УДК.620.179.16
АКУСТИЧЕСКИЙ КОНТРОЛЬ ПРУТКОВ КОМПОЗИТНОЙ АРМАТУРЫ
С УЧЕТОМ ПРОЦЕНТА АРМИРОВАНИЯ
© 2022 г. В.А. Стрижак1,*
1ИжГТУ имени М.Т. Калашникова,
Россия 426069 Удмуртская Республика, Ижевск, ул. Студенческая, 7
E-mail: *str@istu.ru
Поступила в редакцию 26.08.2022; после доработки 06.09.2022
Принята к публикации 09.09.2022
Необходимость в эффективных и производительных технических средствах контроля композитных материалов,
выпускаемых в виде протяженных элементов (труба, пруток и т.д.), требует адаптации волноводной методики контроля
к особенностям композитных материалов. Волноводная методика позволяет производить оценку качества стержня без
сканирования и использует установку датчика на торец объекта контроля. Отстройка от влияния акустического контакта
на получаемый результат реализуется использованием параметра, определяемого как отношение эхосигнала от неодно-
родности к амплитуде сигнала, отраженного от противоположного торца. Существенное влияние на результаты оказы-
вает процент армирования композитного материала. Для композитной арматуры — это стекловолокно. Предложена
модель, учитывающая влияние процента армирования стержня на результаты контроля стержневыми волнами. На осно-
вании модели рассчитаны коэффициенты и номограммы, позволяющие учесть процент армирования стержня и длину
дефекта при принятии решения о его существенности. Представлен результат оценки значимости дефектов, выявленных
в 5 партиях прутков разных производителей. Показаны дефекты, являющиеся значительными и малозначительными для
свойств стержня композитной арматуры.
Ключевые слова: композитная арматура, акустический волноводный метод, искусственный отражатель.
DOI: 10.31857/S0130308222100049, EDN: BTDEBK
ВВЕДЕНИЕ
Одной из современных тенденций развития техники и технологии является замещение изделий
из металла композитными материалами на основе полимерной матрицы с армирующим волокном
[1—3]. Как правило, такие материалы легче, а иногда и прочнее металлических изделий. Данная
тенденция, прежде всего, коснулась авиационной техники и ракетостроения. Композитные мате-
риалы в строительстве представлены, в том числе, арматурой, изготовленной по ГОСТ 31938—
2012 (Арматура композитная полимерная для армирования бетонных конструкций. Общие техни-
ческие условия). Экономическая целесообразность применения композитной арматуры определя-
ется ее химической стойкостью, низкой теплопроводностью и существенно более низкой массой
по сравнению с металлической арматурой [4, 5]. Химическая стойкость и низкая теплопроводность
позволяет сокращать толщину защитной бетонной рубашки при проектировании зданий и соору-
жений, а низкая масса позволяет при выборе средства доставки существенно сократить транспорт-
ные расходы за счет перехода от ограничения по массе к ограничению по объему. Рекомендуемые
области эффективного использования композитной арматуры — элементы фундаментов и нулевых
этажей, не требующих высокой пожаростойкости. Особенно перспективным является применение
композитной арматуры при проектировании сооружений, непосредственно контактирующих с
водой, особенно при строительстве морских сооружений [6].
Внедрению композитных материалов в строительстве препятствует отсутствие квалифициро-
ванного, конкурентного рынка композитной арматуры, гарантирующего ее качество [7—9]. Выход
на рынок новых производителей композитной арматуры не требует существенных капиталовложе-
ний, и новое производство может быть открыто в любом подсобном помещении. Крупных заказ-
чиков отпугивает отсутствие на рынке высокопроизводительных и эффективных технических
средств контроля композитной арматуры, что создает условия для манипулирования качеством
продукции. Современный рынок композитной арматуры ориентирован, прежде всего, на частное
домостроение и не дает существенных преференций ответственным производителям.
Используемые методы контроля арматуры композитной полимерной (АКП), определяемые
ГОСТ 32482—2013, реализуются в виде лабораторных исследований выборочных образцов раз-
рушающими методами [10, 11]. Данный подход может позволить сертифицировать производство,
но не гарантирует отсутствие дефектов в готовых изделиях. В соответствии с ГОСТ Р 56787—2015
(Композиты полимерные. Неразрушающий контроль), методы контроля ориентированы на объек-
38
В.А. Стрижак
ты плоской или объемной формы с гладкой поверхностью. Неразрушающий контроль при поиске
дефектов в стержнях, особенно со сложной поверхностью (ребристость, навивка, песчаное покры-
тие и т.д.), не позволяет добиться высокой чувствительности, и, как правило, такие решения отли-
чаются низкой производительностью при высокой цене автоматических систем [12—21].
Композитную арматуру можно отнести к длинномерным объектам, у которых длина превы-
шает диаметр более чем в 100 раз. Для данного типа объектов хорошо зарекомендовал себя аку-
стический волноводный метод контроля, реализуемый через прозвучивание прутка низкочастот-
ными эхоимпульсами. Методика позволяет осуществить контроль, при котором акустический
пьезоэлектрический преобразователь, установленный на торец прутка, генерирует в теле компо-
зитной арматуры стержневую волну с последующей регистрацией эхо-импульса от противополож-
ного торца и эхосигналов от дефектов. При этом реализуется высокая контролепригодность иссле-
дуемого образца, где без использования сканирования обеспечивается одинаковая чувствитель-
ность к дефектам, расположенным на разной глубине от поверхности прутка. Для метода харак-
терно незначительное затухание акустических импульсов при низкой дисперсии скорости и
высокая чувствительность к величине изменения акустического импеданса: к отклонениям сече-
ния, нарушениям сплошности [23, 24].
Внедрение акустического волноводного метода для поиска дефектов в композитной арматуре
требует разработки набора аппаратных и методологических средств обеспечения измерений.
Существующие на рынке дефектоскопы (например, семейство АДНШ), использующие акустиче-
скую волноводную методику, ориентированы на контроль металлопроката. Дефектоскоп использу-
ет электромагнитный (ЭМА) излучатель и приемник на пьезоэлементе. Материал композитной
арматуры не позволяет использовать ЭМА-излучатель, но адаптация приемника для работы в
совмещенном режиме достаточно проста [25, 26].
ИСПОЛЬЗУЕМЫЕ ПОДХОДЫ
Для оценки работоспособности дефектоскопа и его настройки при контроле металлопроката
используется настроечный образец с дефектом в виде сегментного паза длиной 30 мм и глуби-
ной 0,4 мм [27, 28]. Это соответствует классическим методам создания искусственных отража-
телей для акустического контроля в виде полости, при этом, производится механическое удале-
ние части материала, что соответствует разнообразным дефектам (раковина, загрязнение, вклю-
чение, пористость и т.д.). Композитный материал в отличие от металлопродукции не является
гомогенным и существенно меняет свои свойства в зависимости от направления армирующих
волокон. Композитная арматура изготавливается в виде силового стержня, состоящего из арми-
рующих волокон, расположенных в нем соосно, что и приводит к существенной анизотропии
свойств. В качестве связующего материала между армирующими нитями используется наполни-
тель из синтетических смол (например, эпоксидная смола). При вырезании искусственного отра-
жателя в теле АПК механические свойства участка в зоне искусственного отражателя будут
существенно зависеть от количества разрушенных армирующих волокон, что требует высокой
повторяемости при нанесении искусственного отражателя. Другая особенность композитной
арматуры в том, что при ее изготовлении на силовой стержень равномерно по поверхности и под
углом к его продольной оси наносится навивка из нити армирующего волокна в виде двойной
нити или одиночной нити, что существенно усложняет форму поверхности и нанесение на нее
искусственного отражателя. Основной классификационной характеристикой композитной арма-
туры является номинальный диаметр d (диаметр равновеликого по объему гладкого, круглого
стержня).
Типичным производственным дефектом композитной арматуры является наплыв, возникаю-
щий на месте ремонта при обрыве нити армирующего волокна [29, 30]. В зоне дефекта наблюда-
ются значительные поры и нарушения сечения стержня. Таким образом, изготовление искусствен-
ного отражателя на композитной арматуре методом удаления части материала вызывает суще-
ственные затруднения, но существует возможность нанесения искусственного отражателя в виде
наплыва. При этом использование наполнителя из эпоксидной смолы гарантирует хорошую адге-
зию к материалу композитной арматуры, не нарушает внутренней структуры силового стержня и
в силу высокой пластичности заполняет все особенности внешней поверхности стержня.
Цель работы — на основании акустических свойств модели искусственного отражателя раз-
работать рекомендации по учету процента армирования стержня при контроле композитной арма-
туры волноводным методом, опробовать данный подход на образцах композитной арматуры с
разным процентом армирования.
Дефектоскопия
№ 10
2022
Акустический контроль прутков композитной арматуры с учетом процента армирования
39
МОДЕЛИРОВАНИЕ
В силу особенностей периодического (анкеровочного) профиля арматуры площадь сечения по
всей длине стержня можно принять как постоянную величину и при моделировании пруток пред-
ставить в виде круглого гладкого стержня с номинальным диаметром d. В качестве искусственно-
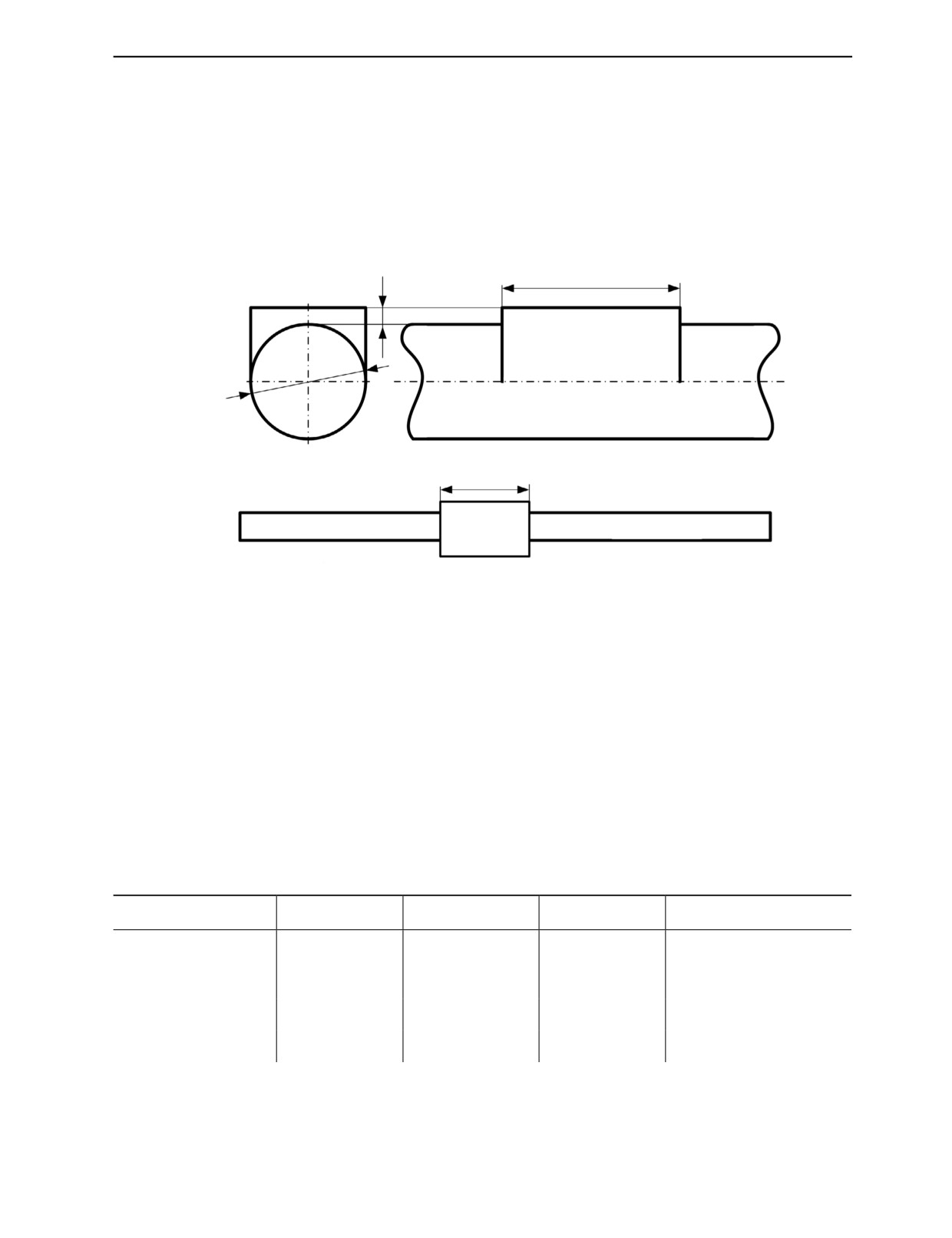
го отражателя рассматривается прямоугольный наплыв высотой h и длиной L (рис. 1а). Искус-
ственный отражатель дополняет круглый профиль стержня до прямоугольного и при высоте
h = 0 мм демонстрирует наличие незначительного избыточного сечения.
а
L
h
d
б
L
Sp, Cp, ρp
Sd, Cd, ρd
Sp, Cp, ρ
p
1
3
2
Рис. 1. Геометрическая модель искусственного отражателя (а) и его акустическая модель (б): d — номинальный диаметр;
h — высота отражателя; L — длина отражателя.
Акустический импеданс участка в зоне с искусственным отражателем отличается от акустиче-
ского импеданса стержня, что приводит к возникновению отражения акустических импульсов.
Акустический импеданс определяется площадью сечения S, плотностью ρ и скоростью акустиче-
ской волны Cs. Искусственный отражатель, изготовленный из эпоксидной смолы, имеет свойства,
существенно отличающиеся от свойств армированного материала АКП, что существенно сказыва-
ется на коэффициенте прозрачности R и коэффициенте отражения D. Свойства основных компо-
нентов, входящих в композицию материала стержня и искусственного отражателя, приведены в
табл. 1. Характеристики материала стержня определяются степенью его армирования Ap, который,
в свою очередь, задается массовой долей стекла в стержне, выраженной в процентах [31—33].
Таблица
1
Свойства основных компонентов, входящих в композицию материала стержня и искусственного отражателя
Модуль упругости
Скорость стержневой волны
Тип материала
Армирование Ap, %
Плотность ρ, 103 кг/м3
E, ГПа
Cs, м/с
Стекло
100
2,5
80
5657
Эпоксидная смола в
0
1,2
5
2041
отверженном состоянии
АКП стеклокомпозит
88
2,18
55
5059
АКП стеклокомпозит
76
1,98
46
4820
Модель участка с искусственным отражателем (см. рис. 1б) является коаксиальной и не учиты-
вает особенность искусственного отражателя, реализованного в виде наплыва только с одной сто-
Дефектоскопия
№ 10
2022
40
В.А. Стрижак
роны стержня. Модель содержит зоны 1 и 2 с одинаковыми свойствами материала прутка (площадь
сечения Sp, скорость стержневой волны Cp, плотность ρp). Участок 3 (искусственный отражатель)
длиной L имеет свойства, отличные от свойств исходного материала стержня (площадь сечения Sd,
скорость стержневой волны Cd, плотность ρd).
В зоне 1 и 2 плотность ρp можно оценить через процент армирования и плотности входящих
компонентов: плотности стекла ρs и эпоксидной смолы в отверженном состоянии ρn. Степень
отверждения при этом не учитывается:
ρ
⋅ρ
s
n
ρ
=
(1)
p
A
(
ρ
−ρ
)
+ρ
n
s
s
Для оценки скорости стержневой волны Cp в зависимости от процента армирования можно
E
p
принять, что
,
C
=
где Ep — модуль упругости прутка; ρp — плотность прутка. Учитывая, что
p
ρ
p
при одинаковом относительном удлинении происходит перераспределение усилия между элемен-
тами армирования и наполнителем в соответствии с процентом армирования Ap, модуль упругости
прутка Ep выражается через модули упругости стекла Es и наполнителя En:
E
s
⋅ S
s
+
E
n
⋅
(
S
p
−
S
s
)
E
=
(2)
p
S
p
Таким образом, скорость стержневой волны в прутке Cp определяется процентом армирования
Ap, модулями упругости стекла Es, наполнителя En и площадью сечения прутка:
E
⋅ S
+
E
⋅
(
S
−
S
)
A
ρ
−ρ
+ρ
s
s
n
p
s
p
(
n
s
)
s
C
=
⋅
,
(3)
p
S
ρ
⋅ρ
p
s
n
где Ss — площадь в сечении прутка, занятая стеклом:
S
ρ
⋅ρ
p
s
n
S
=
−ρ
(4)
s
n
ρ
−ρ
A
(
ρ
−ρ
)
+ρ
s
n
p
n
s
s
Интегральные характеристики материала в зоне искусственного отражателя рассчитывается
аналогично, но массовая доля стекловолокна будет уменьшаться с увеличением высоты искус-
ственного отражателя, так как он состоит только из материала наполнителя:
ρ
⋅ρ
s
n
S
⋅
−ρ
+
S
⋅ρ
p
n
d
n
A
(
ρ
−ρ
)
+ρ
(5)
p
n
s
s
ρ
=
;
d
Sd
E
⋅
S
+
E
⋅
S
p
p
n
d
S
(6)
d
C
=
,
d
ρ
d
где ρd — плотность участка; Sd — площадь сечения; Cd — скорость стержневой волны в зоне искус-
ственного отражателя.
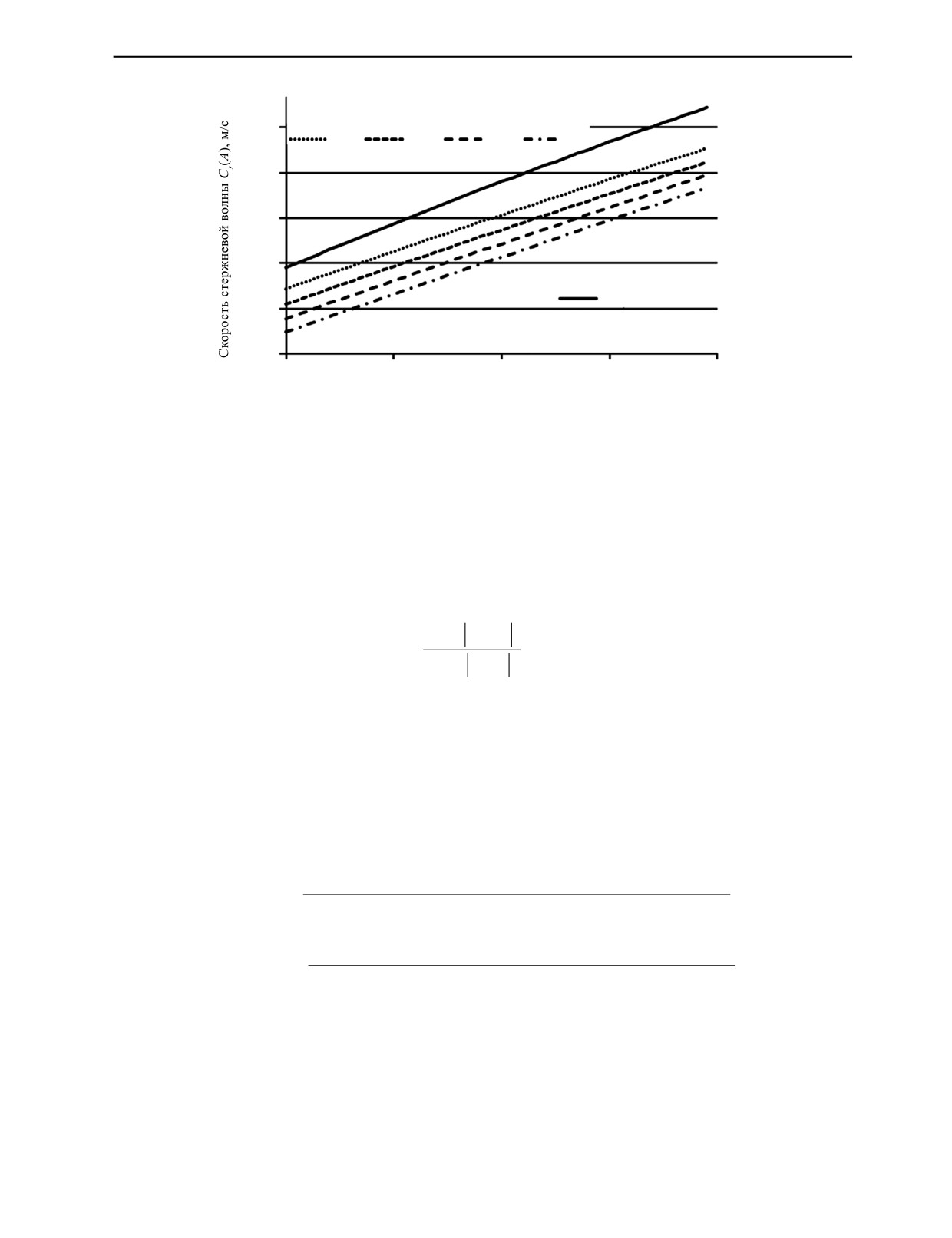
Рис. 2 демонстрирует линейную зависимость скорости стержневой волны от процента армиро-
вания как для прутка без искусственного отражателя Cp, так и в зоне с искусственным отражателем
Cd. При этом увеличение высоты искусственного отражателя приводит к незначительному умень-
шению наклона зависимости Cp(А).
Дефектоскопия
№ 10
2022
Акустический контроль прутков композитной арматуры с учетом процента армирования
41
Скорость Cd на участке с искусственным
отражателем высотой h
5500
h = 1
h = 2
h = 3
h = 4
5200
4900
4600
Скорость Cp на участке без отражателя
Cp
4300
Процент армирования A, %
4000
60
70
80
90
Рис. 2. Скорость стержневой волны в прутке без искусственного отражателя Cp и в зоне с искусственным отражателем
Cd при разных высотах дефекта h.
Используемый подход не рассматривает вопросы, связанные с акустическими особенностями
волновода, в том числе с дисперсией скорости, не учитывает влияние диаметра прутка на скорость
стержневой волны, наличие пор, частичное отвердевание наполнителя, не рассматривает другие
особенности, возникающие в сложных композитных системах.
В качестве результирующего параметра Kd (далее «параметр Kd») выступает отношение
амплитуды эхосигнала от искусственного отражателя Ud(f) к амплитуде сигнала, отраженного от
торца Ut(f), выраженное в процентах:
max
(
Ud t)
)
Kd =
⋅100 %.
(7)
max
(
Ut t)
)
Сигнал, отраженный от торца Ut(f), определяется коэффициентом прозрачности D(f), причем
сигнал дважды проходит через зону с искусственным отражателем. Сигнал, отраженный от искус-
ственного отражателя Ud(f), определяется коэффициентом отражения R(f).
Расчет основывается на свойствах коэффициента отражения и коэффициента прозрачности,
полученных из общего решения по известной методике [34], построенной на учете явлений про-
хождения акустического импульса через участок с тонкой пленкой. Выражения для коэффициен-
тов отражения R(f) и прозрачности D(f) учитывают отличие свойств стержня от участка с искус-
ственным отражателем:
2
2
Z
−
Z
⋅sin
(
2πf
/ C
⋅ L
)
(
d
p
)
d
R f )=
;
(8)
2
2
2⋅Z
p
⋅ Z
d
⋅i ⋅cos
(
2πf
/
C
d
⋅ L
)
−
(
Z
p
+
Z
d
)
⋅
sin
(
2πf
/ C
d
⋅ L
)
2
⋅
Z
⋅
Z
1
2
D f )=
,
(9)
2
2
(
Z
+
Z
)
⋅cos
(
2πf
/
C
⋅ L
)
−2
⋅ Z
⋅ Z
⋅i
⋅sin
(
2πf
/ C
⋅ L
)
d
p
d
d
p
d
где Zp — импеданс стержня на участке без искусственного отражателя; Zd — импеданс участка
с искусственным отражателем; f — частота; Cd — скорость стержневой волны в зоне искусствен-
ного отражателя; L — длина искусственного отражателя. При этом Zp=ρp Sp Cp, где ρp — плот-
ность прутка; Sp — площадь сечения прутка; Cp — скорость стержневой волны прутка, а
Zd=ρd Sd Cd , где ρd — плотность; Sd — площадь сечения; Cd — скорость стержневой волны в зоне
искусственного отражателя.
Дефектоскопия
№ 10
2022
42
В.А. Стрижак
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
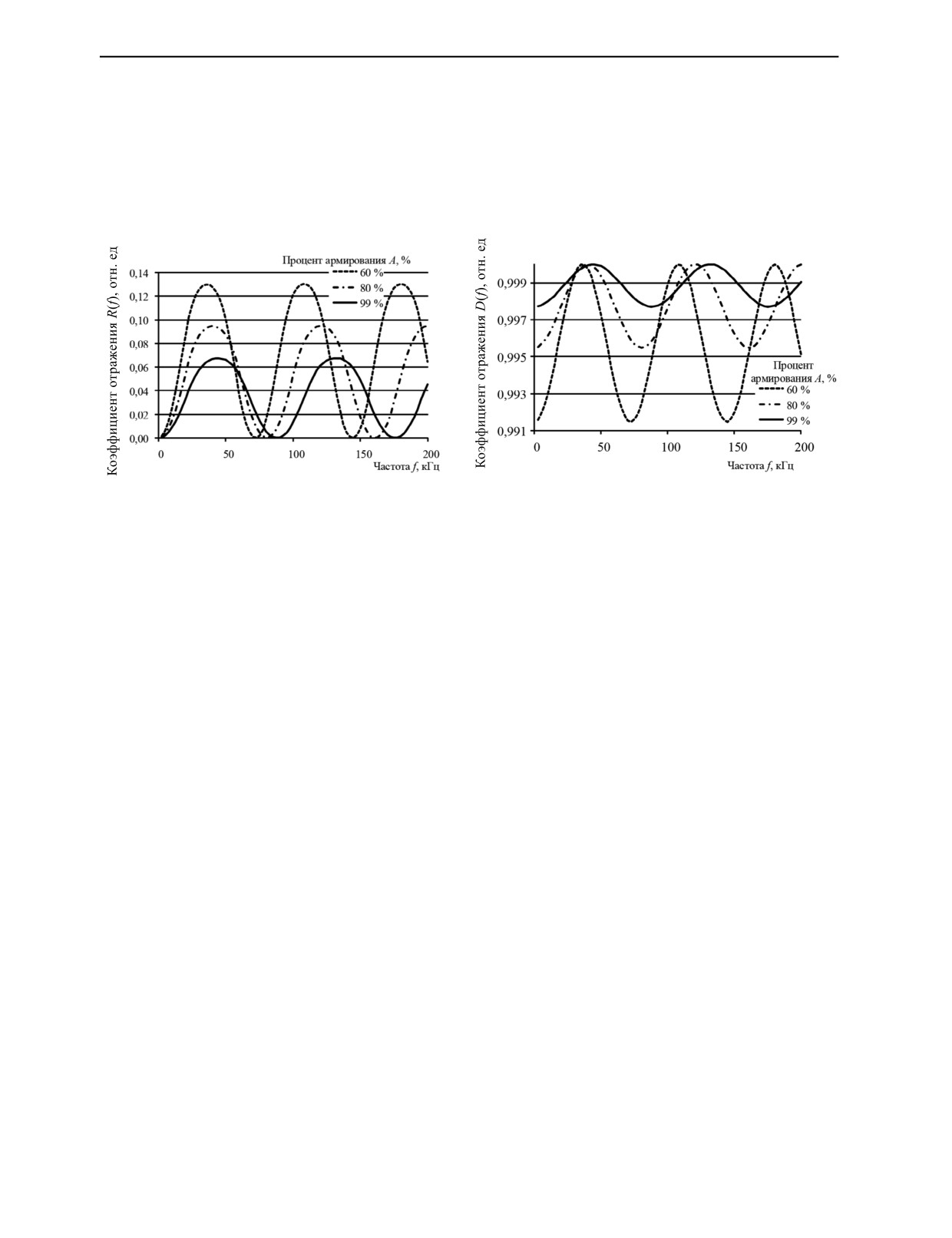
Коэффициенты отражения R(f) и прозрачности D(f) являются частотно-зависимыми (рис. 3) и
их поведение для разных частот f обусловлено соотношением скорости стержневой волны в зоне
дефекта Cd и длины искусственного отражателя L. Графики получены для прутка диаметром
d = 8 мм, высотой дефекта h = 2 мм и длиной дефекта L = 30 мм.
а
б
Рис. 3. Коэффициенты отражения R(f) и прозрачности D(f) участка с искусственным отражателем при разных процентах
армирования (диаметр прутка d = 8 мм, высота отражателя h = 2 мм, длина отражателя L = 30 мм).
Процент армирования Ap определяет плотность материала и, с одной стороны, влияет на
амплитуду коэффициентов отражения R(f) и прозрачности D(f), а, с другой стороны, в силу
изменения скорости стержневой волны в зоне дефекта Cd изменяет частотные свойства участ-
ка с искусственным отражателем. Так как искусственный отражатель изготовлен из материала
наполнителя и имеет более низкую плотность по сравнению с материалом стержня, то стерж-
ню с большим процентом армирования Ap соответствует меньший коэффициент отражения
R(f) и больший коэффициент прозрачности D(f). Аналогично, при фиксированных размерах
искусственного отражателя увеличение процента армирования стержня Ap приводит к умень-
шению коэффициента отражения и увеличению частоты резонанса участка с искусственным
отражателем.
Последовательность расчета включает в себя получение спектрального образа зондирующе-
го импульса, учет его спектрального искажения при прохождении (отражении) участка с искус-
ственным отражателем и восстановление сигнала из полученного спектра. Коэффициент отра-
жения от противоположного торца стержня принят за 1. Расчет не учитывает затухание акусти-
ческих импульсов в прутке длиной до 10 м в силу их незначительности при низкочастотном
прозвучивании [35]. Расчет адаптирован к свойствам усилительного тракта дефектоскопа про-
тяженных объектов АДНШ-П в виде ограничения полосы пропускания на уровне -6дБ в полосе
частот 9—64 кГц с центральной частотой в 25 кГц [23].
Расчетные графики (рис. 4, рис. 5) иллюстрируют поведение параметра Kd при различной
высоте искусственного отражателя h, процента армирования Ap и диаметра стержня d в зависимо-
сти от длины искусственного отражателя L. Параметр Kd определяется как геометрическими раз-
мерами искусственного отражателя: высота h и длина L, так и процентом армирования стержня
Ap. Существенную роль имеет отношение исходной плотности ρp прутка и усредненной плотности
ρd в зоне отражателя. В зависимости от длины искусственного отражателя L параметр Kd имеет
схожее поведение. Например, при фиксированном проценте армирования стержня Ap = 80 %
(см. рис. 4а), с увеличением длины отражателя L параметр Kd сначала растет и по достижения
своего максимума (длина отражателя L ~ 41мм) падает в 2,5 раза (длина отражателя L ~ 82 мм),
затем увеличивается на 20 % и стабилизируется. Стабилизация значения параметра Kd наступает
в виду разделения на временной оси сигналов от вступления и окончания искусственного отража-
теля. Положение максимума, в первую очередь, определяется соотношением длины искусствен-
ного отражателя L и длины волны λ/4 = 48 мм. Сдвиг максимума к меньшим длинам отражателя
Дефектоскопия
№ 10
2022
Акустический контроль прутков композитной арматуры с учетом процента армирования
43
а
б
d = 6 мм
d = 6 мм
d = 8 мм
d = 8 мм
d = 10 мм
d = 10 мм
d = 12 мм
d = 12 мм
d = 14 мм
d = 14 мм
Длина отражателя L, мм
Высота искусственного отражателя h, мм
Рис. 4. Параметр Kd в зависимости от длины искусственного отражателя L и высоты искусственного отражателя h при
разных диаметрах прутка d и фиксированном проценте армирования Ap = 80 %:
а — высота искусственного отражателя h = 1 мм; б — длина искусственного отражателя L=41 мм.
(смещение в более высокочастотную область) определяется учетом в параметре Kd амплитуды
сигнала, отраженного от противоположного торца прутка, дважды прошедшего через зону с отра-
жателем.
Рис. 4а демонстрирует, что при фиксированном значении процента армирования Ap = 80 % у
прутков разных диаметров d параметр Kd в основном определяется соотношением площадей
поперечного сечения в зоне с искусственным отражателем и вне нее. Поскольку, в силу особен-
ности модели, изменение высоты h линейно связано с изменением площади сечения искусствен-
ного отражателя, то параметр Kd (рис. 4б) у прутков разного диаметра растет с разным наклоном.
У прутков с меньшим диаметром d при увеличении высоты h рост параметра Kd(L) происходит
более интенсивно. Расчет параметра Kdd(L) для прутка диаметром d возможен через соответству-
ющее значение параметра Kd8(L), полученного для прутка диаметром d = 8 мм с привязкой к диа-
метру прутка d:
8
h
0
h=0
Kd L)=
Kd L)−
Kd = L))+
Kd
L
,
(10)
d
(
8
8
8
(
)
d
где Kdd(L) — расчетный параметр для прутка диаметром d; Kd8(L) — значение параметра для прут-
ка диаметром d = 8 мм; Kd8h = 0(L) — значение параметра для прутка диаметром d = 8 мм при высо-
те отражателя h = 0.
Для прутков разных диаметров, при фиксированном значении процента армирования и одина-
ковой высоте искусственного отражателя h, изменения плотности в зоне искусственного отража-
теля не оказывает существенного влияния на изменение параметра Kd. Отклонение расчетного
значения параметра Kdd(L) по формуле (10) от значения параметра Kdd(L) в соответствии с моде-
лью, приведенное к значению высоты отражателя h в мм, не выходит за пределы значения 0,01.
Уменьшение процента армирования Ap при фиксированной высоте отражателя h (рис. 5а) или
увеличение высоты отражателя h при фиксированном проценте армирования Ap (рис. 5б) не только
а
б
Ap = 60 %
h = 0 мм
h = 1 мм
h = 2 мм
h = 3 мм
Ap = 80 %
h = 4 мм
Ap = 99 %
Длина отражателя L, мм
Длина отражателя L, мм
Рис. 5. Параметр Kd в зависимости от длины искусственного отражателя L для прутка диаметром d = 8 мм:
а — процент армирования Ap = 60—99 %, высота искусственного отражателя h = 1 мм; б — процент армирования Ap = 80 %, высота
искусственного отражателя h = 1—4 мм.
Дефектоскопия
№ 10
2022
44
В.А. Стрижак
а
б
Ap = 60 %
Ap = 80 %
Ap = 99 %
Ap = 99 %
Ap = 80 %
Ap = 60 %
Высота искусственного отражателя h, мм
Высота искусственного отражателя h, мм
Рис. 6. Максимум параметра Kd и соответствующая ему длина L в зависимости от высоты h для прутка диаметром
d = 8 мм при проценте армирования Ap = 60—99 %:
а — значение максимума параметра Kd; б — длина L, соответствующая значению максимума параметра Kd.
увеличивает значение параметра Kd, но и приводит к смещению его максимума в сторону меньше-
го значения длины искусственного отражателя L по сравнению с позицией Ap = 80 % и h =1 мм
(вертикальная пунктирная линия). В первую очередь, данное изменение определяется изменением
плотности стержня при изменении процента армирования или изменением плотности в зоне
искусственного отражателя при увеличении его высоты и, как следствие, уменьшением скорости
стержневой волны.
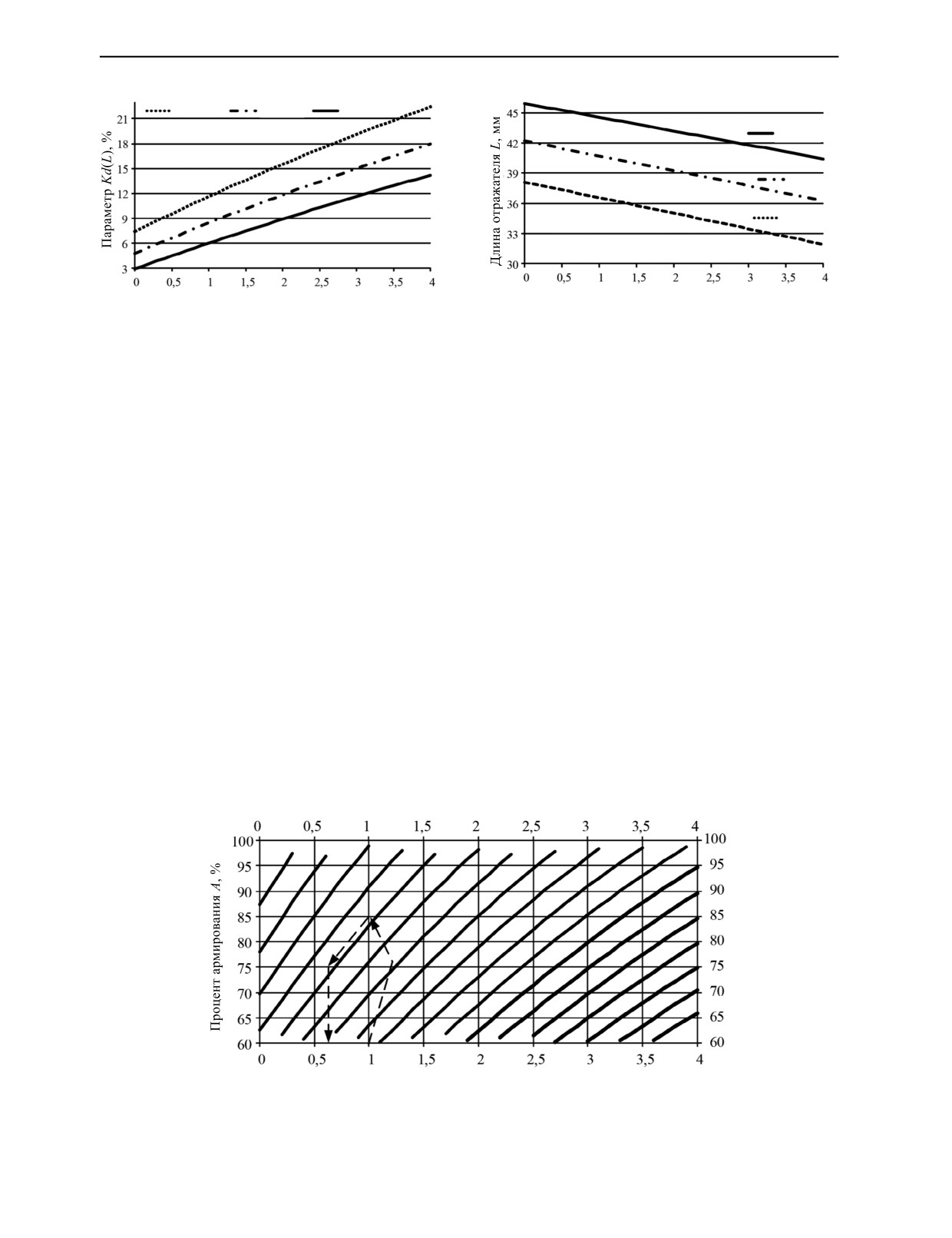
Для прогнозирования величины параметра Kd(h) при вариации процента армирования стержня
Ap приведены расчеты значения максимума параметра Kd(h) и соответствующие ему длины L для
различных высот h (рис. 6). Изменение процента армирования стержня Ap с 99 до 60% у искус-
ственного отражателя высотой h = 1 мм приводит к росту параметра Kd(h) в 1,94 раза, а у дефекта
высотой h = 3 мм — к росту параметра Kd(h) в 1,54 раза. При аналогичных величинах процента
армирования стержня Ap длины, соответствующие максимуму параметра Kd(h), при высоте искус-
ственного отражателя h = 1 мм составляют 44,6 и 36,6 мм, а при высоте h = 3 мм — 41,8 и 33,6 мм.
ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ
На основании предложенной методики разработана номограмма (рис.7), позволяющая соот-
нести между собой прутки с разным процентом армирования Ap при разных высотах искусствен-
ного отражателя h. Линии номограммы соединяют точки максимумов параметра Kd одного уровня
при различных значениях процента армирования и высотах искусственного отражателя. Напри-
Высота искусственного отражателя h, мм
Рис. 7. Номограмма для прутка диаметром d = 8 мм значений одного уровня максимумов параметра Kd в зависимости
от высоты h искусственного отражателя и процента армирования стержня Ap.
Дефектоскопия
№ 10
2022
Акустический контроль прутков композитной арматуры с учетом процента армирования
45
мер, настроечный образец [36], изготовленный для калибровки дефектоскопа, реализующего кон-
троль композитной арматуры волноводным методом с нанесенным искусственным отражателем
высотой 1 мм на стержне с процентом армирования Ap = 85% по значению параметра Kd соответ-
ствует образцу с процентом армирования стержня Ap = 75% и с искусственным отражателем высо-
той 0,65 мм. Пунктирная линия показывает нахождение уровня параметра Kd при известном зна-
чении армирования и поиск значения высоты искусственного отражателя при другом уровне про-
цента армирования.
По результатам расчета влияния размера наплыва и процента армирования стержня на значе-
ние параметра Kd рассчитаны поправочные коэффициенты, позволяющие при оценке существен-
ности дефектов учесть процент армирования материала стержня:
KdM = Kdi(-0,018(Ap - 80)+ 1,013);
(11)
LM = Li(-0,005(Ap - 80)+ 1,004),
(12)
где KdM — значение параметра Kd с учетом отличия процента армирования Ap от 80 %; Kdi —
измеренное значение параметра Kd; LM — значение длины дефекта с учетом отличия процента
армирования Ap от 80 %; Li — измеренное значение длины дефекта.
При изготовлении композитной арматуры дефекты образуются в виду заполнения связующим
материалом неудаленных узлов нитей в зоне их обрыва или окончания. Петля армирующей нити,
находящаяся на поверхности стержня, не приводит к ухудшению качества стержня и может быть,
при необходимости, удалена режущим инструментом. Существенным дефектом является пузырь,
заполненный связующим или воздухом и внедренный в тело арматуры. Таким образом, заключе-
ние о дефектности необходимо основывать на величине параметра Kd и измерении габаритов
обнаруженных дефектов. При изготовлении композитной арматуры типовые дефекты не превы-
шают 30 мм по длине. Применительно к искусственному отражателю, в области длин до 30 мм,
величина параметра Kd для одной высоты h различается многократно.
На графике (рис. 8) нанесены величины параметра Kd, рассчитанные для прутка диаметром
d = 8, с процентом армирования стержня Ap = 80 %, при разных высотах искусственного отража-
теля. Точками обозначены значения параметра KdM для дефектов, обнаруженных по волноводной
методике контроля, в 5 партиях 4-х производителей с общим объемом более тысячи образцов, с
длиной более 6 метров каждый [37]. Значение параметра KdM и его длина дефекта LM для разных
партий скорректирована в соответствии с процентом армирования стержня в партии. Измерение
геометрических размеров дефектных участков позволяет оценить значимость дефекта. Уровень
Kd(L), соответствующий искусственному отражателю с заданной высотой, может рассматриваться
как уровень браковки. В этом случае дефекты с одинаковым параметром Kd, но разные по протя-
женности, будут классифицированы по-разному.
Длина отражателя LM, мм
h = 0 мм
h = 1 мм
h = 2 мм
h = 4 мм
Дефекты
Длина отражателя L, мм
Рис. 8. Параметр Kd дефектов и прутка диаметром d = 8 мм, процент армирования стержня Ap = 80 % при разных высо-
тах искусственного отражателя h в зависимости от длины L.
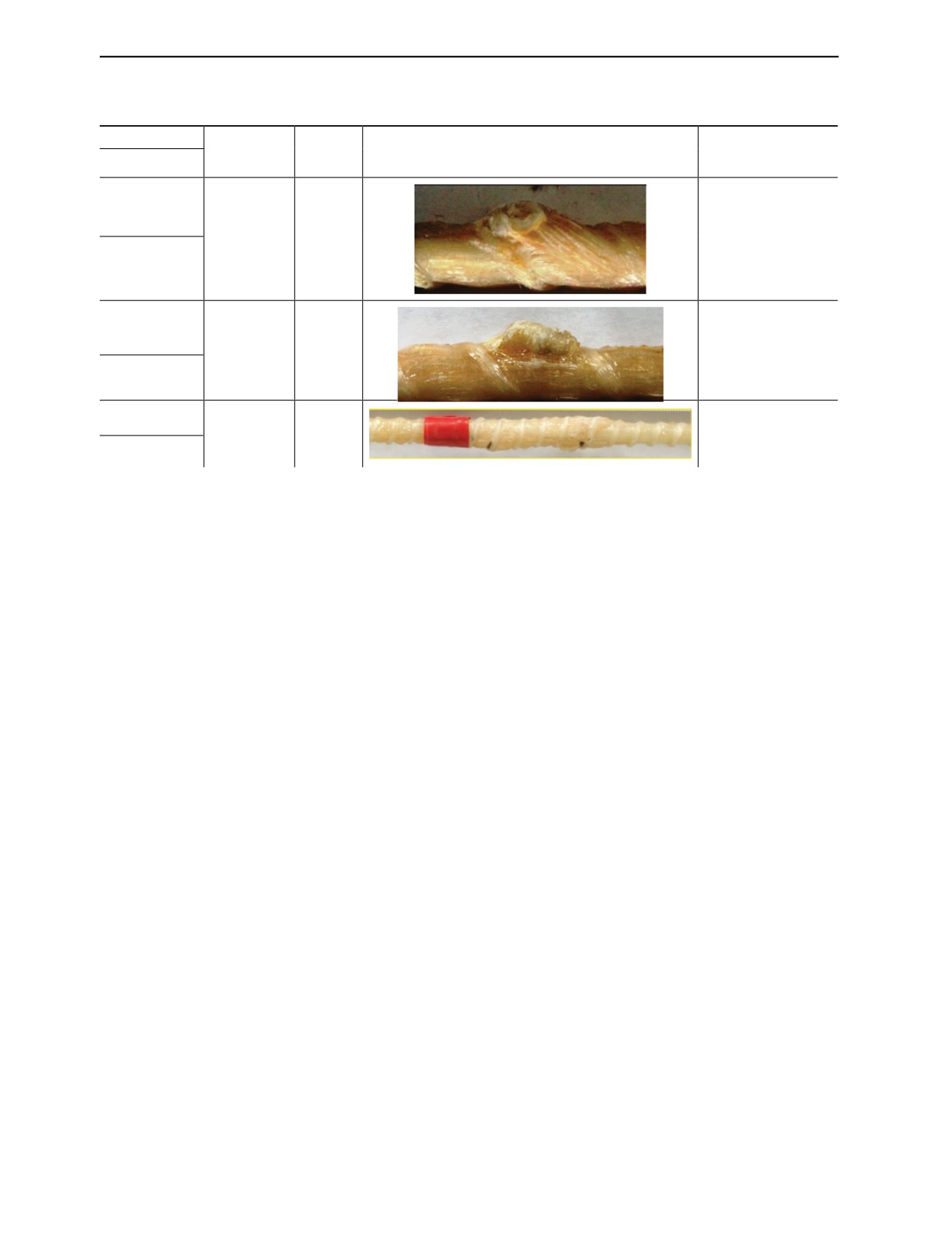
В табл. 2 приведена краткая характеристика и внешний вид некоторых дефектных участков. В
качестве браковочного уровня выбран критерий, соответствующий расчетному значению искус-
Дефектоскопия
№ 10
2022
46
В.А. Стрижак
Таблица
2
Характеристики и вид обнаруженных дефектов
Образец
Значение
Длина LM,
Годен или брак /
параметра
Внешний вид дефекта
мм
(Заключение)
Армирование, %
KdM, %
1-260
Брак / (Недостаток
9,86
12
связующего в
стержне)
76,4 %
1-263
Годен / (Наплыв
8,49
20
может быть удален)
76,4%
3-047
Годен / (Наплыв не
14,3
35
влияет на качество
79,9 %
стержня)
ственного отражателя высотой h = 3 мм. Образец 1-260 при небольшой протяженности дефекта
имеет существенный сигнал и при визуальном осмотре демонстрирует пористость тела в зоне дефек-
та. Образец 1-263 на поверхности стержня имеет узел, заполненный связующим, что не влияет на
качество тела прутка. У образца 3-047 протяженное утолщение по телу не уменьшает качество
стержня и при отсутствии специальных требований к поверхности он может быть использован.
ВЫВОДЫ
Разработанная акустическая модель прозвучивания стержня с искусственным отражателем в
виде наплыва учитывает отличия материалов используемых при изготовлении композитного
стержня и при создании наплыва. Модель построена на учете коэффициента прозрачности и коэф-
фициента отражения в районе неоднородности с учетом резонансных явлений, возникающих при
прозвучивании низкочастотным импульсом с торца прутка. С ростом высоты наплыва в зоне
дефекта изменяется массовая доля армирующего стекловолокна, и, как следствие, средние значе-
ния акустического импеданса в этой области зависят не только от высоты искусственного отража-
теля, но и от процента армирования исходного материала стержня. Модель учитывает изменение
скорости стержневой волны, интегральную плотность в зоне наплыва в зависимости от диаметра
стержня, процента его армирования, высоту и длину наплыва. Результатом расчета является пара-
метр Kd в виде отношения сигнала, отраженного от неоднородности, к сигналу, отраженному от
противоположного торца объекта контроля.
Модель показывает, что при фиксированном проценте армирования и одинаковой высоте
искусственного отражателя изменение диаметра стержня не влияет на параметр Kd, который в
основном определяется высотой и длиной отражателя.
Увеличение процента армирования или увеличение высоты отражателя приводит к увеличе-
нию параметра Kd и смещению максимума зависимости параметра Kd(L) к меньшим значениям
длины L искусственного отражателя.
На основании модели рассчитана номограмма, позволяющая соотнести настроечные образцы
с искусственным отражателем в виде наплыва, выполненные на стержнях с разным процентом
армирования.
Предложено при заключении о значительности дефектов, обнаруженных волноводным мето-
дом, учитывать визуальную длину дефекта, а значение параметра Kd и длину дефекта L адаптиро-
вать к величине армирования стержня в 80 %. Применение данного подхода позволило отделить
дефекты, имеющие влияние на стержень композитной арматуры, от малозначительных особенно-
стей, не приводящих к понижению эксплуатационных свойств стержня.
Дефектоскопия
№ 10
2022
Акустический контроль прутков композитной арматуры с учетом процента армирования
47
Исследование выполнено за счет гранта Российского научного фонда № 22-19-00252, https://
rscf.ru/project/22-19-00252/.
СПИСОК ЛИТЕРАТУРЫ
1. Федотов М.Ю., Будадин О.Н., Козельская С.О., Овчинников И.Г., Шелемба И.С. Внешнее арми-
рование композитными материалами и оптический мониторинг надежности эксплуатации строитель-
ных сооружений (Обзор) // Конструкции из композиционных материалов. 2022. № 1 (165). С. 57—67.
DOI: 10.52190/2073-2562_2022_1_57. EDN NZVWQQ.
2. Бегунова Н.В., Грахов В.П., Возмищев В.Н., Кислякова Ю.Г. Сравнительная оценка результатов
испытаний бетонных балок с композитной арматурой и расчетных данных // Наука и техника. 2019.
Т. 18. № 2. С. 155—163. DOI: 10.21122/2227-1031-2019-18-2-155-163. EDN ZBFCNL.
3. Францев М.Э. Исследование надстройки из композитов пассажирского судна на подводных кры-
льях акустическими методами неразрушающего контроля // В мире неразрушающего контроля. 2016.
Т. 19. № 4. С. 13—17.
4. Soliman Ehab S. M. M., El-Sayed Tamer A., Naga Soheir A. R. A new approach to design a composite
material for light mono leaf spring using fea // Вестник ИжГТУ имени М.Т. Калашникова. 2016. Т. 19.
№ 1. С. 8—13. DOI: 10.22213/2413-1172-2016-1-8-13
5. Степанова В.Ф., Ильин Д.А., Бучкин А.В. Гибридная композитная арматура с повышенным моду-
лем упругости // Естественные и технические науки. 2014. № 9—10 (77). С. 435—437.
6. Николенко П.В., Шкуратник В.Л., Чепур М.Д. Акустико-эмиссионные эффекты при растяжении
композитов и их использование для контроля состояния кровли горных выработок // Горный журнал.
2019. № 1. С. 13—16.
7. Усачев А.М., Хорохордин А.М., Данилова А.В. Анализ перспектив развития рынка стальной и
композитной арматуры // Научный вестник Воронежского государственного архитектурно-строитель-
ного университета. Сер.: Физико-химические проблемы и высокие технологии строительного матери-
аловедения. 2016. № 2 (13). С. 122—126. EDN YGBSMX.
8. Гладунова О.И., Лысенко А.А. Мировой и российский рынок полимерных композиционных мате-
риалов. Тенденции и перспективы // Вестник Санкт-Петербургского государственного университета
технологии и дизайна. Серия 1: Естественные и технические науки.
2021.
№ 2. С. 96—100.
DOI: 10.46418/2079-8199_2021_2_15. EDN DEXUZI.
9. Долгих М.В., Федосова О.Г., Дергач И.А., Ондар А.А. Преимущества и недостатки применения
композитной арматуры // Инновации и инвестиции. 2019. № 10. С. 298—300. EDN NZESFR.
10. Грахов В.П., Саидова З.С. Методика определения степени отверждения арматуры композитной
полимерной
// Интеллектуальные системы в производстве.
2017. Т.
15.
№ 1. С. 96—98.
DOI: 10.22213/2410-9304-2017-1-96-98. EDN YIOUBR.
11 Степанова Л.Н., Рамазанов И.С., Чернова В.В. Акустико-эмиссионный контроль процесса раз-
рушения образцов из углепластика, изготовленных методом вакуумного формования // Конструкции из
композиционных материалов. 2019. № 3 (155). С. 64—69. EDN GGFGBC.
12. Смелков С.Л. Способы контроля армированных композитов // Проблемы машиностроения и
автоматизации. 2019. № 4. С. 49—52.
13. Трифонова С.И., Генералов А.С., Далин М.А. Современные технологии и средства теневого уль-
тразвукового контроля полимерных композиционных материалов
// Технология машиностроения.
2017. № 7. С. 37—43.
14. Gholizadeh S. A review of non-destructive testing methods of composite materials / Proc. XV
Portuguese Conference on Fracture, PCF 2016, 10—12 February 2016, Paço de Arcos, Portugal. V. 1.
15. Мурашов В.В. Исследование и совершенствование акустических низкочастотных методов кон-
троля изделий из слоистых пластиков и многослойных клееных конструкций // Авиационные материа-
лы и технологии. 2018. № 4 (53). С. 87—93.
16. Саидова З., Грахов В.П., Яковлев Г., Гордина А., Захаров А. Thermal analysis of glass-fiber
reinforced polymer rebars
// Engineering Structures and Technologies. 2017. V. 9. No 3. P. 142—147.
EDN ZMLLZZ.
17. Shpil’noi V.Yu. , Vavilov V.P. , Derusova D.A., Druzhinin N.V., Yamanovskaya A.Yu. Specific Features
of Nondestructive Testing of Polymer and Composite Materials Using Air-Coupled Ultrasonic Excitation and
Laser Vibrometry // Russian Journal of Nondestructive Testing. 2021. V. 57. No. 8. P. 647—655. [Шпиль-
ной В.Ю., Вавилов В.П., Дерусова Д.А., Дружинин Н.В., Ямановская А.Ю. Особенности проведения
неразрушающего контроля полимерных и композиционных материалов с использованием бесконтакт-
ной ультразвуковой стимуляции и лазерного вибросканирования // Дефектоскопия. 2021. № 8. С.
14—23. DOI: 10.31857/S0130308221080029. EDN TLCADA.]
18. Базулин А.Е., Базулин Е.Г., Вопилкин А.Х., Тихонов Д.С., Смотрова С.А., Иванов В.И. Кон-
троль образцов из полимерных композиционных материалов с использованием ультразвуковых
антенных решеток // Дефектоскопия. 2022. № 6. С. 3—16. DOI: 10.31857/S013030822206001X.
EDN BMGAYP.
Дефектоскопия
№ 10
2022
48
В.А. Стрижак
19. Качанов В.К., Соколов И.В., Первушин В.В., Тимофеев Д.В. Структуроскопия изделий из поли-
мерных материалов с помощью анализа мгновенного спектра ультразвуковых сигналов // Дефектоско-
пия. 2019. № 6. С. 3—10. DOI: 10.1134/S0130308219060010. EDN VSJDCV.
20. Derusova D.A., Vavilov V.P., Shpil’noi V.Y., Nekhoroshev V.O., Druzhinin N.V. Features Of Laser-
Vibrometric Nondestructive Testing of Polymer Composite Materials Using Air-Coupled Ultrasonic
Transducers // Russian Journal of Nondestructive Testing. 2021. V. 57. No. 12. P. 1060—1071. [Дерусова Д.А.,
Вавилов В.П., Нехорошев В.О., Шпильной В.Ю., Дружинин Н.В. Особенности лазерно-виброметриче-
ского неразрушающего контроля полимерных композиционных материалов с использованием воздуш-
но-связанных ультразвуковых преобразователей // Дефектоскопия. 2021. № 12. С. 26—38. DOI:
10.31857/S0130308221120034. EDN AGHGZZ.]
21. Смотрова С.А., Смотров А.В., Иванов В.И. Сравнение выявляемости малозаметных ударных
повреждений по результатам выполнения ультразвукового неразрушающего контроля и оптической
профилометрии поверхности образцов полимерных композиционных материалов
// Конструкции из
композиционных материалов. 2021. № 4 (164). С. 43—50. DOI: 10.52190/2073-2562_2021_4_43.
EDN SHMKEJ.
22. Муравьева О.В., Стрижак В.А., Злобин Д.В., Мурашов С.А., Пряхин А.В., Мышкин Ю.В. Акусти-
ческий волноводный контроль элементов глубиннонасосного оборудования // Нефтяное хозяйство.
2016. № 9. С. 110—115.
23. Мурашов В.В., Генералов А.С. Контроль многослойных клееных конструкций низкочастотными
акустическими методами // Авиационные материалы и технологии. 2014. № 2 (31). С. 59—67.
24. Евлампиев А.И., Попов Е.Д., Сажин С.Г., Федосенко Ю.К., Герасимов В.Г., Покровский А.Д.,
Останин Ю.Я. Неразрушающий контроль / Справочник. В 8 т. Под общ. ред. Клюева В.В. Изд. 2-е,
перераб. и испр. М., 2006. 829 с.
25. Muravieva O.V., Khasanov R.R., Strizhak V.A.,. Mkrtchyan S.S Water absorption effect on the
propagation velocity of normal waves in composite rebars // Materials Science Forum. 2019. V. 970.
26. Стрижак В.А., Хасанов Р.Р., Пряхин А.В. Особенности возбуждения электромагнитно-акусти-
ческого преобразователя при волноводном методе контроля // Вестник ИжГТУ имени М.Т. Калашнико-
ва. 2018. Т. 21. № 2. С. 159—166. DOI: 10.22213/2413-1172-2018-2-159-166. EDN XPTZXN.
27. Муравьева О.В., Муравьев В.В., Стрижак В.А., Мурашов С.А., Пряхин А.В. Акустический вол-
новодный контроль линейно протяженных объектов: монография. Новосибирск : Изд-во СО РАН, 2017.
234 с. ISBN 978-5-7692-1560-5.
28. Солодов И.Ю., Кройцбрук М. Резонансные дефекты: новый подход к повышению чувствитель-
ности методов НК с использованием ультразвуковой стимуляции дефектов // В мире неразрушающего
контроля. 2016. Т. 19. № 4. С. 8—12.
29. Добровольский Д.С. Влияние надрезов стержней на коэффициенты интенсивности напряжений
кольцевых трещин // Вестник ИжГТУ имени М. Т. Калашникова. 2016. Т. 19. № 2. С. 6—8.
DOI: 10.22213/2413-1172-2016-2-6-8
30. Ганзий Ю.В. Идентификация опасностей получения некачественной продукции из полимерного
композитного материала на примере строительной композитной арматуры // Вестник ИжГТУ имени
М.Т. Калашникова. 2018. Т. 21. № 3. С. 13—19. DOI: 10.22213/2413-1172-2018-3-13-19
31. Бучкин А.В., Степанова В.Ф., Стрижак В.А., Юрин Е.Ю., Никишов Е.И. Неразрушающий кон-
троль композитной полимерной арматуры // Строительные материалы, оборудование, технологии XXI
века. 2021. № 4 (267). С. 59—66. EDN KCDDDL.
32. Mahmoud M., Zaghloul Y., Karen Steel K., Martin Veidt M., Heitzmann M.T. Wear behaviour of
polymeric materials reinforced with man-made fibres: A comprehensive review about fibre volume fraction
influence on wear performance // Journal of Reinforced Plastics and Composites. 2021. № 10. P. 215—241.
33. Karakoc A., Bulota M., Hummel M., Sriubaitė S., Hughes M., Sixta H., Paltakari J. Effect of single-
fiber properties and fiber volume fraction on the mechanical properties of Ioncell fiber composites // Journal
of Reinforced Plastics and Composites. 2021. No. 3. P. 741—748.
34. Муравьева О.В., Стрижак В.А., Пряхин А.В. Оценка чувствительности метода акустической
рефлектометрии к дефектам теплообменных труб // Дефектоскопия. 2017. № 3. С. 27—34.
35. Муравьева О.В., Злобин Д.В. Акустический тракт метода многократных отражений при дефек-
тоскопии линейно протяженных объектов // Дефектоскопия. 2013. № 2. С. 43—51.
36. Стрижак В.А. Искусственный отражатель для настройки дефектоскопа, реализующего акусти-
ческий волноводный метод контроля композитной арматуры // Вестник ИжГТУ имени М.Т. Калашни-
кова. 2020. Т. 23. № 2. С. 5—15. DOI: 10.22213/2413-1172-2020-2-5-15. EDN NZFFOP.
37. Стрижак В.А., Пряхин А.В., Хасанов Р.Р., Мкртчян С.С. Дефектоскопия композитной арматуры
акустическим волноводным методом // Вестник ИжГТУ имени М.Т. Калашникова. 2019. Т. 22. № 1.
С. 78—88. DOI: 10.22213/2413-1172-2019-1-78-88. EDN ZBAFKH.
Дефектоскопия
№ 10
2022