

Проблемы машиностроения и надежности машин, 2023, № 3, стр. 58-63
Влияние термической обработки на структуру сварного соединения сплава ВЖ178П после ротационной сварки трением
Т. Т. Фозилов 1, 2, *, М. Г. Яковлев 2, 3, **, А. В. Бабайцев 1, ***
1 Московский авиационный институт
Москва, Россия
2 Научно-исследовательский институт технологии и организации производства двигателей,
Москва, Россия
3 Московский государственный технологический университет “Станкин”
Москва, Россия
* E-mail: fozbourne@yandex.ru
** E-mail: maxx81@list.ru
*** E-mail: ar77eny@gmail.com
Поступила в редакцию 10.11.2022
После доработки 05.02.2023
Принята к публикации 20.02.2023
- EDN: PQEWWB
- DOI: 10.31857/S0235711923030045
Аннотация
В настоящей статье приведены структурные металлографические исследования жаропрочного сплава на основе никеля марки ВЖ178П после ротационной сварки трением на уникальной установке российского производства ПСТИ-400. В ходе проведенного исследования проанализировано воздействие отдельно взятых параметров режимов сварки по отдельности и в совокупности, как на микроструктуру сварного соединения, околошовной зоны и основного материала, так и на показатели микротвердости по Виккерсу в этих областях. После подготовки, сварки и вырезки образцов проведена термическая обработка, результаты которой представлены в настоящей статье соответственно.
В современном авиадвигателестроении постоянно возрастают требования к комплексу эксплуатационных характеристик перспективных двигателей, их деталям и материалам. Сейчас в газотурбостроении широко применяются жаропрочные гранулируемые сплавы на основе никеля. Такие сплавы отличаются высокой плотностью (≥8300 кг/м3), что говорит о большом весе любых конструкций, также применение резьбовых соединений в деталях ГТД не является актуальным в виду увеличения массы узлов и двигателей в целом и зоны крепления будут служить концентраторами напряжений, а значит, актуальным становится вопрос о неразъемных сварных соединениях.
Но подобного рода сплавы имеют большой недостаток. Даже применение электронно-лучевой сварки не является оптимальным, поскольку гранулируемые сплавы на основе никеля склонны к трещинообразованию при плавлении [1].
Сварка трением (ротационная и инерционная) при соответствующих параметрах процесса может производить более прочные и бездефектные соединения с более низкими пиковыми температурами и меньшими зонами термического влияния (ЗТВ), чем при сварке плавлением. Поэтому для изготовления валов, роторов и турбин ГТД из современных материалов перспективно использовать ротационную и инерционную сварку трением [2–9].
Рассматривая проблему более детально, можно сказать, что ротационная сварка трением жаропрочных никелевых сплавов, в сравнении со способами сварки плавлением обладает рядом преимуществ. Основными ее достоинствами являются: низкие значения остаточных напряжений; возможность получения разнородных сварных соединений и материалов, которые отсутствуют при использовании сварки плавлением.
В перспективных газотурбинных двигателях к жаропрочным сплавам на основе никеля предъявляются очень высокие требования, одним из которых является новый сплав ВЖ178П из-за его высоких механических свойств, по заявлениям ВИАМ (σB свыше 1400 МПа). Поскольку полуфабрикаты данного сплава получаются металлургией гранул, и он склонен к трещинообразованию, был выбран способ сварки заготовок в твердой фазе [10–12].
Также необходимо принять во внимание, что из-за сложнолегированного химического состава жаропрочных сплавов на основе никеля ключевую роль при достижении требуемых физико-механических свойств играет термическая обработка. При ее проведении не только релаксируются временные напряжения и убираются остаточные напряжения, а также улучшается микроструктура и возрастают эксплуатационные и механические свойства [13].
Результаты исследований. В настоящей статье основной целью термической обработки служит получение упрочняющей γ′-фазы. Благодаря ее распределению и правильному формообразованию (кубоидному) в структуре сплава значительно возрастают механические свойства при высоких температурах.
В ходе исследования был выполнен сравнительный анализ образцов без термической обработки и в результате ее воздействия на новый жаропрочный гранулируемый сплав ВЖ178П после ротационной сварки трением (РСТ) на установке ПСТИ-400.
В рамках исследования были сварены кольца из заготовок ВЖ178П диаметром 200 мм, с толщиной стыкового бурта 10 мм.
После этого из сваренных колец были вырезаны темплеты для металлографических исследований и замеров микротвердости в зонах основного материала, в зоне термомеханического влияния и сварном шве. Затем образец КО-2 был термообработан по режиму закалки.
Образец КО-1 термообработке не подвергался. При исследовании микроструктуры образца установлено следующее: 1) в микроструктуре основного материала (ОМ) γ′-фаза имеет правильную кубоидную форму (рис. 1а).
Рис. 1.
Микроструктура образца КО-1 из сплава ВЖ178П без ТО после сварки: (а) – зона основного материала; (б) – зона термомеханического влияния–сварной шов; (в) – середина сварного шва.
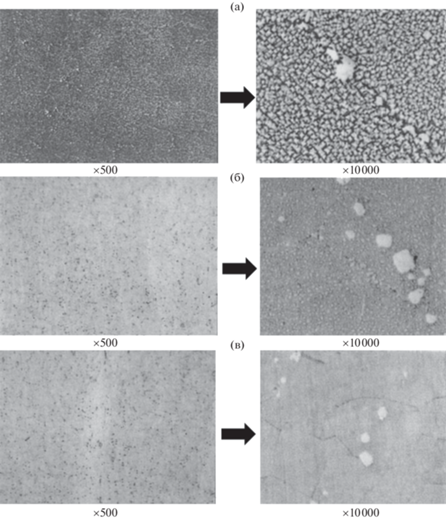
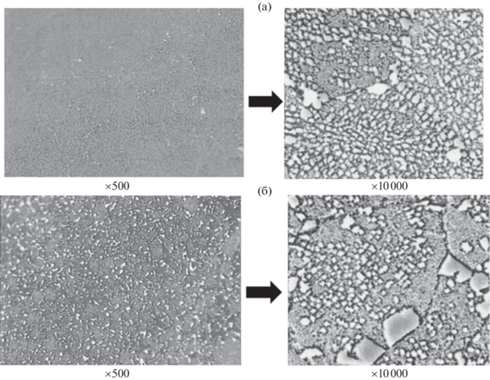
В виду термического воздействия инерционной сварки трением наблюдается полное, либо частичное растворение упрочняющей фазы в стыковой зоне (ЗТМВ + шов), однако после закалки образца КО-2, были выявлены следующие результаты: 1) микроструктура основного материала однородная и типична относительно предыдущих сварок, в тонкой структуре (рис. 2а) γ′-фаза правильной формы, в остальном (по границам и на стыке с ЗТМВ) аналогична структуре самой ЗТМВ; 2) в зоне термомеханического влияния наблюдается однородность, она достаточно узка (0.8–0.85 мм) и состоит из полиэдрических зерен. В тонкой структуре (рис. 2б) есть частичное растворение γ′-фазы в γ-основе, по границам зерен γ′-фаза сосредоточена крупными и избыточными кусками неправильной формы. Границы между сварным швом и ЗТМВ не выражены, структура между ними бездефектна, а также схожа по форме и выделениям γ′-фазы.
Рис. 2.
Микроструктура образца КО-2 из сплава ВЖ178П после сварки и закалки: (а) – зона основного материала; (б) – зона термомеханического влияния (ЗТМВ)–сварной шов.
Далее была измерена микротвердость образцов, результаты указаны в табл. 1.
Таблица 1.
Величина осадки и микротвердость различных зон образцов
| Шифр образца | Величина осадки, мм | Микротвердость (HVср), кгс/мм2 | ||
|---|---|---|---|---|
| сварной шов | ЗТМВ | основной материал | ||
| КО-1 | 4.4 | 465–479 | 465–479 | 383 |
| КО-2 | 5.6 | 447–450 | 397–411 | 443–451 |
Анализ результатов. Полученные результаты непосредственно связаны с параметрами режимов сварки, поскольку окружная скорость, давление сварки, усилие и удельная энергия в случае с образцом КО‑1 значительно выше, чем при сварке КО-2. Сам металл был подвержен более высокому давлению и, вследствие этого, микротвердость возросла, поэтому показания между зонами сварного соединения и основного материала так сильно различаются.
В процессе сварки образца КО-2 параметры давления и удельной энергии были на среднем уровне, однако момент инерции почти в 2 раза выше, чем при сварке образца КО-1, за счет чего, предположительно, осадка вышла на 1.2 мм больше. Вероятно, такой характер носит воздействие концентрации момента инерции в зоне контакта и резкой остановки сварочного процесса. Этим также объясняется, что влияние на ЗТМВ не так значительно.
Оборудование. Предсварочная подготовка образцов выполнена на токарном (ТВ-7) и фрезерном (Millstar BMH2200) станках. Сварка проведена на отечественной установке ПСТИ-400, вырезка образцов выполнена на электроэрозионном станке AMStech CHMER AW. Термическая обработка проводилась в печи с воздушной атмосферой ПКЭ-10. Металлографические исследования проводились на растровом электронном микроскопе FE-SEM Zeiss SUPRA 25.
Выводы. В ходе проведенной научно-исследовательской работы установлено, что возможно получение сварного соединения с отсутствием дефектов в виде непроваров во всех зонах, однако вместе с этим также происходит полное, либо частичное растворение γ′-фазы в ЗТМВ и сварном шве до послесварочной термической обработки, а при наличии в этих зонах γ′-фазы ее форма в основном сыпеобразная и неправильная.
После проведенной термической обработки по режиму закалки получены следующие результаты: 1) структура сварного шва остается бездефектной; 2) выявлена более крупная фракция γ′-фазы, что предполагает возможность вторичной упрочняющей γ′′-фазы именно в сварном шве и ЗТМВ. Отмечается, что выделения упрочняющей фазы в сварном шве после термической обработки также неправильной формы.
Таким образом, благодаря влиянию закалки микроструктура сварного соединения улучшается, но следует провести дальнейшие исследования в данной области для получения правильной формы γ′-фазы и ее равномерного распределения по всей периферии сварного шва.
Список литературы
Тайсом Б.С., Соренсен С.Д., Нельсон Т.В. Прочность при ротационной сварке трением пяти разнородных суперсплавов на основе никеля // Сварочный журнал 100. 2021. № 9. С. 302. https://doi.org/10.29391/2021.100.027
Елисеев Ю.С., Масленков С.Б., Гейкин В.А., Поклад В.А. Технология создания неразъемных соединений при производстве газотурбинных двигателей. М.: Наука и технологии, 2001. 544 с.
Сорокин Л.И. Свариваемость жаропрочных никелевых сплавов (обзор). Ч. 2 // Сварочное производство. 2004. № 9. С. 3.
Сорокин Л.И. Образование горячих трещин при сварке жаропрочных никелевых сплавов // Сварочное производство. 2005. № 7. С. 29.
Каблов Е.Н., Ломберг Б.С., Оспенникова О.Г. Создание современных жаропрочных материалов и технологий их производства для авиационного двигателестроения // Крылья Родины. 2012. № 3–4. С. 34.
Ломберг Б.С., Овсепян С.В., Бакрадзе М.М., Мазалов И.С. Высокотемпературные жаропрочные никелевые сплавы для деталей газотурбинных двигателей // Авиационные материалы и технологии. 2012. № S. С. 52.
Egorova O.V., Kurbatov A.S., Rabinskiy L.N., Zhavoronok S.I. Modeling of the dynamics of plane functionally gradded waveguides based on the different formulations of the plate theory of I.N. Vekua type // Mechanics of Advansed and Structures. 2019. V. 28 (5). P. 506. https://doi.org/10.1080/153/15376494.2019.1578008
Lurie S., Rabinskiy L.N., Kriven G.I., Makovskii S.V. Effective dissipative properties of a whiskered layer in modified fibrous composites with whiskered fibres. December 2020 // Periódico Tchê Química. 2020. Vol. 17. № 36. P. 978. https://doi.org/10.52571/PTQ.v17.n36.2020.993_Periodico36_pgs_978_993.pdf
Babaytsev A.V., Prokofiev M.V., Rabinskiy L.N. Mechanical properties and microstructure of stainless steel manufactured by selective laser sintering // Nanoscience and Technology: An Int. J. 2017. V. 8. № 4. C. 359.
Huang Z.W., Li H.Y., Preuss M., Karadge M., Bowen P., Bray S., Baxter G. Inertia Friction Welding Dissimilar Nickel-Based Superalloys Alloy 720Li to IN718 // Metallurgical and Materials Transactions A. 2007. V. 38. P. 1608. https://doi.org/10.1007/S11661-007-9194-6
Бычков В.М., Селиванов А.С., Медведев А.Ю., Супов В.А., Большаков Б.О., Гринь Р.Р., Мусин Ф.Ф. Исследование свариваемости жаропрочного никелевого сплава ЭП742 методом линейной сварки трением // Вестник УГАТУ. 2012. Т. 16. № 7 (52). С. 112.
Сухоруков Р.Ю. Моделирование технологических процессов изготовления осесимметричных деталей газотурбинных двигателей из жаропрочных сплавов методом раскатки в сверхпластических условиях // Проблемы машиностроения и надежности машин. 2020. № 2. С. 80.
Бабайцев А.В., Бурцев А.Ю., Рабинский Л.Н., Соляев Ю.О. Методика приближенной оценки напряжений в толстостенной осесимметричной композитной конструкции // Труды МАИ. 2019. № 107. С. 4.
Дополнительные материалы отсутствуют.
Инструменты
Проблемы машиностроения и надежности машин