

Высокомолекулярные соединения (серия А), 2022, T. 64, № 6, стр. 433-440
CОРБЦИОННЫЕ СВОЙСТВА ВТОРИЧНЫХ ПОЛИЭТИЛЕНОВ И ИХ ТЕРМИЧЕСКОЕ ПОВЕДЕНИЕ В СМЕСИ С МАСЛОМ
Г. Р. Фазылзянова a, *, Е. С. Охотникова a, Ю. М. Ганеева a, Т. Н. Юсупова a, И. Н. Фролов b, Ю. Л. Карабут a
a Институт органической и физической химии им. А.Е. Арбузова Казанский научный центр
Российской академии наук
420088 Казань, Арбузова, 8, Россия
b Общество с ограниченной ответственностью “ТЭПС”
420095 Казань, ул. Восстания, 100, Россия
* E-mail: gul.fazilzyanova@yandex.ru
Поступила в редакцию 24.03.2022
После доработки 11.08.2022
Принята к публикации 25.08.2022
- EDN: NSYBFG
- DOI: 10.31857/S2308112022700201
Аннотация
Методами калориметрии, вискозиметрии, ИК-спектроскопии и массового анализа исследованы сорбционные свойства вторичных полиэтиленов и термическое поведение смесей вторичных полиэтиленов различных типов (полиэтилен низкой и высокой плотности) с минеральным маслом, используемым в качестве упрощенной модели битума. Установлено влияние типа и структуры вторичного полиэтилена на его сорбционные свойства, а также термическое и реологическое поведение смесей масло–вторичный полиэтилен. Выявлено, что сорбционные свойства вторичного полиэтилена в смеси с маслом определяются содержанием в полимере аморфной фазы, а способность кристаллической фазы восстанавливать в смеси свою структуру – разветвленностью полимера. Наиболее прочная полимерная сетка формируется в смесях масло–линейный полиэтилен низкой плотности, который имеет наибольшую среди всех типов вторичных полиэтиленов способность сорбировать углеводороды масел и при сорбции масла полностью не аморфизируется.
ВВЕДЕНИЕ
Повсеместное использование полимерных материалов, которые не подвергаются разложению и коррозии, приводит к существенному загрязнению окружающей среды полимерными отходами. В настоящее время только около 6–7% отработанных полимеров собирается и перерабатывается повторно [1]. При этом вторичные полимеры далеко не всегда обладают всеми исходными свойствами, так как в процессе рециклинга происходит изменение их химической структуры. В большинстве случаев у вторичных полимеров механические и поверхностные свойства гораздо хуже, чем у первичных аналогов. Одним из способов утилизации полимерных отходов можно назвать их применение в качестве модификаторов битумных вяжущих. Целью введения полимерных модификаторов, таких как стирол–бутадиен–стирол (СБС), этиленвинилацетат (ЭВА), этиленметилакрилат (ЭМА), полиэтилен, полипропилен, полихлоропрен, является создание в битумном вяжущем полимерной сетки (каркаса), что способствует значительному изменению механических и реологических свойств битума [2, 3]. В работах [4–10] показано, что модификация битумного вяжущего полимерами улучшает его пластичность, теплостойкость, сопротивление к остаточной деформации, клееобразование, а также термическое растрескивание и усталостное разрушение.
Модифицирующее действие полимеров по отношению к битумному вяжущему обусловлено способностью полимера набухать в битумных компонентах, главным образом в маслах [11]. Неограниченное набухание полимера в органических жидкостях приводит к его полному растворению, а ограниченное набухание – к образованию двух сосуществующих фаз: раствора полимера в органической жидкости и раствора органической жидкости в полимере (пластифицированный полимер) [12]. При описании фазового состава битумных вяжущих принято использовать следующие обозначения [13]: полимер-обогащенная фаза (ПОФ) и асфальтен-обогащенная фаза (АОФ). Первая содержит полимер и сорбированные им углеводородные компоненты, а во второй фазе концентрируются несорбируемые полимером высокомолекулярные компоненты (в основном асфальтены). Количество ПОФ превышает количество введенного полимера в 4–10 раз. В отличие от полимера, ПОФ имеет более низкие кристалличность и температуру плавления и более широкий диапазон плавления [14, 15].
В работах [16–18] детально изучено термическое поведение и фазовый состав смесей ПЭ с индивидуальными углеводородами, построены фазовые диаграммы смесей, позволяющие определить концентрационный интервал гелеобразования. Данные по термическому поведению и фазовому составу полиэтиленов в более сложных системах, среди которых битумы или битумные компоненты, ограничиваются отдельными работами [3, 4, 14, 19, 20].
Ранее [3] при изучении возможности применения вторичных ПЭ в качестве модификаторов битумных вяжущих были установлены различия в термическом и реологическом поведении битумных вяжущих, модифицированных вторичными ПЭ различного типа. Однако для таких сложных систем, как битум, невозможно охарактеризовать фазовый состав полимера в модифицированном продукте, что существенно ограничивает возможности направленного регулирования свойств продукта.
Настоящая работа призвана установить ключевые параметры структуры вторичных ПЭ различных типов – полиэтилен низкой плотности, линейный полиэтилен низкой плотности, полиэтилен высокой плотности и их смесей с минеральным маслом, определяющие возможность использования указанных полимеров в качестве модификаторов битумных вяжущих. В работе исследовано влияние типа вторичного ПЭ на его сорбционные свойства, термическое поведение смесей масло–вторичный ПЭ и на способность вторичного ПЭ формировать пространственную полимерную сетку в масле.
ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
Для приготовления смесей масло–вторичный ПЭ взяли три образца вторичного ПЭ (r-ПЭ), предоставленных ООО “ТЭПС” (рис. 1). Согласно технической документации и проведенным ранее исследованиям [3, 21], образцы содержат преимущественно ПЭВП, линейный ПЭНП и ПЭНП (далее обозначены как r-ПЭВП, r-линейный ПЭНП и r-ПЭНП соответственно). Плотность и показатель текучести расплава r-ПЭ приведены в табл. 1.

Таблица 1.
Характеристики вторичных полиэтиленов
| Образец | ρ, г/см3 | ПТР при 180°С, г/10 мин | Тн.кр, °С | Ткр, °С | –ΔН, Дж/г | αс*, % | Разветвленность, СН3/1000С |
|---|---|---|---|---|---|---|---|
| r-ПЭВП | 0.959 | 0.36 | 121.8 | 116.9 | 185.1 | 63.2/54 | 2.2 |
| r-линейный ПЭНП | 0.937 | 1.77 | 117.9 | 111.6 | 92.6 | 31.6/33 | 14.9 |
| r-ПЭНП | 0.915 | 2.34 | 114.7 | 97.2 | 76.0 | 25.9/31 | 42.7 |
Моделью битума служило минеральное масло марки “И-40А” с плотностью 921 кг/м3 по ГОСТ 3900-85 (ASTM D1298). Содержание насыщенных и ароматических углеводородов в масле, определенное по методике Всероссийского научно-исследовательского института по переработке нефти [22], составляло 45 и 55 мас. % соответственно. По плотности и соотношению парафино-нафтеновых и ароматических углеводородов выбранное масло подобно масляным компонентам битума марки “БНК40/180” (ООО “Производственное объединение Киришинефтеоргсинтез”), использованного в работе [3] для приготовления полимерно-битумных вяжущих.
Смеси масло–r-ПЭ готовили в статических (без перемешивания) и динамических (при перемешивании) условиях. Содержание r-ПЭ в смесях 7 мас. % – это минимальная концентрация, при которой в полимерно-битумном вяжущем формируется пространственная полимерная сетка [9]. При приготовлении смесей в статических условиях образцы r-ПЭ заливали маслом и выдерживали в течение 6 ч при температуре 150°С до равновесного состояния. При приготовлении смесей в динамических условиях (параметры выбрали на основе технологического протокола получения битумных вяжущих на OOO “ТЭПС”) r-ПЭ диспергировали в масле путем механического перемешивания с помощью верхнеприводной мешалки при температуре 150°С и скорости сдвига 1000 об/мин в течение 90 мин.
Методики исследования
Плотность r-ПЭ измеряли по ГОСТ 15139-69 (ASTM D792), показатель текучести расплавов (ПТР) – по ГОСТ 11645-73 (ASTM D1238). Степень кристалличности и разветвленность r-ПЭ определяли методом ИК-спектроскопии в режиме поглощения с разрешением 4 см–1 и усреднением 32 сканирования в диапазоне волновых чисел 4000–400 см–1. ИК-спектры регистрировали на ИК-фурье-спектрометре “Nicolet iS5”. Исследуемые образцы r-ПЭ представляли собой пластины различной толщины, приготовленные в гидравлической пресс-форме. При нахождении разветвленности толщина пластины составляла 0.2 мм, при определении кристалличности – 0.4 мм. Кристалличность полимеров α (%) рассчитывали по полосе 1897 см–1, соответствующей деформационным колебаниям групп СН2 кристаллической фазы ПЭ, разветвленность (количество групп СН3 на 1000 атомов С) – по полосе 1378 см–1, отвечающей деформационным колебаниям групп СН3.
Сорбционные свойства r-ПЭ по отношению к маслам изучали массовым методом. Из охлажденных до комнатной температуры смесей посредством фильтрования через бумажный фильтр отделяли масляную часть. Остаток на фильтре промывали гексаном с целью удаления масла, оставшегося на поверхности полимерной матрицы; промывание продолжали до тех пор, пока растворитель не становился прозрачным. Отмытый осадок высушивали при комнатной температуре до постоянной массы. Количество сорбированных компонентов рассчитывали по формуле
где m – масса полимера, выделенного из смеси; m0 – масса полимера, использованного для приготовления смеси.Структурно-групповой состав исходного масла и масляной фазы смесей устанавливали методом инфракрасной спектроскопии. ИК-спектры снимали на спектрометре “Tensor 27” фирмы “Bruker” (Германия) в режиме пропускания в диапазоне 4000–400 cм–1 с разрешением 4 см–1. Образец имел вид тонкой пленки между двумя плоскопараллельными пластинками из КBr. Спектры обрабатывали в программе OPUS 7/2012; базовая линия для группы полос в области 2000–400 см–1 была общей, спектр нормировали по полосе 1470 см–1.
Термическое поведение r-ПЭ и смесей масло–r-ПЭ изучали на калориметре С-80 фирмы “SETARAM”. Для r-ПЭ рассчитывали содержание кристаллической фазы. В расчетах в качестве теплоты плавления полностью закристаллизованного ПЭ использовали справочное значение – 293 Дж/г [12]. При исследовании термического поведения исходных образцов r-ПЭ масса образца составляла 200 мг, смесей масло–r-ПЭ – 3000 мг. Термический анализ осуществляли по следующему алгоритму. Образцы нагревали до 200°С со скоростью 1 град/мин, после чего охлаждали до комнатной температуры со скоростью 1 град/мин. Кривые теплового потока регистрировали в цикле охлаждения. Калибровку прибора по тепловому эффекту выполняли по Джоуль-эффекту, корректировку температуры – по температуре плавления чистого индия. Каждый эксперимент повторяли 2–3 раза. Погрешность измерений по температуре составила ±0.2°С, по тепловому эффекту – 4%.
Вязкостно-температурные зависимости определяли только для смесей масло–r-ПЭ, полученных в динамическом режиме. Эксперименты проводили на ротационном вискозиметре “SMART-L” фирмы “Fungilab”. Смеси объемом порядка 50 мл нагревали до температуры 150°С, выдерживали при данной температуре в течение 1 ч, а затем, охлаждали со скоростью 2–3 град/мин. Значения динамической вязкости регистрировали в цикле охлаждения.
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
Свойства и структура вторичных полиэтиленов
На рис. 1 видно, что исследованные образцы r-ПЭ отличаются по внешнему виду. Так, r-ПЭВП имеет вид гранул, r-линейный ПЭНП и r-ПЭНП – вид неоднородной крошки. Плотность ρ образцов r-ПЭ находится в пределах от 0.915 до 0.959 г/см3, значения ПТР – от 0.36 до 2.34 г/10 мин (см. табл. 1). Плотность понижается, а ПТР увеличивается в ряду r-ПЭВП–r-линейный ПЭНП–r-ПЭНП.
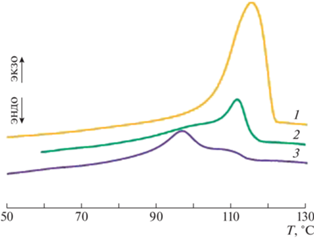
Образцы r-ПЭ исследованы методом калориметрии. На рис. 2 приведены кривые теплового потока r-ПЭ в цикле охлаждения. Для r-ПЭВП регистрируется один экзотермический эффект высокой интенсивности, температура начала кристаллизации Тн.кр = 122°С. Кристаллизация r-линейного ПЭНП и r-ПЭНП начинается при температуре 118 и 115°С соответственно. Для r-ПЭВП и r-линейного ПЭНП температура начала кристаллизации близка к температуре максимума экзотермического эффекта, их разница не превышает 6°С. Для r-ПЭНП температура начала кристаллизации существенно (на 17°С) удалена от температуры экстремума (рис. 2). Кроме того, r-линейный ПЭНП имеет низкотемпературное плечо (84–110°С), а r-ПЭНП – высокотемпературное (104–115°С). Также r-линейный ПЭНП и r-ПЭНП являются механической смесью ПЭ различных типов с преимущественным содержанием линейного ПЭНП или ПЭНП соответственно [3]. Следовательно, наличие низко- и высокотемпературного плеча обусловлено, скорее всего, присутствием некоторого количества ПЭНП в образце r-линейный ПЭНП и линейного ПЭНП в образце r-ПЭНП. Энтальпия кристаллизации r-ПЭВП, r-линейного ПЭНП и r-ПЭНП составляет 185, 93 и 76 Дж/г соответственно (см. табл. 1). Степень кристалличности для r-линейного ПЭНП и r-ПЭНП имеет близкие значения (32 и 26%), а для r-ПЭВП она в 2 раза выше (63%).
Рис. 2.
Кривые теплового потока вторичных полиэтиленов r-ПЭВП (1), r-линейный ПЭНП (2) и r-ПЭНП (3).
По данным ИК-спектроскопии кристалличность образцов составляет от 31 до 54% (табл. 1), что примерно соответствует данным калориметрии. Разветвленность, а именно количество групп СН3 на 1000 атомов С, для r-ПЭВП равна 2, для r-линейного ПЭНП – 15, а для r-ПЭНП – 43.
Таким образом, исследование r-ПЭ выявило существенные различия в их термических свойствах (температуре начала кристаллизации и энтальпии кристаллизации) и структурных параметрах (кристалличности и разветвленности). Температура начала кристаллизации уменьшается, а разветвленность увеличивается в ряду r-ПЭВП–r-линейный ПЭНП–r-ПЭНП. Кристалличность у r-ПЭВП практически в 2 раза выше, чем у r-линейного ПЭНП и r-ПЭНП.
Сорбционные свойства вторичных полиэтиленов в статических условиях
При охлаждении смесей масло–r-ПЭ от 150°С до комнатной температуры смеси переходят из гомогенного состояния в двухфазное – фазу масла и фазу полимера, содержащую часть масла, или ПОФ. Масло, содержащееся в ПОФ, может быть как в растворенном состоянии, так и в виде отдельной фазы в порах полимера. В процессе фазового распада смесей, полученных в статических условиях, ПОФ осаждается.
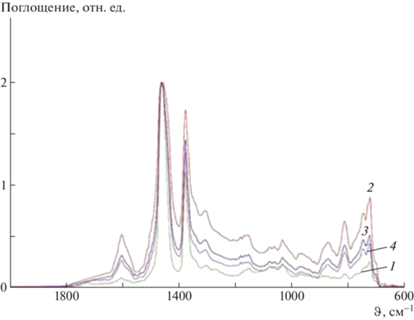
Качественно изменение состава отделившейся масляной фазы охарактеризовано методом ИК-спектроскопии. На ИК-спектрах образцов отделившегося и исходного масла (рис. 3) в области 400–2000 см–1 присутствуют группы полос с частотами 1600, 1460, 1380 и 720 см–1, соответствующие скелетным колебаниям ароматических связей С=С, антисимметричным и симметричным деформационным колебаниям метильной группы, маятниковым колебаниям метиленовой группы [23]. Существенное увеличение интенсивности полос, отвечающих колебаниям метиленовой (720 см–1) и метильной (1378 см–1) групп, свидетельствует о частичном растворении молекул r-ПЭ в масле. Увеличение интенсивности полос при частоте 1600 см–1 указывает на протекание процессов ароматизации при выдерживании масла при высокой температуре.
Рис. 3.
ИК-спектр исходного масла (1) и масла, выделенного из смесей масло–r-ПЭ (2–4). 2 – r-ПЭВП, 3 – r-ЛПЭНП, 4 – r-ПЭНП.
В табл. 2 приведены значения равновесной степени набухания αноr-ПЭ в масле при комнатной температуре, а также количество масла, сорбированного r-ПЭ после его выдерживания при температуре 150°С в статических и динамических условиях и последующего охлаждения, αн. Величина αн равна экспериментально измеренной степени набухания и характеризует суммарное количество масла, находящегося в ПОФ. При набухании при комнатной температуре масса полимера практически не изменяется, степень набухания не превышает 6%. Масса ПОФ, выделенной из смесей, охлажденных до комнатной температуры, существенно выше массы введенного полимера (табл. 2). Следовательно, в процессе кристаллизации полимер сорбирует значительное количество масляных компонентов. Для r-линейного ПЭНП и r-ПЭНП величина αн в 1.5 раза выше, чем для r-ПЭВП. Таким образом, чем выше степень кристалличности r-ПЭ, тем меньше его способность сорбировать молекулы масла. Данные табл. 2 подтверждают, что в процессе кристаллизации (охлаждения) масляные компоненты выделяются в виде мелких капель, которые оказываются диспергированными в аморфных областях ПЭ. Это хорошо согласуется с выводом, сделанным в работе [16], о том, что углеводороды сорбируются, главным образом, аморфной фазой ПЭ.
Изменение структуры r-ПЭ в процессе сорбции масляных компонентов было зафиксировано также методом калориметрии по изменению формы кривых теплового потока. В цикле охлаждения на кривых теплового потока смесей масло–r-ПЭ (рис. 4а) присутствуют экзотермические эффекты кристаллизации. Температура начала кристаллизации равна 110, 104 и 100°С для образцов с r-ПЭВП, r-линейный ПЭНП и r-ПЭНП соответственно. В случае r-ПЭВП и r-линейного ПЭНП эффект симметричный, а температура максимума удалена от температуры начала кристаллизации на 7–15°С. Наличие широкого эффекта кристаллизации обусловлено широким распределением кристаллитов по размерам [24]. Для смеси масло–r-ПЭНП эффект кристаллизации размытый. Он имеет низкую интенсивность и фиксируется в широком температурном интервале, что не позволяет оценить его величину. Энтальпия кристаллизации r-ПЭВП, r-линейного ПЭНП в смеси составляет –11.9 и –3.7 Дж/г соответственно (табл. 3).
Рис. 4.
Кривые теплового потока r-ПЭ при кристаллизации полимера в смесях масло–r-ПЭ, полученных в статических (а) и динамических (б) условиях: 1 – r-ПЭВП, 2 – r-линейный ПЭНП, 3 – r-ПЭНП.

Таблица 3.
Термодинамические характеристики процесса кристаллизации вторичных ПЭ в смеси с маслом в статистическом и динамическом режимах
| Образец | Тн, °С | Ткр, °С | ΔH, Дж/г | ΔHрасч, Дж/г |
|---|---|---|---|---|
| Статический режим | ||||
| r-ПЭВП | 110.2 | 101.5 | –11.9 | –12.9 |
| r-линейный ПЭНП | 103.7 | 97.0 | –3.7 | –6.5 |
| r-ПЭНП | 99.9 | 84.5 | – | –5.3 |
| Динамический режим | ||||
| r-ПЭВП | 104.6 | 102.2 | –12.9 | –12.9 |
| r-линейный ПЭНП | 99.8 | 97.0 | –3.8 | –6.5 |
| r-ПЭНП* | 96.3/83.6 | 92.8/78.0 | – | –5.3 |
Для смесей r-ПЭ найдена расчетная энтальпия плавления ∆Hрасч:
Здесь ΔHm – энтальпия плавления r-ПЭ (см. табл. 1), ωПЭ – массовая доля r-ПЭ в смеси составляет 0.07. Данные приведены в табл. 3. Показано, что для r-ПЭВП экспериментальная энтальпия плавления практически равна расчетной, для r-линейного ПЭНП она ниже расчетной на 43%, а для r-ПЭНП – практически на 100%. Таким образом, при охлаждении смесей масло–r-ПЭ, приготовленных в статических условиях, в случае r-ПЭВП кристаллическая структура полностью восстанавливается, в случае r-линейного ПЭНП она восстанавливается частично (на 50%), а r-ПЭНП в масле полностью аморфизируется.
Температура начала кристаллизации в смесях масло–r-ПЭ смещена по сравнению с температурой начала кристаллизации чистых r-ПЭ на 12–15°С в сторону более низких значений. Понижение температуры кристаллизации обусловлено частичным растворением масла в аморфных частях r-ПЭ (депрессия температуры плавления); для r-ПЭВП оно на 3°С меньше, чем для r-линейного ПЭНП и r-ПЭНП. Можно предположить, что при кристаллизации r-ПЭВП в смеси с маслом ПОФ содержит меньшее количество масляных компонентов. Полученные данные хорошо согласуются с результатами определения сорбционных свойств массовым методом (табл. 2).
Влияние перемешивания на сорбционные свойства вторичных полиэтиленов в смеси масло–r-ПЭ
В отличие от смесей масло–r-ПЭ, приготовленных в статических условиях, в смесях, полученных в динамических условиях, при охлаждении от 150°С до комнатной температуры ПОФ не осаждается, а распределяется по всему объему образца, формируя непрерывную сетку.
Сравнительный анализ сорбционных свойств (табл. 2) показал, что в случае r-ПЭВП перемешивание не влияет на количество сорбированного масла (величина αн не изменяется), а в случае r-линейного ПЭНП и r-ПЭНП при перемешивании количество сорбированных масел увеличивается (величина αн повышается до 2.3). В литературе отмечается, что наряду с кристалличностью сорбционные свойства полимера определяются его разветвленностью [6]. И действительно, при увеличении разветвленности равновесная степень набухания r-ПЭ увеличивается. Однако сорбционные свойства r-ПЭ, характеризующие суммарное содержание масляных компонентов в ПОФ, с разветвленностью не коррелируют. Максимальное количество масел содержится в ПОФ смеси масла с r-ПЭ с промежуточной разветвленностью (r-линейный ПЭНП).
Термическое поведение смесей масло–r-ПЭ, полученных в динамических условиях, отличается от термического поведения смесей, полученных в статических условиях. Во-первых, для всех типов r-ПЭ кристаллизация полимера в смесях, полученных в динамических условиях, начинается при более низких значениях температуры (табл. 2). Смещение температуры начала кристаллизации r-ПЭ в смеси по сравнению с чистым полимером составляет порядка 18°С, что на 4°С больше, чем в смесях, полученных в статических условиях. Таким образом, перемешивание способствует более интенсивному растворению масла в аморфных областях полимера. Во-вторых, в случае r-ПЭВП и r-линейного ПЭНП экзотермические эффекты кристаллизации более узкие (рис. 4б). Температура начала кристаллизации отличается от температуры максимума всего на 3°С, что свидетельствует о достаточно однородном размере образующихся кристаллитов. В-третьих, на кривой теплового потока для образцов с r-ПЭНП фиксируются два размытых экзотермических эффекта низкой интенсивности с максимумами при 97 и 78°С. По-видимому, ПЭНП и линейный ПЭНП, содержащийся в небольшом количестве в образце r-ПЭНП, в смеси, полученной в динамических условиях, образуют отдельные кристаллические фазы.
Установлено, что условия получения смесей масло–r-ПЭ не влияют на энтальпию плавления r-ПЭ в смеси. Энтальпия плавления r-ПЭ в смесях, полученных в динамических и статических условиях, имеет практически равные значения и уменьшается в ряду r-ПЭВП–r-линейный ПЭНП–r-ПЭНП. Таким образом, при увеличении разветвленности r-ПЭ, его способность восстанавливать свою кристаллическую структуру при кристаллизации в среде масляных компонентов уменьшается. В случае r-линейного ПЭНП кристаллическая структура в процессе кристаллизации частично восстанавливается, несмотря на то что данный полимер сорбирует примерно такое же количество углеводородов, как и r-ПЭНП.
Реологическое поведение смесей масло–r-ПЭ
Термическое поведение смесей масло–r-ПЭ, полученных в динамических условиях, исследовано также методом вискозиметрии. В целом, вязкость смесей масло–r-ПЭ увеличивается при уменьшении ПТР, т.е. при увеличении вязкости введенного вторичного ПЭ (рис. 5). Определены температура структурных переходов и их энергетические характеристики (табл. 4).
Рис. 5.
Температурная зависимость вязкости для смесей масло–r-ПЭ, полученных в динамических условиях: 1 – r-ПЭВП, 2 – r-линейный ПЭНП, 3 – r-ПЭНП.

Таблица 4.
Температура структурных переходов и энергия активации вязкого течения смесей масло–r-ПЭ, полученных в динамических условиях
| Образец | Т1, °С | Т2, °С | Еакт, кДж/моль | ||
|---|---|---|---|---|---|
| T > Т1 | T2 < T < T1 | T < Т2 | |||
| r-ПЭВП | 133 | 116 | 17.0 | 33.8 | 116.9 |
| r-линейный ПЭНП | 132 | 109 | 11.3 | 43.0 | 392.5 |
| r-ПЭНП | 127 | 102 | 12.2 | 26.7 | 144.2 |
На температурных зависимостях вязкости для смесей масло–r-ПЭ (рис. 5) можно выделить три участка, различающихся по значениям энергии активации вязкого течения. Энергия активации зависит от надмолекулярной структуры полимера в растворе, а изменение энергии активации позволяет фиксировать перестройку структуры полимера, например при образовании в смеси прочной упорядоченной полимерной структуры (сетки). При значениях температуры выше Т1 (132°С) энергия активации вязкого течения для образцов с r-линейный ПЭНП, r-ПЭНП и r-ПЭВП практически одинаковы и совпадают с энергией активации чистого масла (12 кДж/моль). Следовательно, при данных условиях полимер находится в масле в виде расплава. При значениях температуры, укладывающихся в интервале Т1–Т2, начинается формирование надмолекулярной структуры полимера, обусловленное образованием зародышей кристаллов. При этом энергия активации увеличивается в 3–4 раза. При значениях температуры ниже Т2 (102–116°С) происходит резкое увеличение энергии активации вязкого течения до 117–393 кДж/моль, что свидетельствует об образовании в масле пространственной полимерной структуры (сетки). Прочность сформированной структуры тем выше, чем выше энергия активации. Наиболее прочная полимерная сетка образуется в смесях масло–r-линейный ПЭНП. Способность r-линейного ПЭНП образовывать прочную полимерную сетку в маслах объясняется тем, что r-линейный ПЭНП среди всех типов r-ПЭ имеет наибольшую способность сорбировать масляные компоненты как в статических, так и в динамических условиях, но при сорбции масла, по данным калориметрии, полностью не аморфизируется.
Полученные при изучении термического поведения смесей масло–r-ПЭ результаты хорошо согласуются с результатами исследования битумных вяжущих, модифицированных r-ПЭ различных типов, которые описаны в работе [3]. При модификации битумных вяжущих только при использовании r-линейного ПЭНП формируется полимерная сетка, проявляющая вязкоупругое поведение в широком температурном интервале (от 20 до 110°С).
ЗАКЛЮЧЕНИЕ
В работе изучены сорбционные свойства r-ПЭ различных типов (r-ПЭВП, r-линейный ПЭНП и r-ПЭНП) и их термическое поведение в масле “И-40А”, которое используется в качестве упрощенной модели битума. Согласованность данных с результатами, представленными при исследовании полимерно-битумных вяжущих, доказывает, что изменение свойств модифицированного продукта обусловлено взаимодействием ПЭ с масляной фракцией битума. Показано влияние структуры r-ПЭ и условий получения смесей масло–r-ПЭ на фазовый состав полимер-обогащенной фазы. Установлено, что способность r-ПЭ сорбировать углеводороды определяется содержанием в нем аморфной фазы, а способность кристаллической фазы восстанавливать в смеси свою структуру – разветвленностью полимера. При охлаждении от гомогенного состояния смеси масло–r-ПЭ кристаллиты r-ПЭВП, имеющего низкую разветвленность, полностью восстанавливаются, кристаллиты r-линейного ПЭНП, имеющего среднюю разветвленность, восстанавливаются частично, а r-ПЭНП, имеющий высокую разветвленность, полностью аморфизируется. Условия получения смесей масло–r-ПЭ не влияют на степень кристалличности r-ПЭ в смеси, однако перемешивание способствует более интенсивному растворению масла в аморфных областях полимера, что выражается большим смещением температуры начала кристаллизации r-ПЭ в смеси, по сравнению с таковой у исходного полимера. Показано, что наиболее прочная полимерная структура (сетка) формируется в смесях с r-линейным ПЭНП, который имеет высокую способность сорбировать углеводороды как в статических, так и в динамических условиях, но не аморфизируется полностью при сорбции масла.
Авторы выражают благодарность Коллективному спектро-аналитическому центру изучения строения, свойств и состава веществ и материалов ФИЦ “КазНЦ РАН” за исследования, проведенные методом ИК-спектроскопии.
Список литературы
Wu S., Montalvo L. // J. Clean. Product. 2021. V. 280. P. 1.
Schaur A., Hubert S., Unterberger R. // Construct. Build. Mater. 2021. V. 287. P. 352.
Okhotnikova E.S., Ganeeva Y.M., Frolov I.N., Yusupova T.N., Fazylzyanova G.R. // Construct. Build. Mater. 2022. V. 316. P. 2034.
Fuentes-Audén C., Sandoval J.A., Jerez A., Navarro F.J., Martínez-Boza F., Partal P., Gallegos C. // Polym. Test. 2008. V. 27. № 8. P. 1005.
Polacco G., Berlincioni S., Biondi D., Statna J., Zanzotto L. // Eur. Polym. J. 2005. V. 41. P. 2831.
Liang M., Xin X., Fan W., Wang H., Jiang H., Zhang J., Yao Z. // Construct. Build. Mater. 2019. V. 203. P. 608.
Dalhat M.A., Akeem Y.A. // Construct. Build Mater. 2020. V. 240. P. 851
Yan L., Li M., Li Q., Li H. // Construct. Build. Mater. 2020. V. 260. 1039.
Okhotnikova E.S., Frolov I.N., Ganeeva Yu.M., Firsin A.A., Yusupova T.N. // Petroleum Sci. Technol. 2019. V. 37. № 10. P. 1.
Okhotnikova E.S., Yusupova T.N., Ganeeva Yu.M., Frolov I.N., Romanov G.V. // Russ. J. Appl. Chem. 2012. V. 85. P. 825.
Nizamuddin S., Yeong J.B., Giustozzi F. // Polymers. 2021. V. 13. № 19. P. 1.
Тагер А.А. Физикохимия полимеров. М.: Химия, 1978.
Porto M., Caputo P., Loise V., Eskandarsefat S., Teltayev B., Rossie C.O. // Appl. Sci. 2019. V. 9. № 4. P. 340.
Okhotnikova E.S., Ganeeva Y.M., Frolov I.N., Firsin A.A., Yusupova T.N. // J. Therm. Anal. Calorimetry. 2019. V. 138. № 2. P. 1243.
Okhotnikova E.S., Ganeeva Yu.M., Frolov I.N., Yusupova T.N., Firsin A.A. // Petroleum Sci. Technol. 2018. V. 36. № 5. P. 935.
Pochivalov K.V., Basko A.V., Lebedeva T.N., Antina L.A., Golovanov R.Y., Artemov V.V., Ezhov A.A., Kudryav-tsev Y.V. // Thermochim. Acta. 2018. V. 659. P. 113.
Ильясова А.Н., Кудрявцев Я.В., Лебедева Т.Н., Левашова И.В., Флягина Ю.А., Почивалов К.В. // Журн. физ. химии. 2017. Т. 91. № 3. С. 404.
Pochivalov K.V., Lebedeva T.N., Ilyasova A.N., Basko A.V., Kudryavtsev Y.V. // Fluid Phase Equilibria. 2018. V. 471. P. 1.
Fuentes-Audén C., Martínez-Boza F.J., Navarro F.J., Partal P., Gallegos C. // Polym. Testing. 2007. V. 26. № 3. P. 323.
Pochivalov K.V., Basko A.V., Shilov A.N., Lebedeva T.N., Ilyasova A.V., Shandryuk G.A., Kudryavtsev Y.V. // Thermochim. Acta. 2018. V. 669. P. 45.
Охотникова Е.С., Ганеева Ю.М., Фролов И.Н., Фирсин А.А., Юсупова Т.Н., Фазылзянова Г.Р. // Сб. тез. конф. “Актуальные проблемы нефтехимии”. 2021. С. 34.
Абрютина Н.Н., Абушаева В.В., Арефьев О.А. Современные методы исследования нефти. Справочно-методическое пособие. Л.: Недра, 1984.
Тарутина Л.И., Позднякова Ф.О. Спектральный анализ полимеров. Л.: Химия, 1986.
Antipov E.M., Guseva M.A., Gerasin V.A., Korolev Yu.M., Rebrov A.V., Fischer H.R., Razumovskaya I.V. // Polymer Science A. 2003. V. 45. № 11. P. 1130.
Дополнительные материалы отсутствуют.
Инструменты
Высокомолекулярные соединения (серия А)