472
Делицын Л. М.
Журнал прикладной химии. 2021. Т. 94. Вып. 4
УДК 669.85.86
ЭКСПЕРИМЕНТАЛЬНОЕ ИЗУЧЕНИЕ НЕСМЕСИМОСТИ РАСПЛАВОВ
И РАСПРЕДЕЛЕНИЕ РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ,
Р2О5 И Nb2O5 МЕЖДУ НИМИ В СИСТЕМЕ МОНАЦИТ-SiO2-NAF-Nb2O5
© Л. М. Делицын
Объединенный институт высоких температур РАН,
127412, г. Москва, ул. Ижорская, д. 13, стр. 2
E-mail: delitzin@ihed.ras.ru
Поступила в Редакцию 25 июня 2019 г.
После доработки 24 февраля 2021 г.
Принята к публикации 24 февраля 2021 г.
Исследование проведено с целью разработки технологии ликвационной плавки редкоземельно-редко-
метальных охристых руд месторождений коры выветривания карбонатитов. Изучено формирование
двух несмешивающихся расплавов — силикатного и фосфатно-солевого в системе монацит-SiO2-
NaF-Nb2O5. Область ликвации расплавов на изотерме 1200°C занимает 50% площади диаграммы, при
1100°C — 39.0%, при 1000°C — 20.0%, при 900°C — <5%. Силикатный расплав легко закаливается в
стекло, содержащее мелкие капли — шарики фосфатно-солевого расплава. Фосфатно-солевой расплав
всегда находится в кристаллическом состоянии. В фосфатно-солевом расплаве и фосфатно-солевых
шариках находятся двойные фосфаты, фторидофосфаты редкоземельных элементов (РЗЭ) и натрия.
Силикатный расплав является концентратором Nb2O5. Оксиды РЗЭ, Nb2O5 и другие компоненты
контрастно распределяются между двумя сосуществующими расплавами. Из фосфатно-солевого
расплава получены оксалатный и гидроксидный концентраты редкоземельных элементов, из сили-
катного расплава — ниобиевый промпродукт, содержащий ≤0.50% Р2О5.
Ключевые слова: ликвация расплавов; силикатный расплав; фосфатно-солевой расплав; распределение
компонентов; редкоземельные элементы; ниобий
DOI: 10.31857/S004446182104006X
Потребление редкоземельных металлов (РЗЭ) и
щения (флотация, магнитная сепарация и т. п.) для
ниобия, которые используются в высокотехнологич-
получения концентратов РЗЭ (30-40%), пригодных
ных отраслях промышленности (радиотехника, ро-
для извлечения РЗЭ и Nb [2]. Для получения конди-
бототехника, машиностроение, нефтехимия, метал-
ционного концентрата из руды Томторского массива
лургия, атомная, военная техника и др.), постоянно
необходимо вводить дополнительную операцию обес-
растет. В Российской Федерации основное количе-
шламливания, в результате которой теряется до 30%
ство РЗЭ и ниобия (>95%) закупается за рубежом,
РЗЭ и возрастает стоимость конечной продукции.
в то время как на территории РФ находится уни-
В настоящее время для вскрытия концентратов РЗЭ
кальное Томторское РЗЭ-ниобиевое месторождение,
используют щелочной или сернокислотный методы
расположенное в северо-западной части Якутии [1].
с последующим извлечением РЗЭ из полученных
По содержанию РЗЭ и ниобия оно не имеет мировых
растворов экстракцией трибутилфосфатом или мето-
аналогов, что и определяет актуальность разработки
дом дробной кристаллизацией [3-5]. Авторы [6, 7],
технологий освоения подобных месторождений.
сторонники использования щелочного и сернокислот-
Руды Томторского массива представляют собой
ного методов, считают, что томторская руда пригодна
тонкозернистое сырье с большим количеством шла-
для производства солей РЗЭ и феррониобия. Однако
мов (50-60%), в которых размер частиц составляет
кеки, получаемые после щелочного или кислотного
<30-50 мкм. Такое количество шламов делает невоз-
вскрытия, отличаются повышенным содержанием
можным использовать традиционные методы обога-
Р2О5, что не позволяет получать из них феррониобий
Экспериментальное изучение несмесимости расплавов и распределение редкоземельных элементов...
473
требуемого качества, поскольку минералы-носители
(температура плавки, соотношение компонентов в
ниобия (пирохлор, рутил) находятся в тесном взаим-
шихте), результаты которого могут быть применены в
ном прорастании с монацитом, крандаллитом и дру-
разработке технологии переработки руд Томторского
гими фосфатными минералами. В работе [6] показа-
месторождения.
но, что после обработки NaOH (сNaOH = 350 г·л-1) при
T = 90°С, τ = 4 ч бедных пирохлор-монацит-крандал-
Экспериментальная часть
литовых руд Томтора, содержащих Nb2O5 0.21-1.27,
TiO2 3.41-8.57, P2O5 2.25-21.57, Fe2O3 1.72-12.29,
Для проведения экспериментов были использова-
∑ РЗЭ 0.29-8.73 мас%, а затем H2SO4 (10.0%) со-
ны синтезированный монацит и химические реактивы:
держание Р2О5, Nb2O5, TiO2 и РЗЭ в нерастворимом
Н3РО4 (ч.д.а., ООО «Воскресенский завод фосфор-
остатке составило соответственно 1.38-4.09, 3.39-
ных кислот»), карбонаты редкоземельных металлов
3.72, 14.13-14.54, 0.72-1.06 мас%. В работе [7] при-
влажные [Ln2(СO3)3] ( ТУ 1767-009-00545484-2000,
ведены данные, согласно которым после автоклавного
лот № 790, ОАО «Соликамский магниевый за-
щелочного вскрытия алюмофосфатной (∑ Al2O3 +
вод»), HNO3 (ТУ РБ 500036524.109-2004, ООО
+ P2O5 = 25.97%, ∑ РЗЭ + Y2O3 = 16.33%) пирохлор-
«Воскресенский завод фосфорных кислот»), H2SO4
монацит-крандаллитовой руды Томтора был получен
(х.ч., ГОСТ 4204-77, ООО «Воскресенский завод
черновой пирохлоровый концентрат, содержащий
фосфорных кислот»), C2H2O4 (ООО «РУСХИМ»,
Nb2O5 36.2-36.4, TiO2 15.4-15.9, Fe2О3 8.0-8.5, окси-
99.78%, вес 1 кг, партия L/18, 12.2018), HCl (техниче-
ды РЗЭ 1.8-2.0, Al2О3 0.32-0.34, P2O5 3.2-3.66 мас%.
ская, 35%, ГОСТ 857-95, ООО «Воскресенский завод
Переработка такого рода кеков, содержащих 3.0-
фосфорных кислот»), кварцевый концентрат (содер-
4.0 мас% Р2О5, на феррониобий невозможна, посколь-
жание кварца 99.8%, АО «Кыштымский ГОК»), NaF
ку они не отвечают требованиям к рудным концен-
(ч.д.а., ООО «Группа компаний Химпром»), Nb2O5
тратам, которые должны содержать не более (мас%):
(ос.ч., ЗАО «Красный химик»), NaOH (ч.д.а., АО
P2O5 — 0.007; S — 0.005; C — 0.005, SiO2 — 0.32;
«Каустик»), NaHCO3 (ч.д.а., ОАО «Сода»), NH4OH
TiO2 — 0.35 — на 1% Nb2O5. При производстве фер-
(ч.д.а., 25%, АО «Новомосковский азот»).
рониобия значительные сложности представляет
Монацит синтезировали из концентрата карбо-
высокое содержание TiO2 в черновом концентрате.
натов редкоземельных элементов и Н3РО4 по сле-
На месторождении Араша (Бразилия) из руд коры
дующей методике: 100 г высушенного концентрата
выветривания за счет обогащения и термохимических
карбонатов перемешивали с 250 мл дистиллирован-
методов получают обесфосфоренный пирохлоровый
ной воды в верхнеприводной мешалке Stegler MB-6
концентрат с содержанием 59.0-65.0 мас% Nb2O5,
в течение 30 мин до образования однородной пуль-
который направляют на производство феррониоб-
пы. К полученной пульпе добавляли 240 мл Н3РО4
ия алюмотермическим методом [8]. Однако данная
(17.0%) и перемешивали полученную смесь в течение
технология является многостадийной и энергоза-
2 ч в механической мешалке (500 об·мин-1) при ком-
тратной.
натной температуре. Образовавшийся осадок отфиль-
В опубликованной научной и технической ли-
тровывали и промывали дистиллированной водой
тературе нами не была обнаружена информация о
(90-95°С) до полного исчезновения в промывных
получении кондиционного феррониобия из руды
водах Р2О5. Осадок высушивали при температуре
Томторского месторождения. Приведенные литера-
120°С 6 ч и затем прокаливали в течение 5 ч при тем-
турные данные лишь подчеркивают сложность по-
пературе 650°С. По данным рентгенофазового ана-
лучения помимо редких земель кондиционного фер-
лиза осадок представляет собой монацит моноклин-
рониобия и вызывают необходимость поиска иных
ной сингонии с параметрами решетки: a = 6.785 Å,
методов переработки сырья.
b = 7.0162 Å, c = 6.467 Å, V = 299.48 Å3.
Одним из перспективных направлений перера-
Переработку охристых руд коры выветривания
ботки Томторских руд является метод ликвационной
проводили методом ликвационной плавки. Шихту
плавки, для которого важным является изучение рас-
готовили смешением руды (30.0-60.0%), кварца
пределения компонентов между сосуществующими
(15.0-25.0%), NaF (18.0-22.0%) и Nb2O5 (5.0-6.0%).
расплавами.
NaF добавляли для снижения температуры плав-
Цель работы — изучение закономерности рас-
ления шихты и расслоения расплава на две несме-
пределения соединений РЗЭ, Р2О5 и Nb2O5 между
шивающиеся жидкие фазы, разделенные плоской
несмесимыми расплавами в системе монацит-SiO2-
границей фазового раздела: силикатную и фосфат-
NaF-Nb2O5 в зависимости от параметров ликвации
но-солевую. NaF значительно снижает температуру
474
Делицын Л. М.
плавления всех тугоплавких компонентов системы,
Фильтрат, полученный после обработки фосфат-
что объясняется протеканием промежуточных хи-
но-солевого расплава HNO3 (10%) и H2SO4 (13.0%),
мических реакций между монацитом и NaF, крем-
обрабатывали C2H2O4 (11.1%) при температуре 90°C
неземом и NaF, пирохлором и NaF и т. п. В процессе
в течение 2 ч. После 12-часового отстаивания пульпу
плавления происходит образование низкотемпера-
фильтровали на нутч-фильтре, сушили при 120°C до
турных силикатно-солевых эвтектик при 700-760°С
постоянной массы и затем прокаливали при 650°C
(рис. 1, а).
в течение 2 ч. Полученный концентрат содержал
Шихту растирали в яшмовой ступе до классов
65.95% оксалатов РЗЭ. Для доизвлечения РЗЭ филь-
≤74 мкм. Плавку шихты (5-50 г) проводили в камер-
трат нейтрализовали 4.5%-ным аммиачным раство-
ной печи при температуре 700-1300°C, в течение
ром при рН 8.8-9.0 с получением пульпы гидрокси-
1 ч на воздухе, с открытой поверхностью расплава
дов РЗЭ. После фильтрации, сушки и прокаливания
в корундовых тиглях. По окончании эксперимен-
осадка при 650°C был получен концентрат гидрок-
тов продукты плавления закаливали на стальной
сидов, содержащий 9.04% РЗЭ и примеси оксидов
холодной плите. Потеря массы в опытах составляла
Al2О3, SiО2, MnО2. Для повышения содержания РЗЭ
1.2-2.5 мас% при температуре до 1200°C, при темпе-
в концентрате оксалатов и гидроксидов и удаления из
ратуре выше 1200°C потеря массы увеличивается до
них примесей концентраты подверглись перечистке
3.0-4.0 мас%, что недопустимо, поскольку приводит к
методом дробной кристаллизации [4].
нарушению состава расплавов. Продукты плавления
Из силикатного расплава удаляли фосфатно-соле-
исследовали петрографическим методом в прозрач-
вые шарики 10.0%-ным раствором H2SO4 с последу-
ных и полированных шлифах с помощью сканиру-
ющим разложением силикатного остатка раствором
ющего электронного микроскопа JSM-5 (JEOL) и
NaOH (15.0-20.0%). Кек выщелачивали раствором
рентгеновским методом на дифрактометре ДРОН-2,
NaOH (15.0-20.0%) и после промывки дистилли-
CuKα-излучение, идентификация фаз проводилась на
рованной водой слабым раствором HCl (5.0%).
основе базы данных Pcpdfwin-ICPDS.
Нерастворимый остаток спекали с NaHCO3 (1:1)
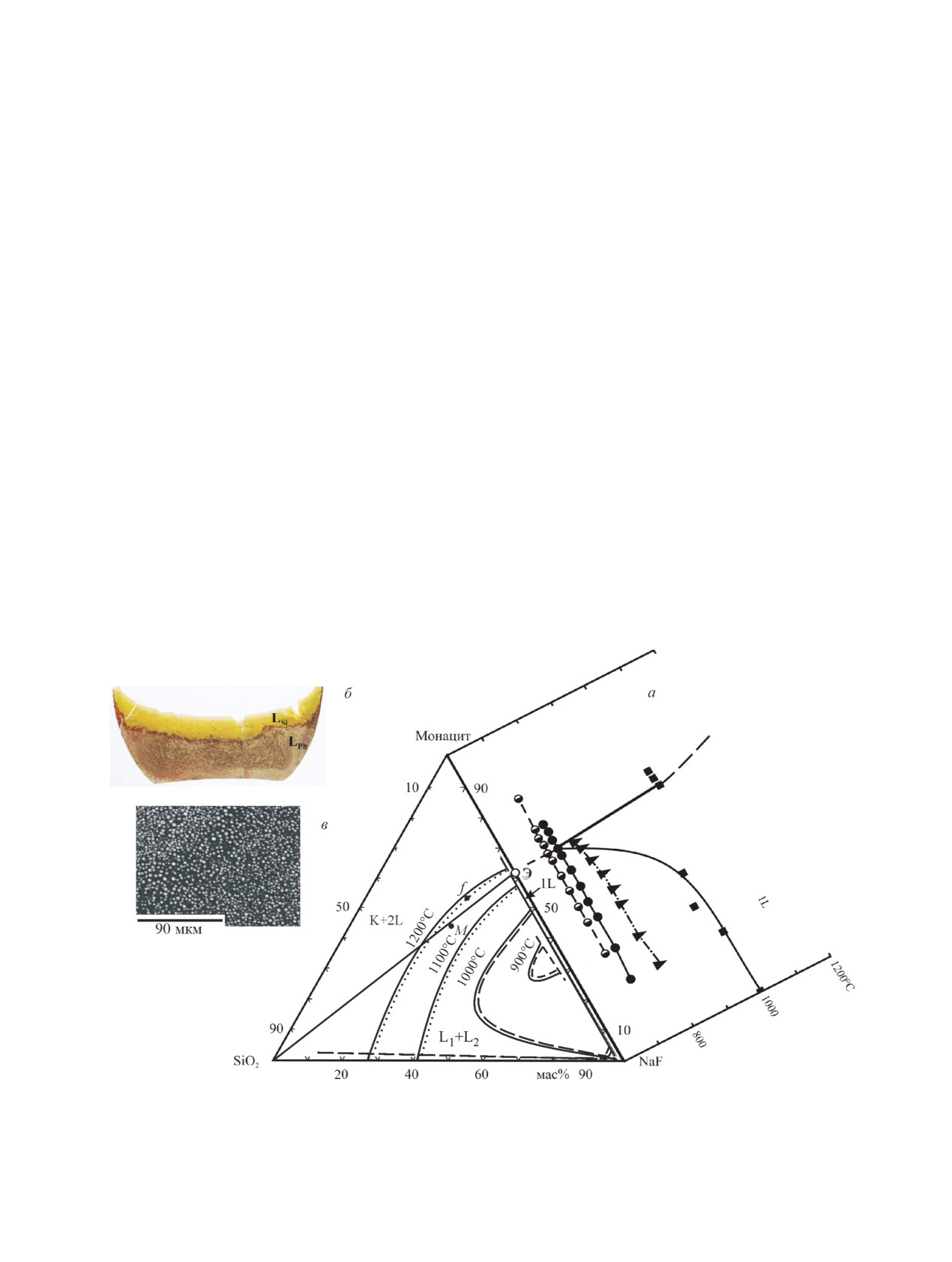
Рис. 1. Положение области несмешивающихся расплавов на диаграмме системы монацит-SiO2-NaF на изотермах
1200, 1100, 1000 и 900°C: 1L — один расплав, L1 + L2 — два несмешивающихся расплава, K + 2L — кристалли-
ческие фазы и два несмешивающихся расплава (а); образец с ликвацией расплавов: верхний слой — силикатный
расплав LSi, нижний слой — фосфатно-солевой расплав (б); микроструктура закаленного силикатного расплава
(LSi), насыщенного мелкими каплями (d 1-3 мкм) фосфатно-солевого расплава (LPh) (в).
Экспериментальное изучение несмесимости расплавов и распределение редкоземельных элементов...
475
при 900°C в течение 2 ч, охлаждали и измельчали
Линия SiO2-Э разделяет диаграмму монацит-
до фракции ≤74 мкм. Остаточное содержание Р2О5
SiO2-NaF на два участка: выше и ниже линии SiO2-Э.
выщелачивали дистиллированной водой при 100°C
Точка Э на боковой грани диаграммы монацит-NaF
при непрерывном перемешивании в течение 2 ч. В ре-
отвечает эвтектике, содержащей 62.0 мас% мона-
зультате был получен ниобиевый промпродукт, со-
цита + 38.0 мас% фторида натрия при 720°С. Выше
держащий ≤0.5% Р2О5.
линии SiO2-Э находится область составов, где пер-
Содержание монацита, двойного фосфата РЗЭ
вичной фазой кристаллизации фосфатно-солевого
и Na и ниобата РЗЭ в фосфатно-солевых шариках
расплава является монацит. Нижний участок — об-
определяли методом планиметрирования.
ласть составов, где основными фазами являются
двойной фосфат РЗЭ и Na+, фторидофосфат РЗЭ и
Na+. Взаимная растворимость сосуществующих рас-
Обсуждение результатов
плавов низкая и составляет ~5.0% (рис. 1). Расплавы
Значения температур плавления шихты, получен-
значительно различаются по физическим свойствам
ные в результате экспериментальных исследований
(плотность, вязкость, степень кристалличности) и
областей ликвации в системе монацит-SiO2-NaF, на-
химическому составу.
несены на основание правильной треугольной призмы
Закаленный силикатный расплав (стекло) содер-
в виде проекции изотермических сечений. При 1200°C
жит значительное количество мелких капель-ша-
площадь области несмешивающихся расплавов со-
риков фосфатно-солевого расплава, диаметр кото-
ставила 50.0%, при 1100°C — 36.6%, при 1000°C —
рых и расстояние между ними в среднем составляют
20.0%, при 900°C < 5%. Количество NaF, необходи-
~1-3 мкм. В структуре силикатного расплава также
мое для образования двух расплавов, увеличивается
присутствуют участки, где находятся крупные фос-
от 25.0% при 1200°C до 40.0-42.0% при 1100°C, до
фатно-солевые шарики диаметром 20-150 мкм, окру-
50.0% при 1000°C и до 60.0% при 900°C (рис. 1). При
женные зоной расплава, свободной от мелких капель
температурах ниже 900°C область несмесимости не
солевого расплава (рис. 2, а, б). Вполне вероятно,
исследовалась, так как для реализации ликвацион-
что во время ликвационной плавки крупные капли
ной плавки это теряет технологическое значение.
солевого расплава поглощали мелкие капельки, и тем
Полученные данные свидетельствуют о значи-
самым создавались зоны чистого силикатного распла-
тельном влиянии температуры на расширение поля
ва. Такая неоднородность расплава связана с малы-
ликвации расплавов, которое происходит в сторону
ми размерами шариков, их малой массой и высокой
боковой грани монацит-SiO2 при соответствующем
вязкостью силикатного расплава, что не позволяет
снижении расхода NaF. Наиболее вероятно, что в
им слиться с основным фосфатным слоем. Поэтому
системе монацит-SiO2 в отсутствие NaF область лик-
валовoй химический состав силикатного стекла не
вации расплавов будет находиться при температуре
отвечает составу силикатного расплава, равновесного
1690-1700°C и составит 85.0-90.0% области жидко-
с фосфатно-солевым расплавом. Подобное распре-
фазного состояния.
деление капель в матрице позволило определить на
Верхний слой в случае ликвационной плав-
микрозондовом анализаторе состав стекла и сопря-
ки шихты, содержащей (мас%): монацита — 58.0,
женных крупных фосфатно-солевых шариков и рас-
SiO2 — 20.0 и NaF — 22.0, — представлен сили-
считать коэффициент распределения (Kр, мас%) ком-
катным расплавом (LSi), выход которого 42.0%, и
понентов между ними. Коэффициент распределения
нижний слой — фосфатно-солевым (LPh), выход
F- и оксидов РЗЭ составил 0.7 и 1.25 соответственно.
которого 58.0% (точка f на рис. 1, а). В структуре за-
Фосфаты РЗЭ и F- в основном концентрируются в
каленного силикатного расплава содержатся мелкие
фосфатно-солевых каплях (табл. 1).
(d 1-3 мкм, реже до 10-150 мкм) капли фосфатно-со-
Силикатное стекло было обработано слабым рас-
левого расплава (рис. 1, в). Для ликватов точки М
твором H2SO4 (10.0%) при температуре 90-95°C в те-
[состав шихты (мас%): 42.78 монацита, 23.76 SiO2,
чение 2 ч при непрерывном перемешивании для опре-
28.52 NaF, 4.92 Nb2O5], находящейся правее кри-
деления количества фосфатно-солевых капель. При
вой, отделяющей область несмесимости от поля, где
этом выщелачиваются фосфатно-солевые капли, кото-
находятся кристаллические и две жидкие фазы, на
рые составляют ~15.0% от массы силикатного распла-
микрозондовом анализаторе проанализирован состав
ва. Ниобиевая фаза остается в нерастворимом остатке.
несмешивающихся расплавов, определена их струк-
Крупные капли фосфатно-солевого расплава
тура и химический состав фаз, слагающих каждый
(d 120-150 мкм) содержат 36.0% монацита, 12.0%
из расплавов.
ниобата РЗЭ, 52.0% двойного фосфата РЗЭ и Na+,
476
Делицын Л. М.
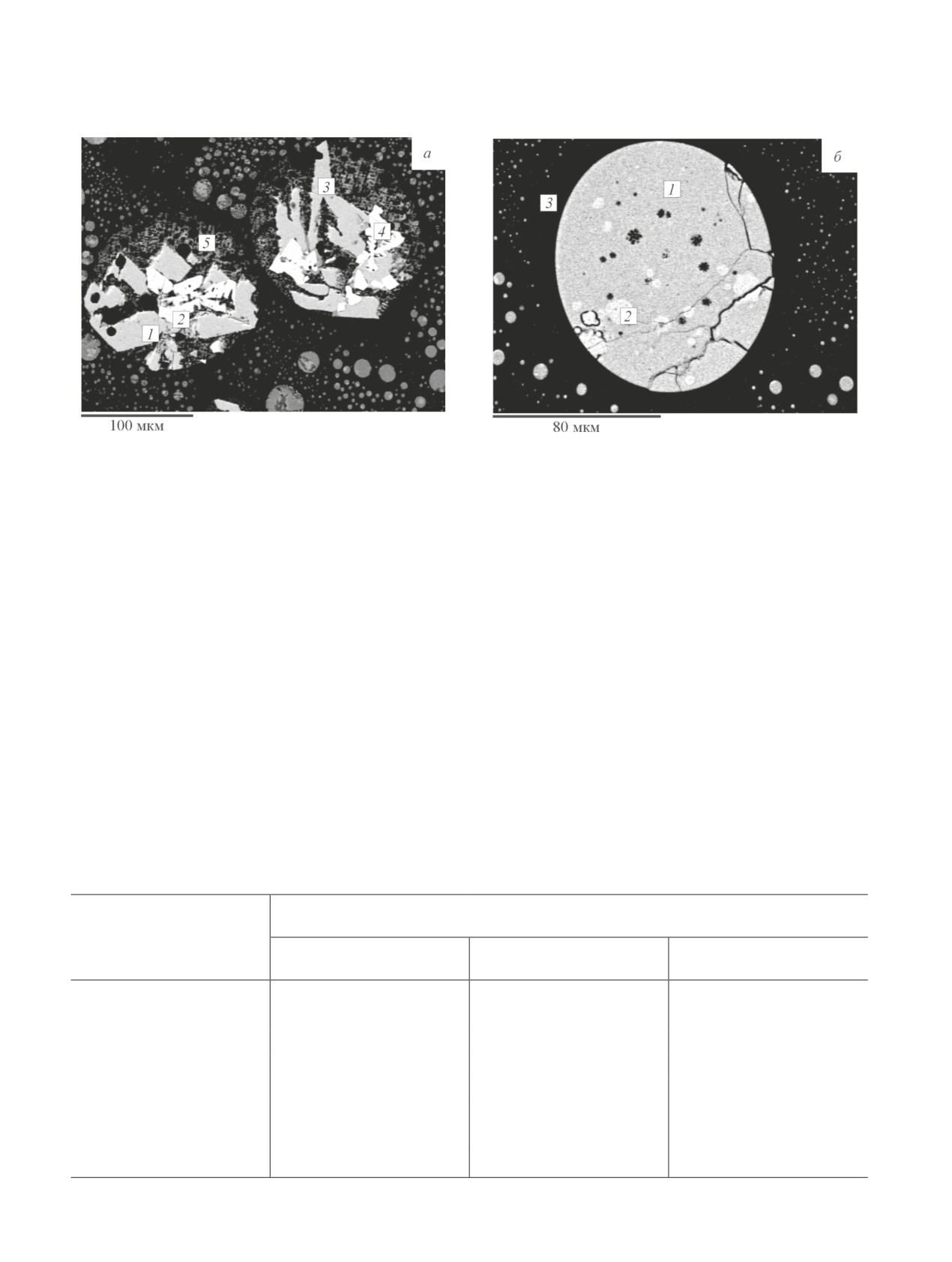
Рис. 2. Структура силикатного расплава: 1 — участок силикатного стекла, чистый от солевых капель; 2, 3 — крупные
фосфатно-солевые капли; 4 — мелкие фосфатно-солевые капли в силикатной матрице (а); раскристаллизованная
фосфатно-солевая капля: 5 — двойная соль фосфатов РЗЭ и Na; 6 — фторидофосфат РЗЭ и Na+, 7 — фторидофосфат
РЗЭ и Na+; темное поле — силикатный расплав (б).
небольшую примесь (0.5-1.0%) Се2O3 и мельчайшие
Фосфаты РЗЭ характеризуются собственным сред-
капли (d < 0.1 мкм) силикатного расплава, находя-
ним содержанием РЗЭ и отношением Се2О3:La2O3.
щиеся внутри фосфатно-солевых шариков (табл. 2).
Силикатный расплав отличается наличием оксида ни-
Обнаружение тех или иных фаз зависит от среза шли-
обия и низким содержанием оксидов РЗЭ. Ниобиевая
фа, участка расплава и той точки, которая анализиру-
фаза характеризуется высоким содержанием оксидов
ется на микрозондовом анализаторе (рис. 3, 4).
РЗЭ и практически отсутствием Р2О5 (табл. 2).
В фосфатах РЗЭ отсутствует Nb2O5, в то время
Перечисленные фазы обнаружены в крупных
как в них сосредоточено основное количество РЗЭ. солевых шариках в стекле, насыщенном настолько
Таблица 1
Химический состав силикатного расплава и сопряженных капель фосфатно-солевого расплава
Средний состав крупных капель
Коэффициент распределения
Средний состав силикатного
фосфатно-солевого расплава
компонентов между силикатным
расплава (количество
Компонент
(количество проанализированных
и фосфатно-солевым расплавами
проанализированных образцов — 2)
образцов — 8)
Kр
мас%
F-
2.80
4.0
0.7
Na+
12.75
7.9
1.6
SiO2
66.61
0.44
151.39
P2O5
4.40
—
РО43-
—
15.66
Nb2O5
5.16
5.40
0.96
La2O3
2.02
2.10
0.96
Ce2O3
4.88
3.44
1.42
Pr2O3
0.50
0.26
1.92
Nd2O3
0.88
0.8
1.10
∑ оксидов РЗЭ
8.28
6.6
1.25
∑ фосфатов РЗЭ
—
60.0
Ce2O3:La2O3
2.42
1.64
Экспериментальное изучение несмесимости расплавов и распределение редкоземельных элементов...
477
Рис. 3. Структура фосфатно-солевых капель в силикатном расплаве.
а: 1, 3 — монацит; 2, 4 — крестообразные кристаллы ниобата редких земель; 5 — двойной фосфат РЗЭ и Na; темное
поле — силикатный расплав; б: 1, 2 — фторидофосфат РЗЭ и Na в крупных каплях (d ~ 120-150 мкм) фосфатно-солевого
расплава, 3 — чистый участок силикатного стекла.
мелкими каплями фосфатно-солевого расплава, что
и оксидов РЗЭ приходится на силикатную матрицу
определить их состав с помощью микрозондового
(табл. 4).
анализатора невозможно. Отметим, что в сечение
Фосфатно-солевой расплав обладает иным стро-
силикатного расплава (рис. 3, а) не попали фторидо-
ением по сравнению с силикатным: он всегда рас-
фосфаты РЗЭ и Na+ (рис. 3, б; табл. 3).
кристаллизован и содержит фосфаты РЗЭ, мелкие
Основное количество РЗЭ3+ в состав шариков фос-
силикатные шарики, примесь Се2О3, а также ниобат
фатно-солевого расплава вносят фосфаты РЗЭ; Nb2О5
РЗЭ (рис. 4, табл. 5). Химический и фазовый состав
в балансе распределения компонентов фосфатно-со-
фосфатов РЗЭ фосфатно-солевых шариков практи-
левого расплава находится только за счет ниобата
чески не отличается от состава фосфатно-солевого
РЗЭ (табл. 3).
расплава.
В силикатном расплаве 0.81% Nb2O5, 0.96% ок-
Размеры силикатных шариков, их сгустков и об-
сидов РЗЭ и 9.0% фосфатов РЗЭ приходится на фос-
разований неправильной формы, которые не сли-
фатно-солевые шарики, остальное количество Nb2O5
лись с основным слоем силикатного расплава,
Таблица 2
Фазовый состав фосфатно-солевых шариков, находящихся в силикатном расплаве,
и распределение в них компонентов
Выход фазы, %
Фазовый состав
монацит
Двойной фосфат РЗЭ и Na
Ниобат РЗЭ
(выход, γ — 36.0 мас%)
(выход, γ — 52.0 мас%)
(выход, γ — 12.0 мас%)
∑ оксидов РЗЭ
—
—
53.75
∑ фосфатов РЗЭ
100.0
58.3
—
P2O5
—
—
—
Nb2O5
—
—
45.0
F-
—
7.7
—
Na+
—
14.65
—
РО43-
—
18.8
—
SiO2
—
0.55
1.25
478
Делицын Л. М.
Таблица 3
Химический состав силикатного расплава и состав редкоземельных фаз
в структуре шариков фосфатно-солевого расплава
Фосфатно-солевой расплав, мас%
Силикатный
ниобиевая фаза,
расплав
двойной фосфат РЗЭ
фторидофосфат РЗЭ
монацит (количество
ниобат РЗЭ
Компонент
(количество
и Na (количество
и Na (количество
проанализированных
(количество
проанализированных
проанализированных
проанализированных
образцов — 2)
проанализированных
образцов - 2), мас%
образцов — 2)
образцов — 7)
образцов — 2)
F-
2.8
—
—
15.4
—
Na+
12.75
—
17.2
18.85
—
SiO2
66.61
—
—
0.55
1.25
P2O5
4.40
—
—
—
—
РО43-
—
—
23.8
Nb2O5
5.16
—
—
—
45.0
La2O3
2.02
—
—
—
11.40
Ce2O3
4.88
—
—
—
28.60
Pr2O3
0.50
—
—
—
3.05
Nd2O3
0.88
—
—
—
10.70
∑ оксидов
8.28
—
—
53.75
РЗЭ
∑ фосфатов
—
100.0
59.0
65.2
РЗЭ
Ce2O3:La2O3
2.42
2.5
могут составлять 0.1-500 мкм. Ниобиевая фаза в
ляет собой сырье для получения ниобиевых соеди-
фосфатно-солевом расплаве по составу значитель-
ненений.
но отличается от ниобиевой фазы, присутствующей
По мере кристаллизации монацита фосфатно-со-
в фосфатно-солевых шариках, более высоким со-
левой расплав обогащается F- и Na+, и к монациту
держанием Nb2O5 (62%), пониженным содержани-
присоединяются кристаллы двойного фосфата РЗЭ и
ем оксидов РЗЭ (17.0%) и наличием Na2O (11.0%).
Na+ и фторидофосфата РЗЭ и Na+. Двойной фосфат
По мольному соотношению Na2O:оксиды РЗЭ:Nb2O5
РЗЭ и Na+ и фторидофосфат РЗЭ и Na+ кристаллизо-
(3:1:4) ниобиевая фаза фосфатно-солевого распла-
вались после выделения кристаллов монацита в уз-
ва ближе всего соответствует щелочному редко-
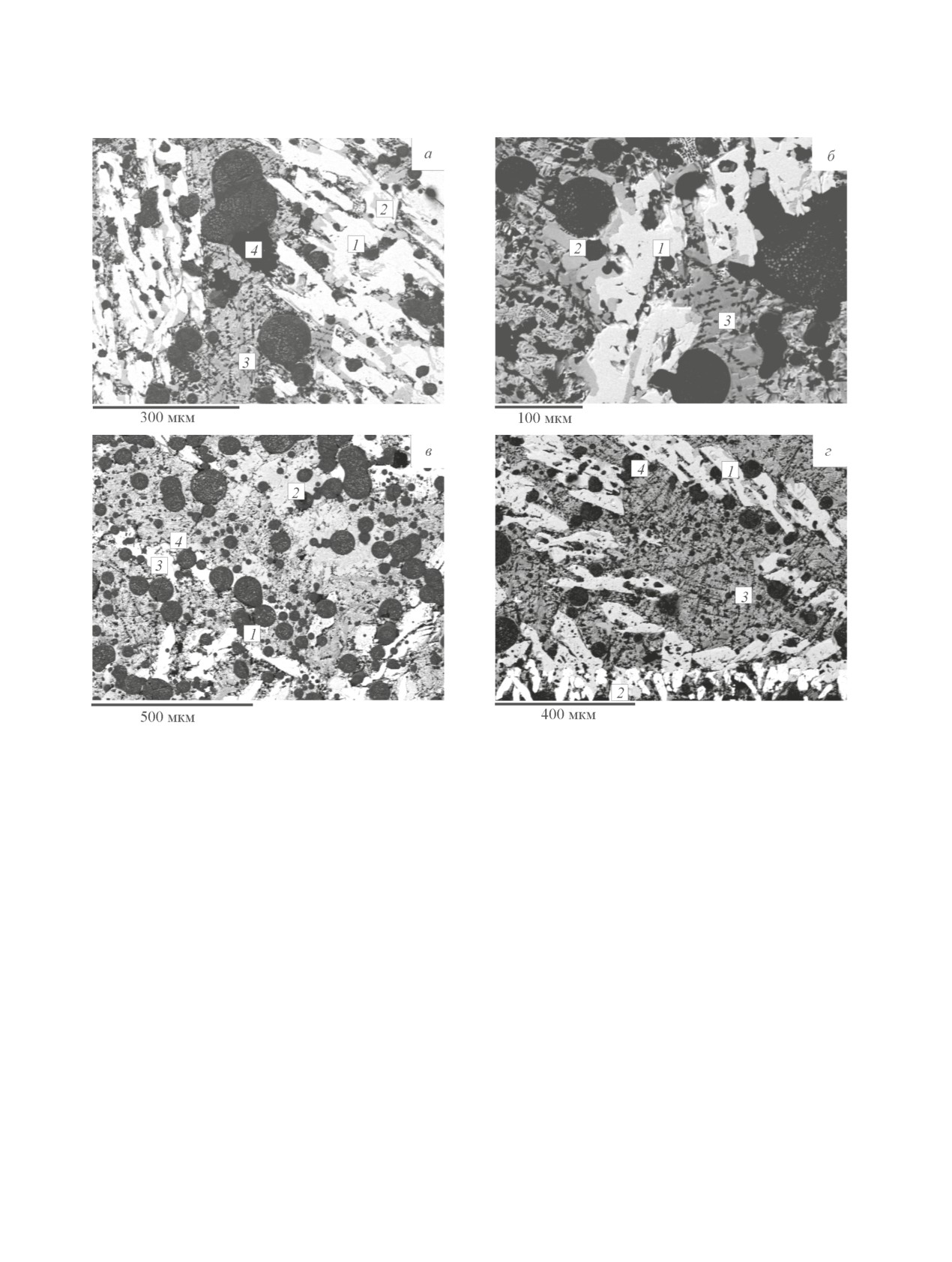
ком интервале температур (рис. 1, а; 4, а-г). Первыми
земельному пирохлору. Выделенная в качестве
из расплава выделялись кристаллы монацита удли-
отдельного промпродукта ниобиевая фаза представ-
ненной таблитчатой формы (точки 1, рис. 4, а, б),
Таблица 4
Баланс распределения компонентов между силикатным расплавом и фосфатно-солевыми шариками
Компоненты, отн%
Фаза
F-
РО43-
∑ оксидов РЗЭ
∑ фосфатов РЗЭ
SiO2
Nb2O5
Силикатная матрица (выход, γ — 85.0 мас%)
79.9
—
87.7
—
99.94
99.19
Фосфатно-солевые шарики (выход, γ —
20.1
100.0
12.3
100.0
0.066
0.81
15.0 мас%)
∑
100
100
100
100
100
100
Экспериментальное изучение несмесимости расплавов и распределение редкоземельных элементов...
479
Рис. 4. Кристаллические фазы в фосфатно-солевом расплаве.
а: 1 — монацит; 2 — фаза, богатая ниобием; 3 — двойной фосфат РЗЭ и Na; 4 — силикатный шарик; б: 1 — монацит;
2 — фаза, богатая ниобием; 3 — двойной фосфат РЗЭ и Na; 4 — силикатный шарик; в: 1 — силикатный шарик; 2 — фто-
ридофосфат РЗЭ и Na; 3 — монацит; 4 — двойной фосфат РЗЭ и Na; г: 1 — монацит, 2 — Се2О3, 3 — фторидофосфат
РЗЭ и Na, 4 — силикатный шарик.
в ассоциации с которыми находится фаза, богатая
матрицы, часть РЗЭ в виде оксидов находится в со-
ниобием, ниобат РЗЭ (точки 2, рис. 4, а, б).
ставе ниобата РЗЭ (табл. 5).
Содержание силикатных шариков и ниобиевой
Поскольку силикатные шарики в структуре фос-
фазы в фосфатно-солевом расплаве определяли пу-
фатно-солевого расплава составляют 25.0%, а фос-
тем последовательной обработки расплава слабым
фатная матрица — 75.0%, согласно расчету распре-
раствором HNO3 (10.0%) и H2SO4 (10.0%) при тем-
деления компонентов по фазам основная доля F-,
пературе 80-90°С, по 2 ч в каждой, при непрерыв-
Na+, РО43- и РЗЭ3+ в балансе приходится на фосфаты
ном перемешивании. В результате установлено, что
РЗЭ. Кремнезем практически полностью находится в
74.0-75.0% компонентов фосфатно-солевого расплава
силикатных шариках; 82.3% Nb2O5 — за счет ниобата
растворяется в слабых растворах минеральных кис-
РЗЭ и 17.7% Nb2O5 — за счет силикатных шариков
лот. Нерастворимый остаток, состоящий из силикат-
(табл. 6).
ных шариков, скоплений и сгустков и ниобата РЗЭ,
Распределение РЗЭ (оксиды/фосфаты) и Nb2O5
составил 25.0-26.0%. В фосфатно-солевом расплаве
в силикатном и фосфатно-солевом расплавах сви-
основная часть ниобия находится в составе ниоба-
детельствует о том, что фосфатно-солевой расплав
та РЗЭ, доля которого составляет ~9.0%, и в мень-
представляет собой продукт для производства РЗЭ,
шем количестве — в составе силикатных шариков.
силикатный расплав — для производства соединений
Фосфаты РЗЭ находятся в составе фосфатно-солевой
ниобия (табл. 7).
480
Делицын Л. М.
Таблица 5
Средний химический состав фаз, составляющих фосфатно-солевой слой
Редкоземельные фазы, мас%
Силикатные шарики
двойной фосфат РЗЭ
фторидофосфат РЗЭ
ниобат РЗЭ
(количество
монацит (количество
Компонент
и Na (количество
и Na (количество
(количество
проанализированных
проанализированных
проанализированных
проанализированных
проанализированных
образцов — 5)
образцов — 4)
образцов — 3)
образцов — 4)
образцов — 3)
F-
3.14
—
—
11.38
1.83
Na+
12.50
—
17.26
13.78
12.19
SiO2
67.5
—
—
—
4.83
P2O5
4.24
—
РО43-
—
23.84
—
Nb2O5
4.85
—
—
—
62.63
La2O3
2.06
—
—
—
3.87
Ce2O3
4.14
—
—
—
12.35
Pr2O3
0.28
—
—
—
—
Nd2O3
1.29
—
—
—
2.30
∑ оксидов
7.77
18.52
РЗЭ
∑ фосфатов
100.0
58.9
74.8
—
РЗЭ
Ce2О3:La2О3
2.0
3.20
Таблица 6
Баланс распределения компонентов между фосфатной матрицей и силикатными шариками
Компонент, отн%
Фаза
F-
Na+
оксиды РЗЭ
РО43-
SiO2
Nb2O5
Фосфатная матрица (выход, γ — 75.0 мас%)
71.4
75.9
68.3
97.0
1.8
82.3
Силикатные шарики (выход, γ— 25.0 мас%)
28.6
24.1
31.7
3.0
98.2
17.7
∑
100.0
100.0
100.0
100.0
100.0
100.0
Таблица 7
Баланс распределения РЗЭ и Nb2O5 в силикатном и фосфатно-солевом расплавах
Силикатный расплав, отн%
Фосфатно-солевой расплав, отн%
фосфат-
фосфат-
силикатная
Сумма,
силикатная
Сумма,
Компонент
но-солевые
ниобат РЗЭ
но-солевые
ниобат РЗЭ
матрица
%
матрица
%
шарики
(выход, γ —
шарики
(выход, γ —
(выход, γ —
(выход, γ —
(выход, γ —
1.8 мас%)
(выход, γ —
9.0% мас%)
85.0 мас%)
25.0 мас%)
13.2 мас%)
66.0 мас%)
∑ оксидов РЗЭ
87.7
—
12.3
100.0
60.9
—
39.1
100.0
∑ фосфатов РЗЭ
—
100.0
—
100.0
—
100
—
100.0
Nb2O5
99.19
—
0.81
100.0
22.32
—
77.68
100.0
Экспериментальное изучение несмесимости расплавов и распределение редкоземельных элементов...
481
Выводы
Информация об авторах
Метод ликвационной плавки может быть исполь-
Делицын Леонид Михайлович, д.г.-м.н.,
зован для переработки многокомпонентных, тон-
козернистых, с большим количеством шламов руд
Томторского месторождения. Для получения кон-
Список литературы
трастных несмешивающихся расплавов (солевой и
силикатный) предложено вводить в состав шихты
[1] Делицын Л. М. Механизм ликвации в природных и
фторид натрия. Очевидно, что метод ликвационой
технологических силикатно-солевых расплавах —
концентраторах редких земель и ниобия. М.: ГЕОС,
плавки позволяет заменить сернокислотный и ще-
2018. С. 344-390.
лочной методы переработки монацито-ниобиевых
[2] Толстов А. В., Похиленко Н. П. Перспективы ос-
руд. Потери полезных компонентов (РЗЭ и ниобий)
воения Томторского месторождения комплексных
при ликвационой плавке меньше, чем при тради-
ниобий-редкоземельных руд // Экономика и орга-
ционных методах (сернокислотный и щелочной).
низация промышленного производства. 2012. № 11.
Фосфатно-солевой расплав предлагается обрабаты-
С. 17-27.
вать раствором азотной и щавелевой кислот с полу-
[3] Серебренников В. В. Химия редкоземельных элемен-
чением оксалатов РЗЭ. Силикатный расплав служит
тов. Т. 2. Томск: Изд-во Томск. ун-та, 1961. С. 202-
источником производства феррониобия карботерми-
214.
ческим методом.
[4] Черемесина О. В. Опытно-промышленная установка
для извлечения соединений редкоземельных метал-
Благодарности
лов из растворов фосфорной кислоты // Цв. метал-
лы. 2009. № 12. С. 45-52.
Автор выражает благодарность сотрудникам
[5] Поляков Е. Г., Нечаев А. В., Смирнов А. В. Металлур-
ОИВТ РАН: к.ф.-м.н. Т. И. Бородиной, с.н.с. лабора-
гия редкоземельных металлов. М.: Металлургия,
тории ударных волн в конденсированных средах за
2018. С. 166-172; 203-229; 232-354.
выполнение рентгенофазового анализа; Г. Е. Вальяно,
[6] Лихникевич Е. Г., Ожогина Е. Г., Астахова Ю. М.,
с.н.с. лаборатории ударных волн в конденсированных
Фатов А. С. Влияние минерального состава пи-
средах за выполнение анализов на электронном ми-
рохлор-монацит-крандаллитовых руд на техноло-
кроскопе; к.х.н. Р. В. Кулумбегову, с.н.с. лаборатории
гические показатели их переработки // Золото и
газотурбинных технологий за помощь в редактиро-
технологии. 2016. № 4 (34). С. 68-71.
вании рукописи.
[7] Сарычев Г. А., Тарасов А. В., Косынкин В. Д.,
Трубаков Ю. И., Смирнов К. М. Разработка промыш-
ленной технологии переработки руд месторождения
Финансирование работы
Томтор // Материалы междунар. науч.-практ. конф.
Работа выполнена при финансовой поддержке
«Актуальные вопросы получения и применения
Российского фонда фундаментальных исследований,
РЗМ и РМ — 2017». Москва, 21-22 июня 2017 г. М.:
грант 17-08-00583.
ОАО «Институт «ГИНЦВЕТМЕТ», 2017. С. 108-
117.
[8] Делицын Л. М., Мелентьев Г. Б., Толстов А. В.,
Конфликт интересов
Магазина Л. О., Самонов А. Е. Технологические
Автор заявляет об отсутствии конфликта интере-
проблемы Томтора и их решение // Редкие Земли.
сов, требующего раскрытия в данной статье.
2015. № 2 (5). С. 164-179.