Журнал прикладной химии. 2020. Т. 93. Вып. 8
ОРГАНИЧЕСКИЙ СИНТЕЗ И ТЕХНОЛОГИЯ ОРГАНИЧЕСКИХ ПРОИЗВОДСТВ
УДК 547.1315
ПОЛУЧЕНИЕ ОГНЕСТОЙКИХ ЖИДКОСТЕЙ
НА ОСНОВЕ СМЕШАННЫХ
ТРИ(ФЕНИЛ-, пара-трет-БУТИЛФЕНИЛ)ФОСФАТОВ РЕАКЦИЕЙ
ПЕРЕЭТЕРИФИКАЦИИ ТРИФЕНИЛФОСФАТА пара-трет-БУТИЛФЕНОЛОМ
© Ю. Г. Носков, Т. Е. Крон, О. Г. Карчевская, Г. А. Корнеева*
ООО «Объединенный центр исследований и разработок»,
119333, г. Москва, Ленинский пр., д. 55/1, стр. 2
* E-mail: KorneevaGA@rn-rdc.ru
Поступила в Редакцию 13 ноября 2019 г.
После доработки 5 апреля 2020 г.
Принята к публикации 17 апреля 2020 г.
Показана возможность регулирования состава смеси трифенилфосфата, (пара-трет-бутилфенил)-
дифенилфосфата, ди(пара-трет-бутилфенил)фенилфосфата и три(пара-трет-бутилфенил)фос-
фата, полученной переэтерификацией трифенилфосфата пара-трет-бутилфенолом. Определено
количество пара-трет-бутилфенола, необходимого для переэтерификации трифенилфосфата с
образованием смеси фосфатов требуемого состава. Состав фосфатов при необходимости может
быть скорректирован путем снижения концентрации трифенилфосфата за счет его селективной
отгонки в вакууме.
Ключевые слова: переэтерификация; трифенилфосфат; пара-трет-бутилфенол; огнестойкие жид-
кости
DOI: 10.31857/S0044461820080149
Малотоксичное, биоразлагаемое огнестойкое мас-
[6], пентаоксида фосфора [7] и производных фосфо-
ло на основе смешанных (пара-трет-бутилфенил)-
рилпиридина [8]. В работе [9] сообщалось о полу-
фенилфосфатов находит широкое применение в ка-
чении фосфатов переэтерификацией в присутствии
честве добавок к полимерам, смазочным матери-
N-гетероциклических карбенов. Однако широкое про-
алам, составляет основу большинства жидкостей
мышленное использование нашел способ получения
для гидравлических систем и рабочих смазочных
триарилфосфатов по химической реакции фенолов с
жидкостей, обеспечивая безаварийную эксплуата-
оксихлоридом фосфора:
цию турбин с высокими параметрами рабочей среды,
O=PCl3 + 3ArOH → (ArO)3P=O + 3HCl.
(1)
включая энергетические установки атомных электро-
станций [1-3].
При получении синтетического огнестойкого бу-
Широкий спектр функционализированных фос-
тилированного масла в качестве сырья используют
фатов, фосфинатов, фосфонатов может быть получен
смесь фенола и пара-трет-бутилфенола (БФ). При
каталитической этерификацией соединений P(O)-OH
этом образуется равновесная смесь эфиров (I)-(IV)
трифлатами диарилиодония [4], фенолами при ката-
(см. схему) со статистическим распределением ком-
лизе хлоридами кремния [5], при использовании в
понентов, обычно содержащая (I) в количестве 15-
качестве фосфорилирующего агента белого фосфора
30% (в некоторых случаях - до 50%) [1-3, 10].
1181
1182
Носков Ю. Г. и др.
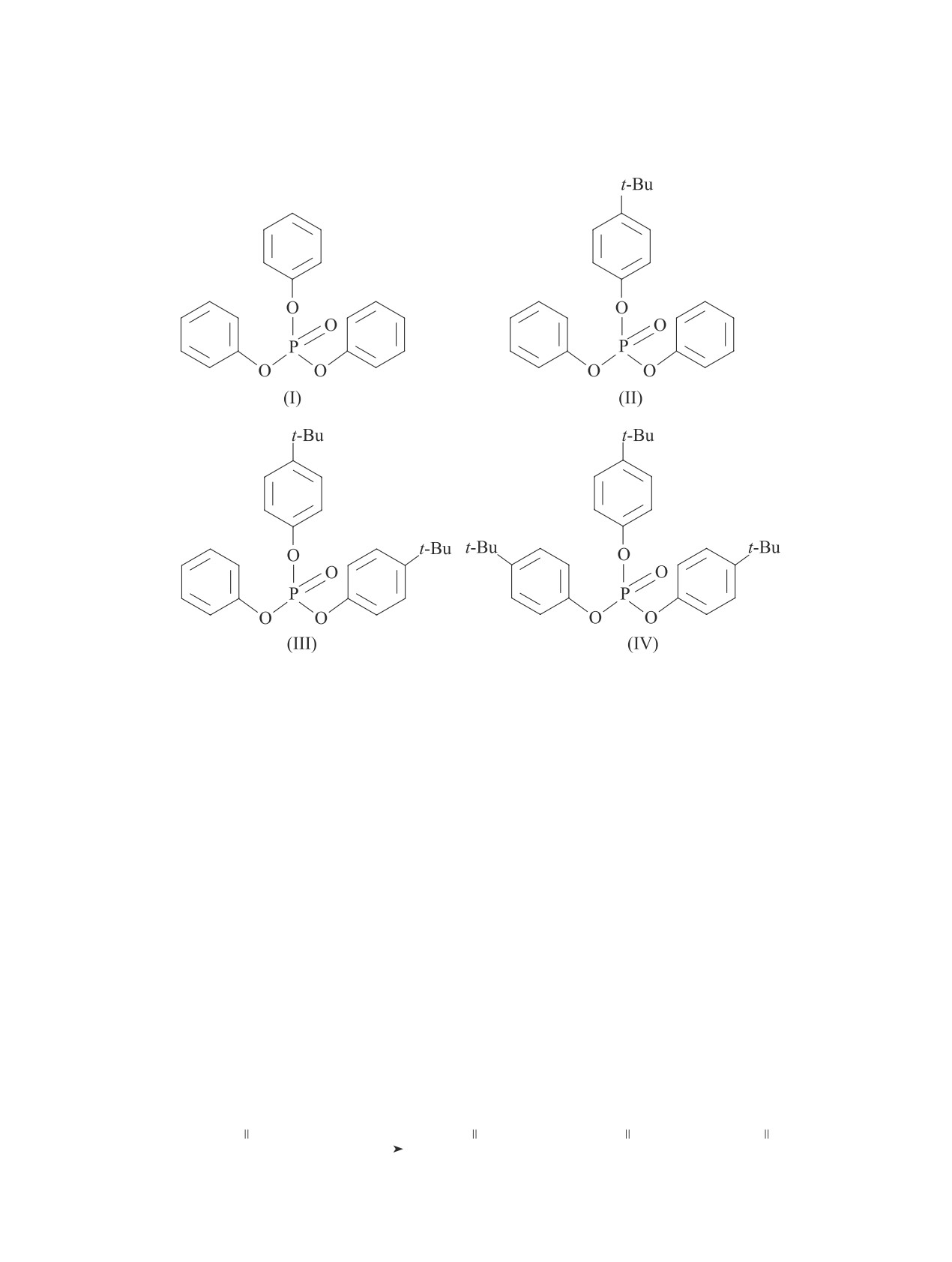
Схема
Компоненты бутилированного масла
(I) — трифенилфосфат, (II) — (пара-трет-бутилфенил)дифенилфосфат, (III) — ди(пара-трет-бутилфенил)-
фенилфосфат; (IV) — три(пара-трет-бутилфенил)фосфат.
Количественный состав смеси эфиров (I)-(IV)
также вызывает нежелательное увеличение времени
оказывает значительное влияние на физико-химиче-
деаэрации результирующего масла [10]; повышенные
ские, эксплуатационные свойства смеси фосфатных
концентрации (III) и (IV) приводят к увеличению
эфиров (вязкостно-температурные характеристики,
вязкости композиции [11].
температура застывания, смазывающие свойства,
Для снижения содержания трифенилфосфата в
гидролитическая устойчивость, окислительная
четырехкомпонентной смеси (I)-(IV) применяют ди-
стабильность, деаэрация и др.) и ее токсикологи-
стилляцию с использованием пленочного испарителя
ческие характеристики. Обычно его оптимизируют
с отгонкой (I) до его остаточного содержания ~2% с
для придания маслу свойств, соответствующих тре-
потерей 5-30 мас% исходной смеси [12].
бованиям, предъявляемым к продукту целевого при-
Снизить концентрацию (I) до значения <5% по-
менения.
зволяет, кроме того, использование в качестве фос-
Доминирующими компонентами в составе масла,
форилирующего агента дифенилхлорфосфата и (или)
применяемого для турбинных систем, являются не-
фенилдихлорфосфата [10]. Реализация этого способа
симметричные эфиры (II) и (III) при минимальном со-
сопряжена с использованием труднодоступных и лег-
держании симметричных фосфатов (I) и (IV) [1-3, 10].
ко гидролизующихся хлорфосфатов.
Это связано, в частности, с тем, что трифенилфос-
Цель работы — исследование возможности регули-
фат (I) проявляет низкую гидролитическую стабиль-
рования содержания компонентов смеси триарилфос-
ность: его присутствие ускоряет процессы деграда-
фатов, образующейся в результате переэтерификации.
ции фосфатных эфиров под действием влаги [1-3], а
O
O
O
O
(PhO)3P + t-BuPnOH -PhOH t-BuPnOP(OPh)2 + (t-BuPnO)2POPh + (t-BuPnO)3P,
(2)
где Ph — фенил, Pn — фенилен, t-Bu — трет-бутил.
Получение огнестойких жидкостей...
1183
Экспериментальная часть
Трифенилфосфат (>99%) получен в ООО РН-ЦИР
по способу [13], пара-трет-бутилфенол (99.5%,
АО ННК, Россия) использовали без дополнительной
очистки. Калий углекислый (99%, Acros Organics)
предварительно прокаливали до постоянной массы
при температуре 200°С. Для нейтрализации реак-
ционных масс использовали соляную кислоту (35-
38%, ООО «НеваРеактив», Россия). Количественное
определение состава смесей триарилфосфатов про-
водили методом газовой хроматографии на хро-
матографе Thermo Finnigan Focus GC с пламенно-
ионизационным детектором и капиллярной колонкой
ZB 5HT Inferno (30 м × 0.32 мм × 0.25 мкм). Режим
работы испарителя: температура 350°C, давление га-
за-носителя (гелий) на входе в колонку 130 кПа, поток
деления 80 мл·мин-1. Режим работы детектора: тем-
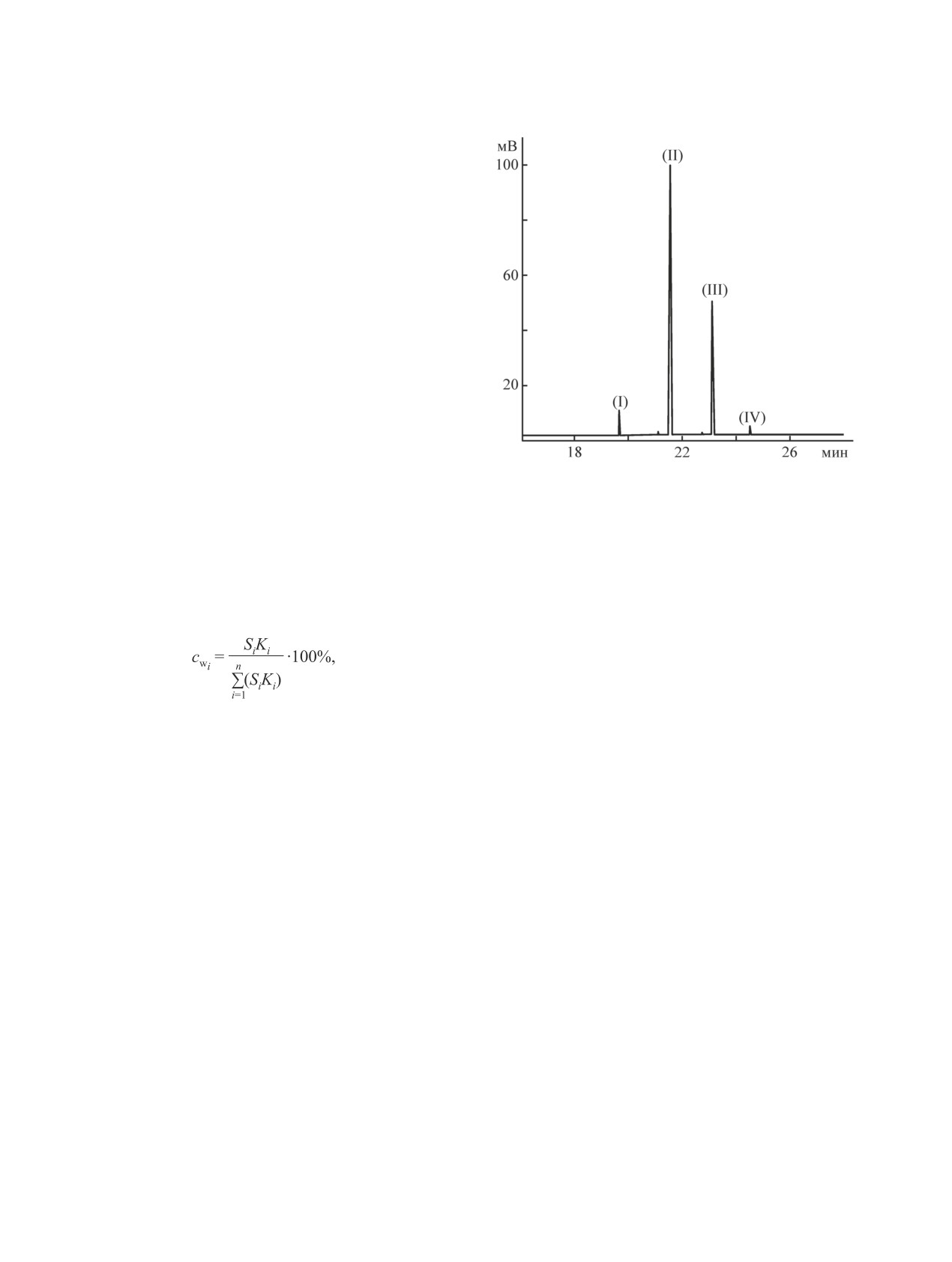
Рис. 1. Типичная хроматограмма смеси арилфосфатных
пература 350°C; расход воздуха 350, водорода — 40,
эфиров: (I) — трифенилфосфат, (II) — (пара-трет-бу-
гелия — 30 мл·мин-1. Программирование температу-
тилфенил)дифенилфосфат, (III) — ди(пара-трет-
ры колонки: начальная температура 60°С (6 мин)-на-
бутилфенил)фенилфосфат, (IV) — три(пара-трет-
бутилфенил)фосфат.
грев до 340°С со скоростью 15 град·мин-1-постоян-
ная температура 340°С (10 мин).
Количественный состав смесей рассчитывали по
15.18 г (0.110 моль) безводного углекислого калия в
соотношению
качестве катализатора (1 мас% в расчете на трифе-
нилфосфат). Реакцию переэтерификации проводили
(3)
при остаточном давлении 10 мм рт. ст., непрерывно
отгоняя фенол через насадочную колонку. При этом
температуру куба повышали от 130 до 220°С с такой
где cwi — массовая доля i-того компонента смеси,
скоростью, чтобы температура колонки не превы-
n — число компонентов, Si — площадь пика i-того
шала температуру кипения фенола при остаточном
компонента, Ki — относительный фактор отклика
давлении 10 мм рт. ст. (около 90°С). После отделения
i-того компонента.
основного количества фенола температуру колонки с
Факторы отклика Ki: фенол — 0.868, БФ — 0.831,
помощью электрообогрева поднимали до 250°С для
(I) — 1.000, (II) — 0.960, (III) — 0.930, (IV) — 0.910.
более полного удаления остатков фенола с насадки и
Типичная хроматограмма смеси триарилфосфатов
выдерживали кубовую емкость при 220°C 20 мин для
показана на рис. 1.
стабилизации равновесия между эфирами (I)-(IV).
Реакцию переэтерификации трифенилфосфата
По завершении отгонки фенола реакционную массу
проводили на лабораторной установке, состоящей
охлаждали до 40-50°С, добавляли для нейтрализа-
из кубовой емкости — трехгорлой колбы и обогрева-
ции соляную кислоту (2 моль в расчете на взятый
емой насадочной колонки ∅ 40 × 360 мм (спираль-
углекислый калий) и перемешивали 4 ч. Осадок KCl
ная насадка ∅ 3.5 × 3 мм из проволоки ∅ 0.5 мм;
отфильтровывали и определяли состав реакционной
сталь 12Х18Н10Т). Для обогрева кубовой емкости ис-
смеси методом газовой хроматографии.
пользовали колбонагреватель с функцией перемеши-
Для выделения огнестойкого масла нейтрали-
вания марки CMUA2000/CE Electrothermal. Контроль
зованную реакционную массу подвергали фракци-
температуры куба, колонки и паров отгоняющегося
онной перегонке с использованием обогреваемой
фенола осуществляли с помощью термоэлектриче-
насадочной колонки. В результате фракционирова-
ских датчиков. Для создания вакуума использовали
ния собирали 894.60 г фракции трифенилфосфата
насос марки Vacuubrand, Германия.
с Ткип 235-244°С/10 мм рт. ст. (97 мас%) и 737.66 г
В типичном эксперименте в кубовую емкость
целевой фракции огнестойкого масла с Ткип 255-
помещали 1532.70 г (4.67 моль) трифенилфосфа-
287°С/10 мм рт. ст. состава (мас%): (I) — 0.45, (II) —
та, 328.45 г (2.186 моль) пара-трет-бутилфенола и
81.48, (III) — 17.01, (IV) — 1.06, Тзаст = -18°С, кине-
1184
Носков Ю. Г. и др.
матическая вязкость при 50°С 26 мм2·с-1, конверсия
пара-трет-бутилфенола 99.5%. Выделенная фрак-
ция трифенилфосфата может быть использована по-
вторно на следующем операционном цикле получе-
ния огнестойкого масла. Температуру застывания
определяли в соответствии с ГОСТ 20287 метод Б
«Нефтепродукты. Методы определения темпера-
тур текучести и застывания», кинематическую вяз-
кость — методом ASTM D445 «Стандартный метод
определения кинематической вязкости прозрачных
и непрозрачных жидкостей (и расчет динамической
вязкости)».
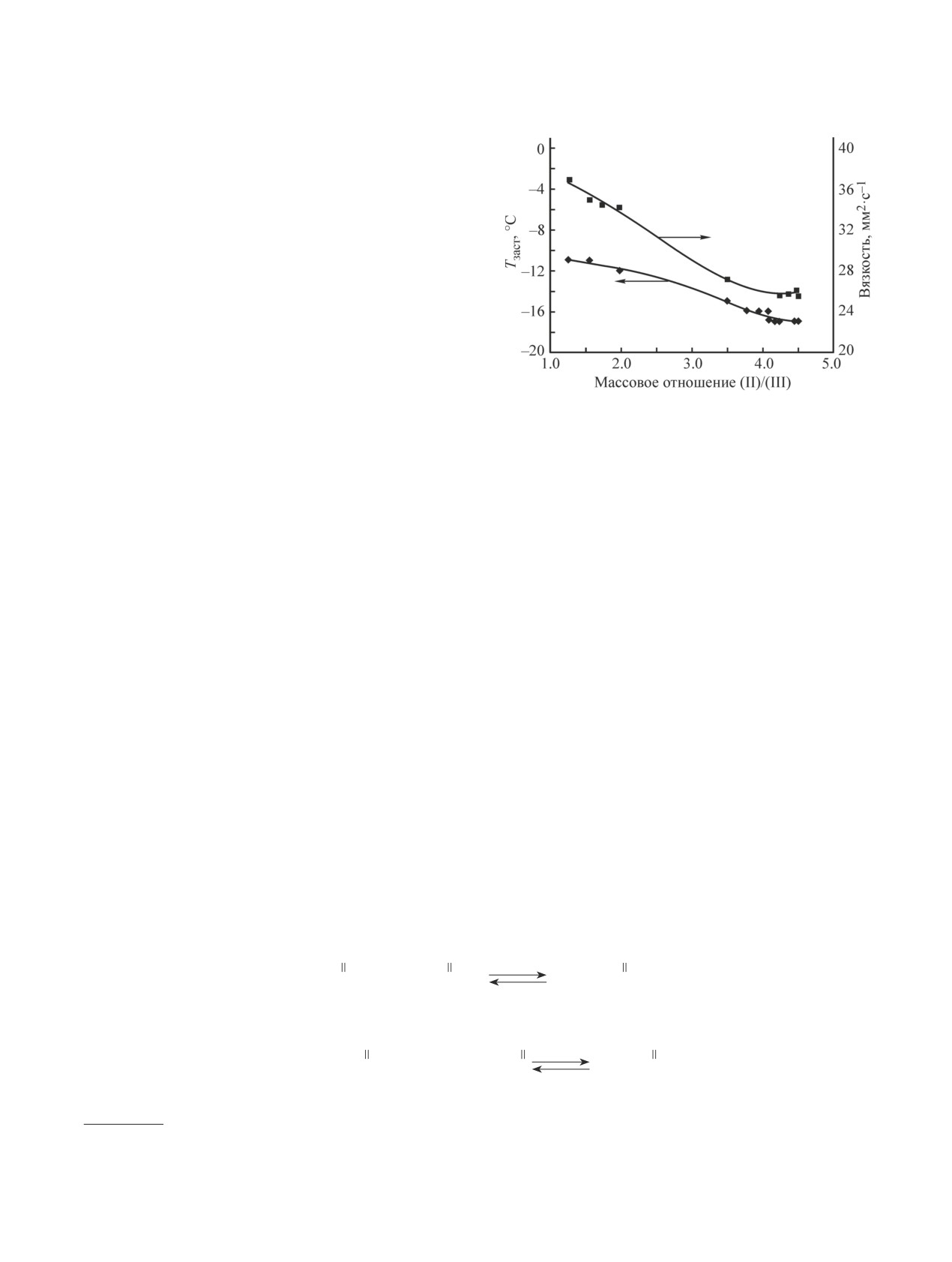
Рис. 2. Зависимость температуры застывания ком-
Обсуждение результатов
позиции бутилированного масла (I)-(IV) и ее кине-
К огнестойким турбинным маслам предъявляются
матической вязкости (50°С) от массового отношения
(II)/(III).
требования по целому ряду показателей. Было уста-
новлено [1-3], что для обеспечения гидролитической
(I) — трифенилфосфат, (II) — (пара-трет-бутилфенил)-
дифенилфосфат, (III) — ди(пара-трет-бутилфенил)фе-
устойчивости и требуемого показателя деаэрации
нилфосфат, (IV) — три(пара-трет-бутилфенил)фосфат;
масла содержание в нем фосфата (I) должно быть
суммарное содержание (I) + (IV) 3-10 мас%.
ограничено 4-5 мас%. Нормированы также показате-
ли кинематической вязкости (не ниже 23 мм2·с-1 при
50°С) и температуры застывания (не выше -17°С).*
образом, основной компонент, составляющий около
Как оказалось, эти характеристики также напрямую
70-80 мас% композиции, должен быть представлен
связаны с количественным составом бутилирован-
эфиром (II).
ного масла.
Катализируемая основаниями реакция взаимо-
Экспериментальную зависимость температуры
действия (I) с БФ позволяет получать продукты с
застывания и кинематической вязкости от состава
различной степенью переэтерификации [уравнение
масла [массового отношения (II)/(III)] иллюстрирует
(2)]. Доля продуктов (II)-(IV) и их пропорции зави-
рис. 2. Эти характеристики существенно зависят от
сят от соотношения (I) и БФ при загрузке реагентов.
массового отношения основных компонентов (II) и
После завершения отгонки фенола, который выде-
(III): в интервале отношений 1.2-4.0 температура
ляется в эквимольном количестве по отношению к
застывания понижается от -11 до -17°С, а кинемати-
загруженному БФ, образуется равновесная смесь три-
ческая вязкость, измеренная при 50°С, уменьшается
арилфосфатов (I)-(IV) (см. схему). Равновесие между
с 37 до 25 мм2·с-1. Из этого следует, что массовое от-
компонентами (I)-(IV) считают установившимся, ес-
ношение (II)/(III) в составе композиции бутилирован-
ли концентрации компонентов смеси остаются неиз-
ного масла, составляющее 4.0-4.5, обеспечивает тре-
менными во времени. Установившемуся равновесию
буемые (нормируемые) показатели кинематической
в смеси эфиров (I)-(IV) соответствуют следующие
вязкости и температуры застывания масла. Таким
уравнения равновесных химических реакций:
O
O
O
K1
(PhO)3P + (t-BuPnO)2POPh
2t-BuPnOP(OPh),
(4)
(I)
(III)
(II)
O
O
O
K2
t-BuPnOP(OPh)2 + (t-BuPnO)3P
2(PhO)3P,
(5)
(II)
(IV)
(I)
* РД ЭО 1.1.2.05.04442016 «Требования к эксплуатации,
организации и проведению испытаний трансформаторных
и турбинных масел на атомных станциях».
Получение огнестойких жидкостей...
1185
O
O
O
O
t-BuPnOP(OPh)2 + (t-BuPnO)2POPh
(PhO)3P + (t-BuPnO)3P,
(6)
(II)
(III)
(I)
(IV)
где K1 и K2 — константы равновесий реакций (4) и
равновесия K1 и K2, можно рассчитать состав рав-
(5) соответственно.
новесной смеси и определить отношение БФ0/I0, не-
Уравнение (6) является линейно-зависимым [т. е.
обходимое для обеспечения требуемого отношения
может быть получено путем сложения уравнений (4)
(II)/(III) в реакционной смеси переэтерификации. Для
и (5), в связи с чем из дальнейшего рассмотрения
определения констант равновесия K1 и K2 в условиях
исключено].
процесса переэтерификации были экспериментально
Тогда состояние равновесия описывает система
смоделированы равновесные смеси с различными
уравнений (7)-(10), где равновесные концентрации
отношениями фосфатных эфиров (см. таблицу).
выражены в мольных долях, а БФ0 и I0 — загрузки
По средним значениям констант K1 = 2.8639 и
пара-трет-бутилфенола и трифенилфосфата, выра-
K2 = 3.0201 путем численного решения уравнений
женные в количестве молей:
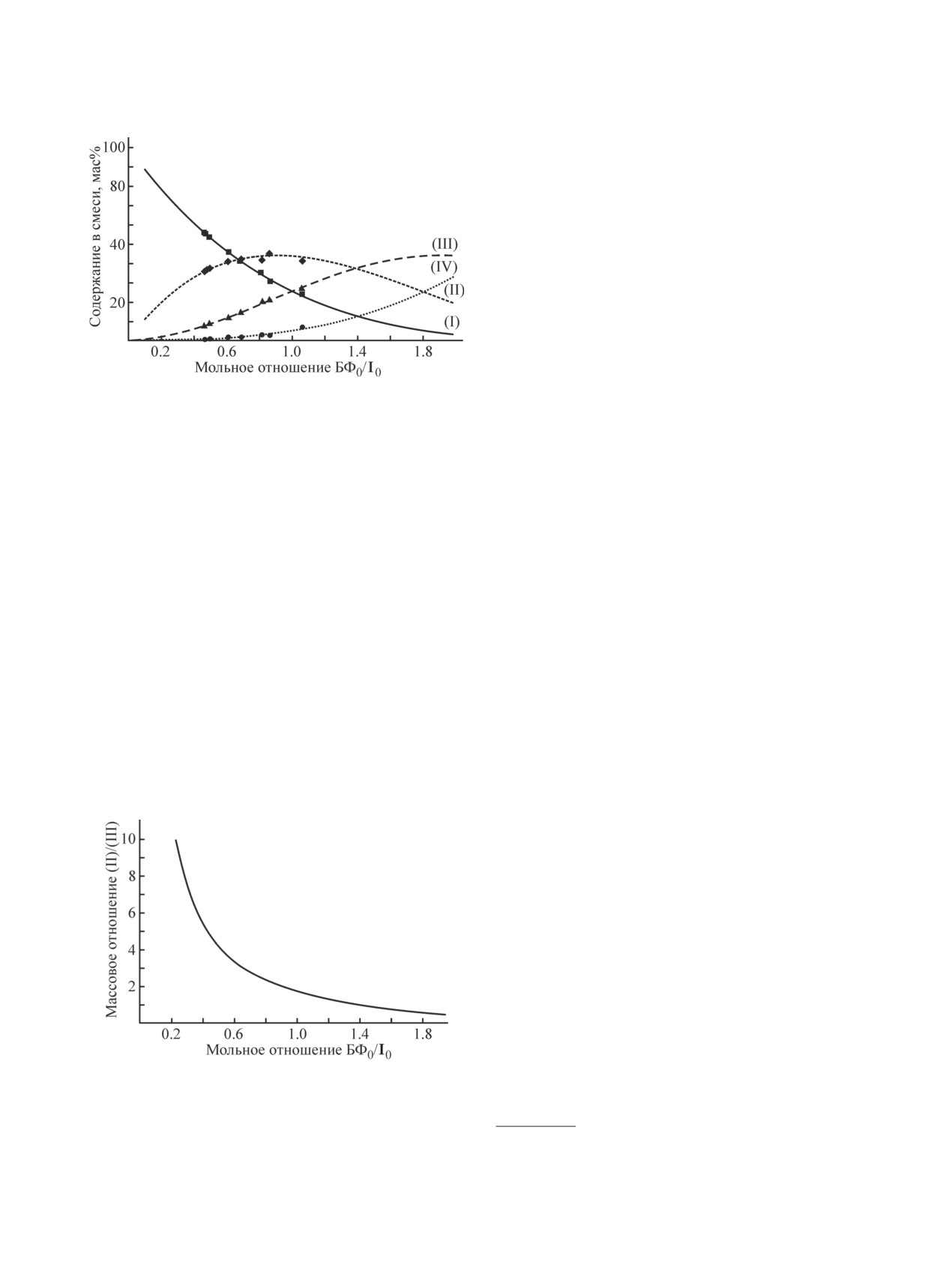
(7)-(10) рассчитана зависимость состава реакционной
смеси переэтерификации от мольного отношения
БФ0/I0. Графически результаты расчета показаны на
(7)
рис. 3, расчетная зависимость массового отношения
(II)/(III) в равновесной реакционной смеси переэте-
приведена на рис. 4.
рификации от БФ0/I0
(8)
При удовлетворительном согласовании расчетных
и экспериментальных значений (рис. 3) при постоян-
ной загрузке трифенилфосфата увеличение загрузки
(9)
БФ приводит к монотонному уменьшению равно-
[I] + [II] + [III] + [IV] = 1 .
(10)
весной концентрации (I), увеличению концентра-
ций (III) и (IV), а равновесная концентрация (II) при
Уравнение (9) отражает мольное отношение
этом имеет максимум в области мольных отношений
трет-бутилфенильных фрагментов (заместителей)
БФ0/I0 0.8-1.0. Массовое отношение (II)/(III) 4.0-4.4,
к общему количеству эфиров, что равно мольному
необходимое для получения масла, удовлетворяюще-
отношению БФ0 к I0 при загрузке реагентов на ста-
го нормативным требованиям к огнестойким турбин-
дию переэтерификации. Уравнение (10) — баланс по
ным маслам по вязкостно-температурным показате-
фосфатным эфирам. Исходя из значений констант
лям, достигается при мольном отношении реагентов,
Равновесный состав смесей фосфатов в зависимости от мольного отношения пара-трет-бутилфенола
и трифенилфосфата и расчетные значения констант равновесия реакций (4), (5)
Равновесный состав смеси эфиров, мас%
БФ0/I0,
(II)/(III), г/г
K1
K2
моль/моль
(I)
(II)
(III)
(IV)
1.060
24.43
41.36
27.12
7.09
1.53
2.5268
2.4674
0.818
35.05
41.69
20.10
3.17
2.07
2.4144
3.0094
0.864
30.99
45.23
21.25
2.54
2.13
3.0390
3.8739
0.689
41.16
42.7
14.83
1.74
2.85
2.8640
2.9446
0.613
45.65
41.02
12.13
1.20
3.38
2.9735
2.9517
0.498
53.46
37.32
8.57
0.65
4.36
2.9747
2.9543
0.497
53.52
37.27
8.57
0.65
4.35
2.9636
2.9924
0.474
55.36
36.10
7.96
0.58
4.54
2.8943
2.9583
0.464
56.00
35.87
7.61
0.52
4.71
2.9549
3.0492
0.468
55.72
36.03
7.71
0.54
4.67
2.9570
3.0295
0.478
55.01
36.40
8.01
0.58
4.54
2.9407
2.906
1186
Носков Ю. Г. и др.
ляет 11 мас%, но при этом наблюдается образо-
вание значительного количества (IV) (19 мас%).
Избыточный трифенилфосфат после дезактивации
катализатора переэтерификации может быть се-
лективно отделен от смеси фосфатов (II)-(IV) до
заданного остаточного содержания методом ва-
куумной ректификации. Например, при заданном
остаточном содержании (I) 3 мас% состав масла
характеризуется следующим распределением ком-
понентов (мас%): (I) — 3, (II) — 79, (III) — 17,
(IV) — 1. Такое масло имеет температуру засты-
вания -18°С и кинематическую вязкость при 50°С
26.3 мм2·с-1 [15].
Рис. 3. Зависимость состава равновесной смеси пере-
Найденные значения констант равновесия и ма-
этерификации от мольного отношения БФ0/I0.
тематическое описание позволяют таким образом
Точки — эксперимент, линии — расчет по уравнениям
рассчитывать оптимальные загрузки реагентов для
(7)-(10).
переэтерификации и получения реакционной смеси
— трифенилфосфат;
заданного состава [заданного отношения фосфатных
БФ0 — пара-трет-бутилфенол, I0
(II) — (пара-трет-бутилфенил)дифенилфосфат, (III) —
эфиров (II), (III) и (IV) в результирующем огнестой-
ди(пара-трет-бутилфенил)фенилфосфат, (IV) — три(па-
ком масле]. Например, для получения огнестойкого
ра-трет-бутилфенил)фосфат.
бутилированного масла, аналогичного коммерческому
бутилированному маслу для электрогидравлического
взятых в реакцию переэтерификации, БФ0/I0 ~0.5
контроля в системе смазки турбин Fyrquel® EHC Plus
(рис. 4). Однако при этом в равновесной смеси при
[содержание компонентов (мас%): (I) — 0-4, (II) —
удовлетворительно низкой (~1 мас%) концентрации
32-78, (III) — 10-30, (IV) — 0-10],* расчетное от-
(IV) трифенилфосфат присутствует в недопустимо
ношение исходных реагентов, взятых на стадию
высокой (около 53 мас%) концентрации. Снижение
переэтерификации, должно находиться в интервале
концентрации (I) за счет увеличения отношения
БФ0/I0 0.35-0.65 моль/моль (рис. 4). Требуемое оста-
БФ0/I0 приводит к нежелательному распределению
точное содержание трифенилфосфата достигается
компонентов (II)-(IV) (см. таблицу). Действительно,
удалением его избытка вакуумной ректификацией
как показано в [14], при мольном отношения
после нейтрализации катализатора.
БФ0/I0 = 3 доля непрореагировавшего (I) состав-
Выводы
Показана возможность регулировать состав сме-
си триарилфосфатов, полученных переэтерифика-
цией трифенилфосфата пара-трет-бутилфенолом.
Равновесный состав фосфатов при необходимости
может быть скорректирован путем снижения кон-
центрации трифенилфосфата за счет его селективной
отгонки в вакууме. Значения констант равновесия K1
и K2 могут быть использованы для расчета равновес-
ных концентраций компонентов (I)-(IV) и количества
пара-трет-бутилфенола, необходимого для переэ-
терификации трифенилфосфата с формированием
желательного состава смеси фосфатов.
Рис. 4. Расчетная зависимость массового отношения (II)/
(III) в равновесной реакционной смеси переэтерифика-
ции от мольного отношения БФ0/I0.
БФ0 — пара-трет-бутилфенол, I0
— трифенилфосфат;
* Safety data sheet-ICL-IP. Product name FYRQUEL EHC
(II) — (пара-трет-бутилфенил)дифенилфосфат, (III) —
ди(пара-трет-бутилфенил)фенилфосфат.
Получение огнестойких жидкостей...
1187
Конфликт интересов
diaryliodonium triflates // ACS Catal. 2015. V. 5. N 2.
Авторы заявляют об отсутствии конфликта инте-
[5]
Sathe M., Gupta A. K., Kaushik M. P. An efficient
ресов, требующего раскрытия в данной статье.
method for the esterification of phosphonic and
phosphoric acids using silica chloride // Tetrahedron
Lett. 2006. V. 47. P. 3107-3109.
Информация об авторах
Носков Юрий Геннадьевич, к.х.н., зав. лаб. ООО
[6]
Armstrong K. M., Kilian P. Catalytic synthesis of
«Объединенный центр исследований и разработок»,
triaryl phosphates from white phosphorus // Eur. J.
Inorg. Chem. 2011. P. 2138-2147.
Крон Татьяна Евгеньевна, к.х.н., в.н.с. ООО
«Объединенный центр исследований и разработок»,
[7]
Kaboudin B., Mostafalu R. Triethylphosphate/
Phosphorus pentoxide as an efficient reagent for the
phosphorylation of phenols // Phosphorus, sulfur, and
Карчевская Ольга Георгиевна, н.с. ООО «Объеди-
silicon and the related elements. 2012. V. 187. N 6.
ненный центр исследований и разработок»,
P. 776-780.
Корнеева Галина Александровна, д.х.н., г.н.с. ООО
[8]
Huang H., Ash J., Kang J. Y. Tf2O-Promoted
«Объединенный центр исследований и разработок»,
activating strategy of phosphate analogues: Synthesis
of mixed phosphates and phosphinate // Org. Lett.
2018. V. 20. P. 4938-4941.
Список литературы
[9]
Singh R., Nolan S. P. Synthesis of phosphorus esters
[1] Phillips W. D. Phosphate ester hydraulic fluids /
by transesterification mediated by N-heterocyclic
Handbook of Hydraulic Fluid Technology / Eds
carbenes (NHCs) // Chem. Commun. 2005. V. 37.
G. E. Totten, V. J. De Negri. London; New York: Taylor
& Francis Group, LLC, 2011. Chapter 19. P. 833.
[10]
Pat. US 6242631 B1 (publ. 2001).Triaryl phosphate
[2] Phillips W. D., Placek D. C., Marino M. P. Neutral
ester composition.
Phosphate Esters // Synthetics, Mineral Oils, and Bio-
[11]
Pat. US 4139487 A (publ. 1979). Mixed tri-aryl
Based Lubricants Chemistry and Technology / Ed.
(phenyl and alkylphenyl) phosphate esters.
L. R. Rudnick. London; New York: Taylor & Francis
[12]
Pat. US 5206404 A (publ. 1993).Triaryl phosphate
Group, LLC, 2013. Chapter 4. P. 81-104.
ester composition and process for its preparation.
[3] Hombek R., Buczek M., Marolewski T. Next generation
[13]
Пат. РФ 2669934 (опубл. 2018). Способ получения
fire resistant fluids // Proceedings of the 48th National
трифенилфосфата.
Conf. on Fluid Power. 2000, Chicago. P. 65-68.
[14]
Pat. US 6075158 (publ. 1996). Transesterification
[4] Xiong B., Feng X., Zhu L., Chen T., Zhou Y., Au C.-T.,
process.
Yin S.-F. Direct aerobic oxidative esterification and
[15]
Пат. РФ 2672360 (опубл. 2018). Способ получения
arylation of P(O)-OH compounds with alcohols and
основы огнестойкого масла.