НЕФТЕХИМИЯ, 2023, том 63, № 2, с. 250-261
УДК 544.478.02, 544.478.1, 544.478.01, 544.478.41, 544.478.42
ОСОБЕННОСТИ ПРОТЕКАНИЯ ПРОЦЕССА ДЕГИДРИРОВАНИЯ
ЭТИЛБЕНЗОЛА В СТИРОЛ НА ПОРИСТЫХ КЕРАМИЧЕСКИХ
КОНВЕРТЕРАХ, СОДЕРЖАЩИХ РЕНИЙ И ВОЛЬФРАМ
© 2023 г. А. С. Федотов1,*, Д. Ю. Грачёв1, Р. А. Багдатов1, М. В. Цодиков1,
В. И. Уваров2, Р. Д. Капустин2, С. Поль3, Ф. Дюменьиль3
1 Институт нефтехимического синтеза им. А. В. Топчиева РАН, Москва, 119991 Россия
2 Институт структурной макрокинетики и проблем материаловедения РАН,
Черноголовка Московской обл., 142432 Россия
3 Universita. Lille, CNRS, Centrale Lille, Univ. Artois, UMR 8181 - UCCS - Unité de Catalyse et Chimie du Solide,
F-59000 Lille, France
*Е-mail: alexey.fedotov@ips.ac.ru
Поступила в редакцию 26 ноября 2021 г.
После доработки 12 марта 2023 г.
Принята к публикации 12 мая 2023 г.
С применением самораспространяющегося высокотемпературного синтеза и золь-гель метода раз-
работаны пористые керамические конвертеры трубчатой конфигурации, содержащие моно- и би-
компонентные каталитические системы на основе рения и вольфрама. Данные конвертеры были
испытаны в процессе дегидрирования этилбензола в стирол. В результате проведенных исследо-
ваний установлено, что монокомпонентный вольфрамовый конвертер обладает оптимальными
свойствами в ряду изученных образцов, что выражается в повышенной эффективности получения
целевого продукта. Показано, что в температурном диапазоне 550-600°С выход стирола достигал
~15 мас. % при максимальной производительности ~ 22 г/(ч·дм3), при этом зауглероживание образца за
~ 6 ч эксперимента не превышала ~ 5 мас. %.
Ключевые слова: гетерогенный катализ; пористые конвертеры; рений; вольфрам; самораспространяю-
щийся высокотемпературный синтез; золь-гель метод; дегидрирование; этилбензол; мономеры; стирол
DOI: 10.31857/S0028242123020090, EDN: HKTGKM
Используемые сокращения:
В настоящее время мировое производство стирола
составляет более 36 млн т/год [5, 6].
ЭТБ - этилбензол;
Основной способ промышленного производства
АМС - альфа-метилстирол;
стирола (ок. 85%) с 30-х гг. 20 в. и до настоящего
СВС - самораспространяющийся высокотемпе-
времени заключается в дегидрировании ЭТБ на же-
ратурный синтез;
лезнооксидных катализаторах [7-11]:
ЗГ - золь-гель метод;
УВ - углеводороды.
CH3
CH2
Как известно, стирол является важнейшим
+ H2.
(1)
мономером, используемым для получения мно-
гочисленных видов полимеров, таких как поли-
стирол, пенопласт, модифицированные стиролом
Реакция дегидрирования ЭТБ по своей приро-
полиэфиры, АБС (сополимер акрилонитрил-бута-
де эндотермическая (ΔH = 124 кДж) и протекает
диен-стирол) и САН (стирол-акрилонитрил) [1-4].
с увеличением объема [12]. Кажущаяся энергия
250
ОСОБЕННОСТИ ПРОТЕКАНИЯ ПРОЦЕССА ДЕГИДРИРОВАНИЯ ЭТИЛБЕНЗОЛА
251
активации процесса дегидрирования довольно вы-
сока и равна 152 кДж/моль, поэтому его осущест-
вляют при температуре около 600°С [9, 10]. Со-
гласно принципу Ле Шателье-Брауна, повышению
конверсии ЭТБ также способствует снижение его
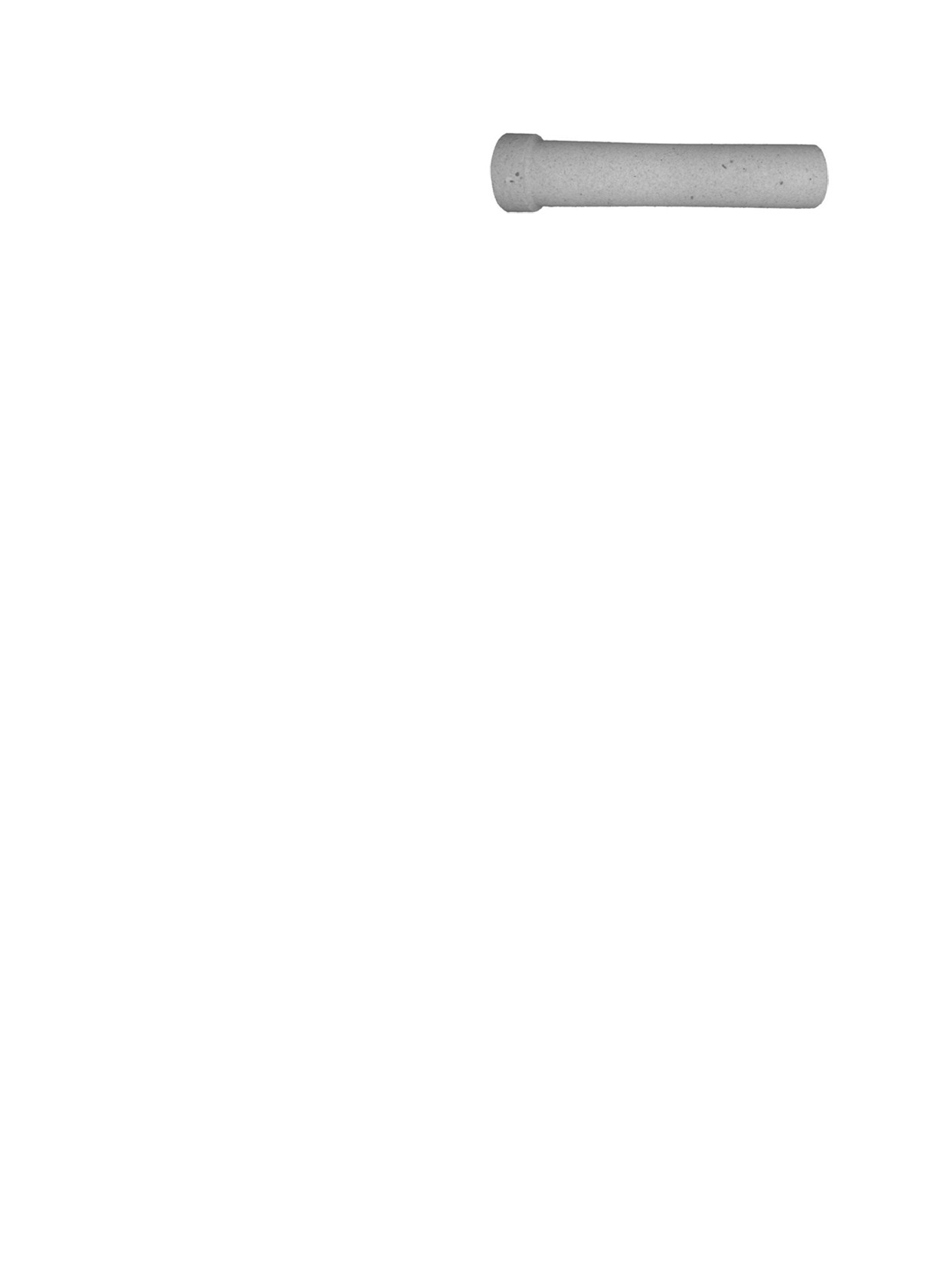
Рис. 1. Вид пористого керамического конвертера труб-
исходного парциального давления. С этой целью в
чатой конфигурации.
заводских условиях процесс проводят при разбав-
лении ЭТБ водяным паром в мольном соотноше-
нии H2O : ЭТБ = (15-17) : 1 при сохранении общего
как ранее полученными данными, так и литера-
давления, близкого к атмосферному [13, 14].
турными сведениями, описывающими их высокую
Главная проблема промышленного синтеза сти-
активность и селективность в реакциях различных
рола заключается в том, что он сопровождается
УВ [32-35].
многочисленными побочными реакциями обра-
Целью данной работы - изучение зависимости
зования продуктов превращения ЭТБ, таких как
интенсивности протекания процесса дегидрирова-
толуол, бензол, этан, метан и оксиды углерода, су-
ния ЭТБ в стирол от способа формирования ката-
щественно снижающих производительность уста-
литического конвертора и его состава
новок по его получению и усложняющих стадию
последующей очистки [15]. Поэтому основные за-
дачи по интенсификации процесса дегидрирования
ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
ЭТБ в стирол заключаются в усовершенствовании
используемых катализаторов и оптимизации техно-
Объекты исследования
логических параметров и конструкций существую-
Объекты исследования в настоящей работе
щих аппаратов. Изучению этих путей посвящено
представлены пористыми керамическими конвер-
большое количество работ, однако практические
терами трубчатой конфигурации, полученными
возможности предложенных на данный момент ре-
комбинацией СВС и золь-гель метода. Катализато-
шений весьма ограничены [16-29].
ры - моно- и бикомпонентные системы, содержа-
Разработка малогабаритных каталитических
щие рений и вольфрам, способы введения которых
мембранных реакторов кассетного типа на основе
подробно описаны в [31].
пористых керамических конвертеров, получаемых
Согласно рис. 1, конвертеры представляют со-
с применением СВС и золь-гель метода, может
бой полые керамические цилиндры с пористыми
стать перспективным способом повышения эффек-
газопроницаемыми стенками, которые с одной
тивности существующих процессов синтеза стиро-
стороны имеют выступающую шляпку для закре-
ла. В основе принципа интенсификации химиче-
пления в специально изготовленном реакторе по-
ских превращений, протекающих в каналах таких
средством прижимной гайки, а с другой - плотную
конвертеров, лежит уменьшение их общей энерге-
заглушку, предотвращающую проскок реагента
тики за счет улучшенного тепло- и массопереноса
мимо стенок [36]. В основе принципа работы кон-
молекул субстрата, по сравнению с традиционными
вертера лежит массоперенос молекул реагента от
гранулированными катализаторами, обладающими
наружной стенки к внутренней через развитую
значительно меньшей активной поверхностью, что
сеть извилистых каталитических каналов.
не раз подтверждалось в ранее проведенных иссле-
дованиях [30, 31].
Основные параметры конвертера: общая длина
~115 мм; длина рабочей зоны (расстояние от кре-
В настоящей публикации представлены резуль-
пежной шляпки до заглушки) ~97 мм; внешний
таты по изучению особенностей протекания про-
диаметр трубки ~25 мм; толщина стенки ~7 мм;
цесса дегидрирования ЭТБ в стирол в каталитиче-
рабочий объем ~0.04 дм3; диаметр открытых пор
ских каналах пористых керамических конвертеров,
1-3 мкм; пористость более 50%.
модифицированных моно- и бикомпонентными
каталитическими системами, содержащими рений
В табл. 1 и табл. 2 приведены данные по соста-
и вольфрам. Выбор этих компонентов обусловлен
вам полученных образцов.
НЕФТЕХИМИЯ том 63 № 2 2023
252
ФЕДОТОВ и др.
Таблица 1. Содержание компонентов образцов, полученных методом СВС, мас. %
№
Обозначение образца
MgO
SiC
SiO2
Re2O7
WO3
α-Al2O3
Масса образца, г
1
Подложка
3.10
6.20
3.10
-
-
87.60
94.78
2
Re-W (СВС)
2.98
5.96
2.98
1.92
1.92
84.23
101.11
Таблица 2. Содержание компонентов в образцах, полученных модификацией подложек каталитическими компонен-
тами с применением золь-гель метода, мас. %
№
Обозначение образца
K2O
CeO2
Re2O7
WO3
γ-Al2O3
Подложка
Масса образца, г
3
Re
0.16
0.04
0.03
-
4.18
95.60
120.14
4
W
0.06
0.05
-
0.05
4.25
95.58
101.23
5
Re-W (разд.)
0.05
0.01
0.05
0.05
4.86
94.98
114.46
6
Re-W (совм.)
0.06
0.02
0.17
0.10
5.06
94.59
109.77
Образец № 1, далее именуемый подложкой, по-
тического мембранного реактора. Устройство этого
лучен методом СВС и преимущественно состоит
реактора и лабораторного испытательного стенда,
из корунда (α-Al2O3) с цементирующими добавка-
равно как и методика проведения экспериментов,
ми оксида магния и карбида кремния. В результате
подробно изложены в [31].
модификации таких подложек моно- и бикомпо-
нентными каталитическими системами на основе
Условия эксперимента
рения и вольфрама с использованием золь-гель
Условия проведения экспериментов подби-
метода, были получены образцы № 3-6. В них бу-
рали на основании ранее полученных опытных
ферный слой γ-Al2O3 формировали для увеличения
оптимальных данных, приведенных в литератур-
удельной поверхности конвертера, а оксиды калия
ных источниках, и равновесных значений пара-
и церия наносили для уменьшения кислотности по-
метров реакции дегидрирования ЭТБ в стирол
верхности с целью снижения доли побочных реак-
[28, 34-36]. Субстрат - ЭТБ (98%, «Sigma Aldrich»);
ций крекинга, протекающих при дегидрировании
разбавитель - дистиллированная вода; отношение
УВ и приводящих к быстрому закоксовыванию по-
H2O : ЭТБ = 14 моль/моль; скорость подачи сырья
верхности катализатора [31, 33]. Все компоненты
WЭТБ = 0.1 мл/мин, WH2O = 0.2 мл/мин. Температура
вносили до состояния предельного насыщения по-
эксперимента Т = 500-750°С; время подачи сырья
ристой структуры конвертера маточными раство-
на каждую температурную точку - 30 мин; общее
рами, содержание компонентов в которых для каж-
время каждого эксперимента - 180 мин.
дого случая индивидуально и разнится от одного
образца к другому.
Образец № 2 отличается от образца № 1 до-
Методика анализа продуктов реакции
полнительным внесением рения и вольфрама в
Содержание водорода, оксидов углерода и
исходную шихту (раздельное или совместное соо-
метана в продуктах реакции определяли мето-
саждение из раствора) перед ее спеканием в про-
дом газовой хроматографии на хроматографе
цессе приготовления конвертера методом СВС, в
«КристалЛюкс-4000М»
(«Мета-хром», Россия),
результате чего данные каталитические компонен-
детектор - катарометр, газ-носитель - аргон высо-
ты становятся частью пористой структуры такого
кой чистоты (99,998%, ГОСТ 10157-79) с расходом
конвертера.
10 мл/мин. Адсорбционная насадочная колонка
Каталитическую активность полученных кон-
1 м × 3 мм, наполнитель колонки - активированный
вертеров изучали в процессе дегидрирования ЭТБ
уголь марки СКТ, размер частиц 0.2-0.3 мм; темпе-
в стирол с использованием оригинального катали-
ратура колонки, детектора и испарителя - 120°С.
НЕФТЕХИМИЯ том 63 № 2 2023
ОСОБЕННОСТИ ПРОТЕКАНИЯ ПРОЦЕССА ДЕГИДРИРОВАНИЯ ЭТИЛБЕНЗОЛА
253
Концентрации газов находили по калибровоч-
где mпрод - масса выгруженного жидкого продукта
ным кривым с использованием специализирован-
реакции, г; mЭТБпод - суммарная масса поданного
ного программного обеспечения NetChrom v2.1.
ЭТБ, г; CЭТБпрод - концентрация ЭТБ в продуктах
реакции, мас. доля.
Углеводородные газы С1-С5 идентифициро-
вали на хроматографе
«КристалЛюкс-4000М»
Выход стирола на поданный ЭТБ, мас. %:
(«Мета-хром», Россия) с применением пламенно-
ионизационного детектора (ПИД), газ-носитель -
(3)
гелий (ТУ 0271-001-45905715-02). Были установ-
лены следующие расходы газов: гелий - 30 мл/мин;
водород - 35 мл/мин; воздух - 300 мл/мин. Для
где Cстирол - концентрация стирола в продуктах
анализа использовали хроматографическую колон-
реакции, мас. доля.
ку HP-PLOT/Al2O3 («Agilent Technologies», США),
Выход стирола в расчете на превращенный ЭТБ
50 м × 0.32 мм, толщина пленки 8.0 мкм. Темпе-
(селективность по стиролу), мас. %:
ратура колонки составляла 120, детектора - 230,
испарителя
-
250°C. Концентрации продуктов
(4)
определяли по калибровочным кривым с помощью
специализированного программного обеспечения
NetChrom v2.1.
где XЭТБ - конверсия ЭТБ, мас. доля.
Жидкие органические продукты реакции иден-
Доля стирола относительно побочных жидких
тифицировали методами ГХ-МС и ГЖХ. Ана-
продуктов, мас. %:
лиз ГХ-МС проводили с использованием хрома-
то-масс-спектрометра «Thermo Focus DSQ II» с
квадрупольным масс-анализатором, энергия элек-
(5)
тронов 70 эВ. Напряжение на электронном умно-
жителе составляло 1244 В. Температура источни-
ков ионов 280°С. Температура интерфейса - 280°С.
В качестве главного сравнительного критерия
Детектирование проводили в режиме регистрации
оценки эффективности работы конвертеров вы-
полного ионного тока SIM (Selected Ion Monitoring).
брали производительность стирола, получаемую с
Анализ ГЖХ осуществляли на хроматографе
единицы рабочего объема образца, ввиду большей
«Varian 3600» («Varian Chromatography System»,
объективности данного параметра по сравнению с
США),
ПИД,
капиллярная
колонка
вариантом расчета на грамм активного компонен-
«Хромтэк SE-30», 25 м × 0.25 мм, Df = 0.33 мкм.
та, ибо геометрические размеры и газотранспорт-
Температурный режим: 50°С (5 мин), 10°C/мин,
ные характеристики всех полученных трубок стан-
280°С, Тинж = 250°С, Ринж = 1 бар, деление потока
дартизированы и потому незначительно разнятся
1/200, газ-носитель - гелий (ТУ 0271-001- 5905715-02).
между собой, в то время как их массы и составы
заметно отличаются. Все дело в том, что специ-
фика синтеза образцов крайне затрудняет оценку
Методика расчетов
доли каталитических компонентов, пошедших на
Уравнения расчета основных характеристик
формирование активной поверхности стенок ка-
процесса дегидрирования ЭТБ в стирол (уравне-
налов конвертеров. Кроме того, особой проблемой
ния (2)-(7) приведены ниже).
для проведения такого рода расчетов является по-
Конверсия ЭТБ (мас. %):
нимание степени влияния каждого отдельного ком-
понента (или же их композиций) на интенсивность
протекания реакций. Таким образом, конвертер
рассматривается здесь не как набор независимых
активных частиц, а как целостная система, объе-
(2)
диняющая в себе структурную и каталитическую
составляющие.
НЕФТЕХИМИЯ том 63 № 2 2023
254
ФЕДОТОВ и др.
Таблица 3. Основные выходные параметры процесса дегидрирования ЭТБ в стирол на конвертерах различного
состава
№ 1, Подложка
№ 4, W
Т,
XЭТБ,
yстирол,
Sстирол,
Rстирол,
ρстирол,
Δρстирол,
XЭТБ,
yстирол,
Sстирол,
Rстирол,
ρстирол,
Δρстирол,
°C
мас. %
мас. %
мас. %
мас. %
г/(ч·дм3)
х-раз
мас. %
мас. %
мас. %
мас. %
г/(ч·дм3)
х-раз
500
50.32
0.32
0.64
100.00
0.47
42.03
2.11
5.03
100.00
3.14
6.61
550
59.09
1.63
2.76
72.28
2.39
51.50
12.03
23.37
100.00
17.63
7.37
600
76.32
7.32
9.59
62.30
10.72
71.73
15.25
21.26
67.86
22.33
2.08
650
91.42
11.38
12.44
60.40
16.66
94.54
12.58
13.31
44.70
18.43
1.11
700
98.16
5.46
5.56
30.62
7.99
100.00
0.00
0.00
0.00
0.00
0.00
750
99.62
1.40
1.41
13.45
2.05
100.00
0.00
0.00
0.00
0.00
0.00
№ 2, Re-W (СВС)
№ 5, Re-W (разд.)
500
22.71
1.08
4.76
100.00
1.58
3.33
35.46
1.19
3.37
18.16
1.75
3.68
550
28.12
3.12
11.09
95.84
4.57
1.88
44.32
3.33
7.51
40.00
4.87
2.01
600
46.45
12.59
27.11
73.90
18.45
1.70
64.90
12.62
19.45
75.51
18.49
1.70
650
77.55
15.68
20.22
49.57
22.97
1.36
94.87
13.74
14.49
44.74
20.13
1.19
700
94.25
12.51
13.27
44.31
18.32
2.26
99.56
8.99
9.03
48.47
13.17
1.62
750
100.00
0.00
0.00
0.00
0.00
0.00
99.99
0.32
0.32
15.40
0.47
0.23
№ 3, Re
№ 6, Re-W (совм.)
500
14.49
2.91
20.09
62.96
4.26
8.97
48.69
6.12
12.57
71.00
8.96
18.85
550
39.68
4.97
12.53
78.86
7.28
3.00
65.39
5.27
8.07
59.74
7.72
3.19
600
97.18
0.41
0.42
78.62
0.59
0.05
100.00
0.00
0.00
0.00
0.00
0.00
650
100.00
0.00
0.00
0.00
0.00
0.00
100.00
0.00
0.00
0.00
0.00
0.00
700
100.00
0.00
0.00
0.00
0.00
0.00
100.00
0.00
0.00
0.00
0.00
0.00
750
100.00
0.00
0.00
0.00
0.00
0.00
100.00
0.00
0.00
0.00
0.00
0.00
Производительность по стиролу, г/(ч·дм3):
Методика расчетов приведенных равновесных
параметров реакции дегидрирования ЭТБ в стирол
подробно описана в [31].
(6)
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
где Vконв - рабочий объем конвертера,
дм3;
tподачи сырья
- время подачи сырья, мин.
Чистота эксперимента была обеспечена предва-
Прирост производительности по стиролу от-
рительным осуществлением холостых опытов, суть
носительно подложки Δρстирол - величина, при-
которых заключалась в проведении реакции деги-
веденная для сравнения производительности на
дрирования ЭТБ в стирол в незагруженном реак-
рассматриваемом образце, с производительностью
торе объемом 0.2 дм3, изготовленном из жаропроч-
на немодифицированной подложке (образец № 1),
ной высоколегированной стали марки 20Х23Н18, и
принятой за эталон, x-раз:
в том же реакторе, но уже с установленной немо-
дифицированной корундовой подложкой (образец
№ 1).
(7)
В первом случае (пустой реактор) при
Здесь ρстирол на подложке
- производительность по сти-
температуре
600°С была достигнута кон-
ролу на подложке, г/(ч·дм3); ρстирол на образце
- про-
версия ЭТБ более
80 мас.
%, однако, про-
изводительность по стиролу на образце, г/(ч·дм3).
изводительность по стиролу не превышала
НЕФТЕХИМИЯ том 63 № 2 2023
ОСОБЕННОСТИ ПРОТЕКАНИЯ ПРОЦЕССА ДЕГИДРИРОВАНИЯ ЭТИЛБЕНЗОЛА
255
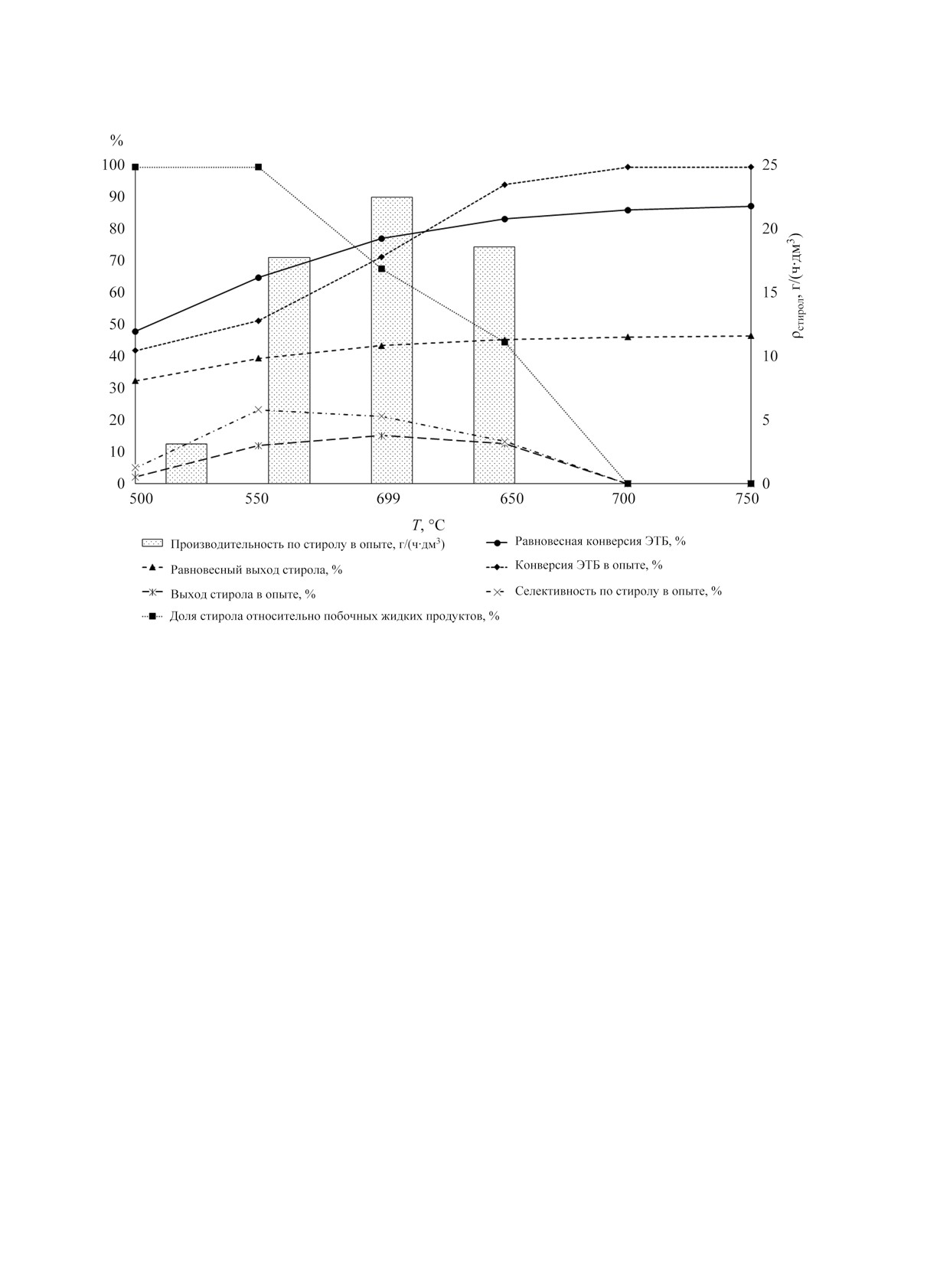
Рис. 2. Основные выходные параметры процесса дегидрирования ЭТБ в стирол на монокомпонентом вольфрамсодержащем
образеце № 4.
2 г/(ч·дм3). Основные продукты представляли со-
стиролу при более низких температурах (табл. 3).
бой газы крекинга и углерод.
Этот результат, несомненно, заслуживает как науч-
ного, так и практического интереса.
Корундовая подложка (образец № 1), напротив,
продемонстрировала заметную каталитическую
Эксперименты по дегидрированию ЭТБ в сти-
активность в изучаемом процессе, особенно при
рол, проведенные на ряде синтезированных кон-
повышенных температурах (табл. 3). Наблюдае-
вертеров, указанных в табл. 1 и 2, показали, что об-
мый эффект, вероятно, обусловлен присутствием
разец № 4, модифицированный монокомпонентной
цементирующей добавки магния в составе керами-
вольфрамовой системой с применением золь-гель
ческого материала, который побочно катализирует
техник, является оптимальным в линейке испытан-
протекающие химические реакции [17]. Так при
ных, в виду того, что согласно численным данным,
650°С производительность по стиролу составляла
представленным в табл. 3 и визуально отображен-
~7 г/(ч·дм3) при селективности ~12 мас. %.
ным на рис. 2, показал наибольшую активность в
умеренном интервале температур 550-600°С.
Далее было показано, что промотирование раз-
личными способами корундовой подложки малы-
Как следует из рис. 2, прирост производитель-
ми количествами моно- и бикомпонентных ката-
ности по стиролу с единицы рабочего объема мо-
литических систем на основе рения и вольфрама
нокомпонентного вольфрамсодержащего образца
(табл. 1, 2), приводит к существенному повышению
№ 4 по сравнению с немодифицированной корун-
эффективности осуществляемых превращений,
довой подложкой (образец № 1) составляет около
увеличивая селективность и обеспечивая практи-
7-и крат при 550°С и 2-х крат при повышении тем-
чески двукратный прирост производительности по
пературы до 600°С. Важно отметить, что согласно
НЕФТЕХИМИЯ том 63 № 2 2023
256
ФЕДОТОВ и др.
Таблица 4. Содержание компонентов в жидком органическом продукте, мас. %
№ 1, Подложка
№ 4, W
Т,
бензол
толуол
ЭТБ
стирол
кумол
АМС
прочие
бензол
толуол
ЭТБ
стирол
кумол
АМС
прочие
°C
500
0.00
0.00
99.36
0.64
0.00
0.00
0.00
0.00
0.00
96.48
3.52
0.00
0.00
0.00
550
0.41
0.35
94.77
3.78
0.14
0.01
0.54
0.00
0.00
80.12
19.88
0.00
0.00
0.00
600
4.71
2.99
66.84
20.66
0.30
0.11
4.39
8.56
5.39
55.72
30.05
0.18
0.10
0.00
650
12.14
9.17
31.29
41.50
0.25
0.33
5.32
29.37
15.34
16.24
37.44
0.11
0.21
1.29
700
29.60
15.62
9.34
27.76
0.12
0.13
17.43
0.00
0.00
0.00
0.00
0.00
0.00
0.00
750
35.76
11.34
3.56
12.97
0.05
0.05
36.27
0.00
0.00
0.00
0.00
0.00
0.00
0.00
№ 2, Re-W (СВС)
№ 5, Re-W (разд.)
500
0.00
0.00
98.62
1.38
0.00
0.00
0.00
0.00
0.17
90.75
1.68
0.11
0.00
7.29
550
0.09
0.09
95.67
4.15
0.00
0.00
0.00
0.64
0.48
87.00
5.20
0.11
0.00
6.57
600
3.00
2.90
75.86
17.84
0.28
0.12
0.00
3.11
3.54
67.74
24.36
0.27
0.14
0.84
650
19.00
10.00
41.50
29.00
0.19
0.14
0.17
28.11
14.52
14.30
38.34
0.13
0.23
4.37
700
27.64
18.20
16.93
36.81
0.13
0.17
0.12
32.30
10.05
2.31
47.35
0.36
0.00
7.63
750
0.00
0.00
0.00
0.00
0.00
0.00
0.00
12.75
2.10
0.50
15.32
0.03
0.05
69.25
№ 3, Re
№ 6, Re-W (совм.)
500
1.21
0.63
94.87
3.23
0.06
0.00
0.00
1.68
0.68
85.62
10.21
0.99
0.23
0.59
550
0.75
0.62
90.54
7.46
0.24
0.00
0.39
4.44
2.10
79.68
12.14
0.98
0.30
0.36
600
1.03
1.65
84.52
12.17
0.00
0.00
0.63
0.00
0.00
0.00
0.00
0.00
0.00
0.00
650
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
700
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
750
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
Прочие - общее содержание неидентифицированных побочных продуктов.
хроматографическим данным, при 550°С жидкие
Ввиду того, что равновесные значения конвер-
продукты содержали исключительно непрореаги-
сии ЭТБ и выхода стирола расчитаны для реакции
ровавший ЭТБ (~80 мас. %) и стирол (~20 мас. %)
дегидрирования без учета побочных, при темпера-
турах более 620°С, в соответствии с рис. 2, наблю-
(табл. 4). Таким образом, при 550°С доля стирола
дается превышение равновесных значений этих
относительно побочных жидких продуктов на мо-
параметров опытными, что согласно приведённо-
нокомпонентном вольфрамсодержащем конвертере
му объяснению, не является ошибкой. К побочным
составила ~100% при довольно высокой произво-
превращениям главным образом относятся реак-
дительности ~18 г/(ч·дм3), что не свойственно для
ции коксования, крекинга и парового риформинга
прочих образцов, и говорит в пользу повышенной
УВ, о чем напрямую свидетельствует снижение
активности образца № 4, а также его высокой изби-
селективности по стиролу с одновременным воз-
рательности по целевому продукту (табл. 3).
растанием содержания бензола и толуола в жидких
Состав газообразных продуктов, указанный в
продуктах реакции, а также оксидов углерода и
табл. 5, говорит о преобладании дегидрирования
легких УВ в газах (табл. 4).
ЭТБ на образце № 4 над всеми прочими превра-
За трехчасовой эксперимент отмечено весь-
щениями, на что указывает содержание водорода,
ма незначительное зауглероживание образца № 4
составляющее около 90%.
(табл. 6). Этот результат хорошо соотносится с ра-
НЕФТЕХИМИЯ том 63 № 2 2023
ОСОБЕННОСТИ ПРОТЕКАНИЯ ПРОЦЕССА ДЕГИДРИРОВАНИЯ ЭТИЛБЕНЗОЛА
257
Таблица 5. Содержание компонентов в газообразном продукте, об. %
№ 1, Подложка
№ 4, W
Т,
Q,
Q,
H2
CO
CO2
CH4
C2H6
C2H4
C3H8
C3H6
H2
CO
CO2
CH4
C2H6
C2H4
C3H8
C3H6
°C
л/ч
л/ч
500
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.03
92.36
0.00
1.91
4.15
0.48
0.67
0.10
0.19
0.14
550
0.07
33.35
0.00
23.60
5.67
1.10
34.26
0.00
0.38
1.64
0.08
87.09
0.00
1.95
5.37
1.18
3.45
0.17
0.69
0.10
600
0.31
72.80
0.00
1.28
14.39
1.27
10.22
0.01
0.03
0.00
0.56
68.78
0.62
2.03
9.59
1.35
17.55
0.01
0.09
0.00
650
0.71
53.47
0.00
1.67
15.32
1.26
28.12
0.01
0.10
0.05
1.61
62.65
1.25
4.29
10.50
0.84
20.33
0.01
0.12
0.01
700
1.23
49.34
0.37
1.59
19.84
0.83
27.82
0.01
0.12
0.08
7.50
63.60
18.61
10.39
4.26
0.40
2.74
0.00
0.01
0.00
750
1.97
57.25
9.75
5.23
14.47
0.25
12.93
0.00
0.05
0.07
12.30
67.00
21.00
11.00
0.50
0.20
0.30
0.00
0.00
0.00
№ 2, Re-W (СВС)
№ 5, Re-W (разд.)
500
0.05
99.83
0.00
0.01
0.08
0.01
0.07
0.00
0.00
0.00
0.01
0.00
0.00
0.00
2.52
3.31
81.89
0.73
4.38
7.17
550
0.14
94.54
0.23
2.11
1.67
0.36
0.92
0.03
0.12
0.02
0.08
39.93
0.00
55.68
3.94
0.11
0.31
0.00
0.02
0.01
600
0.35
73.10
0.14
1.35
9.35
1.94
14.03
0.01
0.07
0.01
0.80
72.87
0.51
4.77
8.43
1.20
12.15
0.00
0.06
0.01
650
0.84
52.50
0.02
0.70
16.54
1.93
28.10
0.01
0.17
0.03
1.43
65.62
0.27
2.56
10.48
1.23
19.68
0.01
0.13
0.02
700
1.45
49.85
1.47
1.76
17.54
0.91
28.28
0.01
0.15
0.03
2.22
64.21
2.09
7.22
12.47
0.72
13.20
0.00
0.07
0.02
750
6.05
60.15
24.90
5.60
5.43
0.24
3.66
0.00
0.02
0.00
4.73
62.16
15.35
9.66
7.68
0.19
4.92
0.00
0.02
0.02
№ 3, Re
№ 6, Re-W (совм.)
500
0.27
82.38
1.23
15.43
0.74
0.03
0.16
0.00
0.01
0.01
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
550
0.34
80.07
4.65
13.19
1.42
0.28
0.37
0.00
0.01
0.01
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
600
6.00
73.94
12.25
12.97
0.54
0.18
0.11
0.00
0.00
0.00
7.60
67.03
16.42
15.35
1.03
0.11
0.06
0.00
0.00
0.00
650
7.78
73.86
7.03
18.79
0.25
0.02
0.04
0.01
0.00
0.00
10.56
66.85
20.80
10.65
1.64
0.05
0.02
0.00
0.00
0.00
700
8.50
75.48
9.20
15.20
0.10
0.00
0.02
0.00
0.00
0.00
12.75
67.84
21.75
9.70
0.70
0.01
0.00
0.00
0.00
0.00
750
9.10
78.30
9.75
11.95
0.00
0.00
0.00
0.00
0.00
0.00
13.20
65.32
27.28
6.81
0.57
0.00
0.00
0.00
0.00
0.02
Прочие: н-, и-C4H10; н-, и-C4H8
Q - объемная скорость продуктового газового потока. При низких температурах (500-550°С) скорости химических превращений
ЭТБ невелики, поэтому объема образующегося газа недостаточно для продувки выходных линий установки и заполнения газо-
сборной бюретки необходимым для анализа количеством газа. Этим обусловлена заметная погрешность в определении скорости
потока и состава газа для образцов № 1, 5 и 6 при том, что конверсия ЭТБ уже довольно значительна.
Таблица 6. Процент зауглероживания образцов за время эксперимента (180 мин.), мас. %
№ 1,
№ 2, Re-W
№5, Re-W
№6, Re-W
Образец:
№ 3, Re
№ 4, W
Подложка
(СВС)
(разд.)
(совм.)
На превращeнный ЭТБ
1.25
2.95
4.54
0.23
3.37
3.97
Исходная масса конвертера
0.18
0.28
0.25
0.02
0.21
0.09
нее полученными данными по дегидрированию
[37, 38]. Потому он постоянно пребывает в высоко-
различных углеводородов [31].
дисперсном состоянии, не спекаясь и не сублими-
Причина этого, вероятно заключается в том, что
руясь с поверхности носителя. Таким образом, его
оксид вольфрама(VI), в отличие от разновалент-
активная поверхность не уменьшается с течением
ных оксидов рения, является соединением, более
времени. Это препятствует формированию зароды-
устойчивым к термовосстановлению в насыщен-
шей углерода, блокирующих каталитические цен-
ной водородом среде продуктов дегидрирования
тры, и положительно сказывается на эффективно-
НЕФТЕХИМИЯ том 63 № 2 2023
258
ФЕДОТОВ и др.
сти вольфрамсодержащего конвертера, увеличивая
(табл. 5). Паровой же риформинг значительно за-
продолжительность его работы.
труднён, на что указывают относительно низкие
Повышенное содержание углеводородных газов
концентрации оксидов углерода в газе, а содер-
жание углеводородов, образующихся в реакциях
и оксидов углерода в продуктах реакции во всем
крекинга, гораздо выше (табл. 5). Таким образом,
диапазоне исследованных температур указывает на
большую ориентированность образцов, содержа-
бикомпонентная раздельно нанесеная ренийволь-
щих в своем составе рений (образцы № 2, 3, 5, 6),
фрамовая каталитическая система заметно меняет
на процессы крекинга и риформинга [32-35]. Кро-
селективность процесса, существенно расширяя
рабочий температурный диапазон конвертера. Сте-
ме того, зауглероживания этих образцов протекает
гораздо интенсивней относительно вольфрамсо-
пень зауглероживания поверхности в ходе экспе-
держащих, что особенно характерно для моноком-
римента для раздельно (образец № 5) и совместно
понентного рениевого образца № 3. Производи-
(образец № 6) нанесенных рений-вольфрамовых
компонентов относительно невысока и составляет
тельность такого конвертера в процессе получения
стирола составляет всего ~7 г/(ч·дм3) при 550°С
~3.5 мас. % на превращённый ЭТБ или ~ 0.2 мас. %
(табл. 3). А уже при 600°С конверсия ЭТБ на дан-
на исходный вес конвертера. Тем не менее, это
ном конвертере близка к полной при том, что вы-
на порядок больше, чем для монокомпонентного
ход и селективность по стиролу составляют менее
вольфрамсодержащего образца № 4 (табл. 6
половины процента, тогда как количество угле-
Причина наблюдаемых эффектов на раздельно
родных отложений на поданный ЭТБ превышает
модифицированном ренийвольфрамсодержащем
рекордные для всей линейки образцов 4.5 мас. %
конвертере (образец № 5), вероятно, кроется в
(табл. 6). Кроме того, как известно, оксиды рения
размерном факторе каталитических частиц, сфор-
являются легколетучими соединениями с темпе-
мированных на его внутренней поверхности. По
ратурой восстановления 400-800°С [39, 40]. В
всей вероятности, взаимная удаленность частиц
металлическом состоянии частицы рения легко
рения и вольфрама при их осаждении не позволяет
сплавляются, образуя на поверхности носителя
образовавшимся в ходе спекания крупным класте-
укрупненные кластеры. Это приводит к значитель-
рам рения блокировать мелкодисперсные частицы
ному уменьшению активной поверхности катализа-
вольфрама, в результате чего их активные центры
тора и снижению общей эффективности процесса.
остаются в достаточной мере доступными для мо-
Все это, очевидно, делает конвертеры, содержащие
лекул субстрата.
рений, малопригодными для применения в процес-
Биокомпонентный ренийвольфрамовый кон-
сах дегидрирования.
вертер (образец № 2), в состав которого активные
Схожий результат демонстрирует конвертер,
компоненты введены в ходе самого СВС, заслужи-
модифицированный раствором бикомпонентного
вает особого внимания. Из табл. 3 следует, что при
рений-вольфрамового органического комплекса
повышенных температурах (600-650°С) данный
(образец № 6, табл. 3), что объясняется формирова-
конвертер работает гораздо эффективней, нежели
нием рениевых кластеров в непосредственной бли-
при умеренных, что все же менее предпочтитель-
зости от высокодисперсных частиц вольфрама. Эти
но с позиции селективности изучаемого процесса
кластеры блокируют активные центры вольфрама,
(табл. 3). Однако, исключительным достоинством
не позволяя им контролировать процесс. В итоге
таких конвертеров является надёжная фиксация
реализуется реакционный маршрут с преобладани-
внедрённых в их структуру компонентов. Такие
ем парового риформинга, свойственный моноком-
конвертеры выдерживают многократные циклы ре-
понентному ренийсодержащему образцу № 3.
генерации без заметной потери активной фазы. Су-
В свою очередь, образец № 5, в котором рений
щественным недостатком таких конвертеров явля-
и вольфрам нанесены раздельно из независимых
ется то, что на их приготовление уходит на порядок
комплексов, сильно отличается по характеру про-
большее количество каталитических компонентов,
ведения дегидрирования ЭТБ. Выход жидких про-
чем в случае осаждения методом золь-гель (табл. 1
дуктов, в том числе и стирола, здесь довольно боль-
и 2), что связанно со спецификой протекания СВС.
шой даже при высоких температурах (650-750°С)
В результате протекания СВС основная часть этих
НЕФТЕХИМИЯ том 63 № 2 2023
ОСОБЕННОСТИ ПРОТЕКАНИЯ ПРОЦЕССА ДЕГИДРИРОВАНИЯ ЭТИЛБЕНЗОЛА
259
компонентов залегает не на открытой для молекул
кипящей, спекающейся шихты, основная масса
субстрата поверхности, а погружается в глубину
активных компонентов залегает не на открытой
керамического материала, что делает их недоступ-
поверхности формирующихся каналов, а глубоко
ными для реагентов. Это снижает экономичность
в структуре керамического материала, что делает
процесса в случае использования такого редкого и
их недоступными для реагирующих молекул. Это
дорогостоящего металла, как рений.
также снижает экономичность процесса в случае
использования такого редкого и дорогостоящего
металла, как рений.
ВЫВОДЫ
С применением СВС и золь-гель метода разра-
ботаны пористые керамические конвертеры труб-
ФИНАНСИРОВАНИЕ РАБОТЫ
чатой конфигурации, содержащие моно- и биком-
Работа поддержана Российским научным
понентные каталитические системы на основе
фондом (Грант № 17-13-01270-П).
рения и вольфрама. Показано, что модификация
корундовых подложек данными системами су-
КОНФЛИКТ ИНЕТЕРСОВ
щественно повышает интенсивность проведения
Цодиков Марк Вениаминович является членом
процесса дегидрирования этилбензола в стирол,
редколлегии журнала
«Нефтехимия». Осталь-
увеличивая селективность по целевому продукту и
ные авторы заявляют об отсутствии конфликта
обеспечивая практически двукратный прирост про-
интересов, требующего раскрытия в данной статье.
изводительности при более низких температурах.
В линейке синтезированных образцов наибо-
ИНФОРМАЦИЯ ОБ АВТОРАХ
лее эффективным оказался монокомпонентный
поверхностно модифицированный вольфрамсо-
Федотов Алексей Станиславович, к.х.н., доц.,
держащий конвертер (образец № 4), обеспечива-
ющий высокий выход, селективность и произво-
Грачёв Данил Юрьевич, асп., ORCID: https://
дительность по стиролу в умеренном интервале
orcid.org/0000-0003-4548-6051
температур (550-600°С). Помимо этого, важным
Багдатов Руслан Айдынович, асп., ORCID:
достоинством данного конвертера является и его
повышенная коксоустойчивость относительно про-
Цодиков Марк Вениаминович, д.х.н., проф.,
чих. Причиной чего, вероятно, является мелкодис-
персное распределение термостабильных частиц
вольфрама по поверхности носителя, препятству-
Уваров Валерий Иванович, к.т.н., ORCID:
ющих образованию зародышевых частиц углерода.
Установлено, что конвертеры, содержащие в
Капустин Роман Дмитриевич, к.т.н., ORCID:
своей структуре рений (образцы № 2, 3, 5, 6), более
ориентированы на процессы крекинга, риформин-
га и коксования, что заметно снижает их эффектив-
org/0000-0001-9877-9902
ность в процессе получения стирола.
Показано, что конвертер, в состав которого ре-
org/0000-0001-9727-8196
ний и вольфрам введены непосредственно в ходе
СВС, обладает меньшей эффективностью относи-
СПИСОК ЛИТЕРАТУРЫ
тельно образцов, поверхностно модифицирован-
1. Kent J.A. (Ed.). Riegel’s handbook of industrial
ных золь-гель методом, тем более с учетом того,
chemistry. Springer Science & Business Media, 2003.
что на приготовление первого расходуется на поря-
док больше активных компонентов. Это объясняет-
2. Zarubina V. Oxidative dehydrogenation of ethylbenzene
ся спецификой протекания самораспространяюще-
under industrially relevant conditions: Ph. D. Thesis,
гося высокотемпературного синтеза, в результате
которого, за счёт естественного перемешивания
portalfiles/portal/17548770/Chapter_1_.pdf
НЕФТЕХИМИЯ том 63 № 2 2023
260
ФЕДОТОВ и др.
3.
Catalysis Science & Technology. 2015. V. 5. № 7.
prweb9930130.htm. Accessed on Aug. 16, 2022.
4.
21.
Shelepova E.V., Vedyagin A.A. Intensification of the
global-markets-to-2020-substitution-of-polystyrene-by-
dehydrogenation process of different hydrocarbons in
polypropylene. Accessed on Aug. 16, 2022.
a catalytic membrane reactor // Chemical Engineering
5.
Dimian A.C., Bildea C.S., Kiss A.A. Applications in
and Processing-Process Intensification. 2020. V. 155.
design and simulation of sustainable chemical processes.
12-styrene Manufacturing / Elsevier. 2019. P. 443-481
22.
Shelepova E.V., Vedyagin A.A., Mishakov I.V.,
Noskov A.S. Modeling of ethylbenzene dehydrogenation
6.
in catalytic membrane reactor with porous membrane //
production-greener/99/i8. Accessed on Aug. 16, 2022.
Catalysis for Sustainable Energy. 2014. V. 2. № 1. P. 1-9.
7.
Kent J.A. (Ed.). Handbook of industrial chemistry and
23.
Castro A.J., Soares J.M., Josue F.-M., Oliveira A.C.,
biotechnology. Springer Science & Business Media,
Campos A., Milet É.R. Oxidative dehydrogenation of
2013. 1562 p.
ethylbenzene with CO2 for styrene production over
8.
Meyers R.A. Handbook of petrochemicals production
porous iron-based catalysts // Fuel. 2013. V. 108.
processes. McGraw-Hill Education, 2019. 637 р.
9.
Joshi S.S., Ranade V.V. Industrial catalytic processes
24.
Xing Zhu, Yunfei Gao, Xijun Wang, Vasudev Haribal,
for fine and specialty chemicals. Elsevier, 2016. 756 р.
Junchen Liu, Luke M. Neal, Zhenghong Bao, Zili Wu,
Hua Wang, Fanxing Li. A tailored multi-functional
10.
Cornils B., Herrmann W.A., Chi-Huey Wong,
catalyst for ultra-efficient styrene production under a
Zanthoff H.-W. Catalysis from A to Z / A concise
cyclic redox scheme // Nature Сommunications. 2021.
encyclopedia. Fourth edition. Wiley, 2013. 2488 р.
11.
Zecchina A., Califano S. The development of сatalysis. a
21374-2
history of key processes and personas in catalytic science
25.
Luyben W.L. Design and control of the styrene process //
and technology. Wiley. 2017. 117 р.
Industrial & Еngineering Chemistry Research. 2011.
12.
Ertl G., Knözinger H., Schüth F., Weitkamp J. Handbook
of heterogeneous catalysis / Wiley. 2nd Edition, 2008.
ie100023s
V. 8. P. 4270 р.
26.
Dimian A.C., Bildea C.S. Energy efficient styrene
13.
Speight J.G. Handbook of petrochemical Processes. CRC
process: design and plantwide control // Industrial &
Press, - 2019. 581 р.
Engineering Chemistry Research. 2019. V. 58. № 12.
14.
Weissermel K., Arpe, H.J. Industrial organic chemistry.
John Wiley & Sons, 2008. 439 р.
27.
Cavani F., Trifiro F. Alternative processes for
15.
Lloyd L. Handbook of industrial catalysts. Springer
the production of styrene // Applied Catalysis A:
Science & Business Media, 2011. 512 р.
16.
Meyers R.A. Handbook of petroleum refining processes.
org/10.1016/0926-860X(95)00218-9
McGraw-Hill Education, 2016. P. 726 р.
28.
Babiker K.A., Said S.E.H.E. Catalytic dehydrogenation
17.
Корыстов В.А, Жирнов Б.С., Сыркин А.М., Хабибул-
of ethylbenzene to styrene in membrane reactors //
лин Р.Р., Егоров В.И., Исхаков Ф.Ф. Производство
мономера стирола в ОАО «Салаватнефтеоргсинтез».
org/10.1002/aic.690401215
Учебн. пособие. Уфа: Уфимская государственная
29.
Ikenaga N.O., Tsuruda T., Senma K., Yamaguchi T.,
академия экономики и сервиса. 2009. 104 с. ISBN
Sakurai Y., Suzuki T. Dehydrogenation of ethylbenzene
5-88469-197-1
with carbon dioxide using activated carbon-supported
18.
Olah G.A., Molnár Á., Prakash G.S. Hydrocarbon
catalysts // Industrial & Engineering Chemistry
chemistry. John Wiley & Sons. 2017. V. 2. P. 480.
19.
Luybe, W.L. Design and control of the styrene process //
org/10.1021/ie990426q
Industrial & Engineering Chemistry Research. 2011.
30.
Fedotov A.S., Antonov D.O., Uvarov V.I., Tsodikov M.V.
Original hybrid membrane-catalytic reactor for the
ie100023s
Co-production of syngas and ultrapure hydrogen in
20.
Sanz S.G., McMillan L., McGregor J., Zeitler J.A., Al-
the processes of dry and steam reforming of methane,
Yassir N., Al-Khattaf S., Gladden, L.F. A new perspective
ethanol and DME // Intern. J. of Hydrogen Energy. 2018.
on catalytic dehydrogenation of ethylbenzene: the
influence of side-reactions on catalytic performance //
ijhydene.2018.02.060
НЕФТЕХИМИЯ том 63 № 2 2023
ОСОБЕННОСТИ ПРОТЕКАНИЯ ПРОЦЕССА ДЕГИДРИРОВАНИЯ ЭТИЛБЕНЗОЛА
261
31. Fedotov А.S., Uvarov V.I., Tsodikov M.V., Paul S.,
doi.org/10.31857/S0028242122040104 [Fedotov. A.S.,
Simon P., Marinova M., Dumeignil F. Production of
Bagdatov R.A., Grachev D.Y., Uvarov V.I., Kapus-
styrene by dehydrogenation of ethylbenzene on a
tin R.D., Alymov M.I., Paul S., Tsodikov M.V.
[Re,W]/γ-Al2O3 (K,Ce)/α-Al2O3 porous ceramic catalytic
Composition and preparation method of rhenium-and
converter // Chemical Engineering and Processing-
tungsten-containing porous ceramic converters influence
Process Intensification. 2021. V. 160. P. 108265. https://
on the cumene dehydrogenation to α-methylstyrene
doi.org/10.1016/j.cep.2020.108265
process specific features/ // Petrol. Chemistry.
32. Ряшенцева М.А., Миначев Х.М. Каталитические свой-
ства рения и его соединений // Успехи химии. 1969.
S0965544122040090]
Т. 38. № 11. С. 2050-2074.
37. Томас Ч. Промышленные каталитические процессы
33. Ряшенцева М.А., Минчаев Х.М. Рений и его соедине-
и эффективные катализаторы. Пер. с англ. М.: Мир,
ния в гетерогенном катализе / М: Наука. 1983. С. 248.
1973. 385 с.
34. Ряшенцева М.А. Ренийсодержащие катализаторы в
38. Romanyuk A., Steiner R., Oelhafen P., Biskupek J.,
реакциях органических соединений // Успехи химии.
Kaiser U., Mathys D., Spassov V. Thermal stability of
1998. Т. 67. № 2. С. 175-196.
tungsten oxide clusters // J. of Physical Chemistry. 2008.
35. Ряшенцева М.А. Ренийсодержащие катализаторы в
нефтехимии и органических реакциях // Вестник
jp803844d
МИТХТ. 2007. Т. 2. № 2. С. 12-26..
39. Wilken T.R., Morcom W.R., Wert C.A., Woodhouse J.B.
36. Федотов А.С., Багдатов Р.А., Грачев Д.Ю.,
Reduction of tungsten oxide to tungsten metal //
Уваров В.И., Капустин Р.Д., Алымов М.И., Поль С.,
Metallurgical Transactions B. 1976. V. 7. № 4. P. 589-
Цодиков М.В. Влияние состава и способа приготов-
ления пористых керамических конвертеров, содержа-
40. Lai C., Wang J., Zhou F., Liu W., Miao N. Reduction,
щих рений и вольфрам, на особенности протекания
sintering and mechanical properties of rhenium-tungsten
процесса дегидрирования кумола в α-метилстирол //
compounds // J. of Alloys and Compounds. 2018. V. 735.
Нефтехимия. 2022. Т. 62. № 4. C. 548-560. https://
НЕФТЕХИМИЯ том 63 № 2 2023