Электромагнитные методы
УДК 620.179.14
МАГНИТНЫЕ СВОЙСТВА ЦИКЛИЧЕСКИ ДЕФОРМИРОВАННОЙ
РАСТЯЖЕНИЕМ СТАЛИ 09Г2С, ИЗГОТОВЛЕННОЙ С ПОМОЩЬЮ
СЕЛЕКТИВНОГО ЛАЗЕРНОГО СПЛАВЛЕНИЯ
© 2023 г. А.Н. Сташков1,*, А.П. Ничипурук1, Е.А. Щапова1, Н.В. Гордеев1, И.В. Вшивцев1,
Н.В. Казанцева1
1Институт физики металлов имени М.Н. Михеева УрО РАН,
Россия 620108 Екатеринбург, ул. С. Ковалевской, 18
*E-mail: stashkov@imp.uran.ru
Поступила в редакцию 21.10.2022; после доработки 09.12.2022
Принята к публикации 11.12.2022
Проведены испытания на малоцикловую усталость в упругопластической области деформаций образцов из стали
09Г2С, изготовленных на лазерном 3D-принтере методом селективного лазерного сплавления (СЛС-сталь). Измерены
предельные петли гистерезиса и полевые зависимости обратимой магнитной проницаемости. Установлено, что нор-
мализация при 980 °С (1 ч) снижает предел прочности СЛС-стали 09Г2С в 2 раза (σВ = 502 МПа) и увеличивает
относительное удлинение почти в 6 раз (δ = 34,6 %), приближая эту сталь к литой стали 09Г2С. Магнитные свойства
(Нс, Br, µmax) литой и СЛС-нормализованной стали до и после циклических испытаний схожи. Основные изменения
этих свойств как литой, так и СЛС-стали наблюдаются на начальном этапе малоцикловых испытаний, дальнейшее
увеличение количества циклов (вплоть до разрушения испытуемых образцов) не приводит к их существенному изме-
нению. Характер изменения магнитоупругого поля Hσ, определенного из экспериментальных полевых зависимостей
обратимой магнитной проницаемости, во время малоцикловых испытаний для литой и СЛС-сталей кардинально раз-
личается: для литой стали 09Г2С магнитоупругое поле Hσ практически не меняется с увеличением числа циклов,
тогда как для стали 09Г2С, изготовленной с помощью селективного лазерного сплавления, на первых циклах испыта-
ний наблюдается резкое возрастание величины Hσ на 30 %, что скорее всего связано с возрастанием остаточных
механических напряжений.
Ключевые слова: сталь, селективное лазерное сплавление, термическая обработка, растяжение, малоцикловая уста-
лость, магнитные свойства.
DOI: 10.31857/S0130308223010050, EDN: BVMBTK
ВВЕДЕНИЕ
Стальные детали и конструкции, будь то подъемные механизмы, мосты, трубопроводы, детали
подвески и трансмиссии, испытывают во время работы знакопеременные нагрузки, иногда превы-
шающие предел упругости. Известно, что циклические нагрузки в упругопластической зоне де-
формаций (испытания на малоцикловую усталость) приводят к деградации механических свойств
стали и разрушению конструкции после количества циклов N. Вовремя заметить такую деграда-
цию металла и предотвратить разрушение — важная задача диагностики, в том числе с привлече-
нием физических неразрушающих методов [1].
Аддитивные технологии получили широкое распространение в аэрокосмической отрасли,
медицине, автомобильной промышленности [2—5]. Стальные детали, изготовленные с помощью
аддитивных технологий, в частности селективного лазерного сплавления (СЛС), зачастую имеют
свойства, отличающиеся от свойств деталей из аналогичной марки стали, но изготовленных с
помощью «традиционных» технологий (литьем, ковкой, прокаткой) [6]. В деталях, изготовлен-
ных с помощью лазерных 3D-принтеров, возникают остаточные механические напряжения в ре-
зультате локального нагрева материала в зоне лазерного нагрева и неравномерного охлаждения.
Формирование остаточных напряжений в результате теплового воздействия связано с неполной
релаксацией термонапряжений. При охлаждении зоны релаксации до исходного состояния в ней
должны возникнуть остаточные растягивающие напряжения, а в окружающем зону релаксации
материале — компенсирующие их остаточные сжимающие напряжения. В работе [7] приводятся
результаты нейтронографических исследований остаточных напряжений в разных направлениях
образцов стали 17-4 PH.
В работах [8—10] был установлен монотонный характер деформации сталей, изготовленных
с помощью аддитивных технологий (СЛС-стали), при статических испытаниях. Однако зачастую
инженерные конструкции испытывают циклические нагрузки в процессе работы. Данные об уста-
лостных свойствах СЛС-сталей очень ограничены. В работе [11] авторы выявили гораздо лучшие
усталостные свойства стали 316L в исходном состоянии по сравнению с аналогами, изготовленны-
Магнитные свойства циклически деформированной растяжением стали 09Г2С...
45
ми традиционным способом, что, как считается, было вызвано сильным сопротивлением ячеистых
структур зарождению трещин. В работе [12] приводятся результаты исследований циклической
долговечности СЛС-образцов из стали SS316L с ячеистой структурой.
В работе [13] были исследованы квазистатические свойства при растяжении нержавеющей
стали 308L, поведение при циклической деформации, усталостная долговечность и механизмы
усталостного разрушения. По сравнению с горячекатаными аналогами образцы, изготовленные
с помощью аддитивной технологии WAAM (с помощью проволочной дуги), показали несколько
большую усталостную долговечность при относительно высоких амплитудах деформации, но
меньшую усталостную долговечность при малых амплитудах деформации, что связано с их худ-
шим зарождением трещин, но лучшим сопротивлением их распространению.
В работе [14] представлены результаты измерения анизотропии акустической скорости, мо-
дуля Юнга, модуля сдвига, коэффициента Пуассона СЛС-образцов из стали 09Г2С. Установлено,
что анизотропия акустических свойств в образцах после релаксационного отжига (350 °С в те-
чение 1 и 3 ч) составила 0,26 %, изменение скорости продольной волны в зависимости от стадии
термообработки существенно и составляет 1,46 %, для скоростей поперечных волн это различие
менее существенно и составляет 0,46 %.
На сегодняшний день отсутствуют работы, в которых приводятся данные о поведении магнит-
ных свойств и остаточных механических напряжений СЛС-образцов из стали 09Г2С, подвергну-
тых малоцикловым испытаниям.
Вследствие чувствительности магнитных свойств к фазовым и структурным изменениям нами
в работах [14—16] была предложена методика оценки остаточных механических сжимающих на-
пряжений в пластически деформированных растяжением конструкционных и инструментальной
углеродистых сталях. Методика заключается в экспериментальном определении из полевых за-
висимостей обратимой магнитной проницаемости магнитоупругого поля Hσ и расчете остаточных
сжимающих макронапряжений. Однако методика не была опробована на образцах, подвергнутых
циклическим деформационным воздействиям.
Целью данной работы является установление закономерностей изменения магнитных свойств,
в том числе магнитоупругого поля, чувствительного к действию механических напряжений, на
разных этапах малоцикловых испытаний при одноосном растяжении образцов из стали 09Г2С,
изготовленных методом селективного лазерного сплавления и литьем до и после термообработок.
ОБРАЗЦЫ И МЕТОДИКА ИЗМЕРЕНИЙ
В качестве образцов сравнения были взяты литые образцы из конструкционной низколегиро-
ванной стали 09Г2С (0,1 %С; 1,5 %Mn; <1 %Si). Образцы из СЛС-стали были изготовлены из
исходного порошка стали 09Г2С российского производства с помощью лазерного 3D-принтера
EOSINT 280M. В камеру принтера предварительно закачивался азот. Размеры фракции исходного
порошка составляли от 10 до 45 мкм. Мощность лазера 3D-принтера составляла 200 Вт, диаметр
пятна лазера — 50 мкм. Платформу для построения образцов подогревали до 100 °С для лучшей
адгезии расплавленного порошка. Образцы отжигали вместе с подложкой при температуре 350 °С
в течение 1 и 3 ч для уменьшения внутренних механических напряжений. После отжига образцы
отрезали от подложки на электроэрозионном станке. Также часть образцов подвергли нормализа-
ции при 980 °С (время выдержки 30 мин), охлаждение на воздухе. Размер образцов для цикличе-
ских испытаний и магнитных исследований составлял 2×3×120 мм3. На концах образцов были
сделаны галтели для шпилечных захватов. Измерения петель магнитного гистерезиса проводили в
пермеаметре с помощью измерительного комплекса REMAGRAPH C-500 производства фирмы
Magnet Physik Dr. Steingroever GmbH (Германия).
Малоцикловые испытания проводили на разработанной гидравлической установке, представ-
ленной на рис. 1. К образцам прикладывалась растягивающая нагрузка, превышающая предел
упругости, по достижении которой происходила разгрузка. Тип нагружения — «мягкое» (согласно
ГОСТ 25.502—79). Частота циклирования по схеме «нагрузка—разгрузка» составляла ~0,05 Гц.
Количество циклов и значение растягивающей нагрузки задавалось оператором, после чего работа
установки проходила в автоматическом режиме. Погрешность задания нагрузки составила не
более 1 %. После каждого этапа циклических испытаний определялось удлинение образцов.
Образцы для проведения циклических испытаний с галтелями на концах для шпилечных захватов
вырезались на электроэрозионном станке из исходных заготовок.
Полевые зависимости обратимой магнитной проницаемости были измерены на лабораторной
установке, структурная схема которой представлена на рис. 2.
Дефектоскопия
№ 1
2023
46
А.Н. Сташков, А.П. Ничипурук, Е.А. Щапова и др.
2
3
4
1
5
Рис. 1. Внешний вид установки для испытаний на малоцикловую усталость:
1 — испытуемый образец; 2 — демпфер; 3 — гидроцилиндр; 4 — электронный динамометр; 5 — блок управления.
Соленоид
Возбуждающая
Образец
катушка
Измерительная катушка
АЦП
Синхр. детектор
Источник ~ тока
ПК
Рис. 2. Структурная схема установки для измерения полевых зависимостей обратимой магнитной проницаемости.
Перемагничивание образцов по предельной петле гистерезиса проводили в соленоиде при
частоте изменения поля 5∙10-3 Гц. Максимальная напряженность магнитного поля в соленоиде
была ±350 А/см. В обмотку возбуждающей катушки подавался переменный ток небольшой ампли-
туды (амплитуда магнитного поля много меньше поля коэрцитивной силы образцов) с частотой
30 Гц. Полезный сигнал, пропорциональный обратимой магнитной проницаемости, был измерен
катушкой (число витков 900) и детектирован на частоте подмагничивающего поля.
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
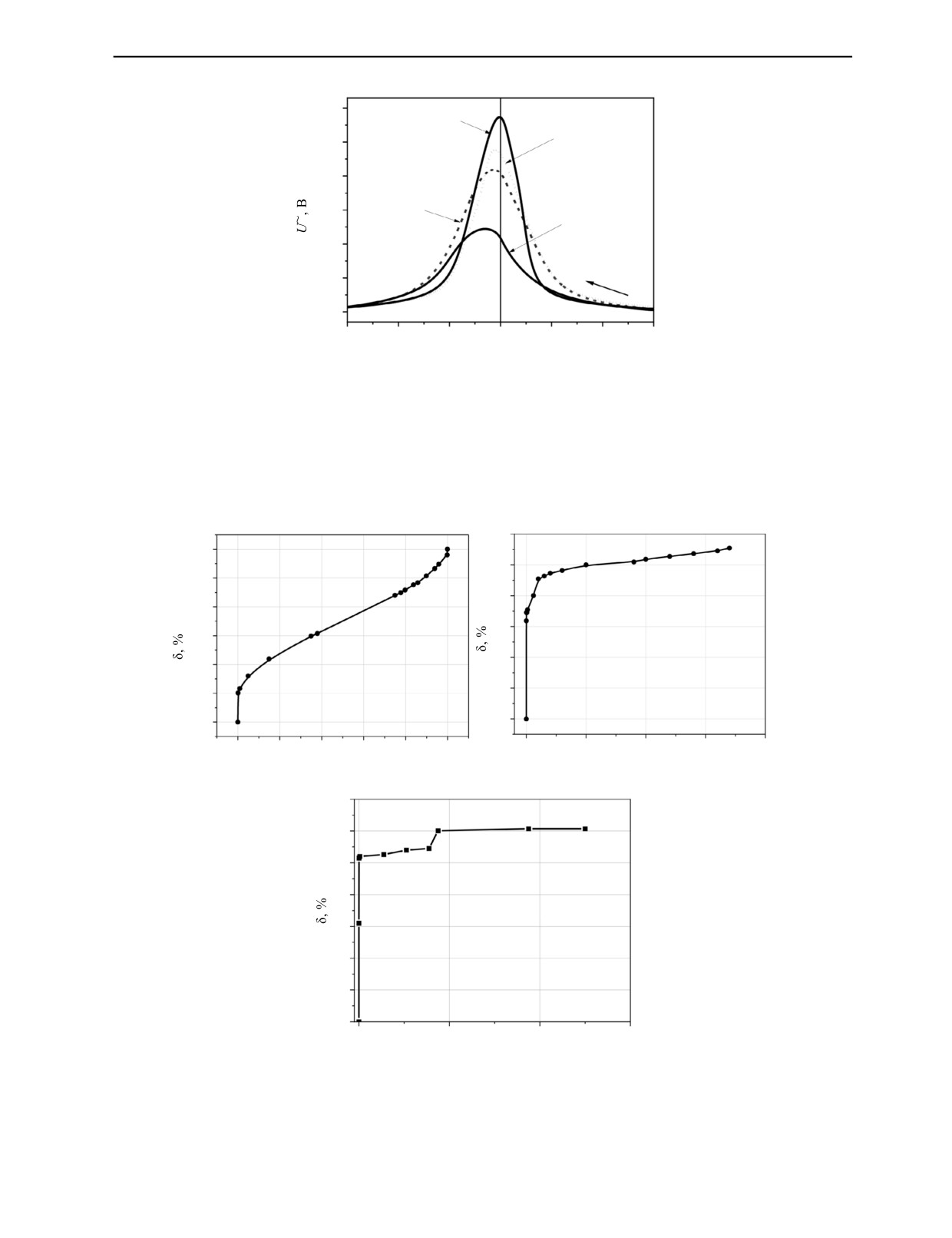
На рис. 3 представлены измеренные полевые зависимости обратимой магнитной проницаемо-
сти образцов литой и СЛС-сталей 09Г2С до и после термической обработки. Все кривые имеют
единственный максимум в области отрицательных полей. Наибольшее поле максимума имеет
образец из СЛС-стали 09Г2С после гомогенизирующего отжига 350 °С, 3 ч. Коэрцитивная сила
такого образца также максимальная среди всех образцов. Дополнительная нормализация при
980 °С (время выдержки 30 мин) привела к тому, что полевые зависимости для СЛС и литого
образцов стали схожи.
На рис. 4 представлены графики зависимости относительного удлинения (δ) образцов литой
и СЛС-сталей 09Г2С от количества циклов (N) при испытаниях на малоцикловую усталость. Для
каждого образца рассчитывалась нагрузка, исходя из предварительно определенных в рамках
Дефектоскопия
№ 1
2023
Магнитные свойства циклически деформированной растяжением стали 09Г2С...
47
7
Литая сталь
Литая сталь
после отжига
после нормализации
6
5
СЛС-сталь
после
нормализации
СЛС-сталь
4
после отжига
3
2
1
-90
-60
-30
0
30
60
90
H, А/см
Рис. 3. Полевые зависимости обратимой магнитной проницаемости образцов литой и СЛС-сталей 09Г2С до цикличе-
ских испытаний. Стрелкой показано направление перемагничивания.
а
б
6
30
5
25
4
20
3
15
2
10
5
1
0
0
0
500
1000
1500
2000
2500
0
5000
10 000
15 000
20 000
N
N
в
7
6
5
4
3
2
1
0
0
4000
8000
12 000
N
Рис. 4. Графики зависимостей относительного удлинения (δ) образцов литой и СЛС-сталей 09Г2С от количества циклов
(N) при испытаниях на малоцикловую усталость: литой образец после отжига (а); литой образец после нормализа-
ции (б); напечатанный (СЛС) образец после нормализации (в).
Дефектоскопия
№ 1
2023
48
А.Н. Сташков, А.П. Ничипурук, Е.А. Щапова и др.
статических механических испытаний пределов упругости σ0,2 и прочности σв. Превышение
предела упругости составило от 20 до 70 %. Для отожженного СЛС-образца даже незначитель-
ное превышение предела упругости привело к его разрушению, поэтому испытания на малоци-
кловую усталость не проводились. Наибольшее превышение предела упругости (на 70 %) было
для литого отожженного образца, наименьшее — для СЛС-нормализованного образца (на 22 %).
Несмотря на это, литой отожженный образец выдержал до разрушения 2500 циклов. Из рис. 4
видно, что он был самым пластичным среди всех исследованных образцов, его относительное
удлинение у которого в ходе испытаний достигло 30 %, при этом удлинение было монотонным
и равномерным. Два других образца (литой нормализованный и СЛС-нормализованный) значи-
тельно удлинились на первых циклах испытаний, дальнейший рост относительного удлинения
был от 3,5 до 5,5 % для литого нормализованного и от 5,1 до 6,4 % для СЛС-нормализованного
образцов. Небольшая ступенька в районе 3000 циклов для СЛС образца (рис. 4в) связана с уве-
личением прикладываемых напряжений с (1,1∙σ0,2) до (1,2∙σ0,2). Нормализация литого образца
привела к его упрочнению по сравнению с отожженным образцом. Более подробные структур-
ные исследования приведены в работе [6].
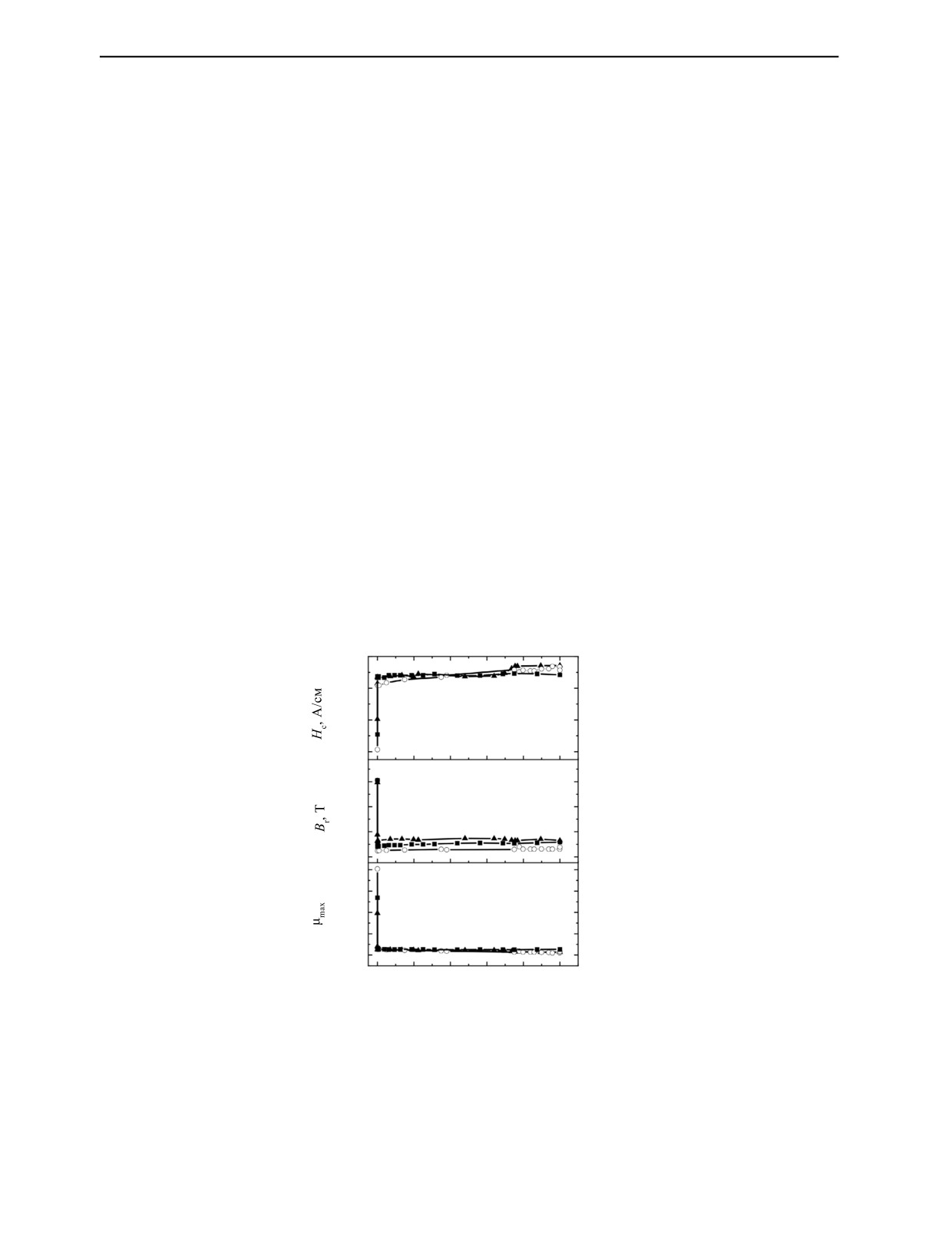
На рис. 5 представлены результаты измерения коэрцитивной силы Hc, остаточной магнитной
индукции Br и максимальной магнитной проницаемости µmax образцов из литой и СЛС-стали
09Г2С на разных стадиях циклических испытаний (при разном относительном количестве
циклов N/N*, где N* — максимальное количество циклов до разрыва). Из рис. 5а и 5в видно, что
начальные значения магнитных свойств образцов различаются. Наименьшая коэрцитивная сила
(см. рис. 5а) наблюдается у исходного литого отожженного образца, наибольшая — у СЛС-
нормализованного. Обратная тенденция имеется для максимальной магнитной проницаемости:
наибольшее значение — у литого отожженного образца, наименьшее — у СЛС-нормализованного.
После нескольких циклов нагружения—разгрузки коэрцитивная сила и максимальная обратимая
проницаемость становятся близки, кривые Hc (N/N*) и µmax(N/N*) идут рядом параллельно оси
абсцисс. Значения остаточной магнитной индукции Br (рис. 5б) циклически деформированных
образцов различаются (минимальные значения — у литого отожженного образца), однако чув-
ствительности к количеству циклов нет, т.е. кривые Br (N/N*) после нескольких циклов деформа-
ции идут параллельно оси абсцисс.
8
6
а
4
2
0,85
0,68
б
0,51
0,34
1500
1200
900
в
600
300
0,0
0,2
0,4
0,6
0,8
1,0
N/N*
Рис. 5. Графики зависимостей коэрцитивной силы Hc (а), остаточной магнитной индукции Br (б) и максимальной
магнитной проницаемости µmax (в) литой и СЛС-стали 09Г2С от относительного количества циклов при испытаниях на
малоцикловую усталость: (○) — литая отожженная сталь; (■) — литая нормализованная сталь; (▲) — СЛС-
нормализованная сталь.
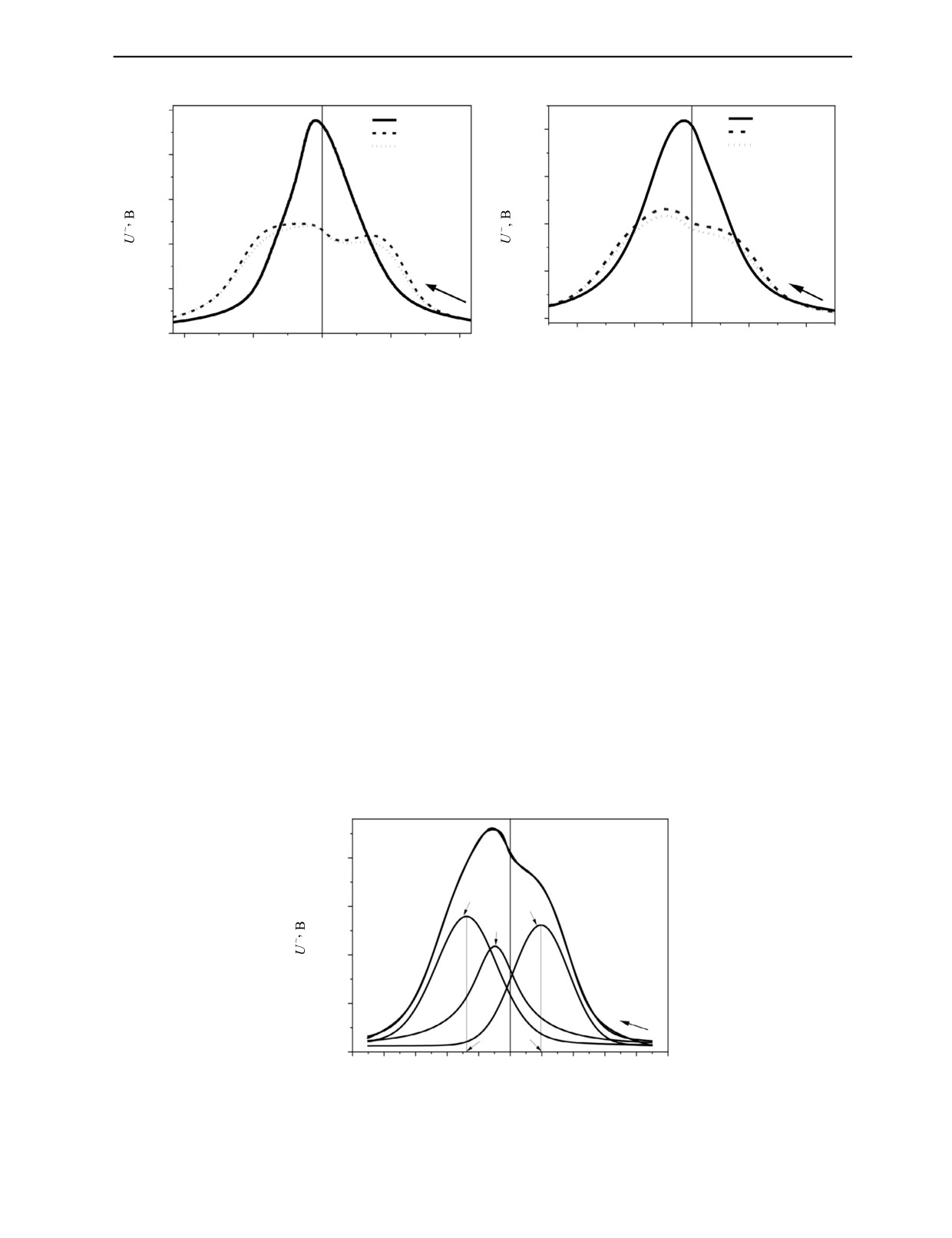
На рис. 6 представлены полевые зависимости сигнала измерительной катушки U~(H) нормали-
зованных образцов из литой и СЛС-стали 09Г2С, измеренные до и после малоцикловых испыта-
Дефектоскопия
№ 1
2023
Магнитные свойства циклически деформированной растяжением стали 09Г2С...
49
а
б
6
N = 0
N = 0
N = 10
5
N = 7
N = 16 000
N = 11 495
5
4
4
3
3
2
2
1
1
-60
-30
0
30
60
-60
-30
0
30
60
H, А/см
H, А/см
Рис. 6. Полевые зависимости сигнала измерительной катушки U~(H) литой (а) и СЛС (б) стали 09Г2С, измеренные до и
после малоцикловых испытаний.
ний. Из рис. 6 видно, что на кривых U~(H) для образцов в исходном состоянии кривые имеют
единственный максимум. Уже после первого цикла нагружения кривые видоизменяются, на них
появляется максимум (или перегиб) в области положительных полей, а левый максимум смещает-
ся влево. Чем больше количество циклов, тем дальше максимумы друг от друга. Это связано с
постепенным удлинением образца и накоплением уровня остаточных механических напряжений в
стали с увеличением количества циклов.
Исходные экспериментальные зависимости U~(H), представленные на рис. 6, были обработа-
ны с помощью функций псевдо-Фойгта [18]. Каждая зависимость U~(H) была описана тремя кри-
выми с единственными максимумами в различных полях, определены поля левого H1 и правого H2
максимумов и рассчитаны магнитоупругие поля Hσ. Для примера на рис. 7 представлен результат
аппроксимации экспериментальной кривой U~(H) для СЛС-нормализованной стали после 10000
циклов нагружения—разгрузки. Из рис. 7 видно, что результатом аппроксимации является полу-
чение трех кривых с единственными максимумами в разных полях. Максимум средней кривой
находится в области коэрцитивной силы. Появление максимума в области положительных полей,
как было описано в [16, 17], связано с наведенной напряжениями магнитной анизотропии типа
3,0
3
1
2,5
2
2,0
1,5
H1
H2
1,0
-100 -80 -60
-40 -20
0
20
40
60
80
100
H, А/см
Рис. 7. Результат аппроксимации экспериментальной кривой U~(H) функциями псевдо-Фойгта для СЛС-нормализованной
стали после 10000 циклов нагружения—разгрузки.
Дефектоскопия
№ 1
2023
50
А.Н. Сташков, А.П. Ничипурук, Е.А. Щапова и др.
«легкая плоскость» в пластически деформированных образцах во время циклических испытаний.
Именно благодаря наличию магнитной текстуры типа «легкая плоскость» появляется возможность
разделения вклада в процессы перемагничивания 90- и 180-градусных доменных границ. Вклад
90° доменных границ, наиболее чувствительных к механическим напряжениям, характеризуют
кривые 1 и 3 на рис. 7 [16], максимумы которых находятся в полях H1 и H2. Среднее арифметиче-
ское этих полей — магнитоупругое поле Hσ.
Графики зависимостей магнитоупругого поля Hσ для нормализованных образцов из литой и
СЛС-стали 09Г2С от относительного количества циклов N/N* представлены на рис. 8. Из рис. 8
видно, что кривые для Hσ (N/N*) для литой и СЛС-сталей значительно различаются. Рост магнито-
упругого поля для СЛС-стали наблюдается на всех участках изменения количества циклов, но
основное изменение происходило на первых циклах испытаний. Величина магнитоупругого поля
Hσ возрастает на 30 % от начала испытаний до разрыва СЛС-образца. Для литого нормализован-
ного образца незначительные изменения магнитоупругого поля Hσ (см. рис. 8) наблюдались только
на начальном участке кривой Hσ (N/N*).
СЛС-сталь
28
26
24
Литая нормализированная сталь
22
20
0,0
0,2
0,4
0,6
0,8
1,0
N/N*
Рис. 8. Графики зависимостей магнитоупругого поля Hσ литой и СЛС-стали 09Г2С от относительного количества циклов
N/N* при испытаниях на малоцикловую усталость.
В случае малоцикловых испытаний при превышении предела упругости материала пара-
метр Hσ (см. рис. 8) пропорционален накопленным остаточным механическим напряжениям
[16]. Хотя в СЛС и литой сталях 09Г2С уровень механических напряжений резко возрастает
на начальном этапе испытаний (за несколько циклов), последующие нагружения и разгрузки
на протяжении тысяч и десятков тысяч циклов, по всей вероятности, не приводят к заметному
изменению напряженно-деформированного состояния для литой стали 09Г2С. В силу моно-
тонного роста величины Hσ для СЛС-стали 09Г2С предполагаем, что в материале накаплива-
ются внутренние механические напряжения по мере увеличения количества циклов вплоть до
разрушения образцов. Неразрушающий контроль уровня остаточных механических напряже-
ний, как и в случае холодной пластической деформации растяжением, при статических испы-
таниях [16, 17] возможен по параметру Hσ.
ВЫВОДЫ
1. Установлено, что СЛС-сталь 09Г2С после изготовления на лазерном 3D-принтере имеет
большую прочность (σв = 1057 МПа) и низкую пластичность (δ = 6 %), что нехарактерно для
стали 09Г2С, изготовленной литьем и прокаткой. Испытания на малоцикловую усталость СЛС-
стали (при превышении предела текучести) невозможны из-за близких значений пределов упру-
гости и прочности.
Дефектоскопия
№ 1
2023
Магнитные свойства циклически деформированной растяжением стали 09Г2С...
51
2. Нормализация при 980 °С (1 ч) снижает предел прочности СЛС-стали 09Г2С в 2 раза
(σв = 502 МПа) и увеличивает относительное удлинение почти в 6 раз (δ = 34,6 %), приближая эту
сталь по механическим свойствам к литой стали 09Г2С.
3. Основные изменения магнитных свойств (Нс, Br, µmax) как литой, так и СЛС-сталей наблюда-
ются на начальном этапе малоцикловых испытаний, дальнейшее увеличение количества циклов
(вплоть до разрушения испытуемых образцов) не приводит к существенному изменению магнит-
ных свойств. Характерно, что, несмотря на разницу магнитных свойств недеформированных ста-
лей, в конце малоцикловых испытаний значения магнитных свойств литой и СЛС-сталей 09Г2С
становятся практически равны.
4. Характер изменения магнитоупругого поля Hσ, определенного из экспериментальных
полевых зависимостей обратимой магнитной проницаемости, во время малоцикловых испыта-
ний для литой и СЛС-сталей кардинально различается: для литой стали 09Г2С магнитоупругое
поле Hσ практически не меняется с увеличением числа циклов вплоть до разрушения образца,
тогда как для стали 09Г2С, изготовленной с помощью селективного лазерного сплавления, на
первых циклах испытаний наблюдается резкое возрастание величины Hσ на 30 %, что скорее
всего связано с возрастанием остаточных механических напряжений. Дальнейший рост Hσ не
столь существенен (около 8 %).
Работа выполнена при поддержке гранта РФФИ 20-58-00015 Бел_а в рамках государственного
задания МИНОБРНАУКИ России (тема «Диагностика», № г.р. 122021000030-1).
СПИСОК ЛИТЕРАТУРЫ
1. Клюев В.В., Соснин Ф.Р., Ковалев А.В. Неразрушающий контроль и диагностика. Справочник /
Под ред. В.В. Клюева. М., 2005.
2. Yusuf S.M., Cutler S., Gao N. Review: The Impact of Metal Additive Manufacturing on the Aerospace
Industry // Metals. 2019. V. 9. P. 1286.
3. Gisario A., Kazarian M., Martina F., Mehrpouya M. Metal Additive Manufacturing in the Commercial
Aviation Industry: A Review // Journal of Manufacturing Systems. 2019. V. 53. P. 124—149.
4. Bhavar V., Kattire P., Patil V., Khot S., Gujar K., Singh R. A Review on Powder Bed Fusion Technology
of Metal Additive Manufacturing / Additive Manufacturing Handbook. CRC Press, 2017.
5. Blakey-Milner B., Gradl P., Snedden G., Brooks M., Pitot J., Lopez E., Leary M., Berto F.,
du Plessis A. Metal Additive Manufacturing in Aerospace: A Review // Materials & Design. 2021. V. 209.
P. 110008.
6. Ничипурук А.П., Сташков А.Н., Щапова Е.А., Казанцева Н.В., Макарова М.В. Структура и маг-
нитные свойства стали 09Г2С, полученной методом селективного лазерного сплавления // Физика
твердого тела. 2021. Т. 63. Вып. 11. С. 1719—1724.
7. Masoomi M., Shamsaei N., Winholtz R.A., Milner J.L., Gnäupel-Herold T., Elwany A., Mahmoudi M.,
Thompson S.M. Residual stress measurements via neutron diffraction of additive manufactured stainless steel
17-4 PH // Data in Brief. 2017. V. 13. P. 408—414.
8. Ronneberg T., Davies C.M., Hooper P.A. Revealing relationships between porosity, microstructure and
mechanical properties of laser powder bed fusion 316L stainless steel through heat treatment // Materials and
Design. 2020. V. 189. P. 108481.
9. Park J.M., Choe J., Kim J.G., Bae J.W., Moon J., Yang S., Kim K.T., Yu J.H., Kim H.S. Superior tensile
properties of 1%C-CoCrFeMnNi high-entropy alloy additively manufactured by selective laser melting //
Materials Research Letters. 2020. V. 8. P. 1—7.
10. Zhu Z.G., An X.H., Lu W.J., Li Z.M., Ng F.L., Liao X.Z., Ramamurty U., Nai S.M.L., Wei J. Selective
laser melting enabling the hierarchically heterogeneous microstructure and excellent mechanical properties in
an interstitial solute strengthened high entropy alloy // Materials Research Letters. 2019. V. 7. No. 11.
P. 453—459.
11. Elangeswaran Chola, Cutolo Antonio, Muralidharan Gokula Krishna, Vanmeensel Kim, Van
Hooreweder Brecht. Microstructural analysis and fatigue crack initiation modelling of additively manufactured
316L after different heat treatments // Materials and Design. 2020. V. 194. P. 108962.
12. Cui Luqing, Jiang Fuqing, Deng Dunyong, Xin Tongzheng, Sun Xiaoyu, Taherzadeh Mousavian Reza,
Lin Peng Ru, Yang Zhiqing, Moverare Johan. Cyclic response of additive manufactured 316L stainless steel:
The role of cell structures // Scripta Materialia. 2021. V. 205. P. 114190.
13. Li Yajing, Yuan Yutong, Wang Dexin, Fu Sichao, Song Danrong, Vedani Maurizio, Chen Xu. Low cycle
fatigue behavior of wire arc additive manufactured and solution annealed 308 L stainless steel // Additive
Manufacturing. 2022. V. 52. P. 102688.
14. Murav′eva Olga, Murav′ev Vitaly, Volkova Ludmila, Kazantseva Nataliya, Nichipuruk Alexander,
Stashkov Alexey. Acoustic properties of low-carbon 2% Mn-doped steel manufactured by laser powder bed
fusion technology // Additive Manufacturing. 2022. V. 51. P. 102635.
Дефектоскопия
№ 1
2023
52
А.Н. Сташков, А.П. Ничипурук, Е.А. Щапова и др.
15. Огнева М.С., Ничипурук А.П., Сташков А.Н. Локальное определение поля наведенной магнит-
ной анизотропии и уровня остаточных механических напряжений в деформированных растяжением
объектах из малоуглеродистых сталей // Дефектоскопия. 2016. № 11. С. 3—9.
16. Stashkov A.N., Schapova E.A., Nichipuruk A.P., Korolev A.V. Magnetic incremental permeability as
indicator of compression stress in low-carbon steel // NDT & E International. 2021. V. 118. P. 102398.
17. Stashkov A.N., Schapova E.A., Afanasiev S.V., Stashkova L.A., Nichipuruk A.P. Estimation of residual
stresses in plastically deformed eutectoid steel with different perlite morphology via magnetic parameters //
Journal of Magnetism and Magnetic Materials. 2022. V. 546. P. 168850.
18. Wertheim G.K., Butler M.A., West K.W., Buchanan D.N. Determination of the Gaussian and Lorentzian
content of experimental line shapes // Review of Scientific Instruments. 1974. V. 45 (11). P. 1369—1371.
Дефектоскопия
№ 1
2023