УДК 620.179.16
МОДЕЛИРОВАНИЕ ПРОЦЕССА РАСПРОСТРАНЕНИЯ УЛЬТРАЗВУКОВЫХ
КОЛЕБАНИЙ В АНИЗОТРОПНОМ МАТЕРИАЛЕ ИЗДЕЛИЙ, ИЗГОТОВЛЕННЫХ
ПО АДДИТИВНЫМ ТЕХНОЛОГИЯМ
© 2022 г. Н.П. Алешин1, Н.А. Щипаков1,*, М.Н. Дегтярев1
1Федеральное государственное автономное учреждение «Научно-учебный центр «Сварка и контроль» при
МГТУ им. Н.Э. Баумана», Россия 105005 Москва, Бауманская 2-я ул., 5, стр. 1
*E-mail: shchipak@bmstu.ru
Поступила в редакцию 21.04.2022; после переработки 04.05.2022
Принята к публикации 06.05.2022
Рассмотрены возможные причины возникновения анизотропии акустических свойств в изделиях аддитивного про-
изводства. На основе акустических измерений определен тип упругой симметрии материала образца из сплава типа
Inconel, изготовленного методом селективного лазерного сплавления (SLM). Анализ проведенных измерений показал,
что направление выращивания образцов соответствует оси симметрии акустических свойств. Представлены результаты
экспериментальных исследований и аналитического моделирования влияния анизотропии на амплитуду сигнала, отра-
женного от искусственного отражателя в виде бокового цилиндрического отверстия.
Ключевые слова: аддитивные технологии, ультразвуковой контроль, анизотропия акустических свойств, эхометод,
селективное лазерное сплавление.
DOI: 10.31857/S0130308222060021; EDN: BMSXDI
ВВЕДЕНИЕ
В последнее время аддитивные технологии находят все большее применение в промышлен-
ности. Однако вопрос контроля изделий аддитивного производства (АП) остается открытым ввиду
наличия специфических дефектов и микроструктуры, характерной для аддитивно выращенных
изделий. Микроструктура изделий АП оказывает непосредственное влияние на физические и
механические свойства материала [1—3]. Известно, что материалы АП могут обладать достаточно
выраженной анизотропией свойств, что является дополнительной трудностью для создания вери-
фицированной методики контроля [4].
Одним из наиболее перспективных методов для неразрушающего контроля (НК) изделий АП
является ультразвуковой контроль (УЗК). Значительное число исследователей изучает особенно-
сти применения этого метода для изделий АП [5—7]. Среди проблем применения УЗК авторы
отмечают наличие анизотропии акустических свойств изделий, что затрудняет правильную иден-
тификацию дефектов в зависимости от их локализации в изделии АП.
Причина анизотропии акустических свойств изделий аддитивного производства остается до
конца неизученной и обуславливается различными факторами, такими как микроструктурные
дефекты, остаточные напряжения, границы сплавления слоев, кристаллографические и морфоло-
гические текстуры.
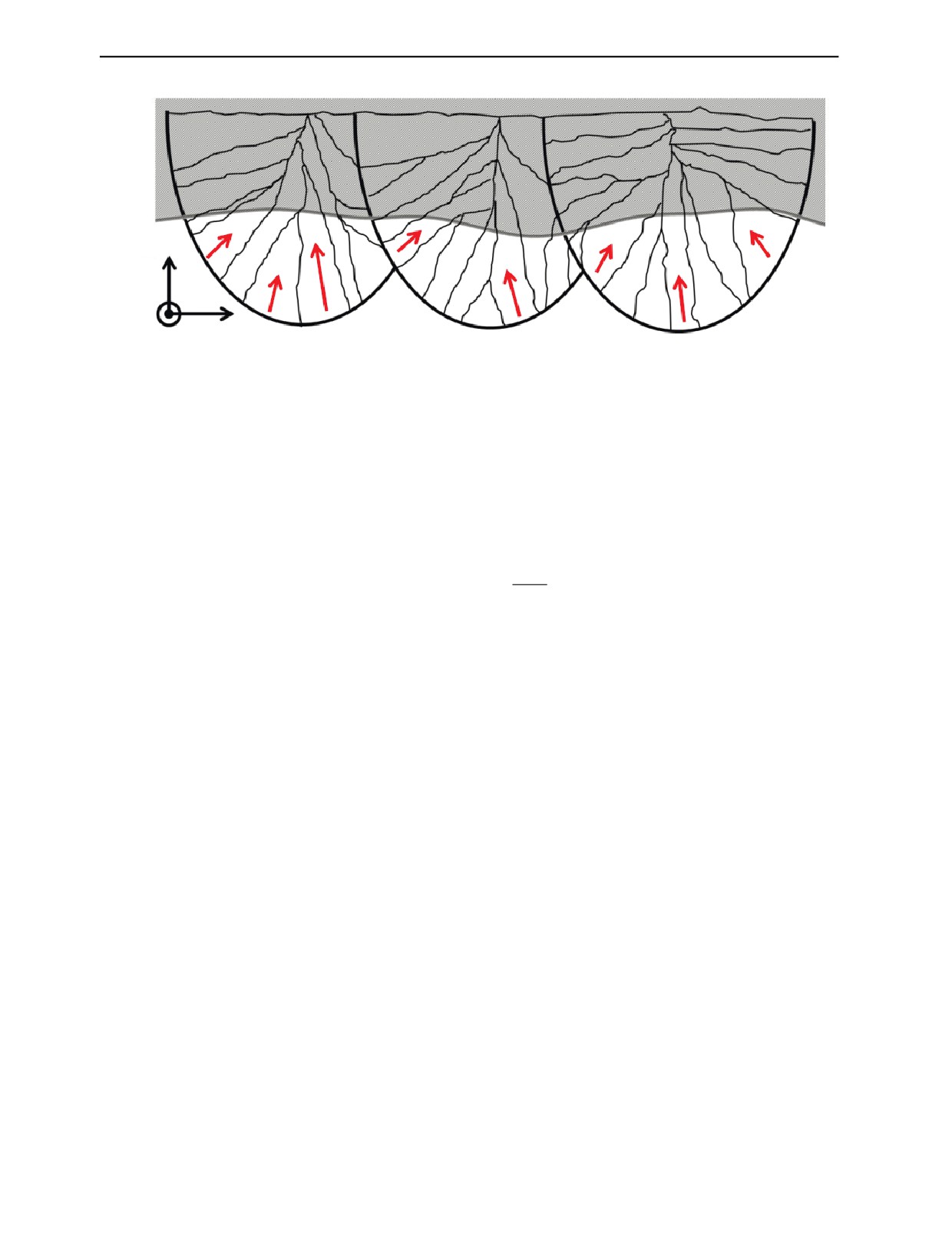
Из-за послойного процесса формирования детали зерна при затвердевании приобретают вытя-
нутую столбчатую форму, ориентированную вдоль направления выращивания [8]. При наращива-
нии последующего слоя осуществляется неполный переплав предыдущего, приводящий к измене-
нию направленности зерен, которые были расположены сверху и были направлены горизонтально
(см. рис. 1) [9]. Неполный переплав предыдущего слоя является причиной того, что подавляющая
часть зерен в детали имеют вытянутую параллельно направлению выращивания форму. Как было
отмечено в [10], ориентация изделия по отношению к платформе построения влияет также на
пористость формируемого изделия. В деталях, ориентированных горизонтально к направлению
выращивания, пористость оказывается значительно выше, чем в деталях, ориентированных верти-
кально. Описанные выше особенности влияют на механические свойства изделий АП в различных
направлениях.
Ориентация зерен в определенном направлении обуславливает структурную анизотропию среды.
Известно, что существует связь между симметрией структуры и симметрией свойств, как правило,
симметрия физических свойств оказывается на порядок выше, нежели симметрия структуры.
Для того, чтобы лучше понять основной фактор, влияющий на анизотропию акустических
свойств, были изготовлены специальные образцы, полученные методом селективного лазерного
плавления (SLM).
18
Н.П. Алешин, Н.А. Щипаков, М.Н. Дегтярев
z
y
x
Рис. 1. Схема частичного переплава нижележащих слоев из [9]. Стрелки указывают приблизительную ориентацию
кристаллографического направления внутри зерен.
ФИЗИЧЕСКИЕ ОСОБЕННОСТИ РАСПРОСТРАНЕНИЯ УЛЬТРАЗВУКА В АНИЗОТРОПНЫХ
ТВЕРДЫХ ТЕЛАХ
Общее уравнение акустической волны в анизотропной среде в матричной форме представлено
в виде:
2
∂
ν
j
∇
C
∇ ν =ρ
,
(1)
iK ijkl Lj j
2
∂t
где ρ — плотность материала; νj — составляющая скорости частиц; ∇iK — оператор дивергенции
в матричной форме; ∇Lj — оператор градиента в матричной форме;
c
c
c
c
c
c
11
12
13
14
15
16
c
21
c
22
c
23
c
24
c
25
c
26
c
c
c
c
c
c
31
32
33
34
35
36
[
C
]
(2)
=
c
c
c
c
c
c
41
42
43
44
45
46
c
c
c
c
c
c
51
52
53
54
55
56
c
c
c
c
c
c
61
62
63
64
65
66
— матрица коэффициентов жесткости; i, j = 1, … , 3; k, l = 1, … , 6.
В случае изотропных твердых тел направление поляризации акустической волны определя-
ется полем смещения частиц. Когда направление поля смещения частиц параллельно вектору
распространения волны, то волна называется продольной волной, в случае, когда перпендику-
лярно вектору распространения волны, то называется сдвиговой волной. В изотропных средах
свойства распространения волн, такие как скорость и направление поляризации, не зависят от
направления.
Для анизотропных сред направление поляризации трех волновых мод ориентировано не пер-
пендикулярно и не параллельно вектору распространения волны. Движение частиц продольной
волны в анизотропных средах происходит не только параллельно направлению распространения
волны, но и перпендикулярно ему. Волна, характеризуемая таким поведением, носит название
квазипродольной волны (qP).
Аналогичное поведение наблюдается и для сдвиговых волн в анизотропных средах, в связи с
чем их называют квазипоперечными вертикальными (qSV) и квазипоперечными горизонтальными
волнами (qSH).
Дефектоскопия
№ 6
2022
Моделирование процесса распространения ультразвуковых колебаний...
19
В связи с наличием вышеуказанных эффектов в анизотропных материалах наблюдается анизо-
тропия скорости распространения акустических колебаний в зависимости от направления ввода
волны [11—14].
При распространении ультразвуковой волны в анизотропной среде возникает расхождение
луча. Коэффициент, характеризующий степень расхождения луча (BD), определяется отношением
углов изменения направления вектора фазовой скорости Δθg и вектора групповой скорости Δθp:
∆θ
g
BD
=
(3)
∆θ
p
В изотропной среде данное отношение всегда равно единице, так как энергия полностью
сосредоточена вдоль направления волнового вектора.
В результате несовпадения векторов фазовой и групповой скорости в случае анизотропной
среды происходит также отклонение ультразвукового луча (β) от прямолинейного распростране-
ния, определяемое из соотношения:
V
⋅ V
−1
p
g
β=
cos
,
(4)
V
⋅
V
p
g
где Vp и Vg — векторы фазовой и групповой скоростей соответственно.
Модуль отношения изменения фазовой скорости к величине изменения групповой скорости
определяет коэффициент распространения поля излучателя (BS):
∆V
BS
=
g ,
(5)
∆V
p
где ΔVg и ΔVp — величины изменения фазовой и групповой скоростей соответственно.
Коэффициент распространения поля излучателя для материалов из изотропной ферритной
стали равен нулю из-за того, что величина групповой скорости равна величине фазовой ско-
рости. В случае анизотропных материалов коэффициент распространения поля изменяется
ввиду изменения скоростей. Более высокий коэффициент распространения поля приводит к
изменению распределения энергии вдоль акустической оси.
При УЗК анизотропных изделий необходимо учитывать влияние вышеуказанных эффек-
тов. Отклонение и расхождение луча, неравномерное распределение скоростей в зависимости
от направления ввода колебаний может приводить к различию амплитуды сигналов идентич-
ных отражателей в зависимости от направления ввода колебаний, что в результате приведет
к неправильной интерпретации результатов контроля.
На практике вычисление всех 21 элементов матрицы жесткости (2) является трудоемким
и требует точного определения главных плоскостей. Если пренебречь различиями свойств по
направлениям, перпендикулярным направлению выращивания, то среду можно рассматри-
вать как трансверсально-изотропную. Ось, совпадающая с направлением выращивания мате-
риала, в таком случае будет являться осью симметрии бесконечного порядка, а все плоскости,
перпендикулярные оси симметрии, будут являться плоскостями изотропии.
Для того, чтобы определить матрицу упругих коэффициентов трансверсально-изотропно-
го материала, достаточно определить всего 5 независимых упругих постоянных: C33, C11= C22,
C66, C44= C55, C13= C23, C12=C11-2C66. Данные упругие коэффициенты можно определить экспери-
ментальным путем за счет измерения скорости распространения ультразвуковой волны в различ-
ных направлениях [3]. Соотношения, связывающие скорости и коэффициенты жесткости, приве-
дены в виде уравнений:
Дефектоскопия
№ 6
2022
20
Н.П. Алешин, Н.А. Щипаков, М.Н. Дегтярев
2
C
=ρ⋅V
;
11
1/1
2
C
=ρ⋅V
;
22
2/2
2
C
33
=ρ⋅V
3/3
;
2
C
=ρ⋅V
;
44
2/3
2
(5)
C
=ρ⋅V
;
55
1/3
2
C
=ρ⋅V
;
66
1/2
2
2
C
23
=
(
C
22
+C
44
−2ρ⋅V
23/23
)⋅(
C
33
+C
44
−2ρ⋅V
23/23
)
−C
44
;
2
2
C
=
C
+
C
−
2ρ⋅
V
C
+
C
−
2ρ⋅
V
−
C
,
13
(
11
55
12/12
)⋅(
33
55
12/12
)
55
где Vi/i — скорость продольной волны в направлении i; Vi/j — скорость поперечной волны, распро-
страняющейся в направлении i с поляризацией в направлении j и Vij/ij — скорость квазипродольной
или квазипоперечной волны, распространяющейся и поляризованной в плоскости ij.
МЕТОДИКА ПРОВЕДЕНИЯ ИССЛЕДОВАНИЙ
Описание образцов для исследований
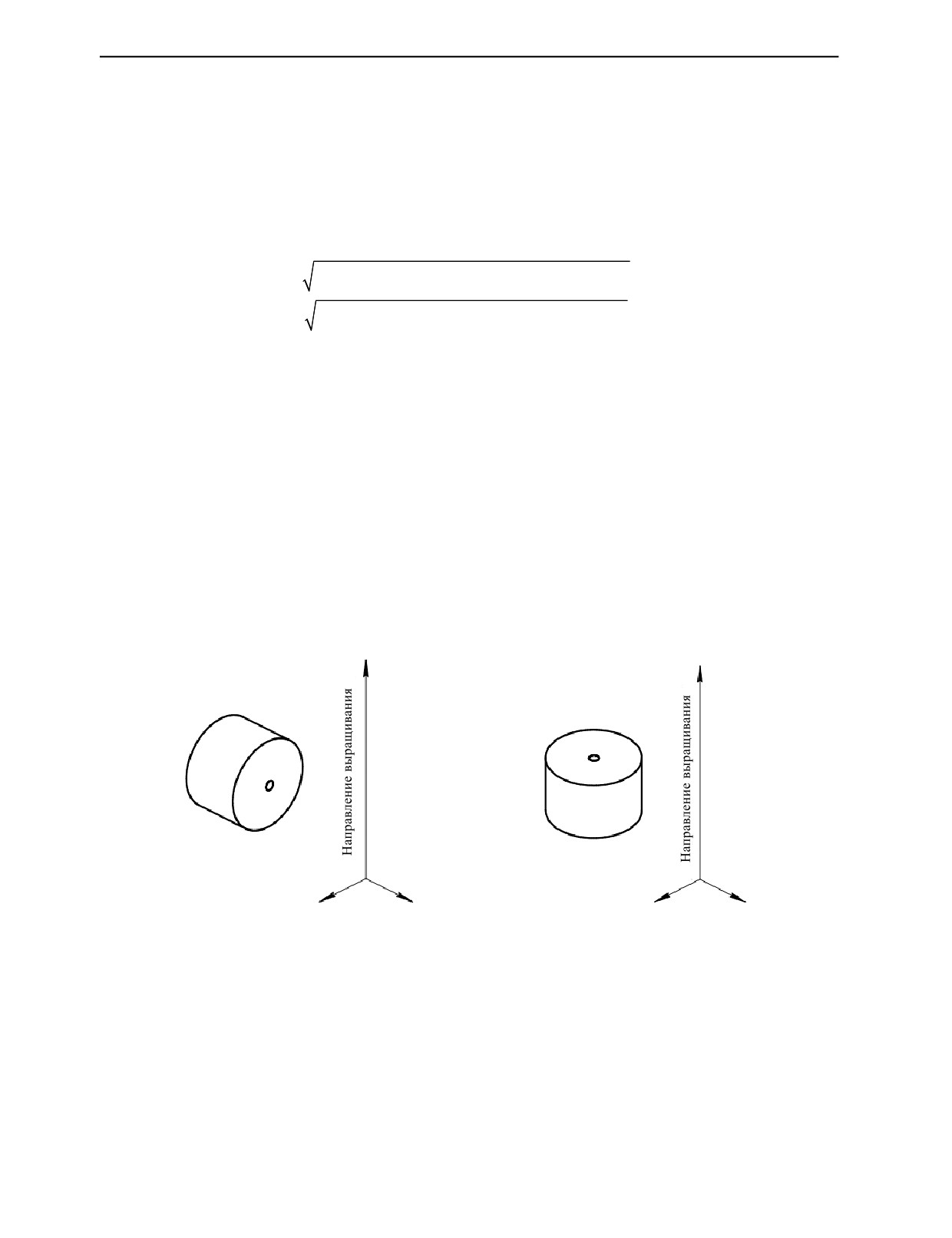
Образцы из Inconel 718 были получены методом SLM. Два образца были выполнены в виде
цилиндров диаметром 30 мм и высотой 20 мм. По центру образцов были произведены механи-
ческим путем искусственные отражатели в виде бокового цилиндрического отверстия (БЦО)
диаметром 3 мм. Эскизы образцов приведены на рис. 2а, б. Образцы были изготовлены с раз-
личной ориентацией по отношению к платформе построения.
а
б
Рис. 2. Эскизы образцов с искусственными дефектами в виде БЦО:
а — образец № 1 (направление выращивания перпендикулярно оси цилиндрического образца); б — образец № 2 (направление выра-
щивания совпадает с осью цилиндрического образца).
Для определения коэффициентов матрицы жесткости был подготовлен специальный образец
(рис. 3), изготовленный при тех же режимах, что и вышеуказанные образцы. Габаритные размеры
образца составляют 25×25×25 мм. Геометрия была спроектирована таким образом, чтобы обеспе-
чить наличие 12 попарно параллельных граней для выполнения измерений скорости ультразвука
в 6-ти направлениях. Этот образец аналогичен использованному в работе [3], где тот применялся
для определения упругих констант Inconel 625.
Дефектоскопия
№ 6
2022
Моделирование процесса распространения ультразвуковых колебаний...
21
y(2)
x(1)
z(3)
Рис. 3. Образец № 3 для определения упругих постоянных.
Аналитическое моделирование распространения и отражения ультразвуковых колебаний
в трансверсально-изотропной среде
Чтобы количественно оценить возможное отклонение амплитуды принятого сигнала от искус-
ственного дефекта, была использована модель распространения акустического поля, основанная
на использовании метода аппроксимации Кирхгофа, метода разделения переменных (SOV) и тео-
рии геометрической дифракции (GTD model). При помощи вышеуказанных инструментов был
имитирован иммерсионный УЗ контроль иммерсионным датчиком с частотой 5 МГц и диаметром
пьезоэлемента 12,7 мм. Расстояние между датчиком и передней гранью образца составляет 95 мм.
На рис. 4 представлена схема, использованная для моделирования ультразвуковых измерений.
БЦО, ∅ 3 мм
Ось симметрии
упругих свойств
x
y
z
Рис. 4. Модель иммерсионного УЗ контроля цилиндрического образца с отражателем в виде БЦО.
Дефектоскопия
№ 6
2022
22
Н.П. Алешин, Н.А. Щипаков, М.Н. Дегтярев
Таблица
1
Значения коэффициентов матрицы жесткости для SLM-образца из отечественного жаропрочного никелевого
сплава
C11= C22, ГПа
С33, ГПа
С44= С55, ГПа
С66, ГПа
С12, ГПа
С13= С23, ГПа
268,5
259
86,5
72
124,5
125
Упругие свойства SLM-образца Inconel 718 были определены на образце № 3 (образец для
определения упругих постоянных). Измерения скоростей для определения упругих свойств были
проведены контактным способом при помощи датчиков продольных и поперечных волн с цен-
тральной частотой 5 МГц. Значения коэффициентов упругости (см. табл. 1) были использованы
для моделирования свойств трансверсально-изотропного материала. Плотность материала состав-
ляет 8,2 г/см3.
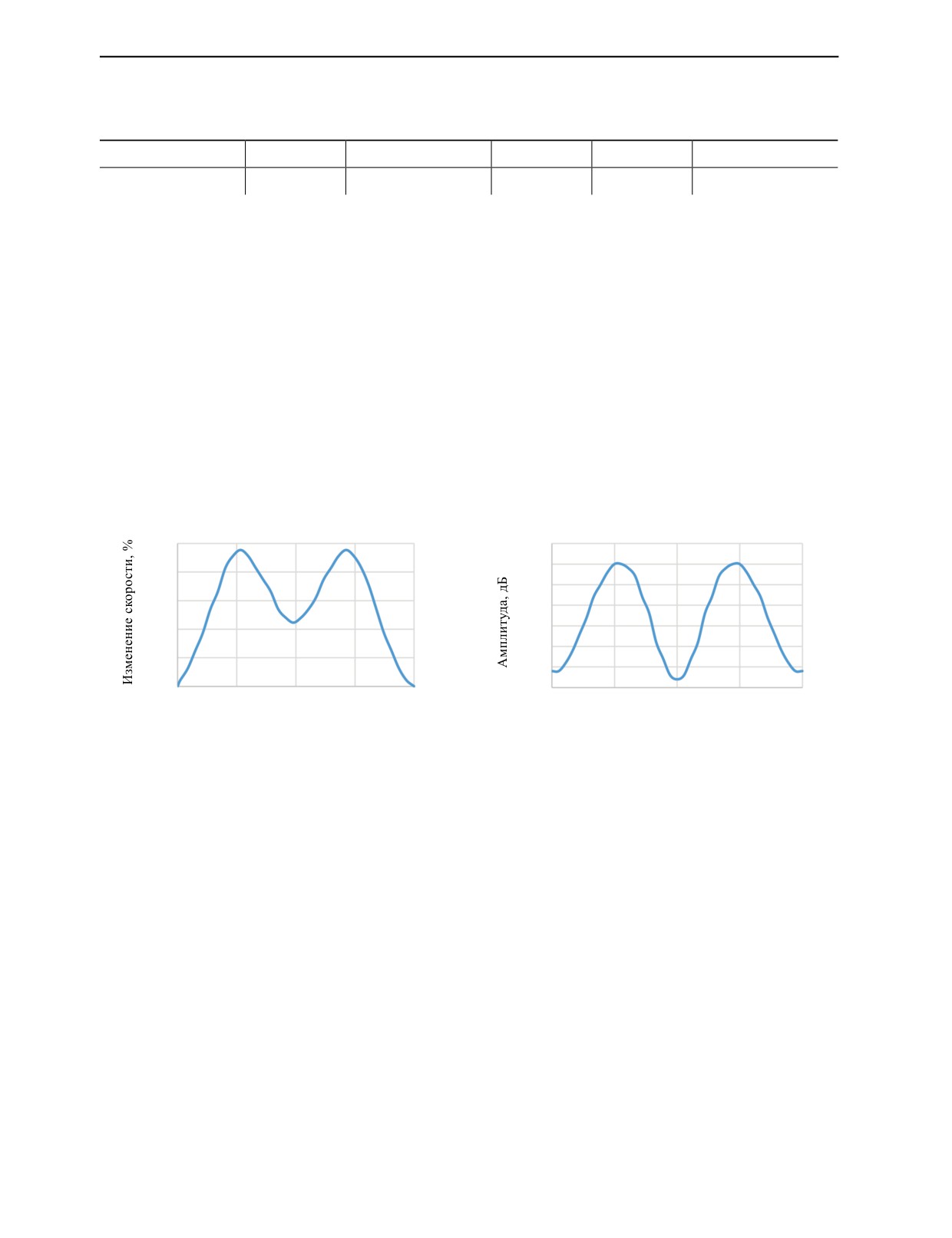
В результате моделирования были получены графики изменения исследуемых параметров
(см. рис. 5). Скорость колебаний и амплитуда сигнала от БЦО меняются симметрично на участках
от 0 до 90° и от 90 до 180° (положение 0° соответствует направлению ввода УЗ колебаний вдоль
оси упругой симметрии, положение 90° — перпендикулярно оси упругой симметрии трансвер-
сально-изотропного материала). Максимальное изменение скорости составило 4,7 %, что соответ-
ствует изменению на 256,3 м/c, а максимальное отклонение амплитуды — 2,7 дБ. В случае, когда
направление ввода меняется в плоскости упругой симметрии, скорость и амплитуда сигнала от
БЦО остаются неизменными.
а
б
5,00
34,5
34
4,00
33,5
3,00
33
32,5
2,00
32
1,00
31,5
0,00
31
0,0
45,0
90,0
135,0
180,0
0
45
90
135
180
Угол поворота, °
Угол поворота, °
Рис. 5. Результаты моделирования:
а — зависимость изменения скорости от угла поворота относительно направления выращивания; б — зависимость амплитуды отражен-
ного сигнала БЦО от угла поворота относительно направления выращивания.
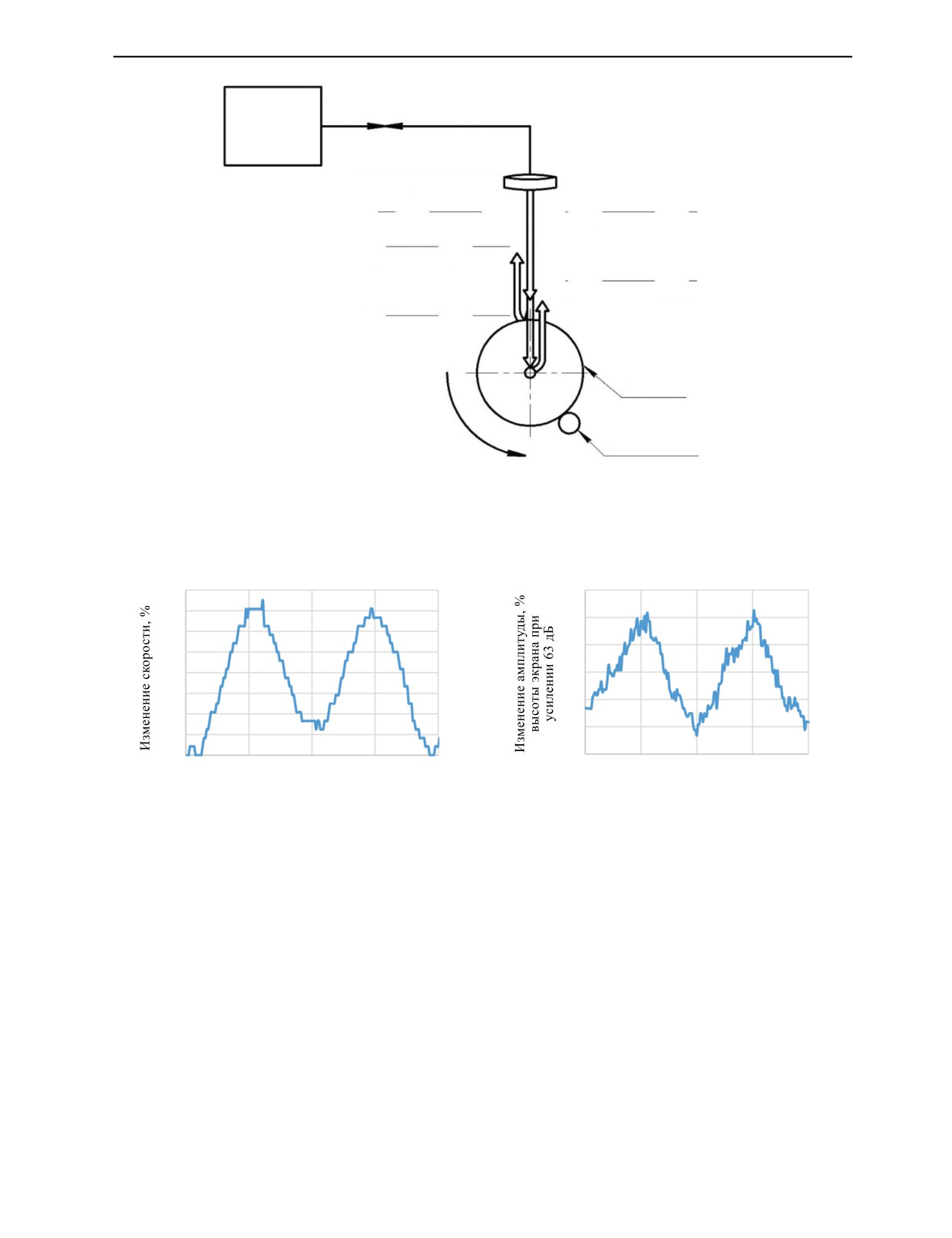
МЕТОДИКА ЭКСПЕРИМЕНТА
Экпериментальные исследования по измерению амплитуды отраженного сигнала проводили
иммерсионным способом при помощи иммерсионного нефокусированного пьезоэлектрического
преобразователя (ПЭП) продольных волн с центральной частотой 5 МГц. Ввод ультразвуковых
колебаний осуществляли со стороны цилиндрической грани образца. Расстояние иммерсионного
слоя было подобрано так, чтобы искусственный отражатель находился в дальней зоне формируе-
мого акустического поля. Совмещенный датчик был установлен напротив образца так, чтобы
акустическая ось была перпендикулярна собственной оси цилиндрического образца. Далее, обра-
зец, установленный на специальном поворотном столе, вращался по схеме рис. 6 на 180 °. Запись
координаты осуществляли за счет применения энкодера «miniwheel», разрешение которого состав-
ляет 12 шагов на 1 мм.
РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТОВ
Результаты измерений на образцах № 1 и 2 были получены в виде B-сканов, по которым были
построены графические зависимости изменения скорости и амплитуды принятого сигнала от БЦО
Дефектоскопия
№ 6
2022
Моделирование процесса распространения ультразвуковых колебаний...
23
Дефектоскоп
Ультразвуковой датчик
Падающая волна в иммерсионном слое
Волна, отраженная от
передней стенки
Отраженная от БЦО волна
Образец
0—180°
Датчик пути
Рис. 6. Схема измерений изменения амплитуды сигнала от БЦО.
а
б
4,0
60
3,5
55
3,0
50
2,5
2,0
45
1,5
40
1,0
35
0,5
0,0
30
0
45
90
135
180
0
45
90
135
180
Угол поворота, °
Угол поворота, °
Рис. 7. Результаты экспериментов:
а — зависимость изменения скорости от угла поворота относительно направления выращивания; б — зависимость амплитуды отражен-
ного сигнала БЦО от угла поворота относительно направления выращивания.
в зависимости от угла поворота. Анализ изменения измеряемых параметров на образце № 2
не выявил никакой закономерности. Напротив, на образце № 1 изменение скорости и амплитуды
сигнала от БЦО показывает наличие определенной тенденции (рис. 7).
Как амплитуда, так и скорость распространения колебаний показывают идентичную тенден-
цию изменения при повороте образца на интервалах от 0 до 90° и от 90 до 180°. Угол поворота 0°
соответствует вводу УЗ волн в образец вдоль направления выращивания, 90° — перпендикулярно
направлению выращивания. При изменении направления ввода колебаний по отношению к
направлению выращивания от 0 до 55°, а также от 93 до 133°, изменение скорости достигает сво-
его локального максимального значения 3,7 %, что соответствует изменению скорости на 205,9
м/c. Аналогичным образом изменяется и амплитуда сигнала от БЦО. Максимальное отклонение
амплитуды составило 22,9 %, что соответствует изменению на 4,5 дБ.
Дефектоскопия
№ 6
2022
24
Н.П. Алешин, Н.А. Щипаков, М.Н. Дегтярев
СРАВНЕНИЕ РЕЗУЛЬТАТОВ АНАЛИТИЧЕСКОГО МОДЕЛИРОВАНИЯ И
ЭКСПЕРИМЕНТАЛЬНЫХ ИССЛЕДОВАНИЙ
Для количественного сравнения результатов эксперимента и моделирования было выполнено
усреднение экспериментально определенной амплитуды путем наложения двух участков 0—90° и
90—180°. Результаты моделирования и экспериментальных измерений амплитуды сигнала от БЦО
с учетом усреднения в каждой точке показаны на рис. 8. Для количественного сравнения измене-
ния амплитуды при повороте относительно направления выращивания было проведено нормиро-
вание амплитуды принятого сигнала в каждой точке по значению амплитуды сигнала в точке 0°,
что позволяет провести сравнение изменения амплитуды в дБ при повороте относительно направ-
ления выращивания до положения 90° — перпендикулярного направлению выращивания. Точками
обозначены результаты измерения, сплошными кривыми — их аппроксимация.
Эксперимент
Эксперимент
Аппроксимация (Эксперимент)
Аппроксимация (Моделирование)
4
3,5
3
2,5
2
1,5
1
0,5
0
0
10
20
30
40
50
60
70
80
90
-0,5
-1
Угол поворота, °
Рис. 8. Сравнение экспериментальных данных и моделирования.
Между положениями 0—45° мы наблюдаем увеличение амплитуды на 3,2 дБ в случае экс-
перимента и увеличение до 2,7 дБ в случае моделирования. На участке от 45 до 90° изменение
амплитуды снижается до -0,7 дБ в случае эксперимента и до 0,2 дБ в случае моделирования.
Максимальное количественное различие между данными эксперимента и модели составляет
0,9 дБ, что говорит о хорошей сходимости результатов. Амплитуда сигнала при вводе УЗ коле-
баний перпендикулярно направлению выращивания (положение 0°) практически не отличает-
ся от амплитуды при возбуждении колебаний параллельно направлению выращивания (поло-
жение 90°), отклонение амплитуды между вышеуказанными положениями составляет менее
1 дБ.
ВЫВОДЫ
1. Показано, что акустические свойства изделий АП могут отличаться в зависимости от
направления распространения ультразвуковых колебаний в связи с особенностями формирования
структуры изделий при послойном выращивании.
2. Предложенная аналитическая модель трансверсально-изотропной среды для оценки вли-
яния акустической анизотропии изделий АП на амплитуду отраженных от модели дефекта уль-
тразвуковых сигналов показала хорошее соответствие с экспериментом.
3. Максимальное отклонение амплитуды принятого сигнала от БЦО при изменении направле-
ния ввода на 45º от направления выращивания составило 3,2 дБ, что превышает допустимую
погрешность измерений и предъявляет необходимость учитывать отклонение амплитуды при раз-
работке технологии контроля изделий, изготовленных по аддитивным технологиям.
4. Определение симметрии упругих свойств позволяет количественно оценить влияние анизо-
тропии на результаты контроля. Данная особенность обуславливает необходимость учета влияния
свойств каждого конкретного изделия с определенной степенью анизотропии на достоверность
результатов контроля.
Дефектоскопия
№ 6
2022
Моделирование процесса распространения ультразвуковых колебаний...
25
СПИСОК ЛИТЕРАТУРЫ
1. Kim Felix H., Moylan Shawn P. Literature Review of Metal Additive Manufacturing Defects // NIST
Advanced Manufacturing Series 100-16. 2018.
2. Алешин Н.П., Мурашов В.В., Щипаков Н.А., Краснов И.С., Ложкова Д.С. Экспериментальные
исследования возможностей и особенностей ультразвукового контроля деталей, изготовленных по
аддитивных технологиям // Дефектоскопия. 2016. № 12. С. 17—24.
3. Javidrad H.R., Salemi Sina. Determination of elastic constants of additive manufactured Inconel 625
specimens using an ultrasonic technique // The International Journal of Advanced Manufacturing Technology.
2020.
4. Charmi A., Falkenberg R., Ávila L., Mohr G., Sommer K., Ulbricht A., Sprengel M., Neumann R.
Saliwan, Skrotzki B., Evans A. Mechanical anisotropy of additively manufactured stainless steel 316L: An
experimental and numerical study // Materials Science and Engineering. 2021. V. 799.
5. Honarvar F., Varvani-Farahani A. A review of ultrasonic testing applications in additive manufacturing:
Defect evaluation, material characterization, and process control // Ultrasonics. 2020. V. 108. P. 106—127.
6. Sol T., Hayun S., Noiman D., Tiferet E., Yeheskel O., Tevet O. Nondestructive ultrasonic evaluation of
additively manufactured AlSi10Mg samples // Additive Manufacturing. 2018. 22 (June). P. 700—707. https://
doi.org/10.1016/j.addma.2018.06.016
7. Hitzler L., Janousch C., Schanz J., Merkel M., Mack F., Öchsner A. Non-destructive evaluation of
AlSi10Mg prismatic samples generated by selective laser melting: Influence of manufacturing conditions //
Materialwissenschaft und Werkstofftechnik. 2016. V. 47. No. 6. P. 564—581.
8. Попович А.А., Суфияров В.Ш., Борисов Е.В., Полозов И.А., Масайло Д.В., Григорьев А.В.
Анизотропия механических свойств изделий, изготовленных методом селективного лазерного плавле-
ния порошковых материалов // Изв. вузов. Порошк. металлургия и функц. покрытия. 2016. No. 3.
С. 4—11. DOI: dx.doi.org/10.17073/1997-308X-2016-3-4-11
9. Vrancken B., Thijs L., Kruth J.P., Van Humbeeck J. Microstructure and mechanical properties of a novel
β titanium metallic composite by selective laser melting // Acta Mater. 2014. V. 68. P. 150—158.
10. Wauthle R., Vrancken B., Beynaerts B., Jorissen K., Schrooten J., Kruth J. P., Van Humbeeck J. Effects
of build orientation and heat treatment on the microstructure and mechanical properties of selective laser
melted Ti6Al4V lattice structures // Additive Manufacturing. 2015. V. 5. P. 77—84.
11. Ринкевич А.Б., Смородинский Я.Г., Волкова H.H., Загребин Б.Н. Групповая скорость ультразвука
в трансверсально изотропной среде // Дефектоскопия. 1994. № 2. С. 58—63.
12. Смородинский Я.Г. Расчет поляризации упругих волн в трансверсально-изотропном аустените
// Дефектоскопия. 1999. № 4.1. C. 9—12.
13. Ринкевич А.Б., Смородинский Я.Г. Упругие волны в неоднородной пластине аустенита в модели
трансверсально-изотропной среды // Дефектоскопия. 2001. № 7. С. 40—64.
14. Sanjeevareddy Kolkoori. Quantitative Evaluation of Ultrasonic Wave Propagation in Inhomogeneous
Anisotropic Austenitic Welds using 3D Ray Tracing Method / Numerical and Experimental Validation.
Doctor’s thesis. Berlin, 2014. 250 p.
Дефектоскопия
№ 6
2022