ВЕСТНИК ВИТ «ЭРА», том 2, номер 2, 2021
КОНСТРУКЦИОННЫЕ И
ФУНКЦИОНАЛЬНЫЕ МАТЕРИАЛЫ
УДК 621.9.07
РАСЧЕТ ТЯГОВЫХ УСИЛИЙ ПРИ ФОРМООБРАЗОВАНИИ
ВНУТРЕННИХ КОНУСОВ МЕТОДОМ ХОЛОДНОГО
ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ПОВЕРХНОСТЕЙ
© 2021 г. Д.С. Бурый*, Г.Г. Ильиных, В.С. Пономаренко
Военный инновационный технополис «ЭРА», Анапа, Россия
* E-mail: rt79olthes@mail.ru
Формообразование рабочих поверхностей деталей методом пластического деформирования находит широкое
применение в производстве. В настоящее время процесс выдавливания применяется при формообразовании
поверхностей деталей из пластичных углеродистых сталей. В процессе обработки деталей были проведены
измерения, которые показали хорошую сходимость расчетных и экспериментальных данных.
ВВЕДЕНИЕ
РАСЧЕТНАЯ ЧАСТЬ
Процесс формообразования внутренних кону-
Суммарное усилие деформирования на пуансон-
сов очень сложен, особенно при окончательной чи-
дорн в процессе формообразования конических по-
стовой обработке, так как ввиду сложной формы и
верхностей (см. рис. 1) определяется выражением:
небольшого диаметра отверстия не представляется
возможным применить процесс точения.
P∑ = Pд + Pв,
На износостойкость, усталостную прочность и
другие эксплуатационные свойства деталей машин
где P∑ - суммарное усилие деформирования, Н;
значительное влияние оказывает качество поверх-
Pд - усилие дорнования цилиндрического отвер-
ностного слоя металла.
стия, Н; Pв - усилие выдавливания конуса, Н.
Во всех видах напряженного состояния дета-
Усилие P∑ влияет не только на жесткость ин-
лей именно поверхностные слои металла воспри-
струмента, но и на его механическую прочность,
нимают максимальные напряжения от внешних
поэтому необходимо при проектировании про-
нагрузок.
цесса производить расчет суммарного усилия
Необходимое качество поверхности деталей
деформирования.
обеспечивается технологическими методами обра-
В общем виде величина Pд определяется по
ботки деталей на соответствующих инструментах
формуле:
и технологическом оборудовании.
Для улучшения качества поверхностного слоя,
Pд = ((K1 + K2)F + Kдоп + F1)KE,
а значит и эксплуатационных свойств машины,
применяются методы холодного пластического
где K1 - составляющая удельного давления для ос-
деформирования.
новных деформаций металла с учетом внешнего
Формообразующая обработка преследует обра-
трения, появляющегося на контактных поверхно-
зование на деформируемой заготовке в холодном
стях, Па; K2, Kдоп - составляющие удельного давле-
состоянии поверхности нового профиля при помо-
ния течения металла, Па; F - площадь пластически
щи специальных инструментов.
деформируемой области, мм2; KE - коэффициент
В современном машиностроении широко рас-
неравномерности толщины стенки.
пространен процесс дорнования, позволяющий с
Составляющая удельного давления K1 определя-
высокой точностью получать детали [1].
ется по формуле:
110
РАСЧЕТ ТЯГОВЫХ УСИЛИЙ ПРИ ФОРМООБРАЗОВАНИИ
111
⎛
μ
⎞
P+
1+
⎜
⎟
⎝
tgα⎠
⎛
i
⎞
K
=
⋅ln ⎜1+
⎟
1
1−
μtgα
⎝
d
⎠
,
где P - истинное сопротивление обрабатываемо-
го металла деформированию, Н; μ - коэффициент
внешнего трения; α - угол заборного конуса дорна,
град; i - диаметральный натяг дорнования, мм; d -
диаметр отверстия до дорнования, мм.
Составляющая удельного давления течения ме-
талла (K2), необходимая для преодоления сил тре-
ния по цилиндрической ленточке дорна, равна:
2Pμ
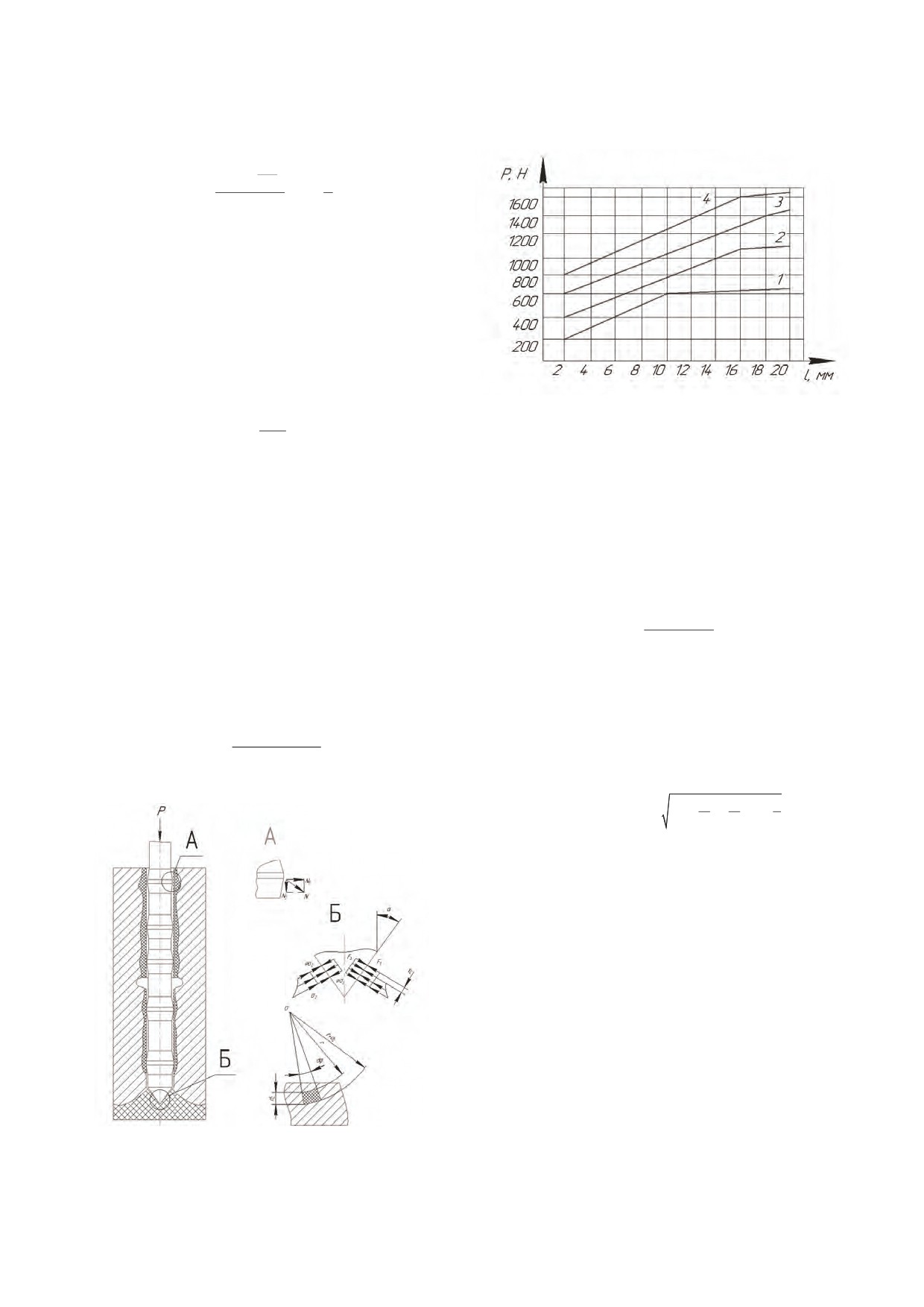
Рис. 2. Усилия дорнования и конфигурация детали - зависи-
=
⋅b
,
K
2
мость усилия дорнования от толщины минимальной стенки
d
образцов (1 - сталь 10, λ = 0.0025; 2 - сталь 50, λ = 0.0065;
3 - сталь ШХ15, λ = 0.0125; 4 - чугун СЧ12-28, λ = 0.0125)
где b - ширина цилиндрической ленточки дорна,
мм; d - диаметр дорна по цилиндрической ленточ-
где D - наружный диаметр втулки в рассматрива-
ке, мм.
емом сечении, мм; d - диаметр отверстия втулки в
Составляющая удельного давления течения
этом же сечении, мм; F - площадь пластически де-
(Kдоп), необходимая для дополнительных деформа-
формируемой области, мм2.
ций, возникающих вследствие неравномерности
деформаций, определяется по формуле:
2
2
π
(D
S
−
d
)
F
S
=
Kдоп = 0.28P(2tgα+μ).
4
Площадь поперечного сечения втулки:
где FS - площадь пластически деформируемой об-
ласти, где проходят дополнительные сдвиги ме-
талла, мм2; DS - величина, характеризующая зону
π
(D2 - d 2)
втулки, в которой происходят дополнительные
F
=
,
4
сдвиги металла, мм, определяется по формуле:
⎛
⎛
⎞⎞
2
E
i
⎛
D⎞⎛D
⎞
3
=
0.68
+0.,1
10
−
⋅
-1
−
D
S
d
⎜
⎜
⎜
⎟
⎜
⎟
⎟⎟
⎝
d
⎠ ⎝
d
⎠
4
⎝
P
d
⎝
⎠⎠
где Ei - модуль упругости при растяжении, Па.
Коэффициент неравномерности толщины стен-
ки обрабатываемой детали определяется:
P
E
=
,
K
E
P
где PE - тяговое усилие при дорновании детали с
эксцентриситетом обрабатываемого отверстия от-
носительно наружной поверхности детали, Н.
Увеличение толщины стенки при работе с не-
изменным натягом вызывает рост тягового уси-
лия дорнования, лишь до некоторого предела
(см. рис. 2, 3). Диаграммы тяговых усилий показы-
вают изменения в характере зависимостей, вызван-
Рис. 1. Схема напряженно-деформированного состояния
ных неравномерной толщиной стенок. Максималь-
металла заготовки в момент выдавливания конуса
ные усилия дорнования при обработке образцов с
с одновременным дорнованием направляющих отверстий
ВЕСТНИК ВИТ «ЭРА», том 2, номер 2, 2021
112
Д.С. БУРЫЙ и др.
Рис. 3. Диаграммы тяговых усилий при дорновании образцов конфигураций: а, в - симметричных со ступенчатыми изменением
толщины стенки; б - симметричного с конусной стенкой; г - конусного (материал образцов - сталь ШХ15)
неравномерной стенкой достигаются быстрее, чем
где I1, I2, I3 - проекция всех сил, Н.
при работе с симметричными стенками. С увели-
Вычисление поверхностных интегралов значи-
чением натяга дорнования кривые тяговых усилий
тельно облегчается, если предварительно опреде-
приобретают более резкие очертания.
лить площади F1, F2, F3, ограниченные эпюрами на-
Угол наклона кривых P = f(a) к оси абсцисс при
пряжений и образующей внутренней поверхности.
работе с одним и тем же натягом в зависимости от
В соответствие с рис. 4 находим эти площади:
толщины стенок образца различен и уменьшается с
увеличением толщины стенок образца.
F1 = ψσSl,
Увеличение обрабатываемого диаметра вызы-
вает рост тягового усилия, которое не подчиняется
⎛
⎞
σ
S
b
2
=
(
a+l
)
ln
−(l-m)
F
2
⎜
⎟
,
α
⎝
⎠
линейной зависимости.
b
3
Кривые, характеризующие зависимость тягово-
го усилия от величины относительного натяга, под-
где b2 - толщина детали на расстоянии m от ниж-
чиняются линейной зависимости. Существенное
ней плоскости конуса, мм; b3 - толщина детали на
влияние на величину тягового усилия при дорнова-
расстоянии m от верхней плоскости конуса, мм; l -
нии отверстия оказывают и механические свойства
длина напряжений, мм.
обрабатываемого материала, увеличивает тяговое
усилие дорнования. Производя расчет усилия вы-
F3 = 0.5σSl.
давливания, при рассмотрении детали, направле-
ния нормальных и касательных напряжений не со-
Обозначив средний диаметр поверхности со-
впадают с направлением деформирующего усилия.
прикосновения dc:
По поверхности соприкосновения пуансона с дета-
лью возникают касательные напряжения; нормаль-
d
1
+
d
2
=
d
C
,
2
ное напряжение σn определяется по формуле:
где d1, d2 - диаметры поверхности соприкоснове-
σn = ψσS,
ния в нижней и верхней плоскостях, мм.
Находим величины I1, I2, I3:
где ψ - относительное остаточное сужение, %; σS -
истинный предел текучести материала, Па.
I1 = ψσSπdc(b2 - b1),
Величину полного осевого усилия P, передавае-
мого через пуансон, можно определить, взяв сумму
⎛
⎞
проекций всех сил, возникающих от нормальных и
σ
S
b
2
=
ln
−
(
−
)
π
I
2
⎜
b
2
b
2
b
3
⎟
d
C
,
α
⎝
b
⎠
касательных напряжений, на вертикальную ось:
3
I3 = 0.5σSπdch,
Pв = I1 + I2 + I3,
ВЕСТНИК ВИТ «ЭРА», том 2, номер 2, 2021
РАСЧЕТ ТЯГОВЫХ УСИЛИЙ ПРИ ФОРМООБРАЗОВАНИИ...
113
в
a
б
г
Рис. 4. Диаграмма тяговых усилий при дорновании центрального отверстия корпуса распылителя многозубым
дорном-пуансоном: а при λ = 0.005; б - λ = 0.0075; в - λ = 0.009; г - λ = 0.011 (кривая 1 - экспериментальные данные,
а кривая 2 - расчетные данные)
Таблица 2. Размеры зубьев дорна-пуансона
где b1 - толщина детали на расстоянии m от сред-
ней плоскости конуса, мм; h - высота детали, мм.
Диаметры зубьев, мм
Полное осевое усилие, действующее на пуансон
№
в процессе давления конуса:
Номер зуба
дорна
1
2
3
4
5
⎛
2,3
⋅
⎞
03
5.09
5.11
5.97
5.97
5.97
b
2
b
2
b
2
b
3
P
=
σ
π
d
⎜ψ
(
b
−
b
)
+
lg
−
+0,5h⎟
B
S
C
2
1
α
α
3
5.07
5.07
5.96
5.96
5.96
⎝
b
3
⎠
4
5.06
5.06
5.95
5.95
5.95
05
5.11
5.13
5.98
5.98
5.98
АНАЛИЗ ПОЛУЧЕННЫХ РЕЗУЛЬТАТОВ
04
5.10
5.12
5.975
5.975
5.98
Размеры обрабатываемых отверстий в корпусе
распылителя показаны в табл. 1, а размеры зубьев
ВК6М (см. рис. 5а). В этом случае общая размер-
дорна-пуансона в табл. 2.
но-прочностная стойкость такого комбинированно-
Затупление вершины конуса пуансона вызыва-
го пуансона по сравнению с пуансонами, изготов-
ет рост усилия выдавливания и создает трудности,
ленными из стали Р18, возрастает в
20 раз.
связанные с необходимостью увеличения жестко-
Применять другие марки твердых сплавов нецеле-
сти инструмента.
сообразно из-за их низкой износостойкости (ВК15)
Одним из путей повышения усталостной проч-
или малой контактной прочности (Т15К6). Сплав
ности рабочей части пуансона и его размерной
Т30К4, обладая большей износостойкостью, чем,
стойкости может служить также использование
сплавы ВК2 и ВК6М, уступает им по прочности на
комбинированного пуансона, у которого рабочей
изгиб. Это обстоятельство следует учитывать в ус-
часть 1 выполнена из твердого сплава ВК8 или
a
Таблица 1. Размеры обрабатываемых отверстий в корпусе
распылителя (I-I - от торца А на расстоянии 5 мм, II-II -
10 мм, III-III - 17 мм, 1-1 - от торца Б на расстоянии 3 мм,
2-2 - 12 мм, 3-3 - 17 мм)
№ де-
Размеры отверстий диаметром 6 и 5, мм
б
тали
I-I
II-II
III-III
1-1
2-2
3-3
1
5.952
5.948
5.948
4.958
4.944
4.960
2
6.028
6.008
5.970
4.974
4.958
4.968
3
5.962
5.948
5.952
4.976
4.960
4.992
Рис. 5. а - пуансон комбинированный: 1 - стержень;
4
5.982
5.980
5.982
5.000
4.974
4.996
2 - твердосплавная вставка, б - дорн из стали Х12М
ВЕСТНИК ВИТ «ЭРА», том 2, номер 2, 2021
114
Д.С. БУРЫЙ и др.
трального отверстия корпуса распылителя пока-
зала сходимость расчетных и экспериментальных
данных (см. рис. 4), результаты которых позволяют
сделать выводы:
1. Непрямолинейность образующей рабочей
поверхности конуса инструмента увеличивается в
зависимости от числа обработанных деталей; ха-
a
б
в
рактер износа рабочей части конуса указывает на
Рис. 6. а - дорн прошлифованный и отполированный
то, что в районе заострения конуса образуется за-
после обработки деталей из стали Х12М, б - дорн
стойная зона, в то время как на расстоянии от вер-
из инструментальной стали Р6М5, в - напайной дорн
шины наблюдается интенсивное течение металла,
с напайным наконечником из стали Р6М5
которое приводит к «вымыванию» воронки.
2. Некруглость рабочей поверхности пуансона и
ловиях обработки конусов при ударных нагруз-
дорна после обработки деталей увеличивается бо-
ках [2, 3].
лее чем в 10 раз.
В процессе обработки конуса колодца корпуса
3. Высота шероховатостей рабочей поверхности
распылителя используется дорн, из материала -
пуансона и дорна после обработки деталей увели-
сталь Х12М (см. рис. 5б, 6а).
чивается более чем в 2 раза.
Для увеличения стойкости дорна предлагается
использовать материал Р6М5 (см. рис. 6б).
СПИСОК ЛИТЕРАТУРЫ
Использование напайного дорна позволит уде-
1. Суслов А.Г. Качество поверхностного слоя
шевить изготовление дорна за счет уменьшения
деталей машин. - М.: Машиностроение, 2015. -
материала Р6М5 по сравнению с цельным дорном
320 с.
(см. рис. 6в).
2. Исаев А.Н. Механико-математическое мо-
Так как шероховатость, некруглость и непрямо-
делирование формообразующих операций в про-
линейность выдавленной поверхности зависят от
цессах изготовления изделий из трубчатых загото-
соответствующих параметров пуансона (дорна),
вок / ГОУ Рост. гос. акад. с.-х. машиностроения,
особое внимание следует уделять снижению коэф-
Ростов-на-Дону, 2014. - 272 с.
фициента трения в зоне контакта материала заго-
3. Моделирование геометрии многозубого дор-
товки и рабочей поверхности пуансона (дорна).
на для обработки отверстий деталей из труб / Иса-
ев А.Н., Лебедев А.Р., Арапов П.С. / СТИН. 2016.
ВЫВОДЫ
№2. С. 8-14.
Экспериментальная проверка величин тяговых
усилий (табл. 1 и 2) в процессе дорнования цен-
ВЕСТНИК ВИТ «ЭРА», том 2, номер 2, 2021