкочастотных (НЧ) бесконтакт-
ных преобразователей, основанное на использовании составных мозаичных датчиков [15], а также
за счет использования преобразователей с различными способами возбуждения УЗ сигнала.
4
В.К. Качанов, И.В. Соколов, М.А. Караваев, Д.В. Минаев
ТРЕБОВАНИЕ К ВЫСОКОЭФФЕКТИВНЫМ ШИРОКОПОЛОСНЫМ
БЕСКОНТАКТНЫМ ПРЕОБРАЗОВАТЕЛЯМ
При создании УЗ бесконтактных ПЭП возникают проблемы, нехарактерные для контактных
датчиков, так как при контроле через воздушный промежуток УЗ сигнал сильно ослабевает из-за
большой разницы в значениях акустических сопротивлений воздуха (Zвозд = 420 кг/м2с), пьезокера-
мики (для PZT-5 ZПЭП = 34×106 кг/м2с) и контролируемого изделия (например, для изделий из орг-
стекла Zорг = 3,1×106 кг/м2с). При таких соотношениях импедансов из излучающего преобразовате-
ля (ИП) в воздух поступает лишь 0,01 % энергии, так как коэффициент прохождения ультразвука
ТПЭП—возд через границу сред «ПЭП — воздух» составляет:
4Z Z
4Z
возд ПЭП
возд
−5
ТПЭП—возд =
≈
=
4,9×10
(1)
Z
(
Z
ПЭП
+
Z
возд
)2
ПЭП
Аналогичное ослабление УЗ сигнала происходит и в приемной части при прохождении ультра-
звука из изделия в воздух и из воздуха в приемный преобразователь (ПП).
Из (1) очевидно, что для увеличения коэффициента прохождения ультразвука ТПЭП—возд следу-
ет снижать акустическое сопротивление ZПЭП. С этой целью при изготовлении бесконтактных ПЭП
используют пьезокерамику с низким акустическим сопротивлением (например, PMN-PT керамику
[10, 11]). Другой путь — использование ПЭП с изгибными колебаниями [1]. Такие ПЭП имеют
низкое акустическое сопротивление, что обеспечивает хорошее согласование ПЭП с воздушной
средой. Однако ПЭП с изгибными колебаниями являются узкополосными и не годятся для контро-
ля изделий с помощью широкополосных сигналов.
Еще один способ повышения коэффициента прохождения ультразвука ТПЭП—возд заключается
в использовании так называемых композитных (матричных или составных) преобразователей
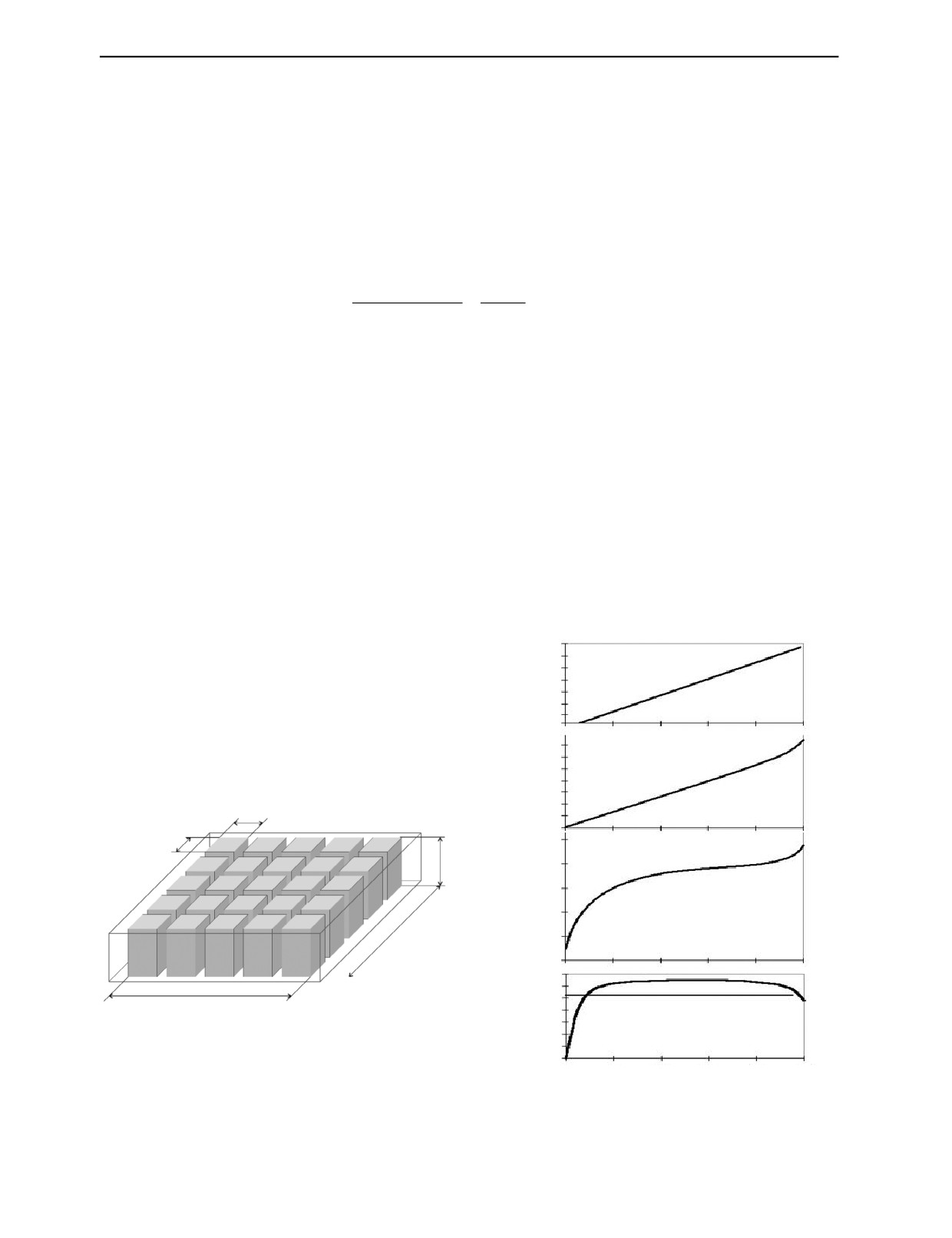
(рис. 1), изначально обладающих малым импедансом ZПЭП [16].
Композитные ПЭП состоят из
набора N одинаковых пьезоэлементов (ПЭ) с высотой h1 и сечением h2×h3, которые в совокуп-
ности формируют составной датчик с площадью Н2×Н3 (рис. 1а). Такие составные ПЭП называ-
800
б
600
e33
400
200
35
в
30
25
Z, MRay
20
15
а
10
h2
5
0
4500
h3
г
h1
4000
V, м/с
3500
3000
2500
H3
2000
70
д
60
50
40
H2
kt, %
30
20
10
0
0
20
40
60
80
100
Соотношение пьезокерамики в композите, %
Рис. 1. Композитный ПЭП: общий вид ПЭП (а); акустические характеристики ПЭП в зависимости от процентного содер-
жания пьезокерамики в композитном ПЭП (б, в, г, д).
Дефектоскопия
№ 1
2023
Разработка методов и устройств ультразвукового бесконтактного теневого контроля...
5
ют матричными потому, что пространство между ПЭ заполняется связующим полимером
(матрицей), роль которой чаще всего играет эпоксидная смола. Композитными их называют по
аналогии с конструкционными композиционными материалами, представляющими композицию
двух или более ярко выраженных составляющих. При этом каждая часть композиции сохраняет
свои индивидуальные качества и привносит их в результирующий композитный материал.
В композитных ПЭП при уменьшении процентного соотношения пьезокерамики и эпоксидной
смолы изменяются акустические характеристики: уменьшается диэлектрическая постоянная e33
(рис. 1б); уменьшается акустическое сопротивление Z (рис. 1в); уменьшается скорость акустиче-
ских колебаний (рис. 1г); увеличивается коэффициент электроакустического преобразования kt
(рис. 1д). В результате в композитных ПЭП на 30—40 % увеличивается полоса пропускания без
потери в чувствительности датчика, а акустическое сопротивление значительно лучше соответ-
ствует акустическому сопротивлению воздуха по сравнению с традиционными преобразователя-
ми, в которых используются монолитные ПЭ. Именно по этой причине в основе современных
бесконтактных датчиков используют композитные ПЭП [4].
Однако существенно увеличить коэффициент прохождения ультразвука ТПЭП—возд только за
счет снижения акустического сопротивления преобразователя ZПЭП не удается. Поэтому для
согласования высокого сопротивления пьезокерамики ZПЭП и низкого сопротивления воздуха Zв
используют согласующие слои, располагающиеся между ПЭП и воздушной средой и позволяю-
щие снизить знаменатель в формуле (1). Значение акустического сопротивления слоя Zсогл.сл
находится между значениями сопротивлений двух согласуемых сред, а коэффициент пропуска-
ния согласующего слоя TПЭП—возд зависит как от импедансов ZПЭП, Zсогл.сл, Zвозд, так и от длины
волны УЗ волны в материале слоя λсл и толщины согласующего слоя dсл. Величина TПЭП—возд
достигает своего максимума при толщине слоя в четверть длины УЗ волны (dсл = λсл/4), распро-
страняющейся в материале слоя, поэтому использование четвертьволнового слоя для увеличе-
ния чувствительности эффективно только для узкополосных бесконтактных ПЭП.
В [13, 14] увеличивают количество согласующих слоев таким образом, чтобы обеспечить плавный
переход от высокого значения импеданса пьезокерамики к низкому значению импеданса воздуха. При
этом толщина суммарного согласующего слоя соответствует четверти длины усредненной УЗ волны в
суммарном слое. В этом случае можно увеличить относительную полосу пропускания до ΔfПЭП/f0 ≈
≈ 50 %, однако реализовать такой способ удается только в ПЭП, работающих в области высоких частот.
Нами предложен вариант использования нескольких согласующих слоев в НЧ бесконтактных
ПЭП, заключающийся в том, что толщина каждого слоя выбирается не из условия неискаженного
а
S( f )
Δf
с
f
fс
б
S( f )
f
fПЭП
в
S( f )
f
fслой
S( f )
г
ΔfЭАТ
f
Рис. 2. Увеличение полосы пропускания ΔfПЭП—слой за счет выбора оптимальной толщины слоя.
Дефектоскопия
№ 1
2023
6
В.К. Качанов, И.В. Соколов, М.А. Караваев, Д.В. Минаев
прохождения сигнала через слой, а из желания расширить полосу пропускания для неискажаю-
щего преобразования УЗ широкополосного сигнала с полосой Δfс. Идея такого расширения полосы
пропускания ПЭП до величины ΔfПЭП=Δfс~1/Tс поясняется на рис. 2, где толщина согласующего
слоя dслой выбирается так, чтобы резонансная частота ПЭ fПЭП (рис. 2б) и собственная резонансная
частота слоя fслой ~1/dслой (рис. 2в) обеспечивали совместно расширение полосы датчика до значе-
ния ΔfПЭП = ΔfЭАТ~Δfс (рис. 2г).
БЕСКОНТАКТНЫЕ ИЗЛУЧАЮЩИЕ ПЭП С РАЗЛИЧНЫМИ СПОСОБАМИ
ВОЗБУЖДЕНИЯ ПЭ
Однако с помощью описанных выше приемов, используемых в современных УЗ бесконтакт-
ных ПЭП, не всегда удается решить проблемы УЗ бесконтактного НЧ контроля крупногабаритных
изделий из ПКМ. Поэтому мы использовали для расширения полосы пропускания бесконтактных
ПЭП разработанную в МЭИ технологию мозаичных преобразователей, а с целью увеличения чув-
ствительности бесконтактного контроля применяем бесконтактные излучающие преобразователи
с разными способами возбуждения УЗ сигнала. В частности, мы предлагаем использовать в каче-
стве излучающего преобразователя ПЭП с повышенной эффективностью ЭАП, основанный на
использовании поперечного возбуждения пьезоэлемента.
На рис. 3 показаны два ПЭ, у которых УЗ колебания в направлении оси Z возбуждаются раз-
личным образом. На рис. 3а возбуждающее напряжение приложено к верхней и нижней грани
ПЭ так, чтобы вектор напряженности электрического поля Е, вектор поляризации пьезокерами-
ки и вектор деформации ПЭ на основной моде колебаний были коллинеарны. При таком вариан-
те возбуждения ПЭ возникает продольная акустическая волна с резонансной частотой fр, обратно
пропорциональной «резонансному» размеру hр = hв1. Величина напряженности электрического
поля E также обратно пропорциональна размеру: E ~ 1/hв1.
а
б
Uв
Uв
Z
Z
hв1 = hp
hp
Y
Y
hв2
X
X
Рис. 3. ПЭ с продольным (а) и поперечным (б) возбуждениями резонансных колебаний.
Другой способ возбуждения колебаний ПЭ в направлении оси Z предполагает, что коллинеар-
ные вектор напряженности электрического поля и вектор поляризации пьезокерамики (рис. 3б)
ортогональны вектору деформации ПЭ (направлению излучения УЗ колебания). При таком вари-
анте возбуждения возникает поперечное колебание, при котором резонансная частота fр также
обратно пропорциональна резонансному размеру hр, а величина напряженности электрического
поля E обратно пропорциональна размеру hв2, который меньше величины hр. Таким образом, при
одинаковой амплитуде электрического напряжения напряженность электрического поля E, опреде-
Дефектоскопия
№ 1
2023
Разработка методов и устройств ультразвукового бесконтактного теневого контроля...
7
а
б
h = 12 мм
h = 12 мм
Рис. 4. Составные ПЭП одинаковой высоты h = 12 мм: с продольным (а) и с поперечным (б) возбуждениями ПЭ.
ляющая амплитуду акустического сигнала, оказывается значительно больше для ПЭ с поперечным
возбуждением УЗ сигнала.
Для сравнения эффективности продольного и поперечного возбуждений излучающего ПЭ
были изготовлены из керамики ЦТС-19 две пары составных датчиков (рис. 4). Одна пара (рис. 4а)
представляет собой четыре продольно возбуждаемых ПЭ одинакового размера 7×7×12 мм. Во вто-
рой паре (рис. 4б) используются не стержневые продольно возбуждаемые ПЭ, а установленные на
ребро пьезопластины с поперечным возбуждением сигнала.
При этом для того, чтобы поперечный размер пластины был сопоставим с размером стержне-
вого ПЭ, используются биморфные пластины (представляющие собой соединение из двух одина-
ковых ПЭ толщиной 2 мм) с одинаковой высотой 12 мм и с поперечным размером 4×7 мм. В обоих
датчиках все четыре составных элемента закреплены на общем основании, а пространство между
ними заполнено воздухом.
Эксперимент по сравнению эффективности датчиков проводился для трех комбинаций вклю-
чения датчиков с помощью схемы, в которой контактные ИП и ПП располагались на противопо-
ложных гранях ОК из оргстекла (рис. 5).
а
U, В
A, отн. ед.
4
4
ИП
ПП
2
3
0
2
-2
1
-4
0
0
50 100 150 200 250 t, мкс
50
100
150
200 f, кГц
б
U, В
A, отн. ед.
ИП
1
1
ПП
0,8
0,5
0,6
0
0,4
-0,5
0,2
0
–1
50
100
150
200 f, кГц
0
50 100 150 200 250 t, мкс
в
U, В
A, отн. ед.
ИП
10
6
ПП
5
4
0
2
-5
-10
0
0
50 100 150 200 250 t, мкс
50
100
150
200 f, кГц
Рис. 5. Импульсные и частотные характеристики для трех схем: ИП и ПП с продольным пьезоэффектом (а); ИП и ПП
с поперечным пьезоэффектом (б); ИП с поперечным пьезоэффектом, ПП с продольным пьезоэффектом (в).
Дефектоскопия
№ 1
2023
8
В.К. Качанов, И.В. Соколов, М.А. Караваев, Д.В. Минаев
Результаты измерения коэффициентов электроакустического преобразования всего электро-
акустического тракта (ЭАТ) показывают, что для схемы, в которой для излучения и для приема
использовались ПЭП с поперечным возбуждением (см. рис. 5б), коэффициент ЭАП в несколько
раз меньше, чем для схемы, в которой для излучения и для приема использовались составные ПЭП
с продольным возбуждением (см. рис. 5а). Наилучший же результат достигается в схеме, в которой
на излучении используется составной ПЭП с поперечным возбуждением, а на приеме использует-
ся составной ПЭП с продольным возбуждением (см. рис. 5в).
Рассмотренный выше способ увеличения коэффициента ЭАП при УЗ теневом иммерсионном
контроле наблюдается и при УЗ бесконтактном контроле. В случае бесконтактного контроля к ИП
на основе ПЭ с поперечным возбуждением и к ПП на основе ПЭ с продольным возбуждением
были приклеены по два согласующих слоя, резонансные частоты которых позволили расширить
полосу пропускания ЭАТ. При этом ширина полосы пропускания ПЭП определялась как шириной
полосы пропускания согласующих слоев, так и полосой пропускания собственно композитного
преобразователя, состоящего из ПЭ одинаковой высоты (см. рис. 4).
УЗ БЕСКОНТАКТНЫЕ МОЗАИЧНЫЕ ШИРОКОПОЛОСНЫЕ ПЭП
Для дальнейшего увеличения полосы пропускания НЧ бесконтактных ПЭП мы использовали
составные мозаичные преобразователи, в которых используются разновысокие пьезоэлементы.
Высокочувствительные и одновременно широкополосные мозаичные преобразователи были разра-
ботаны в МЭИ в 1970-е годы для УЗ НЧ контактного контроля изделий из ПКМ [15]. Такие ПЭП
были названы мозаичными потому, что с их помощью можно синтезировать датчики для различных
задач УЗ НК любой конфигурации подобно тому, как с помощью мозаичной смальты художник фор-
мирует желаемое мозаичное изображение. В отличие от композитного ПЭП, у которого расширение
полосы происходит за счет выбора оптимального сочетания материалов пьезокерамики и полимер-
ной матрицы, в мозаичных ПЭП расширение полосы пропускания происходит за счет набора парци-
альных АЧХ высокодобротных недемпфированных разновысоких ПЭ с частотами f1, f2, f3
Использование технологии мозаики при изготовлении бесконтактных ПЭП позволяет суще-
ственно расширить полосу пропускания датчика без снижения его чувствительности. Однако
полностью использовать все возможности мозаики для расширения полосы пропускания не уда-
ется из-за того, что бесконтактные ПЭП представляют собой сочетание собственно ПЭП и набора
согласующих слоев, полоса пропускания которых ограничена. Вместе с тем, в [10] была разрабо-
тана технология изготовления составных ПЭП, при которой на каждый ПЭ наклеивается чет-
вертьволновой согласующий слой. С использованием этой технологии нами был изготовлен УЗ
широкополосный бесконтактный мозаичный ПЭП, в котором на каждый элемент мозаики был
наклеен свой собственный четвертьволновой слой из твердого пенопласта, толщина которого рас-
считывалась для каждого ПЭ индивидуально. Относительная полоса пропускания такого бескон-
тактного мозаичного ПЭП с рабочей частотой f0~100 кГц, состоящего из шести частотных групп
(шести различных по высоте ПЭ с соответствующими толщинами согласующих слоев), достига-
ла ΔfПЭП/f0 ≈ 40 %. Однако изготовление таких многоэлементных мозаичных бесконтактных ПЭП
достаточно трудоемко, поэтому оказалось, что более целесообразно изготавливать мозаичные
ПЭП с ограниченным числом разновысоких ПЭ. При этом использовать единые (цельные) согла-
сующие слои, охватывающие рабочие поверхности всех ПЭ, благодаря чему увеличивается пло-
щадь суммарного слоя.
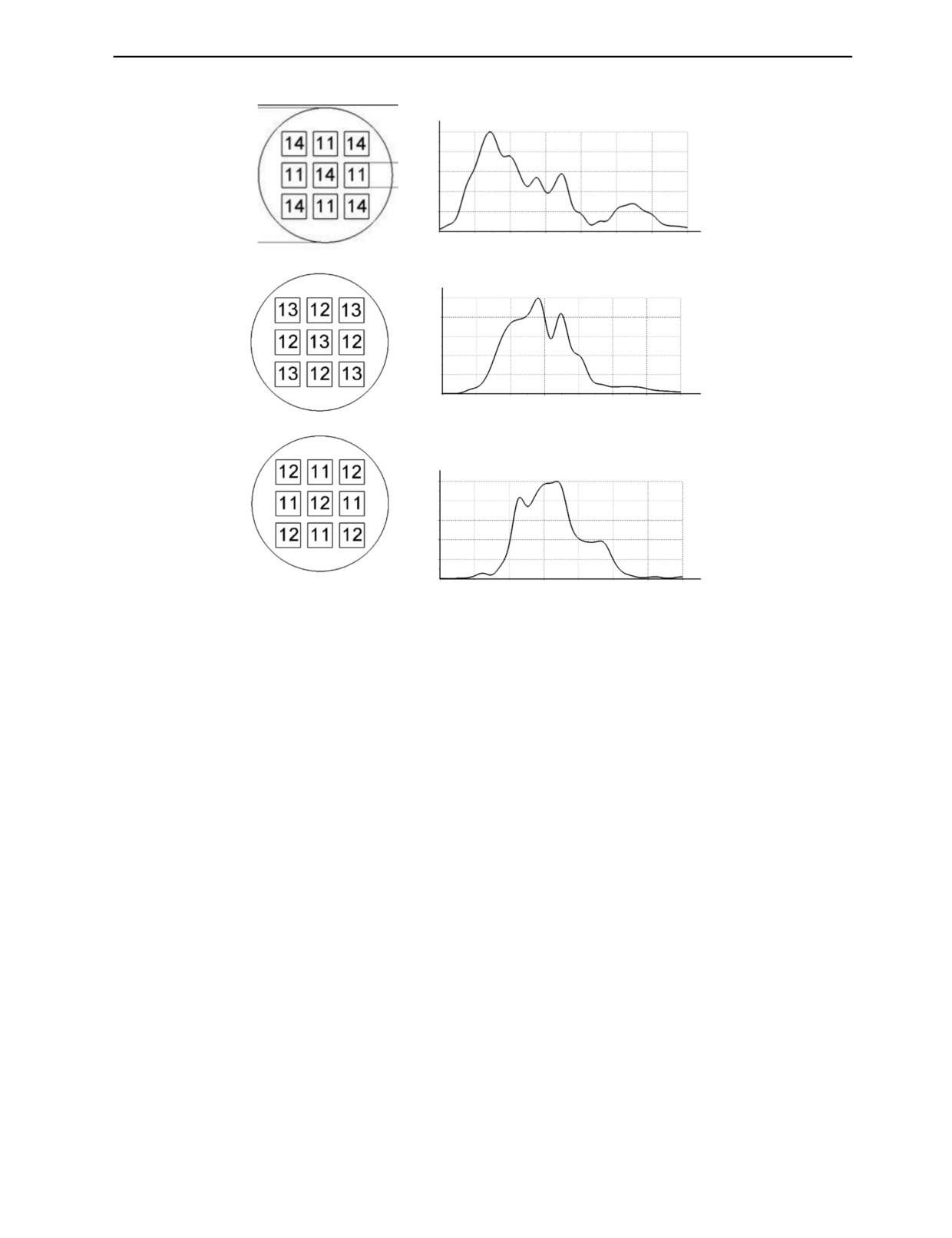
Еще одно достоинство мозаичных ПЭП заключается в возможности синтезировать среднюю
частоту fср и оптимальную полосу пропускания преобразователя, что иллюстрируется на примере
трех бесконтактных ПЭП с апертурой 30 мм, состоящих из двух частотных групп разновысоких
ПЭ (рис. 6). Все три ПЭП состоят из девяти стержневых ПЭ с квадратным сечением 6×6 мм. Для
согласования ПЭ с воздушной средой используются два слоя. Первый выполнен из эпоксидной
смолы с микросферами, а второй слой — из пенопласта ПС-1-100. Широкая полоса датчиков
обеспечивается за счет использования ПЭ двух разных высот, имеющих разные резонансные
частоты, а также за счет согласующих слоев, резонансные частоты которых отличны от резонанс-
ных частот ПЭ. На рис. 6а, в, д показаны топологии расположения девяти ПЭ, состоящих из ПЭ
высотой 14 и 11 мм (а), 13 и 12 мм (в) и 12 и 11 мм (д). Соответствующие АЧХ датчиков показа-
ны на рис. 6б, г, е. Средняя частота датчика, состоящего из ПЭ высотой 14 и 11 мм, равна
fср = 105 кГц. Полоса пропускания ∆f ≈ 25 кГц; KUU = -54 дБ. Средняя частота датчика, состоя-
щего из ПЭ высотой 13 и 12 мм, равна fср = 115 кГц; ∆f ≈ 35 кГц; KUU = -40 дБ. Средняя частота
датчика, состоящего из ПЭ высотой 11 и 12 мм, равна fср = 120 кГц; ∆f ≈ 35 кГц; KUU = -52 дБ.
Дефектоскопия
№ 1
2023
Разработка методов и устройств ультразвукового бесконтактного теневого контроля...
9
а
б
K, отн. ед.
1
0,8
0,6
0,4
0,2
0
60
80
100
120
140
160
180
200 f, кГц
в
г
K, отн. ед.
1
0,8
0,6
0,4
0,2
0
60
80
100
120
140
160
180
200 f, кГц
д
е
K, отн. ед.
1
0,8
0,6
0,4
0,2
0
60
80
100
120
140
160
180
200 f, кГц
Рис. 6. Топология (а, в, д) и АЧХ (б, г, е) бесконтактных ПЭП, состоящих из 9 ПЭ с различными высотами ПЭ:
11 и 14 мм; 12 и 13 мм; 11 и 12 мм.
Из рис. 6 видно, что с помощью технологии мозаики возможно синтезировать оптимальную АЧХ
и удается подбирать среднюю частоту (в данном примере средняя частота находится в диапазоне
от 105 до 120 кГц).
РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТОВ ПО КОНТРОЛЮ ИЗДЕЛИЙ ИЗ ПКМ
С ПОМОЩЬЮ УЗ БЕСКОНТАКТНЫХ МОЗАИЧНЫХ ПЭП
Разработанные УЗ НЧ мозаичные бесконтактные широкополосные ПЭП использовались в
экспериментах по УЗ теневому бесконтактному контролю изделий, выполненных из полимерно-
го материала со следующими характеристиками: скорость звука С ≈ 1380 м/с; плотность
ρ ≈ 1300 кг/м3; акустическое сопротивление Z ≈ 1,8·106 кг/(м2с). Такие изделия в производствен-
ных условиях контролируются с помощью непрерывного (узкополосного) гармонического сиг-
нала с частотой f0 ≈ 80 кГц, при использовании которого наличие дефекта устанавливается по
изменению амплитуды прошедшего через изделие сигнала, а возможное изменение акустиче-
ских характеристик (скорости ультразвука, плотности материала и др.) при этом не определяет-
ся. В наших экспериментах выявлялась возможность измерения акустических характеристик
полимера по скорости звука в ПКМ, которая определялась по времени прихода на приемный
преобразователь прошедшего через изделие короткого зондирующего импульса в тестовом изде-
лии с заранее известной толщиной.
С этой целью было изготовлено тестовое изделие из ПКМ размером 500×250×40 мм, в кото-
ром был заложен искусственный дефект — на поверхности ОК было сделано углубление
на 1 мм в виде прямоугольника с габаритами 50×100 мм. В процессе контроля определялась воз-
можность выявления разницы во времени прихода прошедшего через тестовое изделие УЗ сиг-
нала в дефектном местом (в котором толщина составляла 39 мм) и в бездефектном месте (где
толщина составляла 40 мм).
Дефектоскопия
№ 1
2023
10
В.К. Качанов, И.В. Соколов, М.А. Караваев, Д.В. Минаев
а
б
Рис. 7. Бесконтактные мозаичные НЧ ПЭП без корпуса с едиными согласующими слоями:
а — ИП; б — ПП.
Для того, чтобы бесконтактным теневым способом определить столь малую разницу во време-
ни прихода сигнала при такой низкой частоте, следует использовать короткие сигналы. С этой
целью были изготовлены УЗ низкочастотные бесконтактные мозаичные ПЭП с поперечным воз-
буждением и с продольным возбуждением УЗ сигнала (рис. 7) с одинаковыми частотными харак-
теристиками (f0 ≈ 80 кГц, ΔfПЭП/f0 ≈ 25 %), позволяющие осуществлять неискажающее преобразо-
вание сигнала длительностью 3 периода несущей частоты (Тс = 3Т0). Апертура обоих датчиков
составляла 30 мм. Бесконтактный ПЭП с поперечным возбуждением (рис. 7а) использовался в
экспериментах в качестве излучающего преобразователя, а ПЭП с продольным возбуждением
(рис. 7б) применялся и как приемный, и как излучающий преобразователь.
В обоих датчиках использовались две группы разновысоких ПЭ из керамики ЦТС-19. В ПЭП
с продольным возбуждением применяли 4 пьезостолбика квадратного сечения 7×7 мм — два ПЭ
высотой 17 мм и два ПЭ высотой 18 мм. Резонансная частота, соответствующая размеру 7 мм,
находится выше 150 кГц и поэтому не оказывает влияния на частотную характеристику ПЭП,
формируемую совокупностью резонансных частот, обусловленных размерами 17 и 18 мм. Для
ПЭП с поперечным возбуждением применялись биморфные пьезопластины из керамики ЦТС-19
толщиной 2×2 мм и шириной 7 мм. Высота пьезопластин, определяющая основной резонанс,
составляла 16 и 17 мм. Относительно небольшая толщина биморфного ПЭ (2×2 мм) выбрана,
исходя из желания повысить величину напряженности электрического поля: при использовании
ПЭ с бόльшей толщиной напряженность поля будет уменьшаться и поэтому будет снижаться коэф-
фициент ЭАП. Первый согласующий слой изготовлен из низковязкой эпоксидной смолы с микро-
сферами. Второй согласующий слой изготовлен из плотного пенопласта. Склеивание согласую-
щих слоев между собой осуществлялось с помощью высоковязкой эпоксидной смолы.
В [5] было показано, что использовать короткие зондирующие импульсы при УЗ теневом бес-
контактном режиме следует в том числе и для того, чтобы можно было однозначно определить
прошедший через изделие сигнал на фоне многочисленных переотражений в воздушных проме-
жутках. Однако и при столь коротком импульсе длительностью Тс = 3Т0 на ПП кроме первого
сквозного сигнала приходят многочисленные сигналы, переотраженные в промежутках между
датчиками и ОК, а также сигналы, огибающие ОК по воздуху. На рис. 8 показан А-скан, получен-
ный при УЗ бесконтактном контроле тестового изделия из ПКМ толщиной 40 мм. Протяженность
воздушных промежутков между ИП и ОК, а также между ОК и ПП, составляла 40 мм. Первым в
момент времени ≈ 240 мкс на ПП приходит сквозной сигнал, не испытывающий переотражений в
воздушных промежутках. Затем в момент времени ≈ 410 мкс приходят сигналы, переотраженные
в воздушных промежутках. Далее (≈ 1100 мкс) приходят многочисленные сигналы большой
амплитуды, огибающие ОК по воздуху. В [5] было показано, что информативным сигналом явля-
Дефектоскопия
№ 1
2023
Разработка методов и устройств ультразвукового бесконтактного теневого контроля...
11
Рис. 8. А-скан, полученный на исследуемом тестовом изделии из ПКМ толщиной 40 мм.
ется только сквозной сигнал, поэтому в последующих экспериментах для его выделения исполь-
зовалось стробирование.
В результате эксперимента по контролю тестового изделия из ПКМ при использовании корот-
кого зондирующего импульса Тс = 3Т0 с частотой 80 кГц и с амплитудой 300 В в дефектном месте
(углублении на 1 мм) происходит смещение сигнала на 2 мкс. При длительности одного периода
12,5 мкс достаточно сложно определить по А-скану такую небольшую разницу во времени при-
хода на ПП прошедшего через ЭАТ УЗ импульса. Поэтому на следующем этапе различие в толщи-
не 1 мм определялось с помощью двумерных томограмм изделия (В-сканов), которые были полу-
чены посредством сканирования ИП и ПП вдоль изделия с помощью установки автоматизирован-
ного контроля, созданной на базе стенда TRITON 1000 фирмы TechiTest (Испания).
На рис. 9а показана томограмма, полученная в результате сканирования тестового изделия при
использовании короткого импульса (Тс = 3Т0) с частотой 80 кГц и с амплитудой 300 В при исполь-
зовании в качестве излучающего преобразователя бесконтактного ПЭП с поперечным возбуждени-
ем сигнала. Если по А-скану достаточно сложно определить время прихода импульса, то на
B-скане наблюдается четкое различие во времени прихода УЗ сигналов, прошедших через безде-
фектные и дефектные места. В дефектной области толщина изделия уменьшается на 1 мм, однако
из-за того, что скорость звука в воздухе (С ≈ 300 м/с) существенно ниже скорости звука в полиме-
ре, сквозной сигнал, прошедший через дефектное место, приходит позже, несмотря на уменьшен-
ную толщину ОК. Поэтому на участках В-скана, соответствующим дефектному месту, происходит
смещение линий на более поздние временные значения по сравнению с участками, соответствую-
щими бездефектным местам.
а
б
Рис. 9. Результаты УЗ бесконтактного контроля тестового изделия коротким импульсом с амплитудой 300 В: B-скан при
использовании ИП с поперечным возбуждением сигнала (а); B-скан при использовании ИП с продольным возбуждением
сигнала (б). В обоих случаях в качестве ПП использовался ПЭП с продольным возбуждением сигнала.
Дефектоскопия
№ 1
2023
12
В.К. Качанов, И.В. Соколов, М.А. Караваев, Д.В. Минаев
Таким образом, результаты эксперимента показали, что при бесконтактном теневом контроле
ОК протяженностью ~40 мм возможно зафиксировать различие в толщине изделия в 1 мм при
использовании короткого УЗ зондирующего сигнала с относительно низкой рабочей частотой
f0 ≈ 80 кГц. Такая точность измерения толщины позволяет определять различие в скорости ультра-
звука в данном изделии из ПКМ с точностью до ΔС = 100 м/с.
На рис. 9б приведен В-скан, полученный при контроле тестового ОК при использовании в
качестве излучающего преобразователя ПЭП с продольным возбуждением сигнала, откуда видно,
что изображение изделия на томограмме недостаточно четкое (см. рис. 9б). В результате, сравни-
тельные результаты экспериментов, полученные с помощью различных излучающих преобразова-
телей (см. рис. 9а и б), показывают, что мозаичный ПЭП, состоящий из набора разновысоких ПЭ
с поперечным возбуждением сигнала, обладает бόльшей чувствительностью в режиме излучения
по сравнению с ПЭП с продольным возбуждением сигнала.
ВЫВОДЫ
Анализ проблем УЗ бесконтактного теневого контроля крупногабаритных изделий из полимер-
ных композиционных материалов показал, что для повышения одновременно чувствительности
бесконтактного контроля и точности измерений акустических характеристик изделий необходимо
использовать высокочувствительные широкополосные бесконтактные преобразователи. Показано,
что повысить чувствительность и одновременно расширить полосу пропускания УЗ бесконтакт-
ных НЧ ПЭП возможно за счет использования мозаичных преобразователей с едиными (цельны-
ми) согласующими слоями. Для повышения коэффициента электроакустического преобразования
излучающего бесконтактного преобразователя следует использовать мозаичные ПЭП с попереч-
ным возбуждением УЗ сигнала.
Приведены результаты УЗ бесконтактного теневого контроля тестового изделия из ПКМ корот-
кими зондирующими сигналами. Показано, что мозаичный ПЭП, состоящий из набора разновы-
соких ПЭ с поперечным возбуждением сигнала, обладает бόльшей чувствительностью в режиме
излучения по сравнению с мозаичным ПЭП с продольным возбуждением сигнала.
Показано, что при УЗ бесконтактном теневом контроле крупногабаритных изделий из ПКМ
возможно установить различие во времени прихода УЗ низкочастотного сигнала на участках изде-
лия, толщина которых различается на 1 мм, что позволяет обеспечить высокую точность измере-
ния толщины и иных акустических характеристик крупногабаритных изделий из полимерных
композиционных материалов.
СПИСОК ЛИТЕРАТУРЫ
1. Ермолов И.Н., Ланге Ю.В. Неразрушающий контроль / Справочник. В 7 т. Под общей ред.
В.В. Клюева. Т. 3. Ультразвуковой контроль. М.: Машиностроение, 2004. 864 с.
2. Li H., Zhou Z. Air-Coupled Ultrasonic Signal Processing Method for Detection of Lamination Defects
s10921-017-0425-5
3. Tang J., Zhu W., Qiu X., Song A., Xiang Y., Xuan F. Non-contact phase coded excitation of ultrasonic
Lamb wave for blind hole inspection // Ultrasonics. 2021. V. 119.
4. Hutchins D., Watson R., Davis L., Akanji L., Billson D., Burrascano P., Laureti S., Ricci M. Ultrasonic
Propagation in Highly Attenuating Insulation Materials // Sensors. 2020. V. 20.
5. Kachanov V.K., Sokolov I.V., Karavaev M.A., Kontsov R.V. Selecting Optimum Parameters of Ultrasonic
Noncontact Shadow Method for Testing Products Made of Polymer Composite Materials // Russian Journal
of Nondestructive Testing. 2020. V. 56. No. 10. P. 831—842. [Качанов В.К., Соколов И.В., Караваев М.А.,
Концов Р.В. Выбор оптимальных параметров ультразвукового теневого бесконтактного способа контро-
ля изделий из полимерных композитных материалов // Дефектоскопия. 2020. № 10. С. 60—70.]
6. Wang X., Wu H., Zhang X., Zhang D., Gong X., Zhang D. Investigation of a multi-element focused air-
coupled transducer // AIP Advances 8. 2018. V. 8. Is. 9.
7. Asokkumar A., Jasiuniene E., Raišutis R., Kažys R. Comparison of ultrasonic non-contact air-coupled
techniques for characterization of impact-type defects in pultruded GFRP composites // Materials. 2021. V. 14.
Is. 5.
8. Patankar V.H., Chaurasia R., Nair P. Design and Development of Instrumentation for Air-Coupled
Ultrasonics / Proceedings of the National Seminar & Exhibitionon Non-Destructive Evaluation // NDE. 2009.
P. 185—189.
9. Alvarez-Arenas T., Shrout T., Zhang S., Lee H. J. Air-coupled transducers based on 1-3 connectivity
single crystal piezocomposites / 2012 International Ultrasonics Symposium. USA, 2012. P. 2230—2233.
Дефектоскопия
№ 1
2023
Разработка методов и устройств ультразвукового бесконтактного теневого контроля...
13
10. Kažys R., Šliteris R., Šeštokė J., Vladišauskas A. Air-coupled ultrasonic transducers based on an
application of the PMN32%PT single crystals // Ferroelectrics. 2015. V. 480. Is. 1. P. 85—91.
11. Kazys R.J., Sliteris R., Sestoke J. Application of PMN-32PT piezoelectric crystals for novel air-coupled
ultrasonic transducers // Physics Procedia. 2015. V. 70. P. 896—900.
13. Bhardwaj A.M. Application of Non-Contact Ultrasound for In-Line Inspection and Material
Qualification / Manufacturing 4 the Future conference, 2014, Hartford, CT.
14. Bhardwaj A., Patel K., Bhardwaj M., Fetfatsidis K. Application of advanced non-contact ultrasound
uploads/CAMX_SAMPE-Paper-The-Ultran-Group-Submitted.pdf
15. Качанов В.К., Соколов И.В., Конов М.М., Синицын А.А. Сравнение свойств композитных и моза-
ичных пьезопреобразователей для УЗ контроля изделий с большим уровнем затухания УЗ сигналов //
Дефектоскопия. 2011. № 8. С. 39—53.
16. Splitt G. Pesocomposite Transdusers — a Milestone for Ultrasonic Testing / 7-th European conference
on NDT. Copengagen, 1998. V. 3. P. 2965—2970.
Дефектоскопия
№ 1
2023