УДК 620.179.13
НОВЫЙ СПОСОБ АКТИВНОГО ТЕПЛОВОГО КОНТРОЛЯ:
КОМБИНИРОВАНИЕ НАГРЕВА И ПРИНУДИТЕЛЬНОГО ОХЛАЖДЕНИЯ
© 2023 г. А.О. Чулков1,*, В.П. Вавилов1, Б.И. Шагдыров1, Д.Ю. Кладов1, В.И. Стасевский1
1Национальный исследовательский Томский политехнический университет,
Россия 634050 Томск, пр-т Ленина, 30
E-mail: *chulkovao@tpu.ru
Поступила в редакцию 09.04.2023; после доработки 17.04.2023
Принята к публикации 18.04.2023
Описан новый способ активного теплового неразрушающего контроля, который заключается в последовательном
применении нагрева и принудительного охлаждения поверхности объекта контроля. Результаты численного моделиро-
вания и экспериментальные данные продемонстрировали эффективность комбинирования нагрева и охлаждения при
контроле материалов с высоким уровнем излучательно-поглощательной помехи. Оптимизация процедуры испытаний
требует правильного выбора мощности и момента включения принудительного охлаждения для того, чтобы стимулиро-
вать рост температурных контрастов в соответствующие моменты времени. Дополнительным преимуществом охлажде-
ния является снижение тепловой нагрузки на контролируемые материалы.
Ключевые слова: тепловой неразрушающий контроль, тепловизионное сканирование, композиционный материал,
дефект, расслоение, нагрев и охлаждение.
DOI: 10.31857/S0130308223050068, EDN: ZGAEXS
1. ВВЕДЕНИЕ
Для выявления приповерхностных дефектов в полимерных композитах и теплозащитных
покрытиях, включая сотовые и пенонаполненные структуры, все чаще выбирают тепловой кон-
троль (ТК) [1—4]. В общем случае наиболее эффективна двухсторонняя процедура, в которой
источник нагрева и тепловизор расположены по обеим сторонам контролируемого объекта [5].
На практике чаще используют односторонний ТК, особенно если речь идет о неразрушающих
испытаниях элементов эксплуатируемой техники, например, фюзеляжа самолета. Односторонняя
процедура ТК в общем случае менее эффективна по сравнению с двухсторонней схемой контро-
ля, однако является более пригодной для целей дефектометрии, например, для оценки глубины
залегания дефектов [6—8]. В ряде случаев меньшую эффективность одностороннего ТК можно
компенсировать, используя нагреватели бóльшей мощности, чем в двухсторонней процедуре
(обычно в качестве источников тепловой стимуляции используют галогенные лампы, которые
обеспечивают сравнительно равномерный и мощный нагрев контролируемой поверхности).
Однако применение мощных нагревателей ограничено температурой деструкции контролируе-
мых материалов, например, для некоторых полимерных композитов и покрытий эта температура
не превышает +80 °С. Кроме того, мощность нагревателя связана с его габаритами и массой, что
также может иметь значение при разработке тепловых дефектоскопов.
Таким образом, ограничения ТК, связанные с особенностями контролируемого материала, а
также массогабаритными характеристиками источников нагрева, требуют разработки новых спо-
собов одностороннего ТК. В последнее время были возобновлены исследования способа ТК,
включающего линейный нагрев и тепловизионное сканирование [9—12]. В работе [12] приведены
сравнительные результаты одностороннего классического ТК и тепловизионного сканирования,
полученные с помощью самодвижущегося сканирующего дефектоскопа. Способ тепловизионного
сканирования зачастую позволяет выявлять больше дефектов в контрольных образцах, чем при
использовании классической процедуры ТК, что связано с бóльшей интенсивностью нагрева
(линейный нагреватель, расположенный близко к контролируемой поверхности, создает более
мощный тепловой поток и при этом обладает меньшими массой и габаритами). Кроме того, линей-
ный источник нагрева создает меньший уровень отраженной тепловой помехи благодаря тому, что
зона нагрева не попадает в поле зрения тепловизора.
Поскольку, с точки зрения теории теплопроводности, нагрев и охлаждение являются эквива-
лентными процессами, была высказана идея комбинирования двух процессов, что позволит сни-
зить тепловую нагрузку на материал и повысить контрастный сигнал над дефектом в тот момент
времени, когда избыточная температура бездефектной области пересекает нулевую ось [13].
Практическая реализация такого способа не исследовалась и заключения носили умозрительный
Новый способ активного теплового контроля: комбинирование нагрева...
55
характер. В настоящем исследовании рассмотрены теоретические и экспериментальные аспекты
способа ТК, который включает кратковременное принудительное охлаждение контролируемой
поверхности спустя определенное время после окончания основного импульса нагрева. Показано,
что такой подход повышает температурный контраст в дефектных областях, а также улучшает
визуальное распознавание дефектов при контроле материалов и изделий, поверхность которых
характеризуется высоким уровнем мультипликативных помех.
Приведены результаты численного моделирования ТК при комбинировании нагрева и прину-
дительного охлаждения, а также экспериментальные результаты ТК многослойных конструкций с
искусственными дефектами способом тепловизионного сканирования. Исследования выполнены
на лабораторной установке, реализующей оптический нагрев и конвективное принудительное
охлаждение.
2. ОПТИМИЗАЦИЯ ПАРАМЕТРОВ ПРИНУДИТЕЛЬНОГО ОХЛАЖДЕНИЯ НА ОСНОВЕ
ЧИСЛЕННОГО МОДЕЛИРОВАНИЯ
Для оценки эффективности выявления скрытых дефектов способом ТК с применением при-
нудительного охлаждения, а также оптимизации процедуры контроля, в частности, для опреде-
ления оптимального момента начала и длительности охлаждения, выполнили численное моде-
лирование с помощью программы ThermoCalc-3D (НИ ТПУ). Исследовали пластину из анизо-
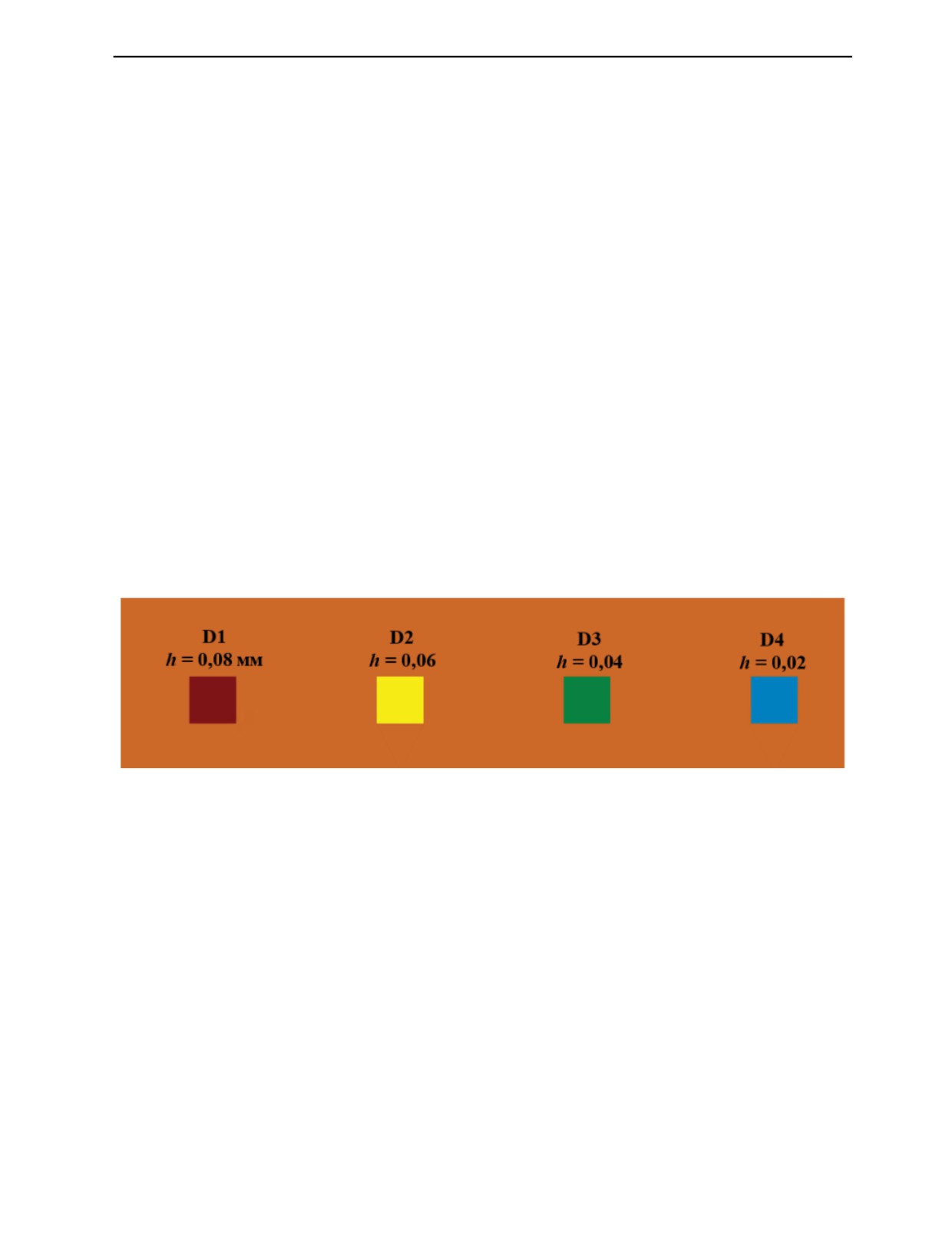
тропного углепластика размерами 400×125×6 мм (рис. 1). Количество узлов расчета по про-
странству составило 300×100×100. Пластина содержала 4 искусственных дефекта (воздух) тол-
щиной h = 0,08; 0,06; 0,04 и 0,02 мм, расположенных на глубине 1,5 мм. Теплофизические
характеристики (ТФХ): анизотропный углепластик — теплопроводность 8,74(x)/0,611(y)/0,619(z)
Вт∙м-1∙К-1; теплоемкость 2462 Дж∙кг-1∙К-1; плотность 1411 кг∙м-3; воздух — теплопроводность
0,07 Вт∙м-1∙К-1; 928 Дж·кг-1∙К-1; плотность 0,03 кг∙м-3.
Рис. 1. Моделирование активного ТК углепластика.
Параметры типовой процедуры ТК с использованием галогенных ламп для нагрева: длитель-
ность теплового процесса — 40 с при шаге расчета 1 с, длительность нагрева — 2 с, мощность
нагрева — 10 кВт/м2. Использовали сравнительно низкую мощность охлаждения, которую на прак-
тике можно достичь, применяя обдув изделия холодным воздухом. Мощность охлаждения варьиро-
вали в зависимости от длительности процесса при сохранении постоянной энергии охлаждения.
На основе общей модели (см. рис. 1) были рассмотрены модели ТК № 1—7, в которых варьи-
ровали мощность и время охлаждения. Базовая модель № 1 описывала классическую процедуру
одностороннего ТК с указанными выше параметрами. Во всех моделях был введен аддитивный
шум с максимальной амплитудой 50 мК и мультипликативная помеха с максимальной амплитудой
5 %. Напомним, что предельный аддитивный шум определяется температурной чувствительно-
стью тепловизора, измеряемой в миллиКельвинах, а мультипликативная помеха определяется
оптическими свойствами контролируемого материала и измеряется в процентах от текущей избы-
точной температуры контролируемой поверхности (в виде контраста шума).
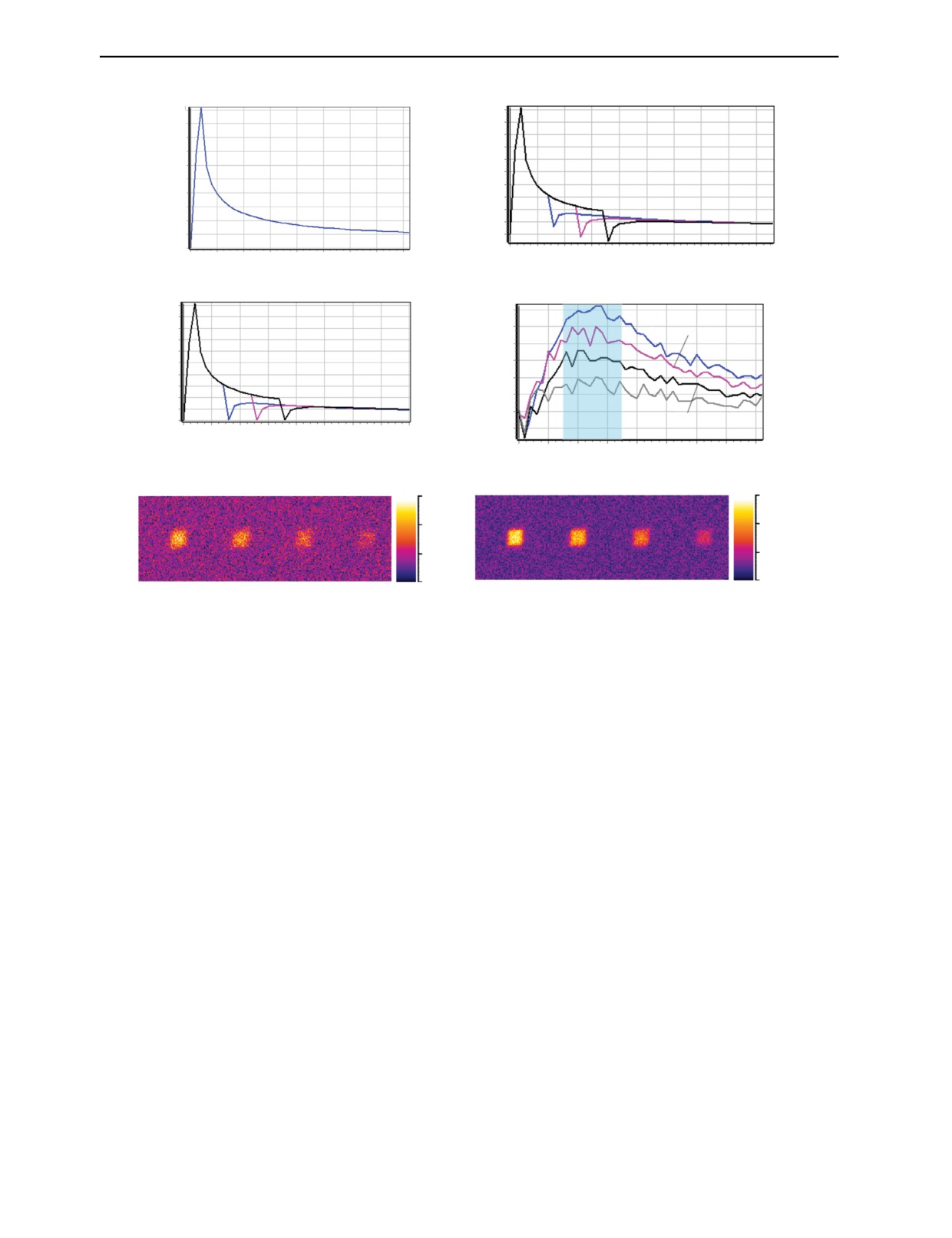
На рис. 2 показаны профили температуры в бездефектных зонах исследуемого изделия для
моделей № 1—7 и температурные распределения (термограммы) для моделей № 1 и № 5, которые
демонстрируют эффективность охлаждения, осуществленного в оптимальный момент времени.
Дефектоскопия
№ 5
2023
56
А.О. Чулков, В.П. Вавилов, Б.И. Шагдыров и др.
а
б
∆T, °С
∆T, °С
10
10
8
8
6
6
4
4
2
2
0
0
0
10
20
30
40 τ, с
0
10
20
30
40
τ, с
в
г
∆T, °С
∆T, °С
10
0,3
D1
8
D2
0,2
6
4
0,1
2
0
D4
0
D3
0
10
20
30
40
τ, с
0
10
20
30
40
τ, с
д
∆T, °С
е
∆T, °С
2,42
0,36
2,22
0,23
2,03
0,10
0,03
1,84
Рис. 2. Результаты численного моделирования ТК изделия из углепластика, показаные на рис.1 (модели № 1—7):
а — график температуры в бездефектной зоне (модель № 1); б — то же (модели № 2—4); в — то же (модели № 5—7); г — изменение
температурных сигналов во времени (модель № 1, дефекты D1—D4); д — термограмма при 10 с (модель № 1, SNR = 4,9 для дефек-
та D1); е — термограмма при 8 с (модель № 5, SNR = 8,8 для дефекта D1).
В моделях № 2—7 импульсы охлаждения были инициированы на 7-й, 12-й и 17-й секунде
контроля (рис. 2б, в), т.е. находились в интервале времени вблизи максимума температурных
сигналов над дефектами D1—D4 для базовой модели № 1 без охлаждения (см. выделенный
интервал времени на рис. 2г). Всего анализировали шесть ситуаций (моделей) ТК с охлаждени-
ем, три из которых характеризовались импульсами охлаждения постоянной мощности
3,5 кВт·м-2 (модели № 2—4), а три другие (модели № 5—7) включали импульсы охлаждения
различной мощности (соответственно 4,2; 3,15 и 2,6 кВт·м-2), подобранные таким образом,
чтобы обеспечить «приближение» текущей температуры поверхности образца к его начальной
температуре (см. рис. 2в). Для всех рассмотренных ситуаций импульсы принудительного охлаж-
дения имели длительность 1 с. На рис. 2д, е также приведены термограммы моделей № 1 и № 5,
демонстрирующие эффективность принудительного охлаждения.
В табл. 1 приведены величины отношения сигнал/шум SNR для дефектов D1—D4, опреде-
ленные стандартным образом для зон, выбранных в дефектных и бездефектных областях.
Данные рис. 2 и табл. 1 показывают, что принудительное охлаждение повышает SNR и улуч-
шает визуальное восприятие термограмм как при ранних временах контроля (при достаточной
мощности импульса охлаждения), так и в интервале времен, соответствующих оптимальным
временам обнаружения дефектов (при ограниченной мощности принудительного охлажде-
ния). Тем не менее наилучшие результаты обеспечивает модель № 5 (наблюдение в момент
наступления максимального температурного сигнала при мощности охлаждения, приводящей
к снижению температуры поверхности до начальной температуры) с наибольшей средней
величиной SNR для всех дефектов, а также максимальной величиной SNR для трудно выявля-
емого дефекта D4.
Дефектоскопия
№ 5
2023
Новый способ активного теплового контроля: комбинирование нагрева...
57
Таблица
1
Результаты численного моделирования ТК изделия из углепластика
Модель
SNR
№ 1
№ 2
№ 3
№ 4
№ 5
№ 6
№ 7
Дефект D1
4,9
8,4
9,1
7,7
8,8
9,1
8,3
Дефект D2
3,6
6,9
7,0
6,0
7,1
70
6,5
Дефект D3
2,7
5,3
5,0
4,0
5,2
4,9
4,2
Дефект D4
1,5
2,8
2,2
2,0
2,9
2,2
2,2
Среднее значение SNR
3,2
5,9
5,8
4,9
6,0
5,8
5,3
3. ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ
3.1. Устройство для конвективного охлаждения
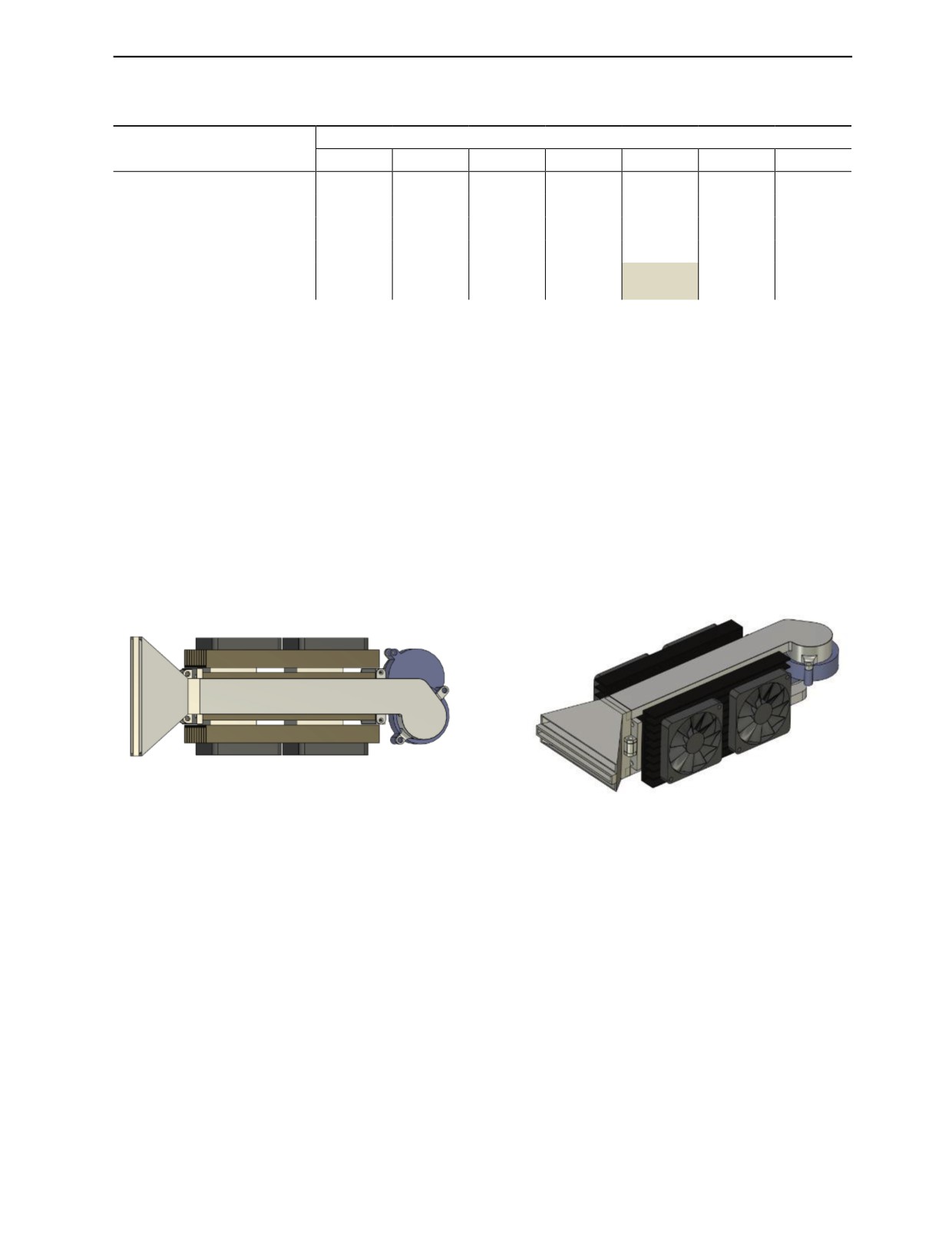
Для реализации принудительного охлаждения в комбинации с линейным нагревом было раз-
работано устройство, показанное на рис. 3. Устройство реализовано на базе четырех элементов
Пельтье, двух алюминиевых радиаторов, формирующих канал для охлажденного воздуха, и 6
вентиляторов, 2 из которых создают поток охлаждающего воздуха. На выходе охлаждающего кана-
ла установлено сопло, формирующее воздушный поток для принудительного охлаждения поверх-
ности объекта контроля в зоне длиной 100 мм и шириной 2 мм.
Рис. 3. Устройство конвективного охлаждения (модель).
3.2. Объекты контроля
Исследовали два стандартных образцах с различным состоянием поверхности и, следователь-
но, различным уровнем оптической (излучательно-поглощательной) помехи.
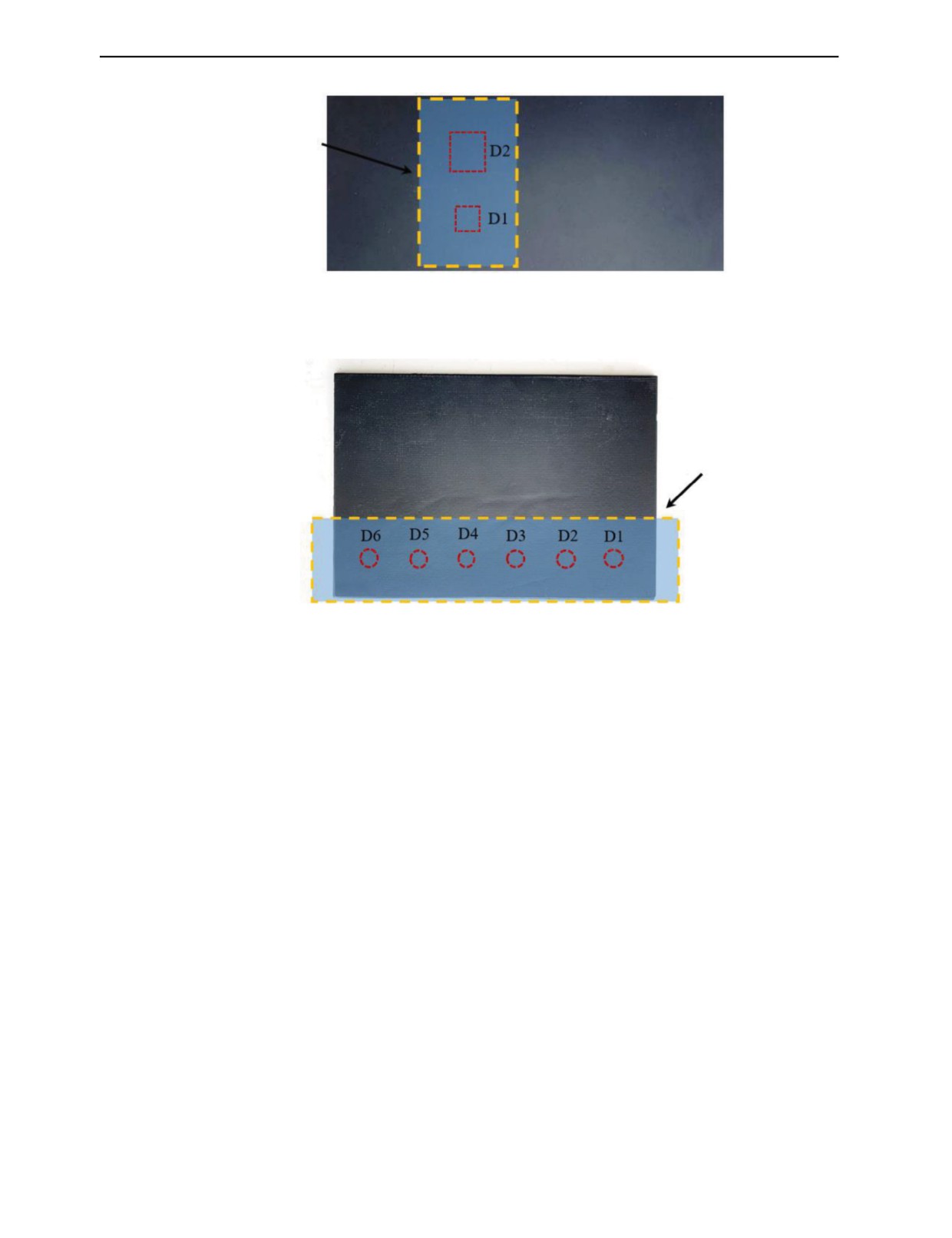
Образец № 1 представлял собой пластину размерами 300×130×8,3 мм (рис. 4) и состоял из
четырех слоев полиметилметакрилата, склеенных между собой двухсторонней клейкой лентой.
Образец содержал 9 искусственных дефектов в виде расслоений с поперечными размерами от
5×5 до 20×20 мм и толщиной от 0,1 до 2 мм, расположенных на глубинах от 2,1 до 4 мм. Для
исключения влияния частичной оптической прозрачности полиметилметакрилата поверхность
образца была окрашен черной матовой краской, что обеспечило коэффициент излучения
около 0,96.
Ввиду ограниченной длины зон нагрева и принудительного охлаждения, контроль образца
№ 1 проводили в зоне дефектов размерами 10×10 и 15×15 (см. выделенную зону контроля на
рис. 4), которые характеризовались временем τm максимального температурного сигнала ΔТ,
Дефектоскопия
№ 5
2023
58
А.О. Чулков, В.П. Вавилов, Б.И. Шагдыров и др.
Зона контроля
Рис. 4. Внешний вид и схема расположения дефектов D1 и D2 в образце № 1.
Зона контроля
Рис. 5. Внешний вид и схема расположения дефектов D1 — D6 в образце № 2.
равном 27 и 40 с. Следует отметить, что оптимальное время выявления данных дефектов было
определено экспериментально с использованием классической процедуры одностороннего ТК.
Образцом № 2 служила пластина размерами 300×200×12 мм (рис. 5), состоявшая из двух скле-
енных пластин: верхняя пластина была изготовлена из углеродной ткани и стеклоткани (суммар-
ная толщина 8 мм), нижняя пластина была изготовлена из дюралюминия (толщина 4 мм). Компо-
зиционная часть образца № 2 содержала 18 искусственных дефектов в виде плоскодонных
несквозных отверстий диаметром 10 мм и глубиной от 1 до 6 мм (дефекты в композитной части
образца были проделаны до склеивания композитной и металлической пластин). В ходе экспери-
ментальных исследований для оценки эффективности применения принудительного охлаждения
контролировали дефекты 1-го ряда (D1—D6), для которых оптимальные времена τm составляли от
25 до 80 с.
3.3. Экспериментальная установка
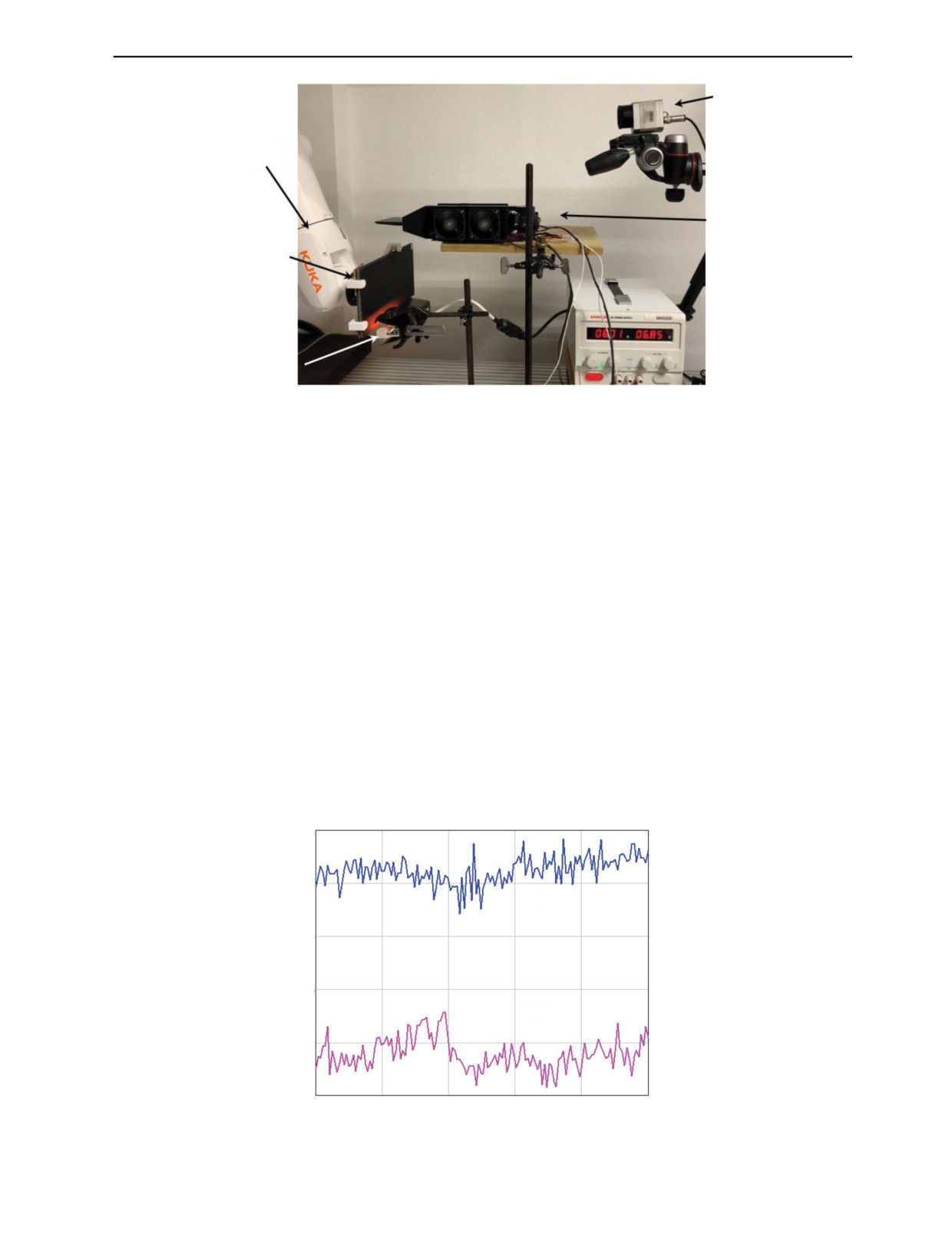
На рис. 6 показана лабораторная установка, реализующая контроль способом тепловизионного
сканирования с принудительным охлаждением. В установке применен роботизированный манипу-
лятор KUKA, на 6-й оси которого с помощью специального кронштейна размещали образцы № 1
и № 2. Манипулятор перемещал объект контроля с постоянной скоростью 5,8 мм/с. Термограммы
регистрировали с частотой 9,8 Гц с использованием тепловизионного модуля Optris PI 640, для
тепловой стимуляции образцов использовали линейную галогенную лампу мощностью 500 Вт.
Путем численного моделирования было определено, что оптимальная мощность принудительного
охлаждения должна приближать текущую температуру контролируемой поверхности к начальной
температуре образца. Такое условие было обеспечено снижением мощности нагрева до 80 Вт.
Также с помощью моделирования было установлено, что оптимальным моментом включения
импульса принудительного охлаждения является узкий интервал времени непосредственно перед
Дефектоскопия
№ 5
2023
Новый способ активного теплового контроля: комбинирование нагрева...
59
Тепловизор
Роботизированный
манипулятор
Устройство
конвективного
охлаждения
Объект контроля
Источник
оптического
нагрева
Рис. 6. Экспериментальная установка.
наступлением максимума температурного сигнала над конкретным дефектом. Поэтому сопло
устройства конвективного охлаждения было установлено на расстоянии 230 мм от переднего края
отражателя источника оптического нагрева; при этом принудительное охлаждение было иниции-
ровано на 40-й с процедуры контроля, а контролируемый образец находился в поле зрения тепло-
визора в интервале 40—80 с.
3.4. Экспериментальные результаты
Различия между образцами № 1 и № 2 проиллюстрированы на рис. 7, где приведено изменение
контраста шума во времени для записанных последовательностей реконструированных термо-
грамм. Контраст шума Cn = σT / T
= есть отношение стандартного отклонения теплового сигнала в
выбранной бездефектной зоне к средней температуре этой зоны [13]. Контраст шума характеризу-
ет амплитуду поверхностной помехи, которая, в свою очередь, определяет реальные возможности
ТК. Из графиков рис. 7 следует, что оптическая помеха для образца № 1 составляет приблизитель-
но 3 %, что приближает образец к «черному телу». В то же время флуктуации бездефектной тем-
пературы в образце № 2 достигают 6 % при малых временах наблюдения; визуально это проявля-
лось в пятнистом характере поверхности контроля.
Cn
0,061
0,054
0,047
0,040
0,033
0
30
60
90
120
150
τ, с
Рис. 7. Изменение контраста шума для образцов № 1, 2 во времени.
Дефектоскопия
№ 5
2023
60
А.О. Чулков, В.П. Вавилов, Б.И. Шагдыров и др.
а
∆T, °С
б
∆T, °С
7,0
4,0
5,25
3,0
3,50
2,0
1,75
1,0
0
0
в
SNR
г
SNR
30
16
14
26
12
22
10
18
8
6
14
4
10
2
40
50
60
70
80 τ, с
40
50
60
70
80 τ, с
д
е
∆T, °С
∆T, °С
1,8
1,2
1,6
0,8
1,4
0,6
1,2
0,4
1
0,2
40
50
60
70
80 τ, с
40
50
60
70
80 τ, с
ж
з
С
С
0,48
20
0,44
16
0,40
12
0,36
8
4
0,32
0
0,28
40
50
60
70
80 τ, с
40
50
60
70
80 τ, с
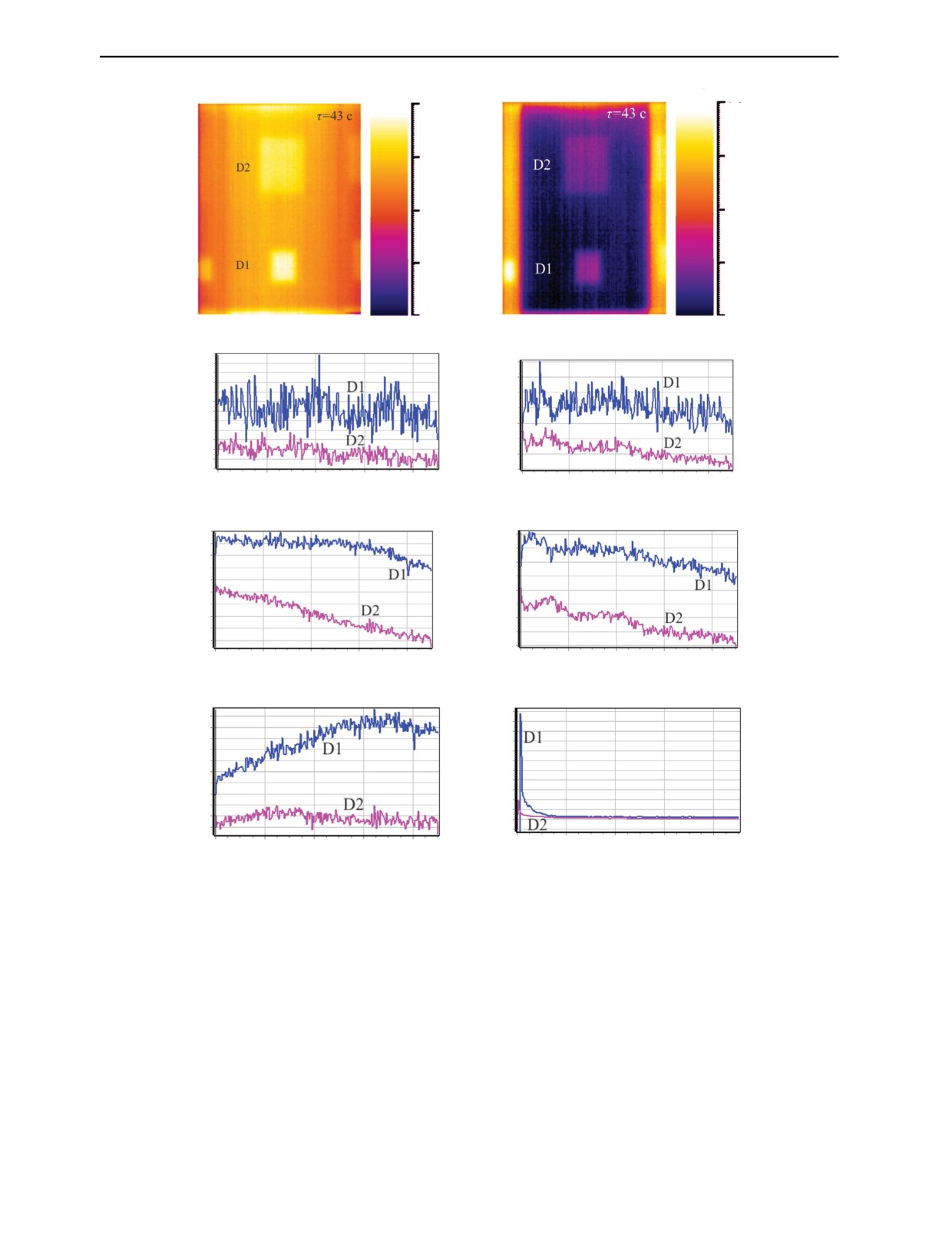
Рис. 8. Результаты контроля образца № 1 способом тепловизионного сканирования без принудительного охлаждения
(а, в, д, ж) и с применением принудительного охлаждения (б, г, е, з).
Рис. 8 содержит результаты контроля образца № 1. На рис. 8а, б приведены реконструирован-
ные термограммы, т.е. построенные из записанной последовательности при фиксированной вре-
менной задержке. Два дефекта уверенно распознаются на обоих изображениях, однако в случае
принудительного охлаждения величина SNR оказалась приблизительно вдвое ниже (рис. 8в, г).
Величины температурных сигналов в дефектных зонах также в 2 раза ниже при действии охлаж-
дения, что объясняется более низкой поглощенной энергией в случае комбинирования нагрева и
охлаждения (рис. 8д, е). В соответствии с результатами моделирования графики температурных
контрастов продемонстрировали существенный всплеск сразу после окончания принудительного
охлаждения (рис.8 ж, з) вследствие того, что избыточная температура бездефектной области близ-
ка к нулю, однако рост контраста не привел к улучшению выявляемости дефектов. В данном слу-
Дефектоскопия
№ 5
2023
Новый способ активного теплового контроля: комбинирование нагрева...
61
∆T, °С
∆T, °С
6,0
2,5
а
б
6,0
2,11
6,0
1,72
4,83
1,33
4,44
0,94
4,06
0,56
3,67
0,17
3,28
-0,22
2,89
-0,61
2,5
-1
∆T, °С
в
∆T, °С
г
0,4
0,4
0,2
0,2
0
0
-0,2
40
50
60
70
80
τ, с
40
50
60
70
80 τ, с
д
е
С
С
20
0,06
15
10
0,04
5
0
0
-5
-0,04
40
50
60
70
80 τ, с
40
50
60
70
80
τ, с
SNR
ж
SNR
з
8
6
6
4
4
2
2
0
0
-2
-2
40
50
60
70
80
τ, с
40
50
60
70
80
τ, с
и
к
A, у.е.
A, у.е.
3,00
4,00
2,11
2,78
1,22
1,56
0,33
0,33
-0,56
-0,89
-1,44
-2,11
-2,33
-3,33
-3,22
-4,56
-4,11
-5,78
-5,00
-7,00
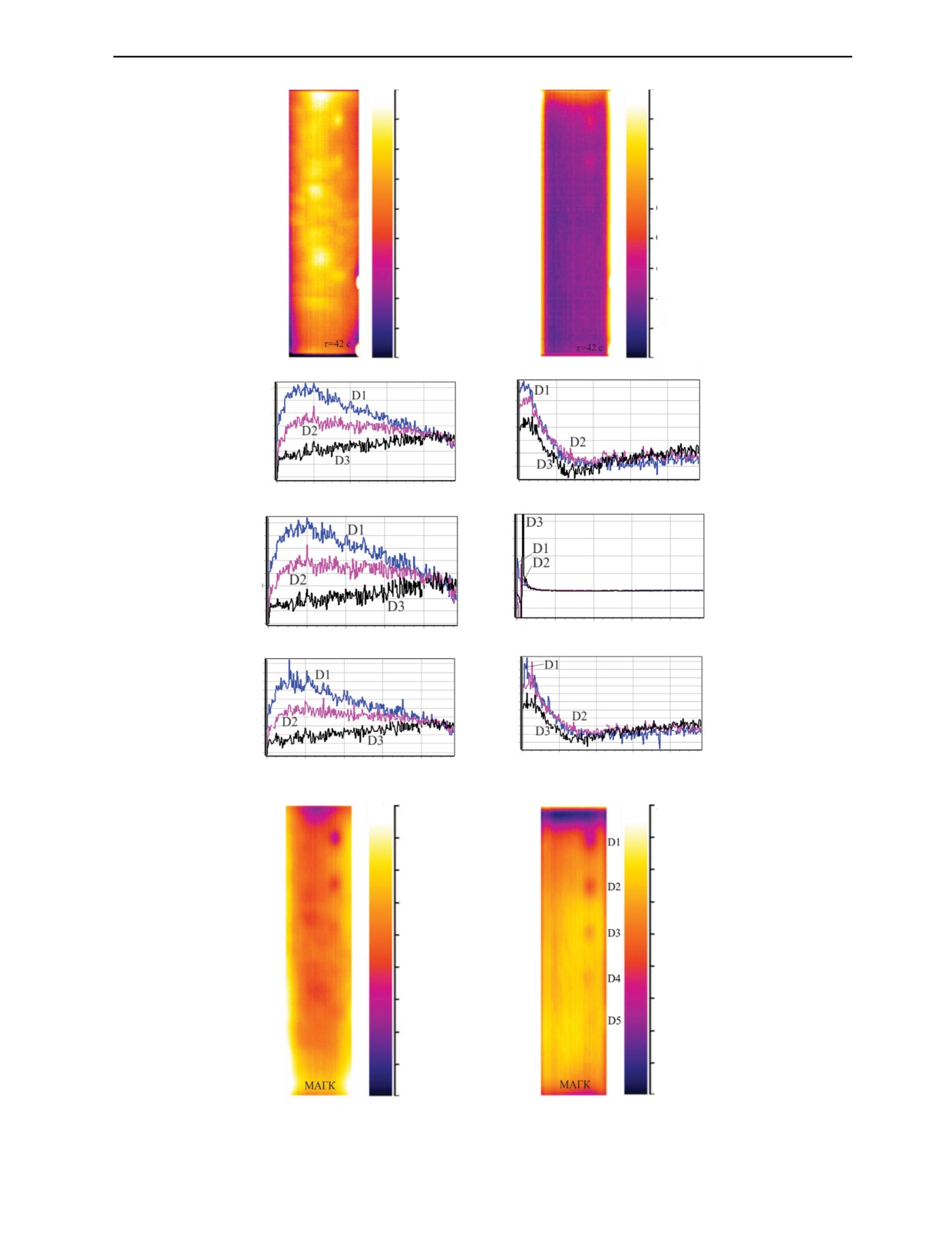
Рис. 9. Результаты контроля образца № 2 способом тепловизионного сканирования без принудительного охлаждения
(а, в, д, ж, и) и с применением принудительного охлаждения (б, г, е, з, к).
Дефектоскопия
№ 5
2023
62
А.О. Чулков, В.П. Вавилов, Б.И. Шагдыров и др.
чае принудительное охлаждение неэффективно, поскольку при низком уровне помехи лучше
выявляются дефекты, обеспечивающие максимальные сигналы ΔT, которые, в свою очередь,
прямо пропорциональны поглощенной тепловой энергии.
Рис. 9 иллюстрирует результаты ТК образца № 2 со сравнительно высоким уровнем поверх-
ностной помехи, обусловленной неоднородным коэффициентом поглощения/излучения.
Реконструированные термограммы (рис. 9а, б) показывают, что принудительное охлаждение
«сглаживает» температурное поле контролируемой поверхности и обеспечивает лучшее визуаль-
ное распознавание дефектов (термограммы для 42-й с контроля). Графики температурных сигна-
лов для дефектов D1, D2 и D3 (рис. 9в, г) обнаруживают определенный (двукратный для дефекта
D2) рост в случае применения принудительного охлаждения, причем это, по-видимому, обуслов-
лено существенными флуктуациями температуры в бездефектных зонах. Пиковые амплитуды
температурных контрастов C также выше при принудительном охлаждении (рис. 9д, е).
Соответственно, принудительное охлаждение увеличивает отношение сигнал/шум, причем для
дефектов D2 и D3 превышение более, чем двукратное (рис. 9ж, з). Следует заметить, что в образ-
це № 2 дефекты создают в дефектных зонах температурные сигналы малой амплитуды, поэтому
положительный эффект охлаждения может быть подчеркнут соответствующей обработкой дан-
ных. Например, на рис. 9и, к приведены изображения, полученные методом анализа главных ком-
понент (МАГК). Применение охлаждения позволило обнаружить до 5 дефектов на рис. 9к, в то
время как на стандартной МАГК-термограмме оператор обнаруживает только 3 дефекта и ряд
ложных отметок (рис. 9и).
ЗАКЛЮЧЕНИЕ
В данной работе исследован новый способ активного одностороннего ТК, заключающийся в
том, что объект контроля подвергают принудительному охлаждению спустя определенное время
после импульса нагрева. Показано, что избыточная температура поверхности объекта контроля
пересекает нулевую ось, то есть становится равной начальной температуре объекта, что приводит
к росту контраста температуры над дефектами. Установлено, что в случае ТК материалов с низким
уровнем излучательно-поглощательной помехи (материалы, близкие к «черному телу») принуди-
тельное охлаждение неэффективно. При наличии существенной помехи принудительное охлажде-
ние может улучшать показатели обнаружения дефектов. Оптимизация процедуры испытаний
требует правильного выбора мощности и момента включения принудительного охлаждения для
того, чтобы стимулировать рост температурных контрастов в соответствующие моменты времени.
Дополнительным преимуществом охлаждения является снижение тепловой нагрузки на контроли-
руемые материалы, что может быть важным в случае композитов. Будущие исследования будут
включать анализ поведения аддитивных и мультипликативных шумов различных материалов при
комбинировании нагрева и охлаждения.
Настоящее исследование было выполнено в рамках гранта Российского научного фонда №22-
29-01469.
СПИСОК ЛИТЕРАТУРЫ
destructive testing and evaluation of glass fibre reinforced polymer materials // Composite Structures. 2022.
P. 286.
2. Švantner M., Muzika L., Moskovchenko A., Pereira C.M.C., Das S. Infrared Physics and Technology. 2022.
P. 126.
damage detection technique for composites based on thermographic image processing and machine learning
classification // Sensors. 2022. V. 22 (23). P. 9031.
4. Ward C., Burleigh D. Pulse thermography applications in aerospace composites manufacturing processes
// Proceedings of SPIE — The International Society for Optical Engineering. 2020. V. 11409. P. 114090J.
5. Maldague X. Theory and practice of infrared technology for nondestructive testing / Wiley Series in
Microwave and Optical Engineering. New York: John Wiley & Sons, 2001.
6. Grys S. Determining the dimension of subsurface defects by active infrared thermography —
7. Maillet D., Andre S., Batsale J-C., Degiovanni A., Moyne C. Thermal Quadrupoles: solving the heat
equation through integral transforms. England: John Wiley & Sons Publisher, 2000.
low size/depth aspect ratio defects in metal parts / 31st International Conference on Metallurgy and Materials,
METAL 2022. 2022. P. 481—486.
Дефектоскопия
№ 5
2023
Новый способ активного теплового контроля: комбинирование нагрева...
63
9. Cramer K., Perey D.F., Brown J.L. The application of line scan thermography using multiple
collaborative robots / Review of Progress in Quantitative Nondestructive Evaluation. 2019. Portland, USA.
P. 4.
10. Chulkov A.O., Tuschl C., Nesteruk D.A., Oswald-Tranta B., Vavilov V.P., Kuimova M.V. The
Detection and Characterization of Defects in Metal / Non-metal Sandwich Structures by Thermal NDT, and
a Comparison of Areal Heating and Scanned Linear Heating by Optical and Inductive Methods // Journal of
Nondestructive Evaluation. 2021, V. 40 (2). P. 44. DOI: 10.1007/s10921-021-00772-y
11. Chulkov A.O., Vavilov V.P., Nesteruk D.A., Burleigh D., Moskovchenko A.I. A method and apparatus
for characterizing defects in large flat composite structures by Line Scan Thermography and neural network
techniques // Frattura ed Integrita Strutturale. 2023. V. 17 (63). P. 110—121.
12. Chulkov A.O., Vavilov V.P., Nesteruk D.A., Shagdyrov B.I. Thermal flaw detection scanner for testing
large-sized flat products made of composite materials // Russian Journal of Nondestructive Testing. 2022.
V. 58. No. 4. P. 301—307.
13. Вавилов В.П. Инфракрасная термография и тепловой контроль. М.: ИД «Спектр», 2015. 545 с.
Дефектоскопия
№ 5
2023