1024
Хамизов Р. Х. и др.
Журнал прикладной химии. 2020. Т. 93. Вып. 7
УДК 669.712.2
О ВОЗМОЖНОСТИ КИСЛОТНО-СОЛЕВОЙ ПЕРЕРАБОТКИ
ГЛИНОЗЕМСОДЕРЖАЩЕГО СЫРЬЯ В ЗАМКНУТОМ РЕАГЕНТНОМ ЦИКЛЕ
© Р. Х. Хамизов1, В. А. Зайцев1, А. Н. Груздева1, А. Н. Крачак1,
И. Г. Рарова1, Н. С. Власовских1,2, Л. П. Морошкина2
1 Институт геохимии и аналитической химии им. В. И. Вернадского (ГЕОХИ) РАН,
119991, г. Москва, ул. Косыгина, д. 19
2 Научно-производственное предприятие АО «НПП «Радий»,
125057, г. Москва, ул. Часовая, д. 28
Поступила в Редакцию 29 ноября 2019 г.
После доработки 17 февраля 2020 г.
Принята к публикации 6 марта 2020 г.
В связи с истощением природных запасов глиноземсодержащего сырья, пригодного для переработки
по стандартным технологиям, основанным на использовании щелочей, становятся привлекательны-
ми кислотные методы переработки бокситов и алюмосиликатов с большим содержанием кремния.
Основные трудности их применения связаны с проблемами организации замкнутых круговых про-
цессов с небольшим потреблением химических реагентов и энергии. Предложенные к настоящему
времени кислотно-солевые технологии, основанные на применении гидросульфата аммония в полном
цикле, экономически уступают классическому щелочному методу Байера. Представлены результа-
ты лабораторных исследований, которые показывают перспективы создания новой эффективной
технологии производства глинозема из низкосортного сырья в круговом процессе с рекуперацией
потребляемого количества солевого реагента в каждом цикле. В предложенном процессе использу-
ются обнаруженные авторами закономерности распределения алюминия и железа в твердых фазах
и равновесных растворах. Другой особенностью разработки является использование специального
метода «удерживания кислоты» в нанопористых средах для разделения остаточных количеств
кислоты и соли, возвращаемых в начало процесса, что позволяет значительно снизить потребление
энергии и реагентов.
Ключевые слова: высококремнистый боксит; нефелин; глинозем; выщелачивание; солевой метод
DOI: 10.31857/S0044461820070142
В связи с тем что высококачественные бокситы,
необходимость использования дополнительных тех-
хорошо перерабатываемые стандартными щелоч-
нологических стадий глубокой очистки от железа,
ными методами, становятся малодоступными, воз-
выщелачиваемого в продуктивные растворы вме-
обновился интерес к созданию технологий на ос-
сте с алюминием. Кроме того, существует еще одно
нове кислотных и солевых способов переработки
ограничение использования кислотных методов, а
высококремнистого глиноземсодержащего сырья.
именно трудности в организации замкнутых схем с
Отличительной особенностью этих способов являет-
рекуперацией кислот в технологической цепочке и
ся возможность отделения кремния на стадии разло-
их возвратом на начальные стадии процесса. С этой
жения сырья, что позволяет существенно расширить
точки зрения сегодня наиболее перспективными
круг сырьевых источников, потенциально интерес-
можно считать два технологических направления:
ных для промышленной переработки. В то же время
1) солянокислую переработку глиноземсодержащего
недостатком кислотных и солевых методов является
сырья с высокотемпературной рекуперацией хлори-
О возможности кислотно-солевой переработки глиноземсодержащего сырья в замкнутом реагентном цикле
1025
стого водорода [1-3] и 2) различные варианты ме-
мония и серную кислоту квалификации «чистый».
тода с использованием бисульфата аммония [4-7],
Эксперименты по разложению проводили в термо-
известные в химической технологии как Aloton или
статированной стеклянной посуде при атмосферном
Buchner.* Метод Бюхнера состоит в реализации кру-
давлении или в лабораторном автоклаве. Операции по
гового процесса, включающего стадии термического
фильтрации суспензий проводили на термостатируе-
разложения сульфата аммония на аммиак и гидро-
мом фильтре Бюхнера с использованием вакуумного
сульфат аммония, обработки последним глинозем-
насоса.
содержащего сырья, фильтрации раствора квасцов и
Для осуществления процессов разделения и кон-
осаждения из этого раствора гидроксида алюминия
центрирования растворенных компонентов на различ-
аммиаком с получением сульфата аммония, возвра-
ных стадиях переработки промежуточных растворов
щаемого в начало процесса [8, 9]. В условиях до-
использовали ионообменные смолы: сильнооснов-
ступности высококачественных бокситов процесс
ный анионит АВ-17х8 (Научно производственное
Бюхнера, в меньшей степени применимый для их
объединение ООО НПО «Токем», Россия) с чет-
переработки, чем для алюмосиликатов [10], не мог
вертичными аммониевыми основаниями и хела-
конкурировать с процессом Байера. Сегодня в новых
тообразующий сорбент — полиамфолит IOX C500
условиях представляется целесообразным вернуться
(АО «Аксион — Редкие и Драгоценные Металлы»,
к классическому процессу Бюхнера для оценки его
г. Пермь, Россия) с аминометиленфосфоновыми
перспектив. Так, исследования последнего времени
функциональными группами. Операции с ионитами
[11] показали возможность промышленного внедре-
проводили с использованием стеклянных колонок,
ния комбинированных технологий, в основе которых
снабженных фильтрующим дном и термостатирую-
лежит разложение исходного сырья с применением
щей рубашкой.
сульфата или гидросульфата аммония.
Целью данной работы являлось создание (на лабо-
Обсуждение результатов
раторном уровне) замкнутого циклического процесса
переработки глиноземного сырья путем объединения
Анализ показывает, что классический процесс
возможностей кислотных и солевых методов и введе-
Бюхнера [4] не может обеспечить замкнутый цикл по
ния новых методов разделения компонентов, включая
гидросульфату аммония. В составе глиноземсодержа-
метод удерживания кислоты в модифицированном
щего сырья наряду другими компонентами находятся
варианте, что значительно облегчает создание зам-
соединения щелочных и щелочноземельных элемен-
кнутых круговых схем для переработки высококрем-
тов. В процессе выщелачивания с использованием
нистых бокситов и алюмосиликатных материалов [6,
гидросульфата аммония образуются простые и двой-
12, 13].
ные сульфаты различных компонентов, которые на
последующих этапах при воздействии аммиака либо
в процессах термического гидролиза превращаются
Экспериментальная часть
в соответствующие гидроксиды с рекуперацией суль-
В работе были использованы три типа глинозем-
фата аммония. Однако химическая трансформация
содержащего сырья разных месторождений России:
аммиаком сульфатов кальция, стронция, натрия и
боксит гематит-бемитового типа Тиманского место-
калия с рекуперацией реагента практически невоз-
рождения и каолиновая глина месторождения Кайчак.
можна. Чтобы организовать замкнутый процесс по
Образцы и данные по химическому составу были пре-
аммонию, необходимо использовать кислотно-соле-
доставлены компанией АО «РУСАЛ Всероссийский
вой реагент, представляющий собой гидросульфат
алюминиево-магниевый институт», Санкт-Петербург.
аммония с примесью расходуемой в процессе серной
Нефелиновый концентрат с Кольского полуострова
кислоты, количество которой определяется составом
был представлен АО «Научно-исследовательский
сырья, а именно наличием в нем щелочных и щелоч-
институт по удобрениям и инсектофунгицидам имени
ноземельных элементов. Преимуществом использова-
Я. В. Самойлова» (АО НИУИФ).
ния такого реагента является не только возможность
При приготовлении реагента для разложения гли-
сохранять в замкнутом цикле гидросульфат аммония,
ноземсодержащего сырья использовали сульфат ам-
но и большая эффективность выщелачивания целево-
го компонента из различных видов глиноземсодержа-
щего сырья [6, 12].
* Encyclopedic Dictionary of Named Processes in
Chemical Technology / Ed. Alan E. Comyns. Boca Raton:
Для любого глиноземсодержащего сырья с общей
CRC Press LLC, 2000. P. 312.
формулой молярного состава xAl2O3·yFe2O3·zSiO2×
1026
Хамизов Р. Х. и др.
Таблица 1
Химический состав сырья
Содержание, мас%
Образец
Al
2O3
Fe2O3
SiO2
TiO2
K2O
MgO
Na2O
P2O5
SO3
CaO
SrO
MnO
H2O
Боксит
47.7
28.3
8.0
2.8
0.63
0.39
0.23
0.22
0.20
0.17
—
0.04
11.5
Каолин
18.3
2.7
64.2
1.7
2.0
0.89
2.1
0.15
—
0.87
—
1.0
7.0
Нефелин
28.0
2.4
44.0
0.55
7.6
0.45
12.5
0.17
—
1.75
0.11
0.08
1.5
×αNa2O·βK2O·γCaO гидросульфатный цикл с реге-
в виде следующей последовательности химических
нерацией реагента можно схематично представить
реакций:
xAl2O3·yFe2O3·zSiO2·αNa2O·βK2O·γCaO + 6(x + y)NH4HSO4 + (α + β + γ)H2SO4 = zH2SiO3↓ +
+ 2xNH4Al(SO4)2 + 2yNH4Fe(SO4)2 + 2(x + y)(NH4)2SO4 + αNa2SO4 + βK2SO4 + γCaSO4↓ +
+ [3(x + y) - z + α + β + γ]H2O,
(1)
2yNH4Fe(SO4)2 + 6yNH3↑ + 6yH2O = 2yFe(OH)3↓ + 4y(NH4)2SO4,
(2)
2xNH4Al(SO4)2 + 6xNH3↑ + 6xH2O = 2xAl(OH)3↓ + 4x(NH4)2SO4,
(3)
6(x + y)(NH4)2SO4 = 6(x + y)NH4HSO4 + 6(x + y)NH3↑ .
(4)
Реакция (1) — это выщелачивание, проводимое
ющем растворе должно составлять приблизительно
при повышенной температуре; (2) и (3) — осаждение
15:1. В связи с тем что используется избыток основно-
гидроксидов железа и алюминия аммиаком, которое
го компонента в выщелачивающем реагенте, в нем мо-
необходимо осуществлять раздельно на разных ста-
жет содержаться больше гидросульфата аммония, но
диях процесса. Раствор сульфата аммония, образу-
абсолютное количество расходуемой серной кислоты
ющийся в процессах (1)-(3), подвергается выпарке,
должно соответствовать количеству щелочных и ще-
кристаллизации и разложению при температуре 250-
лочноземельных металлов в обрабатываемом сырье.
300°С по реакции (4) с рекуперацией гидросульфата
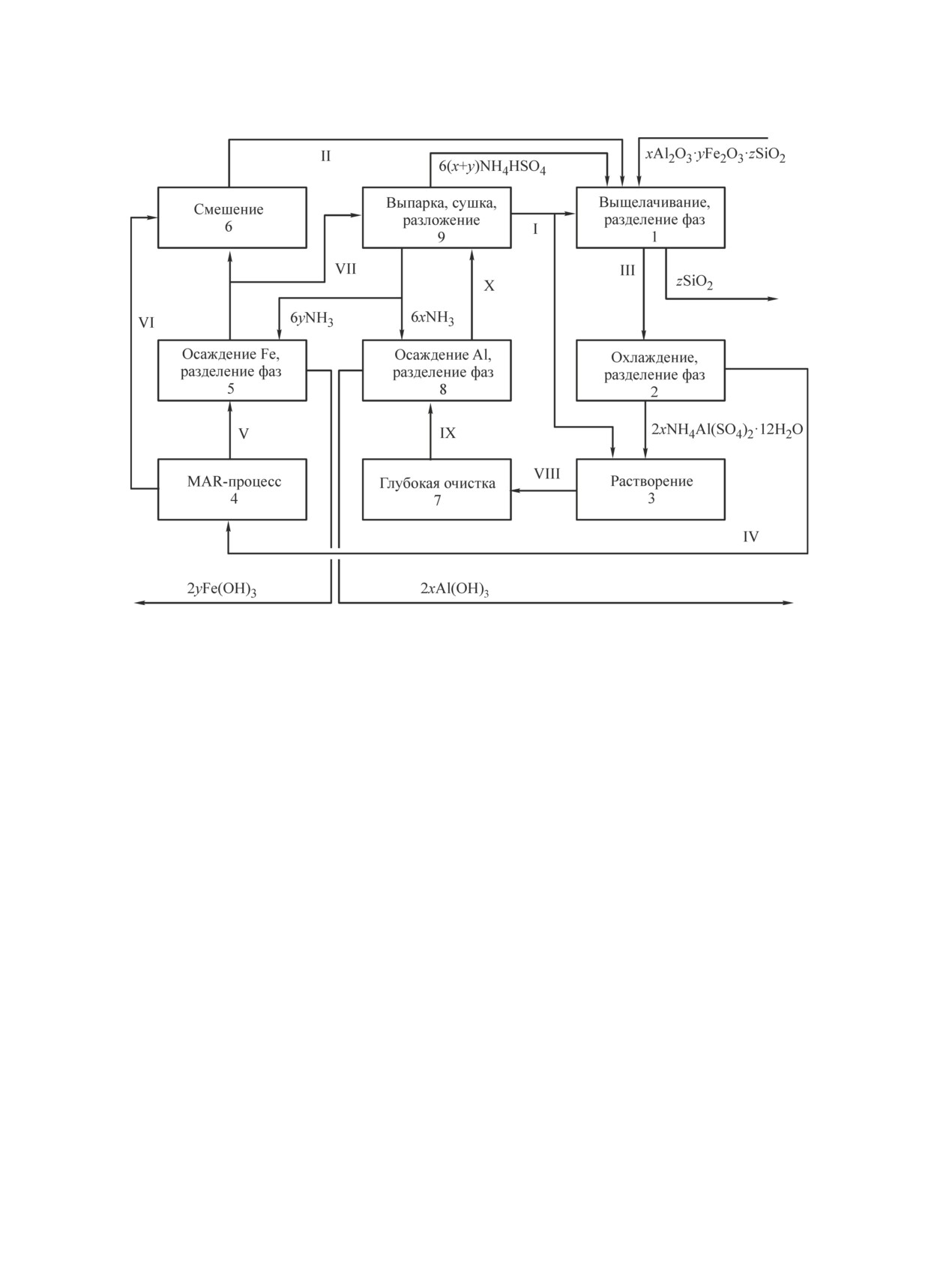
На рис. 1 представлена предложенная и апроби-
аммония, а также аммиака.
рованная в лабораторных условиях принципиальная
Теоретически молярное соотношение гидросуль-
схема кислотно-солевой переработки глиноземсодер-
фата аммония и серной кислоты в кислотно-солевом
жащего сырья, в которой для простоты не показан
реагенте равно: 6(x + y)/(α + β + γ), а массовое соот-
процесс выделения соединений калия и натрия, а
ношение — 115·6(x + y)/98·(α + β + γ). Так, для бок-
также ряд других вспомогательных операций. Оценки
сита с приближенной формулой молярного состава
материальных потоков даны для стационарного режи-
0.57Al2O3·0.23Fe2O3·0.12SiO2·0.01K2O·0.005Na2O×
ма и только для разлагаемой части сырья. Формулами
×0.005CaO (в соответствии с данными табл. 1) мас-
обозначены потоки твердых и газообразных веществ.
совое соотношение гидросульфата аммония и серной
Процесс переработки включает следующие на-
кислоты приблизительно равно 278:1. Это означает,
чальные стадии: 1 — выщелачивание при повышен-
что при использовании 40%-ного раствора гидро-
ной температуре (80-130°С в зависимости от вида
сульфата аммония для выщелачивания в нем должно
сырья) и разделение горячей суспензии с отделением
дополнительно содержаться 0.2% свободной серной
кремнезема и неразложившихся остатков сырья и
кислоты. Очевидно, что более строгий расчет оп-
получением маточного раствора III; 2 — охлаждение
тимального состава реагента проводится по той же
последнего с кристаллизацией квасцов, раствори-
схеме, но с учетом содержания всех компонентов в
мость которых сильно зависит от температуры, и
исходном сырье, а также реальной степени их извле-
разделение холодной суспензии с получением маточ-
чения в используемых условиях выщелачивания. Для
ного раствора IV и твердых квасцов; 3 — растворе-
нефелинового концентрата с приближенной форму-
ние квасцов в чистой воде. Раствор IV представляет
лой сырья 0.47Al2O3·0.03Fe2O3·0.83SiO2·0.14Na2O×
собой смесь гидросульфата и сульфата аммония и
0.07K2O·0.02CaO соотношение расходуемого количе-
содержит железо. Он подвергается описанной далее
ства гидросульфата и серной кислоты в выщелачива-
специальной процедуре разделения кислот и солей
О возможности кислотно-солевой переработки глиноземсодержащего сырья в замкнутом реагентном цикле
1027
Рис. 1. Принципиальная схема гидросульфатного циклического процесса переработки глиноземсодержащего сырья.
Потоки: I — вода; II — оборотный раствор для выщелачивания, содержащий сверхэквивалентный избыток гидросуль-
фата аммония; III — горячий маточный раствор 1; IV — холодный маточный раствор 2; V — раствор сульфата аммония;
VI — раствор гидросульфата аммония и серной кислоты; VII — часть раствора сульфата аммония, обеспечивающая поток
(2x + 6y)(NH4)2SO4; VIII — водный раствор алюмоаммонийных квасцов; IX — очищенный раствор квасцов; X — раствор
сульфата аммония, обеспечивающий поток 4x(NH4)2SO4.
(MAR-процессу) на стадии 4 с получением кислотной
сульфатов щелочных металлов, после упаривания
части — раствора гидросульфата аммония и серной
охлаждается для отделения сульфатов калия и натрия
кислоты и нейтральной части — раствора сульфата
и только потом выпаривается досуха и термически
аммония, который на стадии 5 частично очищается
разлагается на гидросульфат и аммиак, используемый
осаждением аммиаком гидроксида железа, часть по-
в процессах осаждения. В балансе потоков такого
лученного раствора (VII) направляется на стадию 9,
процесса также следует учитывать образование нера-
а часть смешивается на стадии 6 с кислотной частью
створимых сульфатов, в частности сульфата кальция,
с получением оборотного раствора гидросульфата
вместе с кремнеземом. Соответственно на стадию
аммония (II), возвращаемого на выщелачивание.
выщелачивания дополнительно подается расходуемая
Раствор квасцов VIII на стадии 7 подвергается глу-
серная кислота в количествах, эквивалентных сумме
бокой очистке, из полученного очищенного раство-
потоков щелочных и щелочноземельных металлов.
ра аммиаком осаждается гидроксид алюминия (8),
Степень извлечения компонентов увеличивается
суспензия разделяется, и маточный раствор X на
с повышением температуры (табл. 2), однако эта за-
следующей стадии (9) выпаривается, осадок сушит-
висимость имеет сложный характер. В целом из этих
ся и разлагается (300°С) с получением аммиака и
данных следует, что обработку нефелина и глины
гидросульфата аммония, возвращаемого на стадию
целесообразно проводить при атмосферном давлении
выщелачивания.
в температурном интервале 90-98°С, в то время как
В реальном процессе проводится прокалка
переработку боксита следует проводить в автоклаве
Al(OH)3 при 650-750°С с получением глинозема.
при температуре 120-130°С.
Кроме того, раствор X после осаждения гидрокси-
Результаты, полученные при использовании
да алюминия, содержащий примесь растворимых
40%-ного раствора гидросульфата аммония, не явля-
1028
Хамизов Р. Х. и др.
Таблица 2
Значения степени выщелачивания основных компонентов из глиноземсодержащего сырья различного типа
при использовании 40%-ного раствора гидросульфата аммония с добавкой серной кислоты
Соотношение количеств твердой фазы и раствора т:ж = 1:10 (г/г), время — 4 ч
Нефелин
Каолин
Боксит
40% NH4HSO4 + 1% H2SO4
40% NH4HSO4 + 1% H2SO4
40% NH4HSO4 + 0.2% H2SO4
T, °C
Степень выщелачивания, %
Al
Fe
Al
Fe
Al
Fe
70
41
42
44
45
19
24
82
66
48
—
—
34
45
90
81
72
74
61
44
50
98
85
81
79
59
59
52
120
87
90
84
66
81
63
130
—
—
84
69
78
65
150
—
—
—
—
83
86
ются оптимальными и приведены в качестве примера.
и высушивания квасцов в одинаковых условиях и
Концентрация основного выщелачивающего агента
равновесного маточного раствора после его отделе-
существенным образом влияет на другой важный
ния. Двойные соли алюминия и железа по-разному
фактор — распределение компонентов в различных
ведут себя с повышением концентрации равновесного
фазах после осаждения квасцов. На рис. 2 представ-
(и соответственно исходного выщелачивающего) рас-
лены некоторые данные для процесса переработки
твора. Коэффициент распределения алюминия почти
нефелинового концентрата, а именно зависимости
экспоненциально повышается с концентрированием
коэффициентов распределения компонентов между
раствора. Для железа наблюдается небольшой экс-
кристаллическими квасцами и раствором от суммар-
тремум, после которого коэффициент распределения
ного содержания в выщелачивающем агенте сульфата
начинает падать.
и бисульфата аммония, пересчитанного на моляр-
Из представленных результатов следует, что ра-
ную концентрацию средней соли. Для их получения
ционально применение более высокой концентрации
проводили анализы твердых фаз после отделения
раствора гидросульфата аммония в исходном раство-
ре (чтобы суммарное содержание сульфата в равно-
весном растворе было больше 2.5 моль·л-1). В этих
условиях коэффициент распределения алюминия со-
ставляет более 250, что говорит о его количественном
извлечении в твердую фазу квасцов. Коэффициент
распределения железа может быть 0.5 и меньше. Это
позволяет предложить схему, в соответствии с кото-
рой почти чистые алюмоаммонийные квасцы можно
растворять в чистой воде и сразу получать раство-
ры с содержанием железа, не превышающим долей
процента от содержания алюминия, и далее подвер-
гать такой раствор глубокой, например, сорбционной
очистке для получения продукта требуемого качества.
Это устраняет первый из принципиальных недостат-
ков технологии Бюхнера, состоящий в необходимости
проведения дополнительных стадий очистки для по-
Рис. 2. Зависимость коэффициентов распределения ком-
лучения продукта требуемого качества.
понентов между квасцами и маточным раствором 2 от
Второй принципиальной недостаток классиче-
концентрации сульфата в выщелачивающем растворе.
ского гидросульфатного процесса состоит в исполь-
1 — K, 2 — Fe, 3 — Na, 4 — Al.
зовании значительного избытка реагента, часть ко-
О возможности кислотно-солевой переработки глиноземсодержащего сырья в замкнутом реагентном цикле
1029
торого находится в обороте и возвращается в начало
в котором нет химических реакций. На первой стадии
процесса. Это диктуется не только необходимостью
процесса (I) перерабатываемый раствор, содержащий
повышения степени извлечения целевого компонента
гидросульфат аммония, пропускается снизу вверх
и уменьшения времени выщелачивания. Показанные
через колонну, при этом кислота удерживается, а рас-
на рис. 2 результаты свидетельствуют о том, что
твор сульфата с небольшой примесью кислоты (рН 3)
только при использовании высококонцентрирован-
проходит через загрузку. На второй стадии (II) через
ного реагента возможно количественное выделение
колонну пропускается сильноразбавленный раствор
относительно чистых алюмоаммонийных квасцов.
серной кислоты (рН 2) в направлении сверху вниз с
При этом причины гидродинамического характера
вытеснением существенно более концентрированного
не позволяют уменьшить объем выщелачивающего
раствора серной кислоты в смеси с гидросульфатом
агента обратно пропорционально его концентрации.
аммония. Затем процесс повторяется, для его осу-
Основное количество железа и других примесей со-
ществления не требуется использование химических
держится в горячем маточном растворе III, затем в
реагентов, кроме небольших количеств серной кисло-
соответствии с рассмотренными выше закономер-
ты, составляющих менее 1-2% от кислоты, содержа-
ностями накапливается в растворе IV, в том числе
щейся в основном потоке.
в форме железоаммонийных двойных сульфатных
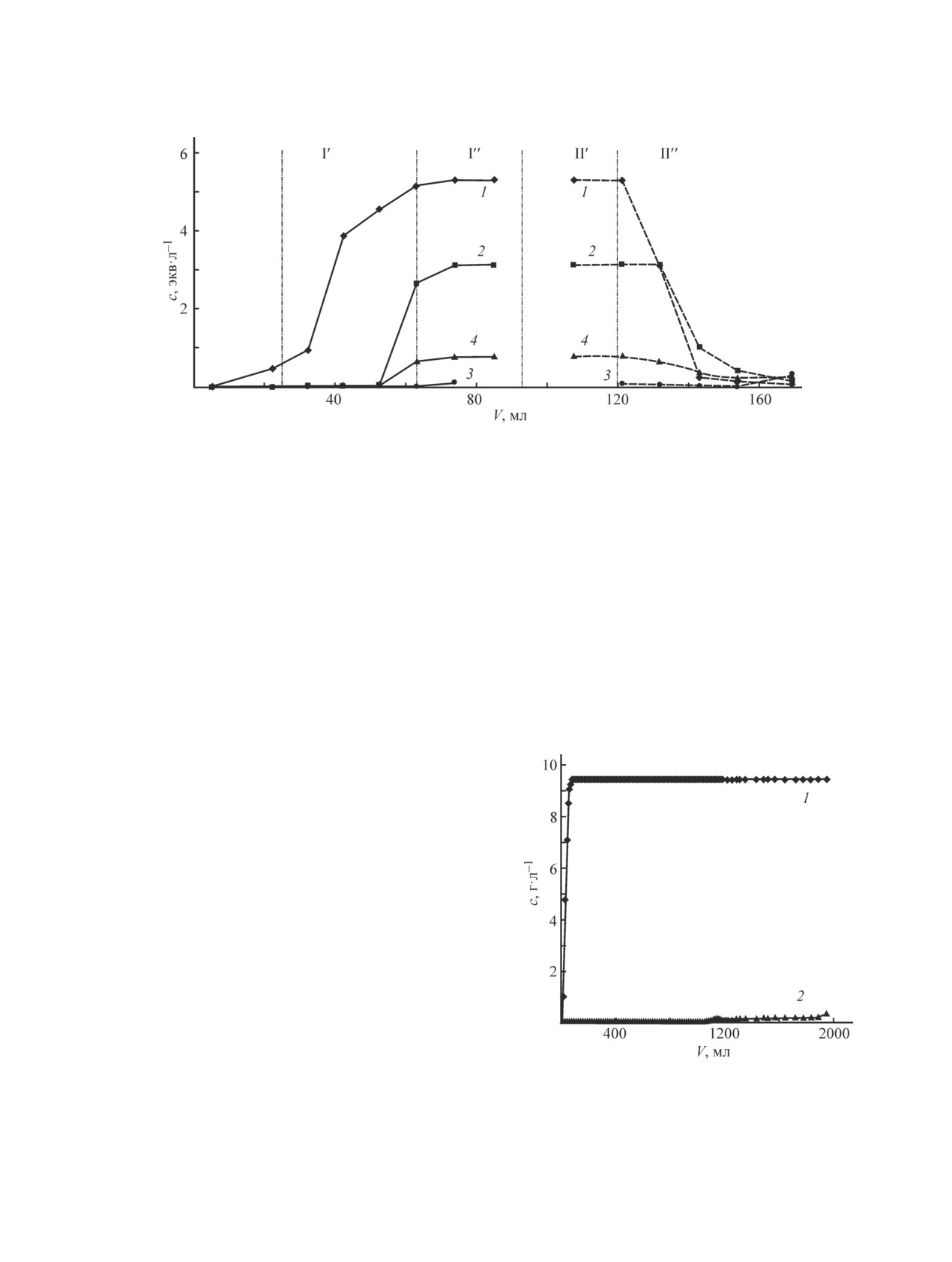
Пример повторяющегося циклического процесса
солей. Выделение железа и других примесей можно
разделения компонентов в системе NaHSO4-Na2SO4-
осуществить осаждением их гидроксидов аммиа-
H2SO4 в колонне с гелевым анионитом в лаборатор-
ком, при этом основную часть железа можно осадить
ном масштабе представлен на рис. 4. Для наглядности
при повышении показателя кислотности до значе-
выходные кривые железа и алюминия приведены с
ния рН 5.5. Однако проведение процесса прямого
10-кратно увеличенными значениями концентраций.
осаждения гидроксидов из раствора IV, содержащего
Из колонны сначала выходит разбавленный (рН 2)
большой избыток гидросульфата аммония, требует
раствор серной кислоты, оставшийся с предыдущего
расхода количества аммиака, эквивалентного этому
цикла и возвращаемый для использования в следую-
избытку. Весь имеющийся в растворе гидросульфат
щем цикле, затем раствор сульфата аммония (I′), на-
аммония переходит в нейтральную соль, которую
правляемый на выделение железа и других примесей
затем необходимо прокалить для рекуперации вы-
аммиаком, после этого выходят смешанные растворы
щелачивающего агента — гидросульфата аммония.
(I″) и (II′) с составом, близким к исходному перераба-
Очевидно, что прямое выделение железа приводит к
тываемому раствору, в связи с чем они возвращаются
нерациональным расходам вещества и энергии. Для
решения этой проблемы требуется метод, позволя-
ющий сначала разделить кислую соль на кислоту и
нейтральный сульфат аммония, осадить из нейтраль-
ной части гидроксид железа и соосаждающиеся с ним
примеси, а затем объединить кислый и нейтральный
растворы. Принципиальная возможность разделе-
ния гидросульфата аммония в растворе на сульфат
и кислоту впервые была показана в работах [14, 15]
с помощью предложенного нами модифицирован-
ного метода удерживания кислоты (Modified Acid
Retardation — MAR) [12, 13]. Разделение проводится
за счет ситового эффекта — различия в размерах ги-
дратированных ионных пар солей и молекул кислот
из концентрированных растворов на нанопористых
сорбентах: гелевых анионитах или сверхсшитом по-
листироле. Стадия разделения включена в общий
циклический процесс, как показано на рис. 1.
В процессе, схема которого показана на рис. 3,
используется сильноосновный гелевый анионит с по-
рами менее 5 нм, переведенный в сульфатную форму,
Рис. 3. Cхема осуществления MAR-процесса.
чтобы исключить какие-либо ионообменные реакции.
I — сорбция, II — десорбция сильноразбавленным
По сути используется ситовой нанопористый реактор,
раствором кислоты.
1030
Хамизов Р. Х. и др.
Рис. 4. Разделение компонентов модифицированным методом удерживания кислоты после отделения алюминиевых
квасцов из раствора разложения нефелина на сильноосновном анионите АВ-17х8 в сульфатной форме.
T = 65°C, Vионита = 45 мл, Sсеч = 2.5 см2, скорость пропускания раствора — 60 мл·ч-1.
1 — аммонийная соль (NH4)2SO4 или NH4HSO4, 2 — H2SO4, 3 — Al (с·10), 4 — Fe (с·10).
I — разделение; II — вытеснение.
на вход в колонну. На последнем этапе получается
Использование данного сорбционного метода
сильнокислая смесь серной кислоты и раствора ги-
позволяет получать раствор, из которого при воз-
дросульфата аммония, которые в итоге возвращаются
действии аммиака при рН > 6 выделяется высоко-
на стадию 6 (рис. 1) для приготовления выщелачива-
чистый гидроксид алюминия. Прокалка последнего
ющего агента, используемого в следующем цикле.
при 600°С позволяет получить конечный продукт
Алюмоаммонийные квасцы после их выделе-
(γ-Al2O3), соответствующий требованиям к глинозе-
ния имеют состав, характеризующийся соотноше-
му квалификации Г00. Пример состава получаемого
нием массового содержания компонентов Al:Fe =
продукта показан в табл. 3.
= (40-60):1 в зависимости от используемого сырья.
Для дальнейшей очистки квасцы растворяют в чи-
стой воде (конденсате после выпарных аппаратов),
как показано на рис. 1. Среди возможных вариантов
глубокой очистки такого раствора нами был выбран
сорбционный метод селективного выделения железа
на хелатообразующей ионообменной смоле с амино-
метиленфосфоновыми функциональными группа-
ми. Выходные кривые сорбции, представленные на
рис. 5, свидетельствуют о том, что алюминий, несмо-
тря на его избыточную концентрацию, практически
не поглощается сорбентом. На рисунке показаны
выходные кривые полного (доведенного до равнове-
сия) сорбционного процесса. В реальной технологии
процесс останавливается после «проскока» железа
на определенном уровне, отвечающем требовани-
ям по чистоте к конечному продукту — глинозему.
Десорбция железа из сорбента для его повторного
Рис. 5. Сорбция железа хелатообразующим ионитом
использования проводится раствором серной кислоты
IOX С-500 из водного раствора квасцов с с(Fe) = 0.3 и
(рис. 6). При содержании алюминия в исходном рас-
с(Al) = 16.42 г·л-1.
творе, почти на 2 порядка превышающем содержание
Vионита = 38 мл, Sсеч = 3.5 см2, скорость пропускания рас-
железа, на колонке сорбируется (и теряется) количе-
твора — 200 мл·ч-1.
ство алюминия, сравнимое с количеством железа.
1 — Al, 2 — Fe.
О возможности кислотно-солевой переработки глиноземсодержащего сырья в замкнутом реагентном цикле
1031
Выводы
Возможно осуществление кругового процесса
переработки глиноземсодержащего сырья с исполь-
зованием гидросульфата аммония, в котором реали-
зуется замкнутый цикл по гидросульфату аммония.
Переработку боксита рационально осуществлять в
автоклавном режиме в температурном интервале 120-
130°С, в то время как нефелиновый концентрат и као-
линовую глину можно перерабатывать при атмосфер-
ном давлении при 90-100°С. При выделении двойных
аммонийных солей из кислых растворов наблюдается
противоположно направленная зависимость распре-
деления алюминия и железа от концентрации суль-
фата. Макрокомпонент количественно и селективно
выделяется в твердую фазу при повышении концен-
трации раствора. Для разделения компонентов мо-
Рис. 6. Десорбция компонентов 1 н раствором серной
жет быть использован модифицированный метод
кислоты после отработки ионита IOX С-500.
удерживания кислоты (MAR-процесс), основанный
Скорость пропускания раствора — 80 мл·ч-1.
на разделении кислот и солей в нанопористом реак-
1 — Al, 2 — Fe.
торе, что позволяет существенно уменьшить расходы
реагентов. Сорбционный метод глубокой очистки от
железа растворов алюмоаммонийных квасцов позво-
Некоторые общие (расчетные) технико-экономи-
ляет получить конечный продукт, соответствующий
ческие показатели предложенного гидросульфатного
требованиям к металлургическому глинозему.
процесса по затратам химических реагентов, а также
тепловой энергии показывают его перспективность, в
частности, в сравнении с показателями действующих
Финансирование работы
в нашей стране производств по переработке нефе-
линового концентрата. Наиболее важным, на наш
Работа выполнена при поддержке Программы
взгляд, преимуществом предлагаемого процесса, в ко-
Президиума РАН I.55П «Арктика — научные основы
тором обеспечивается замкнутый цикл с рекупераци-
новых технологий освоения, сохранения и развития
ей выщелачивающего реагента, является отсутствие
(2018-2019)».
необходимости перевозок сырьевых материалов или
химических веществ на дальние расстояния, что име-
Конфликт интересов
ет большое значение для развития промышленности
в регионах Арктики.
Р. Х. Хамизов входит в редакционную коллегию
Журнала прикладной химии. Остальные авторы за-
являют об отсутствии конфликта интересов, требую-
Таблица 3
щего раскрытия в данной статье.
Состав конечного продукта, глинозема, после
прокалки гидроксида алюминия
Информация об авторах
Массовая доля примеси, %
Хамизов Руслан Хажсетович, д.х.н.,
Примесь
глинозем
пример
марки Г-00
образца
Зайцев Виктор Анатольевич, к.г.-м.н.,
SiO2
0.02
0.010
Fe2O3
0.03
0.025
Груздева Александра Николаевна, к.х.н.,
TiO2 + V2O5 + Cr2O3 + MnO
0.01
0.011
ZnO
0.01
0.008
Крачак Анна Наумовна, к.х.н.,
P2O5
0.002
< 0.001
Рарова Ирина Григорьевна,
Na2O + K2O
0.4
0.14
1032
Хамизов Р. Х. и др.
Власовских Наталья Сергеевна, к.т.н.,
and oxide minerals // Clay Minerals. 1982. V. 17.
P. 271-283.
Морошкина Лилия Петровна,
[10]
O′Connor D. J. Alumina extraction from non-bauxitic
materials. Aluminium-Verlag, Düsseldorf, 1988.
P. 159.
Список литературы
[11]
Yao Z. T., Xia M. S., Sarker P. K., Chen T. A review of
[1]
Пат. РФ 2471010 (опубл. 2012). Способ извлечения
the alumina recovery from coal fly ash, with a focus
алюминия и железа из глиноземистых руд.
in China // Fuel. 2014. V. 120. P. 74-85.
[2]
Senyuta A. S., Panov A. V., Suss A. G., Layner Yu. A.
Innovative technology for alumina production from
[12]
Khamizov R. Kh., Vlasovskikh N. S., Moroshkina L. P.,
low-grade raw materials // Light Metals. 2013. P. 203-
Krachak A. N., Gruzdeva A. N., Khamizov S. Kh. Acid
retardation method of separation for closed-circuit
[3]
Valeev D. V., Lainer Yu. A., Mikhailova A. B.,
processing of alumina-containing raw materials with
Dorofievich I. V., Zhelezny M. V., Gol′dberg M. A.,
the use of salt-acid digestion // Сорбцион. хроматогр.
Kutsev S. V. Reaction of bauxite with hydrochloric acid
процессы. 2017. Т. 17. № 6. С. 31-36.
under autoclave conditions // Metallurgist. 2016. V. 60.
N 1-2. P. 204-211.
[13]
Пат. РФ 2574247 (опубл. 2016). Способ переработ-
ки глиноземсодержащего сырья и способ вскрытия
[4]
Pat. US 1493320 (publ. 1924). Process for manufactu-
глиноземсодержащего сырья при его переработке.
ring aluminum hydroxide.
[14]
Khamizov R. Kh., Tikhonov N. A., Krachak A. N.,
[5]
Li L., Wu Y., Liu Y. Extracting alumina from low grade
Gruzdeva A. N., Vlasovskikh N. S. Separation of
bauxite with ammonium bisulfate leaching // Light
concentrated acid and salt solutions in nanoporous
Metals. 2014. P. 131-134.
media as the basis for a new technology of processing
of phosphorus-containing raw materials // Geochem.
[6]
Khamizov R. Kh., Vlasovskikh N. S., Moroshkina L. P.,
Int. 2016. V. 54. N 13. P. 1223-1238.
Khamizov S. Kh. Scientific grounds and prospects for
closed-circuit processing of alumina-containing raw
[15]
Хамизов Р. Х., Когарко Л. Н., Власовских Н. С.,
materials with the decomposition of salt and acid-salt
Морошкина Л. П., Крачак А. Н., Груздева А. Н.,
types // Proceedings 32th Int. ICSOBA Conf. «New
Зайцев В. А. О возможности разделения бисульфа-
Challenges of Bauxite, Alumina and Aluminium
та аммония на сульфат и кислоту в циклическом
Industry and Focus on China». 2014. P. 249-258.
процессе солевой переработки глиноземсодер-
[7]
Wang R.-C., Zhai Y.-C., Ning Z.- Q. Thermodynamics
жащего сырья // ДАН. 2018. Т. 481. № 2. С. 166-
and kinetics of alumina extraction from fly ash using an
ammonium hydrogen sulfate roasting method // Int. J.
[Khamizov R. Kh., Kogarko L. N., Vlasovskikh N. S.,
Min. Metallurgy Mater. 2014. V. 21. N 2. P. 144-149.
Moroshkina L. P., Krachak A. N., Gruzdeva A. N.,
Zaytsev V. A. On the possibility of separation of
[8]
Grim R. E. Applied clay mineralogy // Science. 1962.
ammonium bisulfate into sulfate and acid in the
V. 136. N 3519. P. 335-345.
cyclic salt-type processing of alumina-containing raw
materials // Doklady Chem. 2018. V. 481. N 1. P. 157-
[9]
Bayer G., Kahr G., Mueller-Vonmoos M. Reactions of
ammonium sulphates with kaolinite and other silicate