УДК 620.179.12
СРАВНИТЕЛЬНЫЕ ИСПЫТАНИЯ МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК И
СТРУКТУРЫ БАЗОВОГО И ИНЖЕНЕРНОГО ПЛАСТИКОВЫХ ФИЛАМЕНТОВ
ДЛЯ АДДИТИВНОГО ПРОИЗВОДСТВА
© 2023 г. Т.С. Абрамова1,*, С.А. Бехер2,**
1 ФГБОУ ВО Сибирский государственный университет путей сообщения,
Россия 630049 Новосибирск, ул. Дуси Ковальчук, 191
E-mail: *t.abramova658@gmail.com; **behers@mail.ru
Поступила в редакцию 08.06.2023; после доработки 05.07.2023
Принята к публикации 14.07.2023
Проведен сравнительный анализ прочностных характеристик двух пластиков, базового и инженерного, которые
применяются в 3D-печати. Исследована боковая поверхность разрушенных образцов проволоки под микроскопом Аль-
тами МЕТ 1С для оценки равномерности распределения деформации по длине.
Ключевые слова: аддитивные технологии, пластик, проволока, растяжение, механические характеристики, неодно-
родная деформация, ABS, НИТ-ING, метод послойного наплавления, FDM.
COMPARATIVE TESTS OF MECHANICAL CHARACTERISTICS AND
STRUCTURE OF BASIC AND ENGINEERING PLASTIC FILAMENTS FOR
ADDITIVE MANUFACTURING
T.S. Abramova1,*, S.A. Bekher1,**
1Siberian Transport University, st. Dusi Kovalchuk, 191, Novosibirsk, 630049, Russia
E-mail:*t.abramova658@gmail.com; **behers@mail.ru
A comparative analysis of the strength characteristics of two plastics, basic and engineering, which are used in 3D-printing,
was carried out. The lateral surface of the destroyed wire samples was studied under the Altami MET 1C microscope to assess
the uniformity of the strain distribution along the length.
Keywords: additive technologies, plastic, wire, tension, mechanical characteristics, inhomogeneous deformation, ABS,
NIT-ING, layer-by-layer deposition method, FDM.
DOI: 10.31857/S013030822310007X, EDN: XCFAFB
ВВЕДЕНИЕ
Трехмерная печать осуществляется путем выдавливания через экструдер пластиковой прово-
локи — филамента [1, 2]. Материал филамента принято классифицировать на базовый и инженер-
ный [3]. Напечатанные детали должны выдерживать рабочую нагрузку, так как их разрушение
может привести к отказу. На данном этапе развития аддитивных технологий способы входного и
приемочного контроля качества материалов и конечных изделий недостаточно развиты. Надеж-
ность и безотказность деталей зависит от механических свойств применяемых материалов [4, 5],
структуры и дефектности изделия [6].
Цель работы — сравнительные испытания механических характеристики и закономерностей
пластической деформации базового ABS-пластика и инженерного НИТ-ING.
МАТЕРИАЛЫ И ОБОРУДОВАНИЕ
Для исследования механических характеристик пластиковой проволоки испытаны: ABS-
пластик по ГОСТ 33366.1—2015 и НИТ-ING. Растяжение проволоки до разрушения проводили на
установке МИ-40 КУ с постоянной скоростью 5 мм/мин. Проволока крепилась в захваты установ-
ки с помощью специальных переходных элементов. Проведено пять испытаний для каждого мате-
риала. Рабочая длина образцов составляла 150 мм, начальный диаметр — 1,75 мм.
Результаты испытаний сохранялись в цифровом виде. По полученным данным построены графи-
ки (рис. 1), по которым рассчитаны основные механические характеристики. После испытаний боко-
вая цилиндрическая поверхность проволоки исследовалась под микроскопом Альтами МЕТ 1С.
Сравнительные испытания механических характеристик и структуры базового...
71
АНАЛИЗ ЭКСПЕРИМЕНТАЛЬНЫХ РЕЗУЛЬТАТОВ
Временное сопротивление и относительное остаточное сужение ABS-пластика являются наи-
более стабильными величинами, их случайный разброс не превышает 12 % среднего значения
(табл. 1). Относительный разброс упругих характеристик значительно больше и составляет 23 и
17 % соответственно. Максимальная случайная неопределенность наблюдается для относительно-
го остаточного удлинения образца. Это связано с неравномерностью пластической деформаций по
длине образца и достаточно случайным процессом формирования шейки.
а
б
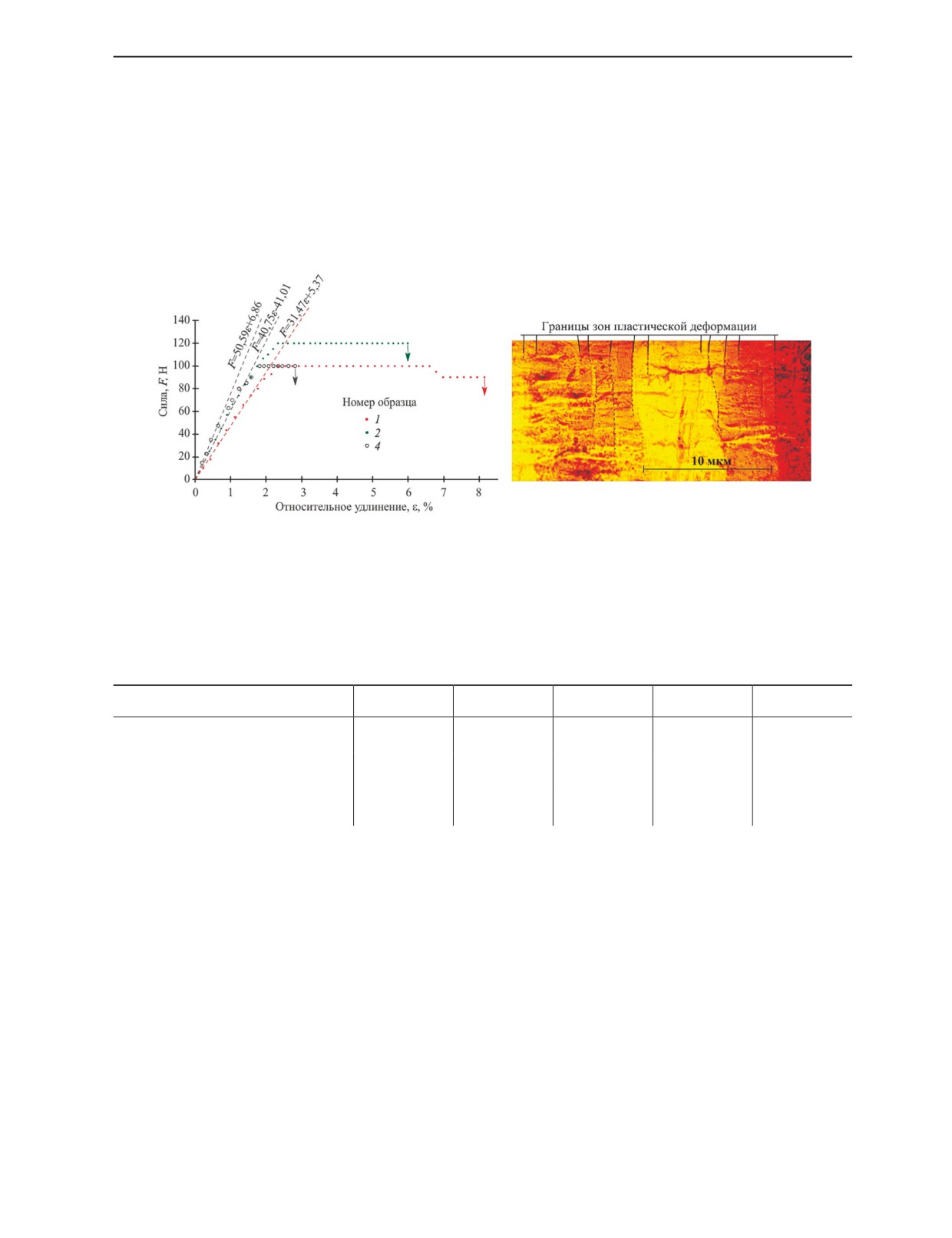
Рис. 1. Результаты испытаний проволоки ABS-пластика: зависимость силы от относительного удлинения (а); боковая
поверхность проволоки при увеличении ×500 (б).
Таблица
1
Механические характеристики проволоки из ABS-пластика
σпц, МПа
σв, МПа
ε, %
ψ, %
E, ГПа
Среднее значение
27,5
44,6
5,2
-5,0
1,8
СКО
6,4
4,7
2,3
0,6
0,3
Относительное СКО, %
23
11
44
12
17
На боковых поверхностях проволоки наблюдается неравномерная пластическая деформация
(рис. 1б). Размеры зон с разным уровнем деформации составляют (1—4) мкм с достаточно резким
переходом между зонами не более 0,2 мкм. Раскрытия трещин при максимальном увеличении по
границам зон не обнаружено.
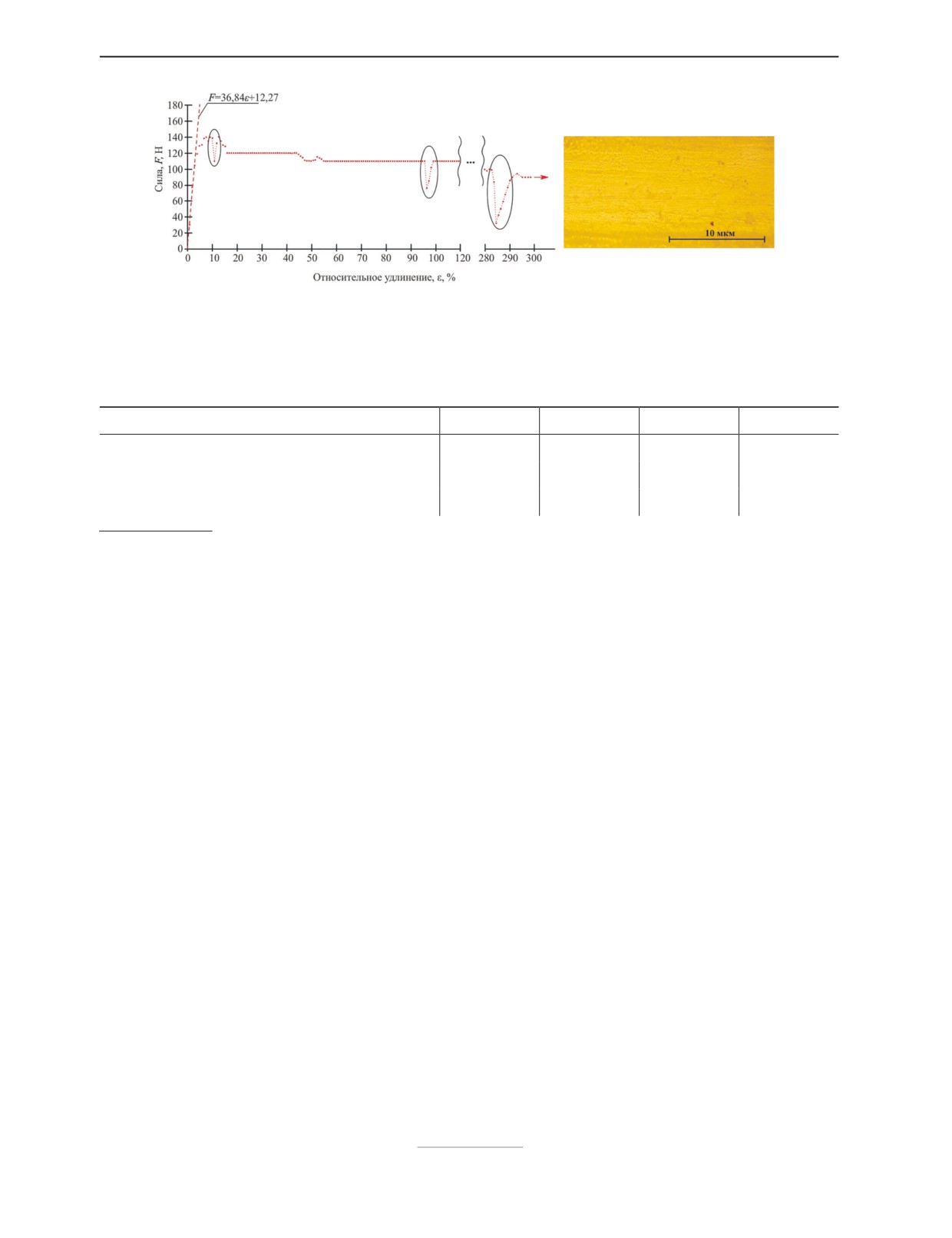
При испытаниях инженерного пластика НИТ-ING проволока растягивалась до максимального
предела перемещения траверсы испытательной машины. В области переходных элементов наблю-
далось уменьшение диаметра проволоки, ослабление силы прижатия, из-за чего происходило
выскальзывание. На диаграмме растяжения (рис. 2а) это проявлялось в виде резкого, скачкообраз-
ного уменьшения нагрузки.
Упругие характеристики пластика НИТ-ING такие, как предел пропорциональности и модуль
упругости являются более статистически неопределенными величинами, среднее квадратичное
отклонение которых составило 23 и 15 % соответственно. Высокие пластические свойства матери-
ала подтверждаются фотографиями боковой поверхности проволоки, на которой отсутствуют при-
знаки неоднородной деформации (рис. 2б).
Дефектоскопия
№ 10
2023
72
Т.С. Абрамова, С.А. Бехер
а
б
Рис. 2. Результаты испытаний проволоки НИТ-ING: зависимость силы от относительного удлинения (а); боковая
поверхность проволоки при увеличении ×1000 (б).
Таблица
2
Механические характеристики проволоки НИТ-ING
σпц, МПа
ε, %
ψ, %
E, ГПа
Среднее значение
26
300*
57*
1,3
СКО
5,9
-
-
0,2
Относительное СКО, %
23
-
-
15
*максимальное полученное в экспериментах значение.
ЗАКЛЮЧЕНИЕ И ОСНОВНЫЕ ВЫВОДЫ
Границы упругого деформирования обоих материалов совпадают, так как разница между зна-
чениями предела пропорциональности (28±6) МПа для ABS и (26±6) МПа для НИТ-ING не пре-
вышает их среднего квадратического отклонения. Способность обоих материалов сохранять
форму в упругой области, жесткость изделия, характеризуемая модулем упругости (1,8±0,3) МПа
для ABS и (1,3±0,2) МПа НИТ-ING, отличается не более чем на 30 %.
При увеличении растягивающих напряжений выше предела пропорциональности наблюдается
переход в область пластических деформаций. На боковой поверхности ABS-пластика в области
шейки образуются зоны неоднородной пластической деформации, в отличии от пластика НИТ-
ING, для которого характерна однородная деформация по всей длине.
СПИСОК ЛИТЕРАТУРЫ
1. Тигнибидин А.В., Такаюк С.В. Использование аддитивных технологий при прототипировании.
Контроль геометрических характеристик детали из пластика ABS для определения исходных размеров
для печати // Динамика систем, механизмов и машин. 2018. Т. 6. № 2. С. 57—65.
2. Титов Г.А. Материалы для аддитивных технологий в строительстве // Инженерные исследования.
2022. № 3 (8). С. 38—49.
3. Жуков А.В., Никифоров А.А., Яковишин А.С. Пластмассы для аддитивных технологий (обзор) //
Вестник Саратовского государственного технического университета. 2021. № 4 (91). С. 57—70.
4. Леонович И.А., Адинцов Д.Д. Исследование свойств ABS-пластика в образцах, полученных по
технологии FFF-печати // Вестник Белорусско-Российского университета. 2023. № 1 (78). С. 13—21.
5. Абрамушкина О.И., Узорина М.И., Суриков П.В., Ушакова О.Б. Исследование реологического
поведения марок АБС-пластика для производства филаментов для 3D печати методом послойного
наплавления // Пластические массы. 2021. № 5—6. С. 29—35.
6. Вишняков Г.Н., Левин Г.Г., Минаев В.Л., Иванов А.Д. Аппаратура для диагностики параметров
изделий аддитивных технологий // Фотоника. 2019. Т. 13. № 6. С. 544—547.
Дефектоскопия
№ 10
2023