НЕФТЕХИМИЯ, 2021, том 61, № 6, с. 796-807
УДК 544+665.6/.7+666.3
РАЗРАБОТКА ПЕРСПЕКТИВНЫХ МАТЕРИАЛОВ ЗАЩИТНОГО
СЛОЯ ДЛЯ КАТАЛИТИЧЕСКИХ РЕАКТОРОВ С ПРИМЕНЕНИЕМ
КОМПЬЮТЕРНОГО МОДЕЛИРОВАНИЯ И АДДИТИВНЫХ
ТЕХНОЛОГИЙ
© 2021 г. П. А. Никульшин1, В. С. Дорохов1,*, О. Л. Овсиенко1, М. В. Рогозина1,
Н. А. Аникеев1, И. В. Сидельников1, С. С. Чугунов2
1 Акционерное общество «Всероссийский научно-исследовательский институт по переработке нефти»
(АО «ВНИИ НП»), Москва, 111116 Россия
2 Автономная некоммерческая образовательная организация высшего образования
«Сколковский институт науки и технологий», Москва, 143025 Россия
*E-mail: dorokhovvs@vniinp.ru
Поступила в редакцию 11 июня 2021 г.
После доработки 5 сентября 2021 г.
Принята к публикации 1 октября 2021 г.
Продемонстрирована возможность использования методов компьютерного моделирования и адди-
тивных технологий для производства новых материалов защитного слоя каталитических реакторов с
дизайном каналов, который невозможно получить другими традиционными способами, такими как
экструзия, штамповка и шликерное литье. В программной среде CAD подготовлен ряд 3D-моделей
пеллет материалов с заданной сложной геометрией сквозных каналов. Экспериментальные модельные
пеллеты напечатаны из керамического материала по технологии стереолитографии (STL). Проведены
сравнительные испытания функциональных характеристик экспериментальных пеллет и коммерческих
образцов-аналогов на прочность, истирание, аэродинамическое сопротивление и способность улавливать
механические примеси. Результаты выполненных работ позволили сделать вывод о целесообразности и
перспективности применения 3D-моделирования и аддитивной печати при разработке и производстве
высокоэффективных материалов защитного слоя, широко используемых в промышленности, в частности,
в каталитических реакторах гидроочистки нефтеперерабатывающих предприятий.
Ключевые слова: аддитивные технологии, 3D-печать, лазерная стереолитография, механическая проч-
ность, материалы защитного слоя, аэродинамическое сопротивление, фильтрация
DOI: 10.31857/S0028242121060058
Стремительно растущее внедрение аддитивных
распространение цифровых технологий в про-
технологий (3D-печать) в различных сферах про-
ектировании (CAD), моделировании и расчетах
мышленного производства, по своей значимости,
(CAE), механообработке (CAM) [11-13]. Развитие
называют новой промышленной революцией [1-4].
технологий 3D-печати интенсифицирует разработ-
Новые технические возможности, которые откры-
ку новых материалов и видов продукции [14-16].
вает 3D-печать, уже оказывают существенное вли-
Установки аддитивного производства позволяют
яние не только на отдельные предприятия или от-
изготавливать прототипы и детали сложнейшей ге-
расли, но и на мировую экономику в целом [5-9].
ометрии, сверхпрочные легковесные конструкции
Технология аддитивного производства впер-
и функционально интегрированные изделия, ко-
вые была использована в конце 1980-х годов [10].
торые невозможно получить другими известными
Ускорению ее развития способствовало широкое
ранее методами.
796
Р
АЗРАБОТКА ПЕРСПЕКТИВНЫХ МАТЕРИАЛОВ ЗАЩИТНОГО СЛОЯ
797
(а)
(б)
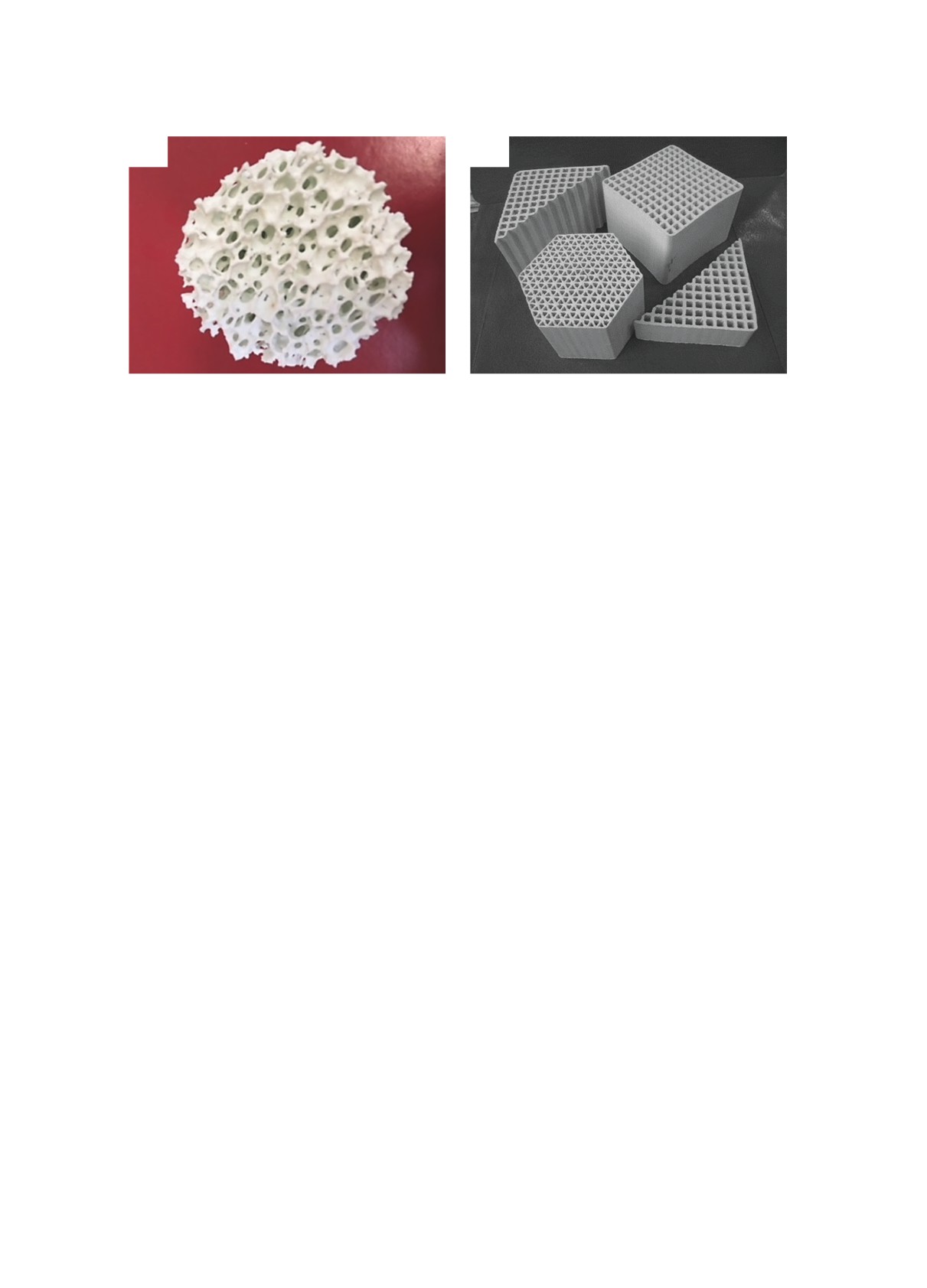
Рис. 1. Пример используемых в промышленности материалов защитного слоя: (а) - высокопористые ячеистые материалы;
(б) - экструдированные сотовые материалы.
Многие нефтехимические компании по всему
Ведущие мировые производители катализато-
миру активно вкладывают средства в разработку
ров выпускают материалы защитного слоя, пре-
процессов на основе 3D-печати [17-19]. Несмотря
имущественно состоящие из оксида алюминия,
на высокую стоимость оборудования и расходных
алюмосиликата либо алюминиевых шпинелей
материалов, есть подтверждения экономической
(MgAl2O4). В меньших концентрациях присутству-
эффективности внедрения новых аддитивных тех-
ют оксиды Mg, Ca, Ti, Zr, K и Fe, которые могут
нологий. Развитие и усовершенствование адди-
быть специальными спекающими и упрочняющи-
тивных технологий, как и всех иных инновацион-
ми добавками или примесями в сырье [23].
ных направлений, сопровождается закономерным
Как правило, фирмы предлагают различные мар-
снижением стоимости оборудования и сырьевых
ки материалов для фильтрации сырьевых потоков,
материалов, что, в конечном счете, приведет к кон-
различающихся геометрией пеллет, пористостью
курентоспособности серийного производства вы-
и химическим составом. При этом фирмы предла-
сокомаржинальной продукции.
гают услуги по подбору оптимальных композиций
3D-технологии открывают новые перспекти-
загрузки фильтров разных марок в реактора пред-
вы в том числе и для производства катализаторов.
приятий, поскольку каждая марка считается подхо-
Имеются примеры успешного промышленного
дящей для фильтрации специфичных компонентов
использования
3D-принтеров катализаторными
потока. Наиболее известными производителями за-
компаниями. Так, Johnson Matthey выпускает ке-
щитных материалов являются Unicat (марки AFS,
рамические носители и каталитические системы,
UDC), Axens (марка АСТ), Topsoe A/S (марки ТК и
изготовленные с использованием методов
3D-
TK TopTrap), SINO CATALYST CO LIMITED (мар-
печати [20, 21]. На данном этапе развития 3D-
ка ADC), Crystaphase (марка CatTrap).
технологий безусловный интерес представляет ад-
На текущий момент в нефтеперерабатывающей
дитивное производство материалов защитного слоя
и нефтехимической промышленности широко ис-
с улучшенными функциональными свойствами
пользуются два типа пеллет защитных материалов
[22]. Основное назначение материалов защитного
активной фильтрации (рис. 1):
слоя в промышленных каталитических реакторах -
а) высокопористые ячеистые (с каналами, сфор-
улавливание частиц примесей из технологических
мированными случайным образом);
потоков. Эффективные защитные материалы долж-
б) экструдированные сотовые (с прямыми кана-
ны обеспечивать высокую степень очистки техно-
лами).
логических потоков в течение длительного време-
ни и не создавать значительного дополнительного
Для материалов типа (а) процесс закупоривания
гидродинамического сопротивления.
пор сложно предсказуем, для материалов типа (б)
НЕФТЕХИМИЯ том 61 № 6 2021
798
НИКУЛЬШИН и др.
Таблица 1. Технические характеристики 3D-принтера Ceramaker 900 и очистной станции Cerakleaner
Характеристика
Значение
Ceramaker 900
Малая платформа 300×100×100 мм;
Рабочая поверхность для печати
Большая платформа 300×300×100 мм.
Источник света
УФ-лазер
Длина волны излучения
355 нм
Платформа варьируется от 10 до 125 мкм (в зависимости от состава
Толщина слоя при печати
керамики и условий печати)
Электротехнические требования
220-240 В/50 Гц, 2кВт
Cerakleaner
Компрессор с рабочим давлением 6 бар, расход до 10 м3/ч,
Система продувки воздухом
двухполосный пульверизатор
Электротехнические требования
230 В, 2.7 кВт
низка степень фильтрации примесей (особенно в
юся в удаление излишков связующего из каналов
начале эксплуатации). Технология 3D-печати по-
напечатанных заготовок, проводили специальным
зволяет создать защитный материал, лишенный
растворителем 3DCeram Sinto (состав не раскрыва-
недостатков обоих типов фильтров - с регулярной
ется) с использованием воздушного компрессора.
системой каналов сложной пространственной гео-
Характеристики 3D-принтера и очистной станции
метрии.
приведены в табл. 1.
Разработка новых дизайнов защитных мате-
Удаление из напечатанных пеллет органическо-
риалов, сочетающих развитую сеть внутренних
го связующего (выжигание) вели в печи Nabertherm
каналов, большой свободный внутренний объем,
L15/14/C450 (Германия) в атмосфере азота по ме-
заполняемый в процессе эксплуатации частица-
тодике производителя
3D-принтера
(3DCeram).
ми примесей, низкое гидродинамическое сопро-
После удаления связующего образцы спекали при
тивление и высокую механическую прочность -
температуре 1700°С в течение 10 ч в высокотемпе-
актуальная задача современного производства ка-
ратурной печи ThermConcept HTL 20/17 (Германия).
талитических систем. Цель данной научно-иссле-
Прочность изготовленных методом 3D-печати
довательской работы: оценка перспектив исполь-
цилиндрических пеллет испытывали на сжатие на
зования технологии 3D-печати для производства
автоматизированном прессе Instron 8801 (США),
керамических материалов защитного слоя.
позволяющим достигать сжимающее усилие до
100 кН (500 кгс/см2).
ОБОРУДОВАНИЕ И МЕТОДИКИ ИСПЫТАНИЙ
Износостойкость пеллет (прочность к исти-
Для создания компьютерных 3D-моделей струк-
ранию) определяли по ГОСТ 13087-2018. Перед
тур каналов и пеллет защитных материалов было
испытанием тестируемый образец взвешивали на
использовано программное обеспечение FreeCAD
аналитических весах для определения исходной
[23] и коммерческий пакет CAD Autodesk Fusion
массы (m0, г). На подложке испытательного стен-
360.
да закрепляли шлифовальную бумагу (ISO 9002) с
Печать экспериментальных пеллет выполнена
абразивным покрытием из SiC зернистостью 180.
на стереолитографическом принтере Ceramaker
Контакт образца с абразивным материалом обеспе-
900 (3DCeram Sinto, Франция). Для печати исполь-
чивался прижимным механизмом. Процесс исти-
зовали керамическую пасту, произведенную и сер-
рания торцевой поверхности пеллеты абразивным
тифицированную разработчиком оборудования -
материалом происходил при вращении подлож-
смесь порошка α-Al2O3 с комплексом органиче-
ки с постоянной скоростью в течение 30 мин. По
ских связующих. Постобработку, заключающу-
завершении испытания образец взвешивали для
НЕФТЕХИМИЯ том 61 № 6 2021
Р
АЗРАБОТКА ПЕРСПЕКТИВНЫХ МАТЕРИАЛОВ ЗАЩИТНОГО СЛОЯ
799
определения конечной массы (m′, г). Потеря массы
образца (∆m = m0 - m′) - характеристика износо-
стойкости.
Исследования микро- и мезопористой структу-
ры материала экспериментальных образцов прове-
дены с использованием порозиметра Quantachrome
Nova 1200e (США) методом низкотемпературной
адсорбции азота. Удельную площадь поверхно-
сти рассчитывали по модели Брунауэра-Эммета-
Тэллера (BET) при относительном парциальном
давлении Р/Р0 = 0.05-0.30. Общий объем пор опре-
деляли при относительном давлении 0.995. Пло-
щадь и объем микропор (<3 нм) рассчитывали с
использованием моделей t-plot и α-plot в диапазоне
относительных давлений Р/Р0 0.30-0.60. Объем ме-
зопор и распределение пор по диаметрам опреде-
ляли по десорбционной кривой с использованием
модели Баррета-Джойнера-Халенды (BJH).
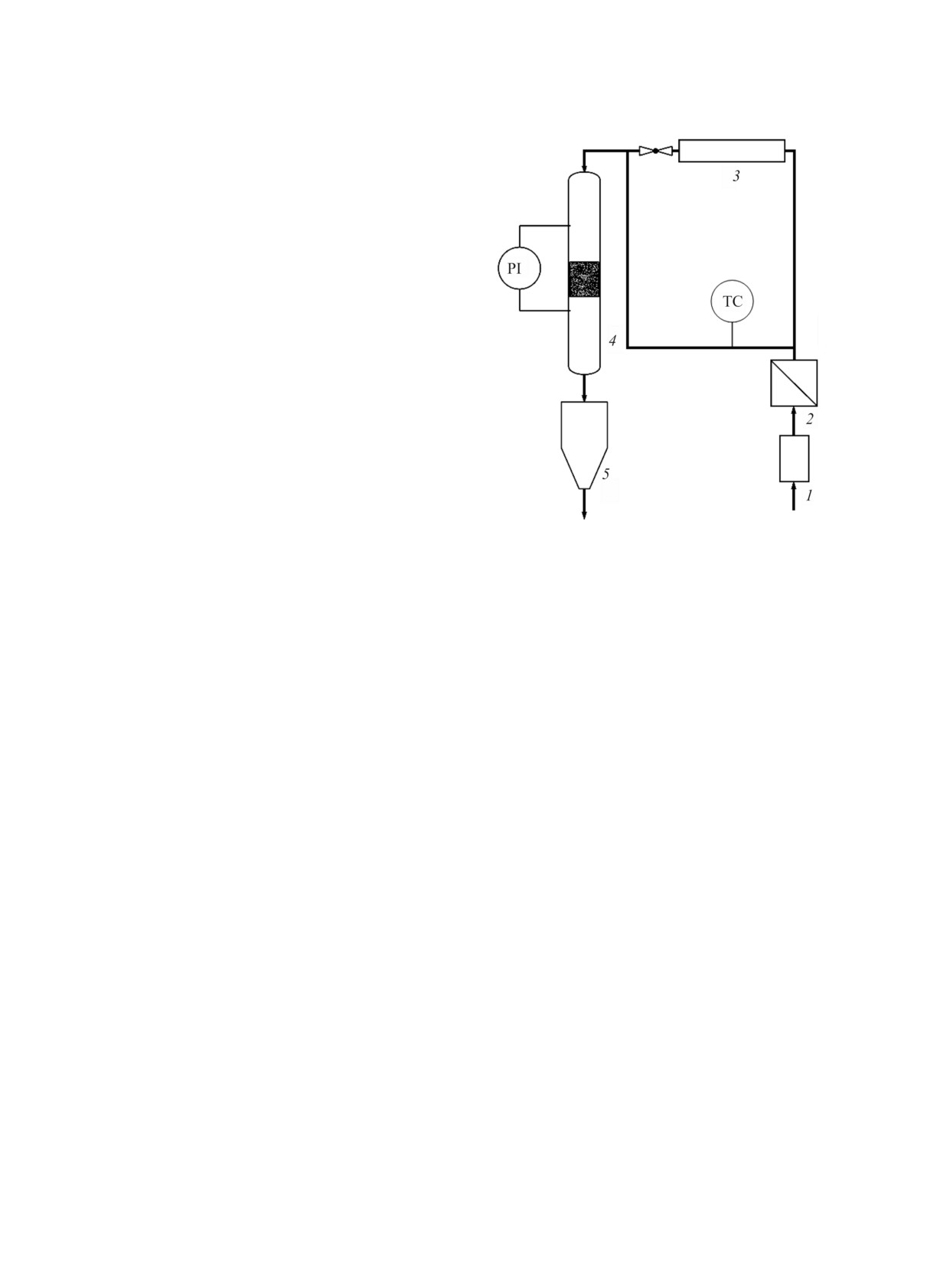
Сравнительные испытания экспериментальных
образцов пеллет и промышленных образцов-ана-
Рис. 2. Принципиальная схема стенда испытаний функ-
логов по их аэродинамическому сопротивлению
циональных свойств пеллет материалов защитного
и способности улавливать механические примеси
слоя: 1 - фильтр воздуха/датчик скорости потока газа;
из газовых потоков были выполнены на аэродина-
2 - воздушный компрессор; 3 - емкость для подачи
мическом стенде, принципиальная схема которого
механических примесей; 4 - аэродинамическая труба;
5 - сепаратор очистки потока от примесей; TC - термо-
представлена на рис. 2.
пара; PI -индикатор перепада давления.
Испытательный стенд во входной части имел
воздушный фильтр, совмещенный с датчиком рас-
хода воздуха (1), и компрессор (2). После компрес-
сии поток воздуха разделялся на две части. Часть
Для оценки фильтрующей способности экс-
потока направляли в емкость с механическими
периментальных образцов и образцов-аналогов
примесями (3) и использовали в качестве подпор-
(способности улавливать механические примеси
ного газа. Подготовленные для испытаний меха-
из газовых потоков) была приготовлена смесь из
нические примеси проталкивались по трубе и под-
SiC, SiO2 и сажевой пыли в массовом соотношении
хватывались основным потоком воздуха. На входе
1.0:1.0:0.3. Размер частиц карбида кремния
-
в аэродинамическую трубу (4) был установлен со-
50 мкм, оксида кремния - 200-500 мкм, углеродной
товый выпрямитель потока. Смешанный с механи-
пыли - <50 мкм.
ческими частицами воздух пропускали через аэро-
динамическую трубу (4) с внутренним диаметром 5
Согласно найденным в литературе данным, в
см с установленным в ней образцом пеллеты, после
промышленных сырьевых потоках распростране-
чего воздух проходил через сепаратор (5) и сбра-
ны частицы размером ~300 мкм [25]; при этом осо-
сывался в атмосферу. Образец пеллеты размещал-
бое внимание уделяется частицам <100 мкм [26].
ся в зоне измерения дифференциального маноме-
Частицы пыли зачастую содержат соединениям
тра (PI) аэродинамической трубы испытательного
алюминия, кремния и углерода [23, 26].
стенда (рис. 2).
Для каждого опыта на испытательном стенде
Процедура тестирования аэродинамического
использовали навеску смеси 30 г (mпримесь.исх), ко-
сопротивления включала последовательное изме-
торую загружали в емкость (3) стенда.
рение перепада давления при различных скоростях
потока воздуха в интервале 10-50 кг/ч с интерва-
Последовательность операций испытаний филь-
лом 10 кг/ч.
трующей способности:
НЕФТЕХИМИЯ том 61 № 6 2021
800
НИКУЛЬШИН и др.
- взвешивание исходного образца пеллеты
20 мм, что обеспечило достаточную степень кор-
(mпеллета);
ректности сопоставления характеристик опытных
- предварительная обработка образца дизель-
и промышленных образцов. Размеры для аддитив-
но изготовленных пеллет были выбраны исходя из
ным топливом (легкая фракция);
размеров имеющихся на руках у авторов коммерче-
- размещение образца пеллеты в аэродинамиче-
ских образцов, с которыми можно провести непо-
ской трубе (4);
средственное сопоставление.
- запуск компрессора со скоростью воздуха
Параметры внутренней структуры пеллет
30 кг/ч;
были подобраны с учетом ограничений техноло-
- подача аэрозоля воздуха с частицами механи-
гии 3D-печати, а именно, того, что минимальный
ческих примесей в аэродинамическую трубу в те-
размер каналов и степень детализации структуры
чение 90 мин до полного расходования навески из
зависят от разрешения принтера, свойств исполь-
емкости (3);
зуемого сырья и особенностей постобработки на-
- выключение компрессора и извлечение образ-
печатанного объекта, в частности, от технической
ца пеллеты из трубы;
возможности полного удаления неотвержденной
- сушка образца при температуре 200°C в тече-
пасты из каналов.
ние 3 ч с целью удаления дизельного топлива;
В виду сложной геометрии каналов планируе-
- взвешивание образца для определения массы
мых к печати пеллет и наличия в пеллетах пере-
уловленных им механических частиц (mпеллета+примесь);
сечений между единичными каналами, что ослож-
- пыль, прошедшую аэродинамическую трубу
няет процесс очистки, для моделирования было
(4) и попавшую в сепаратор (5), взвешивали после
принято значение диаметра канала 2 мм.
испытаний для контроля потерь.
Базовые геометрии каналов (краткое описание
Оценку эффективности улавливания пеллетами
и общий вид), на основе которых были построены
твердых частиц механических примесей проводи-
модели экспериментальных пеллет, представлены
ли по двум комплементарным характеристикам.
в табл. 2.
Степень фильтрации (X, %) определяли по формуле:
Для построения первичных геометрических
моделей пеллет были применены два методоло-
гических подхода. Первый подход заключался в
формировании элементарной ячейки, задающей
структуру каждого слоя модели, и ее копировании
Дополнительно рассчитывали удельную степень
в соответствии с заданным шаблоном. Во втором
фильтрации как количество уловленных частиц на
подходе изначальным объектом построения струк-
единицу объема пустого пространства пеллет:
туры являлся канал, который расставлялся в пло-
скости XY по заданному шаблону; затем из массива
вертикальных каналов выделяли периодическую
ячейку, копированием которой получали протяжен-
где Vпустот - объем пустого пространства пеллеты
ную структуру.
в см3.
Если объем пустот вертикальных каналов слож-
ной формы в общей структуре не достигал 50%,
Компьютерное моделирование
структуру пеллеты дополняли горизонтальными
экспериментальных образцов
каналами диметром 3 мм. Объемы пустот внутрен-
него пространства моделей пеллет защитных мате-
Компьютерное моделирование первичной ге-
ометрии экспериментальных пеллет. Внешние
риалов приведены в табл. 3.
геометрические размеры экспериментальных пел-
Аддитивная печать экспериментальных об-
лет в данной работе были выбраны аналогичными
разцов. Экспериментальные пеллеты материалов
размерам промышленно используемых пеллет-а-
защитного слоя цилиндрической формы с разной
налогов - цилиндры диаметром 50 мм и высотой
геометрией каналов были изготовлены методом ад-
НЕФТЕХИМИЯ том 61 № 6 2021
Р
АЗРАБОТКА ПЕРСПЕКТИВНЫХ МАТЕРИАЛОВ ЗАЩИТНОГО СЛОЯ
801
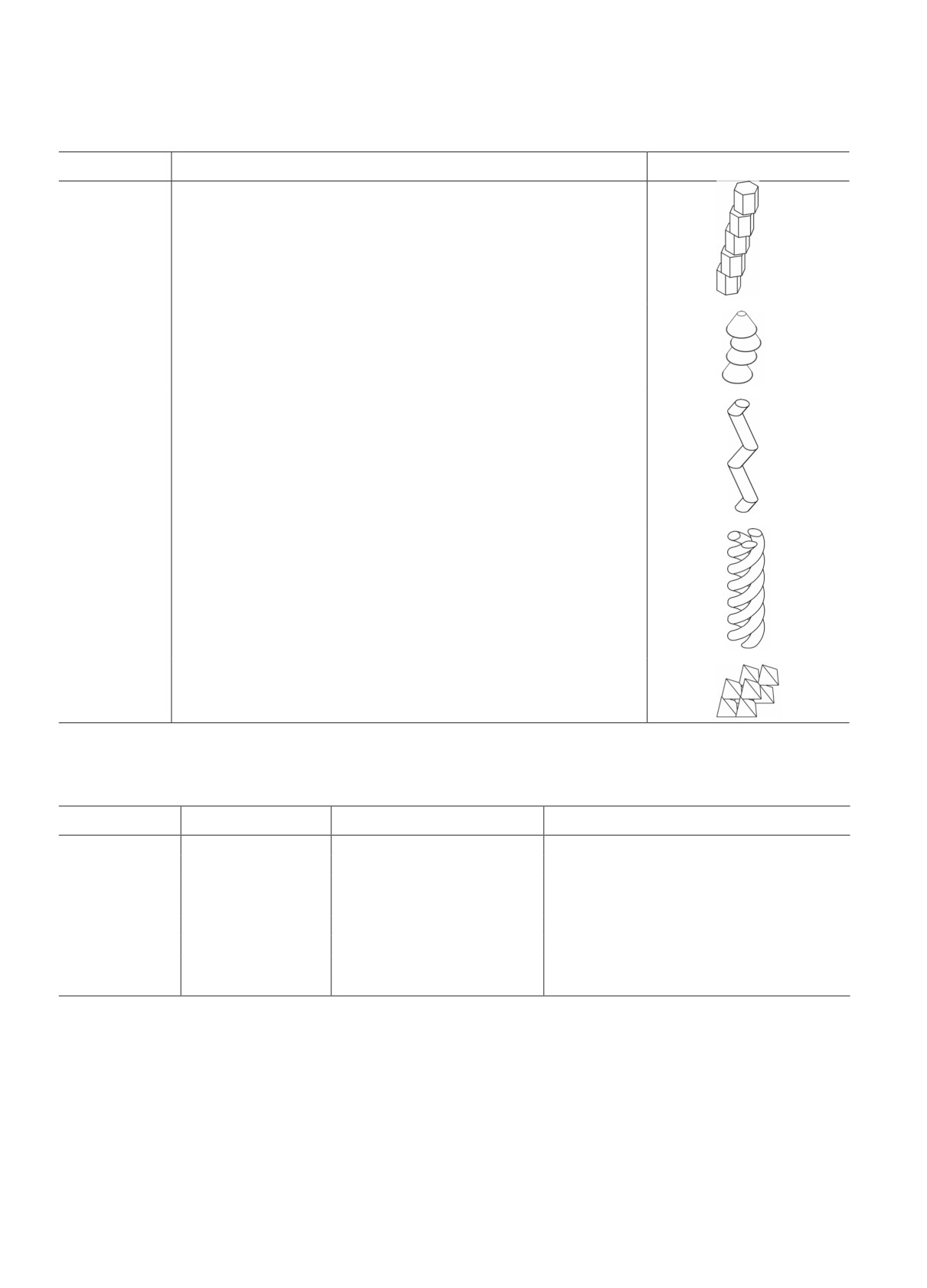
Таблица 2. Первичные модели единичных каналов
Модель
Описание модели
Общий вид
Модель 1
Многослойные соты с гексагональными каналами. Высота каждого
слоя 4 мм и слои смещены друг относительно друга
Модель 2
Вертикальные ряды усеченных конусов, которые смещены друг
относительно друга в плоскости XY. Высота усеченного конуса 4 мм,
диаметр основания 8 мм, меньший диаметр 2 мм
Модель 3
Канал диаметром 2 мм в виде ломанной. Угол изменения направления
канала 45°
Модель 4
Спиральные каналы, закрученные по три вокруг общей оси. Спирали
имеют 1 полный виток на 10 мм высоты
Модель 5
Массив тетраэдров одинакового размера с длиной ребра 3 мм,
соединенных вершинами. Каналы образованы пространством между
тетраэдрами
Таблица 3. Объем пустот, прочность на сжатие и потеря массы при истирании аддитивно изготовленных образцов
пеллет и промышленных образцов-аналогов
Образец
Объем пустот, %
Прочность на сжатие, кгс/см2
Потеря массы при истирании ∆m, г
Модель 1
55.5
1268
0.01
Модель 2
56.4
169
0.01
Модель 3
56.4
477
0.01
Модель 4
53.7
451
0.01
Модель 5
57.9
129
0.01
Аналог 1
89.0
10
0.18
Аналог 2
92.5
11
0.08
Аналог 3
80.0
25
2.70
дитивной печати в соответствии с разработанными
Печать выполняли на платформе 300 × 100 мм по
и адаптированными под технологическое оборудо-
методике производителя 3D-принтера Ceramaker
вание компьютерными моделями (рис. 3). Геометри-
900 из сертифицированной керамической пасты
ческие размеры готовых пеллет: диаметр - 50 мм,
Al2O3 (3DCeram Sinto). Точные значения параме-
высота - 20 мм, толщина внешней стенки - 1 мм.
тров печати (скорость движения механических де-
НЕФТЕХИМИЯ том 61 № 6 2021
802
НИКУЛЬШИН и др.
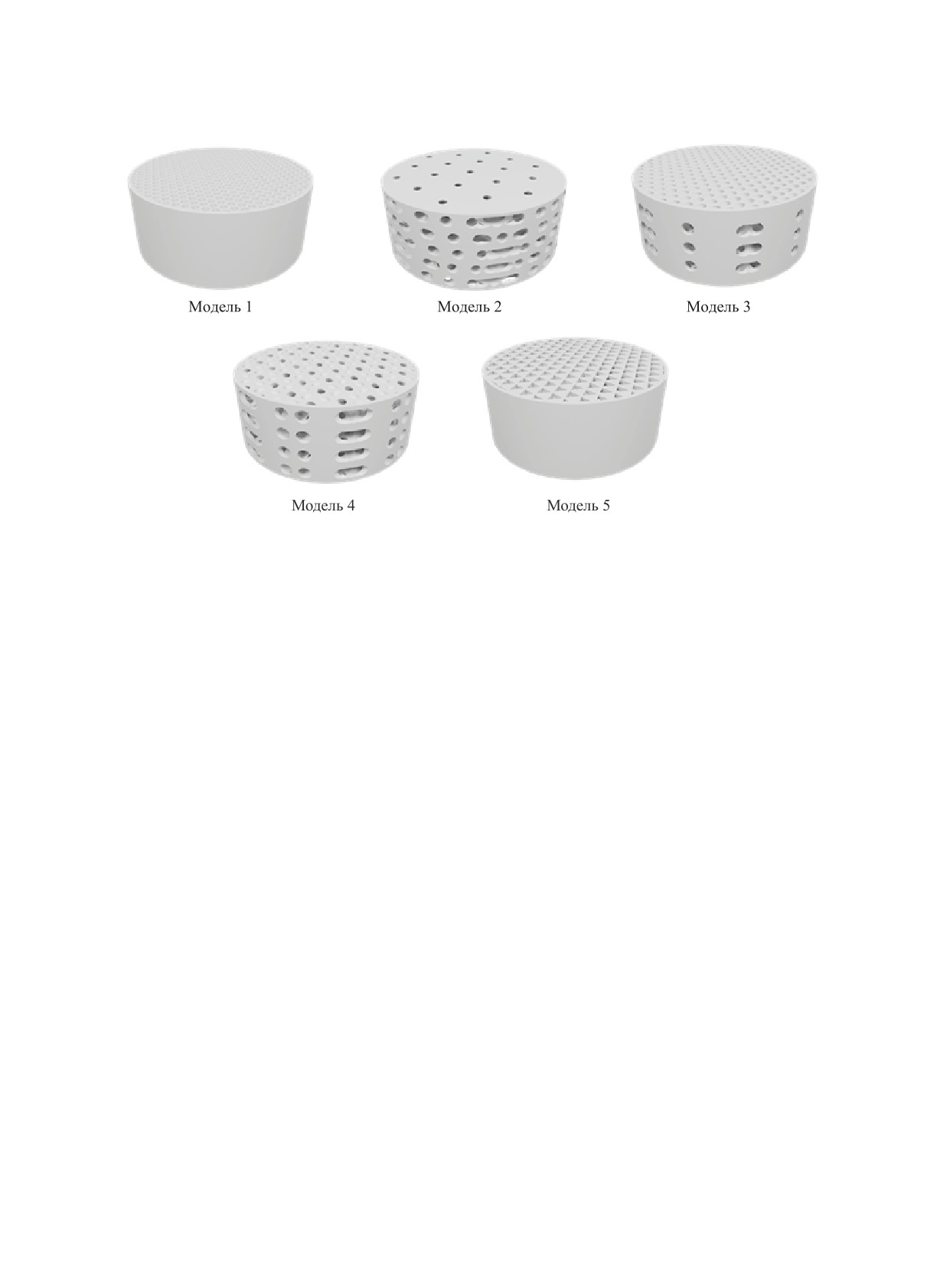
Рис. 3. Экспериментальные компьютерные модели цилиндрических пеллет (d = 50 мм, h = 20 мм) материалов защитного
слоя с внешней боковой стенкой (1 мм) для 3D-печати.
талей, скорость движения и шаблон траектории ла-
Высокая устойчивость экспериментальных об-
зерного луча по полимеризуемой поверхности слоя
разцов к истиранию практически исключает унос
пасты, толщина слоя, и др.) занесены в 3D-принтер
пыли и крошки материала пеллет с технологиче-
производителем оборудования в зашифрованном
ским потоком, тем самым, исключая защитные
виде.
материалы из списка потенциальных источников
дополнительного прироста гидроаэродинамиче-
После окончания печати пеллеты были очище-
ны от неотвержденной пасты, прокалены для уда-
ского сопротивления реакторного оборудования в
процессе эксплуатации.
ления органического связующего и подвергнуты
спеканию.
Запас прочности и высокая износостойкость
новых типов защитных 3D-материалов открывают
перспективу их многократного использования в
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
производственных процессах.
Испытания прочности экспериментальных
Исследования мезопористой структуры ма-
образцов показали, что пеллеты материалов защит-
териалов пеллет показали, что площадь поверх-
ного слоя моделей 1, 3 и 4 выдерживают нагрузку
ности образцов, полученных 3D-печатью, варьи-
на сжатие в 100 кН (максимальную для применен-
руется в диапазоне от 0.32 до 0.35 м2/г (табл. 4).
ного испытательного пресса). Разрушающие тесты
Близкую по величине площадь поверхности имеет
подтвердили высокую механическую прочность
образец-аналог 1. У образцов-аналогов 2 и 3 вели-
аддитивно изготовленных материалов защитного
чина площади поверхности двукратно выше.
слоя. Результаты прочностных испытаний приве-
дены в табл. 3. Сравнительное тестирование про-
Анализ изотермы методами t-plot, α-plot и BJH
мышленных образцов-аналогов показало безуслов-
показывает, что все исследуемые образцы непори-
ное превосходство экспериментальных образцов
стые, как аддитивно изготовленные, так и промыш-
по прочностным характеристикам относительно
ленные, что характерно для керамических матери-
высокопористых ячеистых пеллет (аналоги 1 и 2) и
алов после высокотемпературной обработки. В
сотовых экструдированных пеллет (аналог 3).
данном случае, процесс изготовления как экспери-
НЕФТЕХИМИЯ том 61 № 6 2021
Р
АЗРАБОТКА ПЕРСПЕКТИВНЫХ МАТЕРИАЛОВ ЗАЩИТНОГО СЛОЯ
803
ментальных, так и коммерческих промышленных Таблица
4. Характеристики пористой структуры
пеллет, включал стадию спекания при температу-
экспериментальных образцов и образцов-аналогов
рах выше 1500°C, что объясняет схожесть характе-
Площадь
Образец
Объем пор, см3/г
ристик их пористой структуры.
поверхности, м2/г
Тестирования аэродинамического сопротив-
Модель 1
0.35
0.001
ления аддитивно изготовленных пеллет и коммер-
Модель 2
0.34
0.001
ческих аналогов показали, что представлены в
Модель 3
0.32
0.001
табл. 5. При проведении эксперимента было уста-
Модель 4
0.33
0.001
новлено, что среди всех испытанных образцов
Модель 5
0.33
0.001
наименьший перепад давления имеют пеллеты об-
Аналог 1
0.21
0.001
разца-аналога 3 и модели № 1. Образец-аналог 3
Аналог 2
0.80
0.001
Аналог 3
0.70
0.001
изготовлен экструзией и содержит только прямые
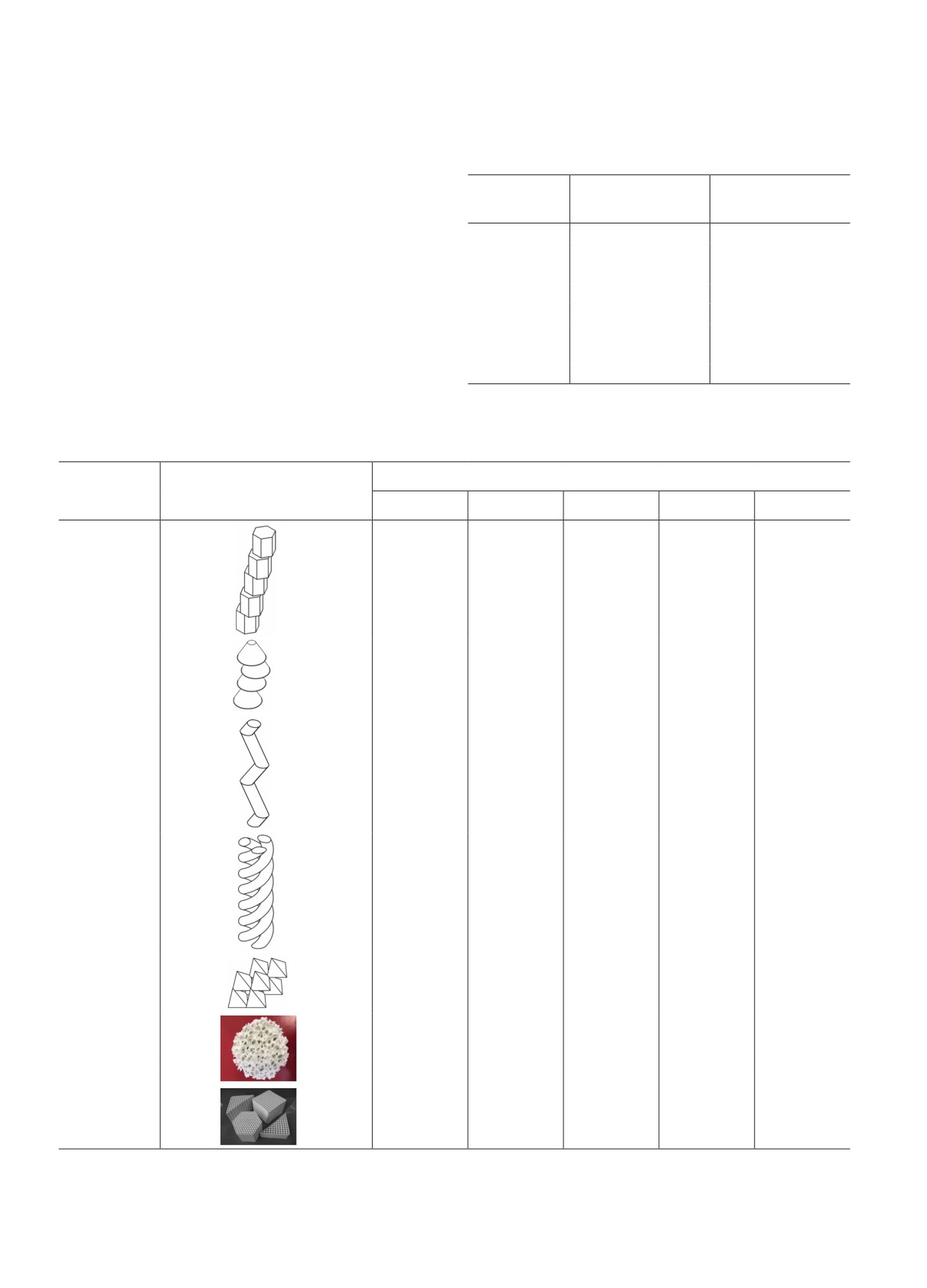
Таблица 5. Перепад давления как характеристика аэро/гидродинамического сопротивления опытных образцов и
образцов-аналогов
Перепад давления, кПа, при расходе потока
Образец
Общий вид каналов/образца
10, кг/ч
20, кг/ч
30, кг/ч
40, кг/ч
50, кг/ч
Модель 1
0.1
0.2
0.3
0.6
0.9
Модель 2
11.1
24.9
41.4
>50
>50
Модель 3
0.2
0.8
1.8
3.1
5.1
Модель 4
1.4
5.6
12.2
18.9
26.4
Модель 5
0.3
1.4
3.2
5.7
9.3
Аналог 1
1.3
5.2
9.9
14.6
18.7
Аналог 2
4.8
9.0
20.7
31.7
44.6
Аналог 3
0.0
0.1
0.3
0.5
0.8
НЕФТЕХИМИЯ том 61 № 6 2021
804
НИКУЛЬШИН и др.
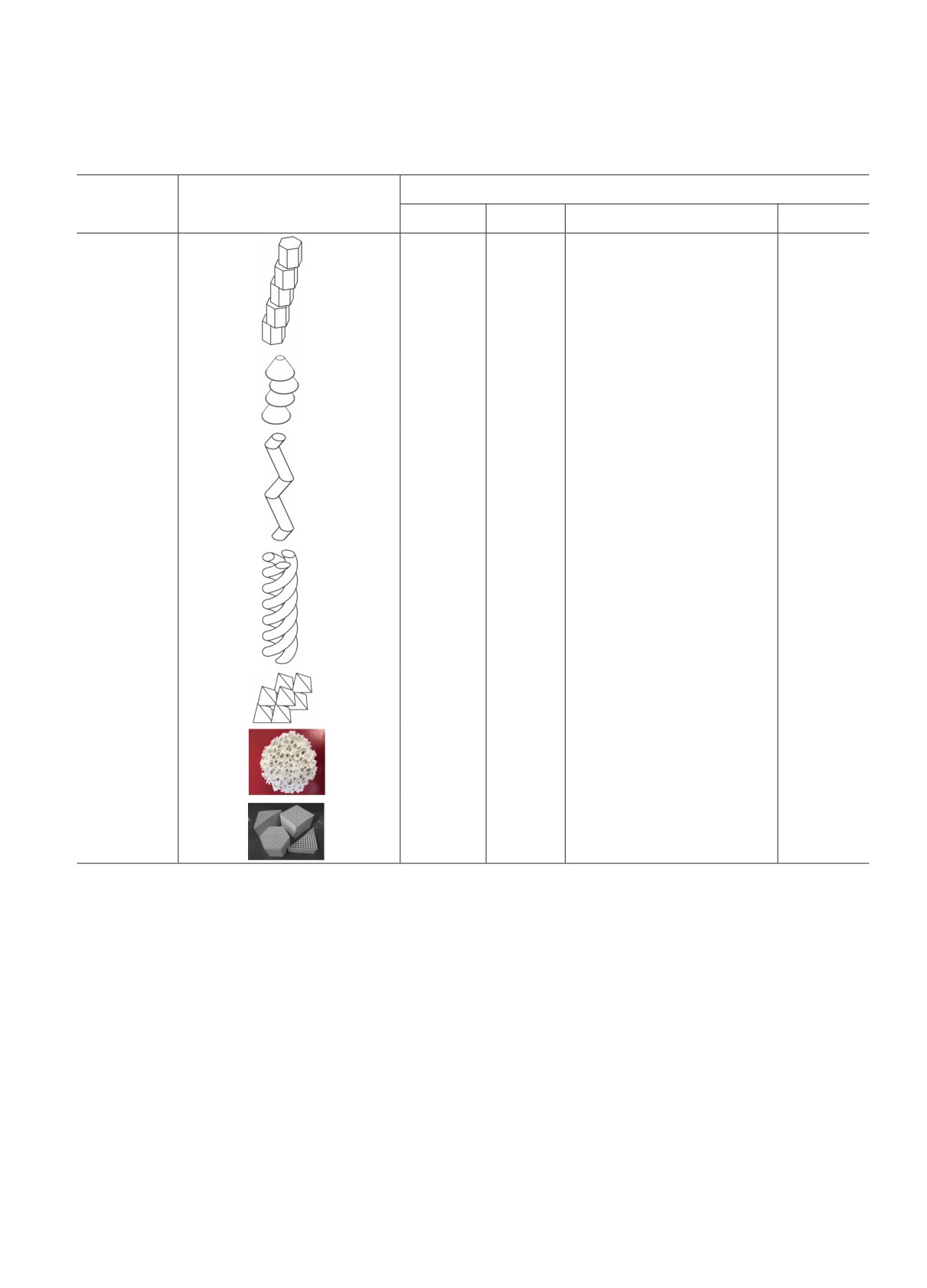
Таблица 6. Характеристики фильтрации (способности улавливать механические примеси из газовых потоков) и
количество уловленных твердых частиц (по методу гравиметрии) экспериментальных образцов и образцов-аналогов
Улавливание примесей
Образец
Общий вид каналов/образца
∆m, г
X, %
∆m/V(пеллет), г/см3
Y, г/см3
Модель 1
2.3
7.6
0.06
0.10
Модель 2
1.2
4.0
0.03
0.05
Модель 3
2.7
8.9
0.07
0.12
Модель 4
2.9
9.5
0.07
0.14
Модель 5
2.4
8.1
0.06
0.11
Аналог 1
4.7
15.7
0.12
0.14
Аналог 2
3.8
12.8
0.10
0.13
Аналог 3
1.1
3.6
0.01
0.05
сквозные каналы высокой проходимости. Пеллета
проходить насквозь с незначительным сопротивле-
модели 1 состоит из слоёв прямых вертикальных
нием.
каналов с небольшим горизонтальным смещени-
Повышенное значение перепада давления в
ем, благодаря чему воздух практически беспрепят-
9.3 кПа при расходе потока 50 кг/ч для модели № 5
ственно проходит сквозь каналы.
обусловлено особенностями структуры, состоя-
В образце 3 перепад давления при скорости воз-
щей из соприкасающихся вершинами тетраэдров,
душного потока 50 кг/ч составляет 5.1 кПа. Пел-
в этом случае движение потока воздуха затруднено
лета модели 3 имеет каналы в форме ломанной с
множественными столкновенями с гранями тетраэдров.
круглым сечением, в которых количество областей
Высокие значения сопротивления (до 26 кПа)
с завихрениями невелико, в них также отсутству-
экспериментально получены для пеллеты модели
ют поперечные перекрытия, что позволяет воздуху
№ 4, каналы которой представляют собой тройные
НЕФТЕХИМИЯ том 61 № 6 2021
Р
АЗРАБОТКА ПЕРСПЕКТИВНЫХ МАТЕРИАЛОВ ЗАЩИТНОГО СЛОЯ
805
спирали. Предположительно, воздушный поток в
разцами-аналогами отечественного и импортного
таких каналах может закручиваться и прижиматься
производства, применяемыми в настоящее время в
к стенкам каналов центробежной силой, что уве-
нефтегазопереработке. Первый опыт изготовления
личивает трение потока о поверхность керамики
методом 3D-печати алюмооксидных керамических
и, как следствие, увеличивает аэродинамическое
пеллет защитных материалов оказался достаточно
сопротивление. Близкие перепады давления зафик-
результативным и показал перспективность приме-
сированы для промышленного образца-аналога 1.
нения аддитивных технологий в этой области.
Высокое сопротивление в коммерческом образце
Было также показано, что аддитивно изготов-
создается перемычками сетчатой структуры.
ленные образцы с выбранной геометрией каналов
Высокая плотность сетчатой структуры об-
менее эффективны в фильтрации механических
разца-аналога 2 приводит к росту сопротивления
примесей, чем образцы-аналоги 1 и 2 с хаотичной
воздушному потоку до 44 кПа. Максимальные зна-
структурой каналов, но гораздо более прочные и
чения перепада давления при тестировании были
устойчивы к истиранию. По совокупности функ-
получены для пеллеты модели № 2 с каналами в
циональных свойств, а именно, по прочности,
виде рядов усеченных конусов, в которых создает-
устойчивости к истиранию, аэродинамическому
ся сильный противоток при ударе потока о гори-
сопротивлению и фильтрующей способности,
зонтальные перегородки - основания конусов.
предпочтительными из представленных в данной
Испытания фильтрующей способности экс-
работе образцов представляются модели 1, 3 и 4.
периментальных образцов и образцов-аналогов
Полученные результаты позволяют выбрать на-
(табл. 6) показали, что при сравнении величины
X образцы-аналоги 1 и 2 улавливают наибольшее
правления дальнейшего развития моделирования
количество пыли. Среди аддитивно изготовленных
и аддитивного изготовления высокоэффективных
пеллет больше всего пыли было уловлено образца-
защитных материалов и катализаторов с заданной
ми 4 и 3. Наименьшее количество пыли было за-
сложной внутренней структурой. На их основе
держано образцом № 2 и образцом-аналогом № 3.
авторами планируются улучшения в геометрии и
методе изготовления фильтров. В частности, по-
С целью лучшего сопоставления влияния гео-
скольку прочность аддитивно изготовленных пел-
метрии каналов пеллет на фильтрацию, была вве-
дена и сопоставлена величина Y. Аддитивно из-
лет значительно превосходит аналоги, планируется
готовленные образцы, с учетом меньшего объёма
развитие свободного объема и пористости пеллет
их внутренних пустот, демонстрируют результаты,
за счет снижения избыточной прочности.
сопоставимые с коммерческими образцами-анало-
Сфера применения инновационных защитных
гами 1 и 2. Образцы моделей 1, 3, 4 и 5 способ-
материалов не ограничивается использованием в
ны улавливать механические примеси лучше, чем
каталитических реакторах нефтегазопереработки,
коммерческий образец-аналог 3, произведенный по
а может быть расширена на металлургическую от-
технологии экструзии.
расль, водоочистку, газоподготовку и пр.
Малоэффективными в тестовых испытаниях
оказались опытный образец модели 2 с каналами
ИНФОРМАЦИЯ ОБ АВТОРАХ
в форме вертикальных рядов сонаправленных усе-
ченных конусов и образец-аналог 3 с прямыми ка-
Никульшин Павел Анатольевич, д.х.н., Web of
налами треугольного сечения.
Science ResearcherID D-5952-2014, ORCID: https://
orcid.org/0000-0002-3243-7835
ВЫВОДЫ
Дорохов Виктор Сергеевич, к.х.н., Web of
Science ResearcherID E-8474-2014, Российский
Выполненные сравнительные испытания меха-
индекс научного цитирования AuthorID 746854,
нических и функциональных свойств эксперимен-
тальных образцов пеллет материалов защитного
слоя, полученных 3D-печатью, показали ряд их
Овсиенко Ольга Леонидовна, д.т.н., Scopus
преимуществ по сравнению с промышленными об-
AuthorID 6504340501
НЕФТЕХИМИЯ том 61 № 6 2021
806
НИКУЛЬШИН и др.
Рогозина Марина Викторовна, к.ф-м.н., Web of
9.
Эскиндаров М.А., Масленников В.В., Масленников О.В.
Science ResearcherID K-8622-2013, ORCID: https://
Риски и шансы цифровой экономики в России // Фи-
orcid.org/0000-0001-5271-7810
нансы: Теория и Практика. 2019. Т. 23. № 5. С. 6-17.
Аникеев Никита Андреевич, к.ф-м.н., Рос-
10.
Hull C.W. Apparatus for production of three-dimensional
objects by stereolithography // Patent USА № 4575330A.
сийский индекс научного цитирования AuthorID
1984.
739082
11.
Ngo T.D., Kashani A., Imbalzano G., Nguyen K.T.Q.,
Сидельников Иван Владимирович, Российский
Hui D. Additive manufacturing (3D printing): A review
индекс научного цитирования AuthorID: 1122894
of materials, methods, applications and challenges //
Чугунов Святослав Сергеевич, Ph.D., Web of
Compos. Part B Eng. 2018. V. 143. P. 172-196. https://
Science ResearcherID AAJ-5585-2021, ORCID:
doi.org/10.1016/j.compositesb.2018.02.012
12.
Chen Z., Li Z., Li J., Liu C., Lao C., Fu Y., Liu C., Li Y.,
Wang P., He Y. 3D printing of ceramics: A review // J.
КОНФЛИКТ ИНТЕРЕСОВ
Eur. Ceram. Soc. 2019. V. 39. № 4. P. 661-687. https://
Авторы заявляют об отсутствии конфликта
doi.org/10.1016/j.jeurceramsoc.2018.11.013
интересов, требующего раскрытия в данной статье.
13.
Sachs E., Cima M., Cornie J. Three-Dimensional
Printing: Rapid Tooling and Prototypes Directly from a
CAD Model // CIRP Ann. 1990. V. 39. № 1. P. 201-204.
СПИСОК ЛИТЕРАТУРЫ
1.
Мальцева О.В. Развитие мирового рынка 3D-прин-
14.
Woodson T., Alcantara J.T., do Nascimento M.S. Is 3D
теров // Российский внешнеэкономический вестник.
printing an inclusive innovation?: An examination of 3D
2018. № 9. С. 88-97.
printing in Brazil // Technovation. 2019. V. 80-81. P. 54-
2.
Зубков А. Третья промышленная революция. Адди-
тивные технологии 3D-печати в наукоемких отраслях
15.
Shahrubudin N., Lee T.C., Ramlan R. An overview on
промышленности // Технологии в электронной про-
3D printing technology: Technological, materials, and
мышленности. 2015. № 7. С. 73-78.
applications // Procedia Manuf. 2019. V. 35. P. 1286-
3.
Карпова Т. О развитии аддитивных технологий //
Аддитивный технологии. 2018. № 3. С. 12-13.
16.
Wever U., Vitoux D., Gavranovic S., Hartmann D.
4.
Hwa L.C., Rajoo S., Noor A.M., Ahmad N., Uday M.B.
Method, assistance system and 3d-printer for computer-
Recent advances in 3D printing of porous ceramics:
aided design of objects for additive manufacturing //
A review // Curr. Opin. Solid State Mater. Sci. 2017.
Patent USA № 20190137974A1. 2017.
17.
Grand designs: how 3D printing could change our world /
cossms.2017.08.002
5.
Кудрявцева С.С., Карташов К.В. Роль аддитивных
shell.com/inside-energy/how-3d-printing-is-changing-
производственных технологий в системе открытых
the-world.html (дата проверки: 07.04.2021).
инноваций // Управление устойчивым развитием.
18.
3D Printing in the Oil and Gas Industry | GE Additive
2019. Т. 5. № 24. С. 24-29.
6.
Макарова Е.В., Агеева Е.С., Бучнева А.Г., Музале-
additive/additive-manufacturing/industries/oil-gas (дата
ва М.А. Предпосылки развития 3D индустрии в Рос-
проверки: 07.04.2021).
сии и мире // Молодой ученый. 2016. Т. 28. С. 35-37.
19.
Ceramic 3D printing: additive manufacturing | Johnson
7.
Конников Е.А. Экономические аспекты конверсии
производственных технологий // Молодой ученый.
com/en/products-and-services/precious-metal-products/
2015. Т. 15. С. 385-391.
ceramic-additive-manufacturing (дата проверки:
8.
Дресвянников В.А., Страхов Е.П. Рынки и инфра-
07.04.2021).
структура аддитивного производства и сбыта про-
20.
Coupland D.R., Phillips J.D., Winfield S. Catalyst
дукции // Теоретическая экономика. 2018. Т. 2.
manufacturing method // Patent USA.GB № 2536530A.
№ 44. С. 73-80.
2015.
НЕФТЕХИМИЯ том 61 № 6 2021
Р
АЗРАБОТКА ПЕРСПЕКТИВНЫХ МАТЕРИАЛОВ ЗАЩИТНОГО СЛОЯ
807
21. Coupland D.R. Catalyst shaped unit and method of its
24. FreeCAD: Your own 3D parametric modeler [Электрон-
manufacture // Patent USA ЕP № 2752244A1. 2011.
22. Losic D., Lillo M., Losic D. Jr. Porous Alumina with
проверки: 07.04.2021).
shaped pore geometries and complex pore architectures
25. Купавых В.А., Мерзляков В.Ф., Валеев М.Д., Лысен-
fabricated by cyclic anodization // Small. 2009. V. 5.
ков А.В. Гранулометрический анализ механических
smll.200801645
примесей в продукции нефтяных скважин и техно-
логия их фильтрации // Нефтегазовое дело. 2016.
23. Овсиенко О.Л., Дорохов В.С., Гусева А.И., Кривору-
ченко Д.С., Пугачёва Л.В., Сидельников И.В., Никуль-
Т. 14. № 1. С. 74-79.
шин П.А. Физико-химические и функциональные
26. Khan Wardag A.R., Hamidipour M., Schubert M.,
характеристики материалов и катализаторов защит-
Edouard D., Larachi F. Filtration and Catalytic Reaction
ных слоев гетерогенных процессов гидроочистки. I.
in Trickle Beds: The Use of Solid Foam Guard Beds To
Материалы активной фильтрации (МАФ) // Катализ
в промышленности. 2019. Т. 19. № 4. С. 316-328.
Mitigate Fines Plugging // Ind. Eng. Chem. Res. 2012.
НЕФТЕХИМИЯ том 61 № 6 2021