1742
Куликова М. В. и др.
Журнал прикладной химии. 2019. Т. 92. Вып. 13
УДК 66.095.92
РАСЧЕТ ГАБАРИТОВ ТРЕХФАЗНОГО РЕАКТОРА СИНТЕЗА
ФИШЕРА-ТРОПША
© М. В. Куликова1, М. В. Чудакова1, А. Е. Кузьмин1,
А. Б. Куликов1, А. И. Шамсуллин2, Т. С. Айнуллов2
1 Институт нефтехимического синтеза им. А. В. Топчиева РАН,
11991, г. Москва, Ленинский пр., д. 29
2 ПАО «Татнефть»,
423450, Республика Татарстан, г. Альметьевск, ул. Ленина, д. 75
E-mail: m_kulikova@ips.ac.ru
Поступила в Редакцию 21 ноября 2019 г.
После доработки 21 ноября 2019 г.
Принята к публикации 21 ноября 2019 г.
Установлена оптимальная нагрузка на железосодержащую каталитическую дисперсию трехфазного
синтеза Фишера-Тропша — 25 нл·ч-1 при использовании автоклавного реактора. Линейная скорость
синтез-газа соответствует 0.003 см·с-1. В данных условиях были достигнуты следующие показа-
тели синтеза: конверсия СО 80%, производительность по жидким углеводородам 400 г·кгFe-1·ч-1.
На основании полученных данных при моделировании реактора колонного типа для осуществления
трехфазного синтеза Фишера-Тропша были рассчитаны следующие габариты агрегата: высота
1.6 м, внутренний диаметр 0.045 м.
Ключевые слова: каталитическая дисперсия; трехфазный сларри-реактор; синтез Фишера-Тропша
DOI: 10.1134/S0044461819130127
Практически вся линейка современной топлив-
газ (в англоязычной литературе Liquefied Petroleum
ной продукции может быть получена из любого
Gas, или LPG), нафту (широкую фракцию, близкую к
углеродсодержащего сырья в две стадии. Первая
прямогонному бензину), смазочные масла и воски [3].
стадия — окисление сырья в синтез-газ, вторая ста-
В промышленности для осуществления синтеза
дия — синтез Фишера-Тропша, т. е. превращение
Фишера-Тропша используется три типа реакторов
полученного синтез-газа в углеводородные продук-
[4]:
ты. Синтез Фишера-Тропша — полимеризационный
— реакторы с фиксированным слоем катализатора
процесс, позволяющий осуществлять превращение
(для низкотемпературного синтеза),
смеси оксида углеводорода и водорода в углеводоро-
— реакторы с псевдоожиженным слоем катализа-
ды («синтетическую нефть») [1].
тора (для высокотемпературного синтеза),
Существенным достоинством синтетической неф-
— трехфазные реакторы с суспендированным в
ти, полученной синтезом Фишера-Тропша, по срав-
жидкости катализатором (для низкотемпературного
нению с природной нефтью является отсутствие в
и высокотемпературного синтеза).
синтезируемом продукте серо-, азотсодержащих, а в
Независимо от используемого катализатора задача
ряде случаев и ароматических соединений, что замет-
всех типов реакторов — отводить тепло экзотерми-
но повышает его экологическую ценность [2].
ческой реакции Фишера-Тропша и поддерживать
В синтезе Фишера-Тропша образуются углеводо-
неизменной заданную температуру реакции. В связи
роды, содержащие от одного до нескольких углерод-
с этим наиболее перспективными считаются трехфаз-
ных атомов. Из получаемой смеси выделяют средние
ные сларри-реакторы. Гидродинамика этих агрегатов
дистилляты (дизельное топливо и керосин), а также
очень сложна, поскольку катализатор должен поддер-
пропан-бутановую фракцию — сжиженный нефтяной
живаться во взвешенном состоянии в дисперсионной
Расчет габаритов трехфазного реактора синтеза Фишера-Тропша
1743
среде потоком вводимого синтез-газа. Перевод такой
ной хроматографии на приборе Кристаллюкс-4000.
системы в область катализа в дисперсных средах (т. е.
Детектор — катарометр, газ-носитель — гелий. При
использование подходов наногетерогенного катализа)
этом использовали две хроматографические колонки.
устранит седиментацию катализатора и как следствие
Для разделения СО и N2 применяли колонку, запол-
облегчит управление гидродинамическими режимами
ненную молекулярными ситами СаА (3 м × 3 мм).
всего технологического процесса [5, 6].
Температурный режим — изотермический, 80°С.
Выбор конструкции сларри-реактора зависит как
Для разделения СО2 и углеводородов С1-С4 приме-
от используемого катализатора, так и от организации
няли колонку, заполненную Haye Sep R (3 м × 3 мм).
ввода исходного синтез-газа, а также от объема обра-
Температурный режим — программированный, 80-
зующейся парогазовой смеси [7-10].
200°С, 8 град·мин-1.
Таким образом, первоначальным этапом модели-
рования сларри-реактора синтеза Фишера-Тропша
Обсуждение результатов
является изучение влияния таких параметров, как
нагрузка на катализатор, потоки на входе/выходе ре-
Влияние параметров процесса на основные по-
актора, на основные показатели процесса [11, 12].
казатели синтеза Фишера-Тропша в трехфазной
Целью данной работы являлся расчет основных га-
системе. Для моделирования реактора синтеза
баритов реактора колонного типа для осуществления
Фишера-Тропша большое значение имеет понима-
трехфазного синтеза Фишера-Тропша в присутствии
ние воздействия отдельных параметров процесса на
железосодержащей каталитической дисперсии, для
протекание синтеза. На основании полученного ранее
чего было систематически изучено влияние нагрузки
массива данных по оптимизации состава катализа-
по синтез-газу на основные показатели процесса.
тора и метода его формирования [13-15] в данной
работе влияние параметров процесса на основные
показатели синтеза Фишера-Тропша были изучены
Экспериментальная часть
в присутствии каталитической дисперсии с размером
Наноразмерные железосодержащие катализаторы
частиц не более 50 нм состава 100Fe:8Al2O3:2K2O
готовили термолизом совместного водного раствора
(мас. ч.) в автоклавном трехфазном реакторе проточ-
прекурсора — Fe(NO3)3·9H2O, Acros Organics, 99% и
ного типа [16].
промотирующих добавок — Al(NO3)3·9H2O, Лабтех,
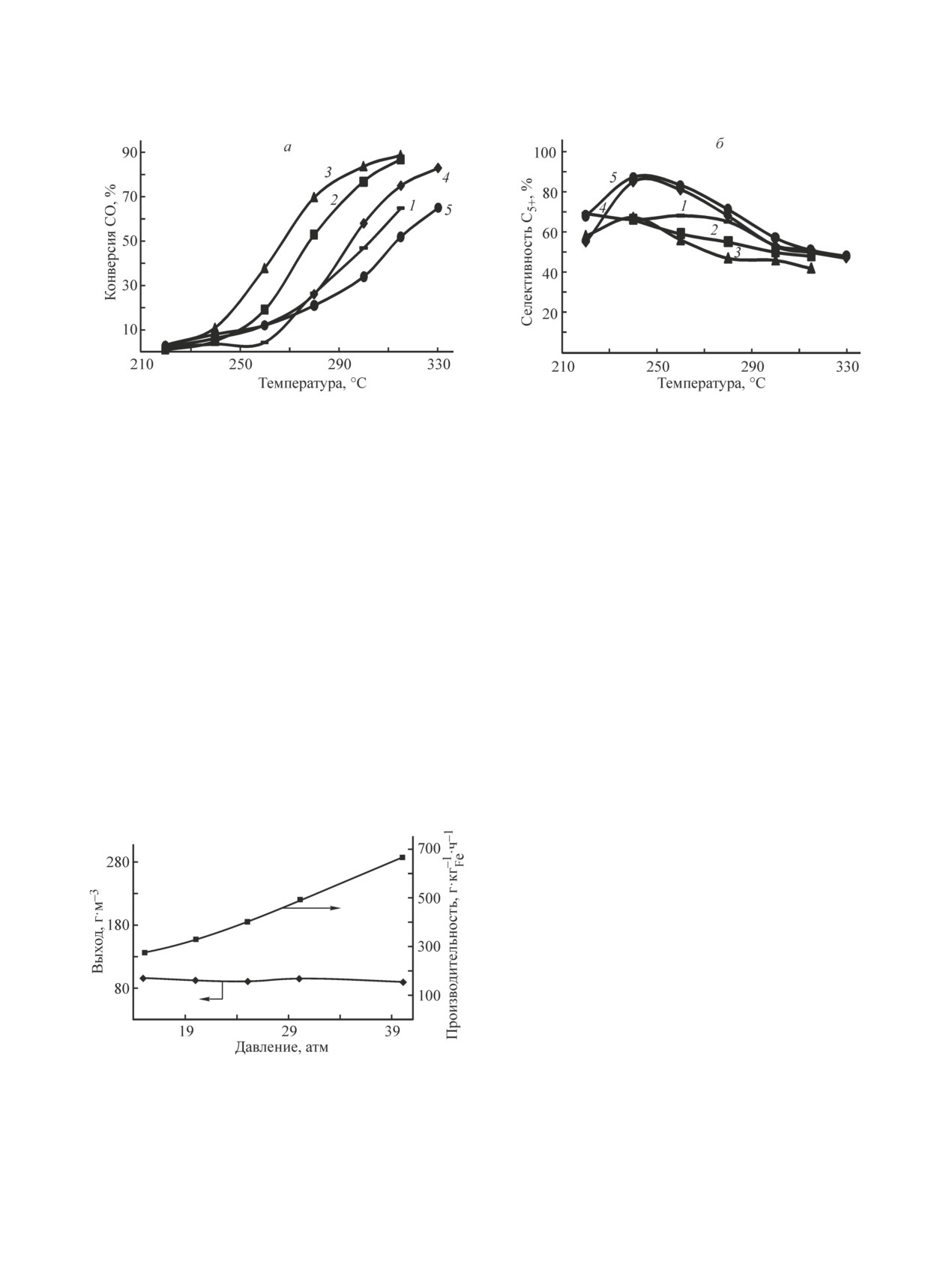
Давление и нагрузка по синтез-газу. Давление ока-
ч.д.а. и KNO3, Acros Organics, 99% в парафине марки
зывает существенное влияние на протекание синтеза
П-2 (смесь предельных углеводородов С19-С31). При
Фишера-Тропша вообще и в присутствии нанораз-
выборе прекурсоров активного металла и промотиру-
мерных катализаторов. Рис. 1 демонстрирует влияние
ющих добавок исходили из того, что он должен легко
давления синтез-газа на температурные зависимости
растворяться в воде и разлагаться при температуре не
конверсии СО и селективности в отношении образо-
выше 300°С — температура кипения дисперсионной
вания жидких углеводородов. При проведении это-
среды (парафин марки П-2). Состав катализатора
го эксперимента линейную скорость синтез-газа ν
100Fe:8Al2O3:3K2O.
поддерживали постоянной, равной 0.003 см·с-1, т. е.
Размер частиц синтезированных образцов опре-
повышение давления сопровождалось увеличением
деляли методом динамического светорассеяния на
нагрузки на катализатор.
приборе Malvern Zetasizer Nano ZS. Пробоподготовку
Анализ полученных данных показывает, что ха-
осуществляли растворением 0.01 г образца в 10 мл
рактер температурных зависимостей, полученных
гексана с добавлением 5 мас% ПАВ (натрия диоктил-
при кондиционировании катализатора, практически
сульфосукцинат).
не изменялся с изменением давления (рис. 1). Однако
Синтез Фишера-Тропша проводили в проточной
величина давления синтез-газа влияла на оптималь-
каталитической установке с катализатором, суспен-
ную температуру синтеза: при 25 атм катализатор
дированным в жидкости («сларри») в интервале
начинал работать при более низкой температуре.
температур 220-320°С. Использовали синтез-газ с
Селективность катализатора в отношении образо-
мольным соотношением СО:Н2 = 1:1. Подъем тем-
вания целевых продуктов синтеза — жидких угле-
пературы осуществляли ступенчато (на 20° каждые
водородов — заметно возрастала при повышении
12 ч). В конце каждого изотермического режима осу-
давления синтез-газа.
ществляли отбор проб газа и жидкости на анализ.
Следует отметить, что выход жидких угле-
Исходный синтез-газ и газообразные продукты
водородов на наноразмерном катализаторе
синтеза анализировали методом газоадсорбцион-
100Fe:8Al2O3:3K2O при одинаковой конверсии СО
1744
Куликова М. В. и др.
Рис. 1. Влияние давления синтез-газа на температурные зависимости конверсии СО (а) и селективность в отношении
образования жидких углеводородов (б).
Катализатор: 100Fe:8Al2O3:3K2O; условия восстановления: 300°С, СО, 20 атм, 3.3 л·гFe-1∙ч-1, 24 ч; условия синтеза:
300°С, СО/Н2 = 1/1, ν = 0.003 см·с-1.
Р (атм): 1 — 15, 2 — 20, 3 — 25, 4 — 30, 5 — 40.
(65%) практически не изменялся при повышении
и соответственно с уменьшением времени контак-
давления (рис. 2). В то же время производительность
та. При этом доля дизельной фракции уменьшалась
катализатора заметно возрастала вследствие боль-
практически вдвое, а доля восков (твердых углеводо-
шего объема синтез-газа, проходящего через катали-
родов) — в 1.5 раза.
затор при большем давлении, и достигала почти 700
Следует отметить, что при повышении давления
г·кгFe-1·ч-1 при 40 атм.
в составе жидких углеводородов заметно снижалось
Давление синтез-газа также оказывало влияние на
содержание фракции С19+ (см. таблицу), что, по-ви-
состав жидких продуктов синтеза Фишера-Тропша
димому, связано с уменьшением летучести паров
на наноразмерном катализаторе 100Fe:8Al2O3:3K2O
жидкой фазы при повышении давления. Тем не менее
(см. таблицу). С повышением давления с 15 до 40 атм
доля этой фракции все же заметно превосходила рас-
наблюдали увеличение доли бензиновой фракции в
четное значение, полученное из уравнения Шульца-
жидких продуктах синтеза с 71 до 85%, что, по-ви-
Флори (ШФ), что свидетельствует о необходимости
димому, связано с увеличением в ~2.5 раза (с 19 до
использования более высококипящей углеводородной
50 нл·ч-1) линейной скорости подачи синтез-газа
жидкой фазы.
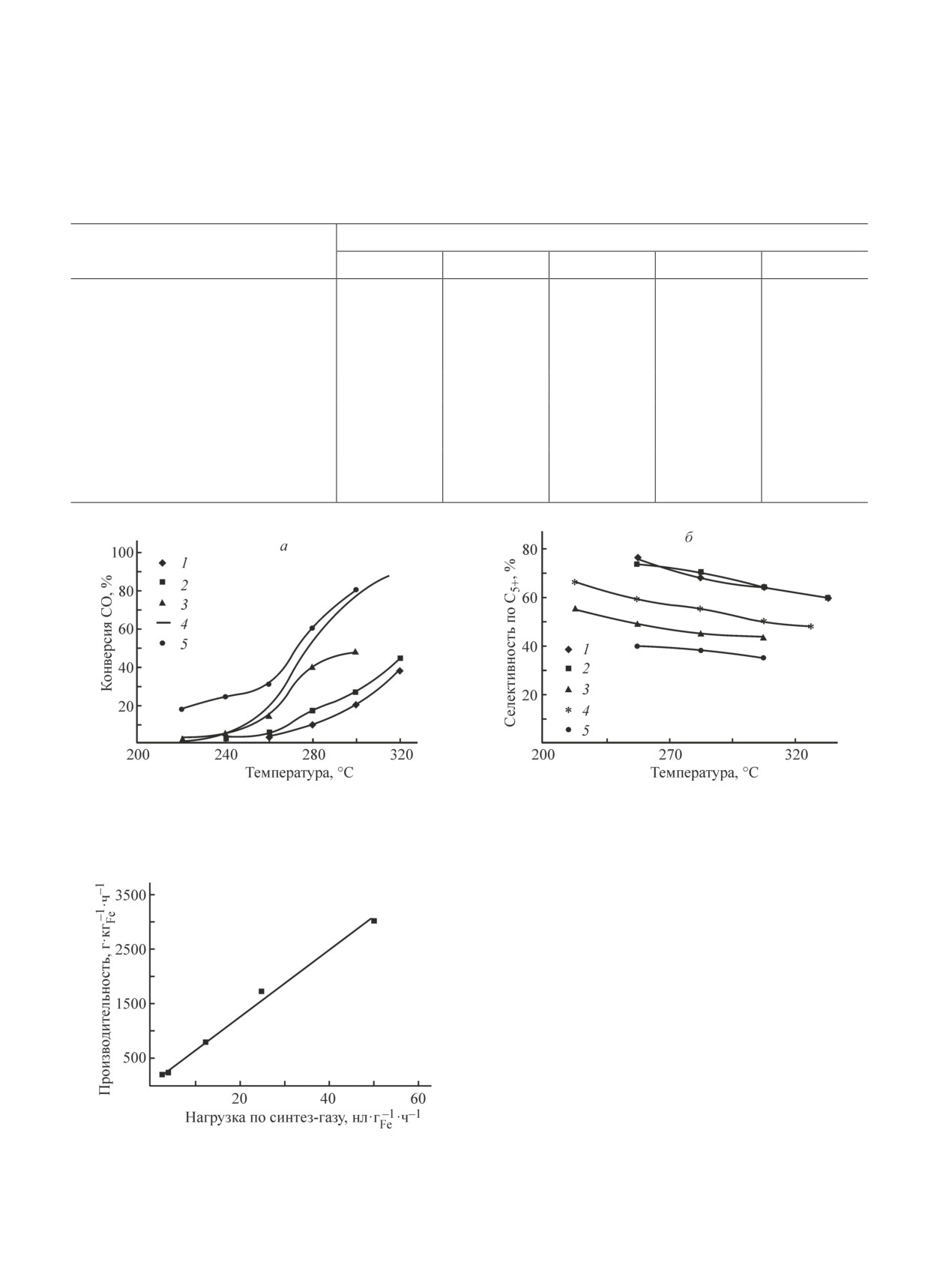
Как и следовало ожидать, рост нагрузки по син-
тез-газу на наноразмерный Fe-катализатор с 2.8 до
50 нл·гFe-1·ч-1 при фиксированном давлении (20 атм)
приводил к снижению его активности (рис. 3, а), что
выражается в уменьшении конверсии СО в 2 раза
при 300°С с 80 при нагрузке 2.8 нл·гFe-1·ч-1 до 38%
при 50 нл·гFe-1·ч-1. Однако селективность по жид-
ким продуктам при этом увеличивается с 35 до 64%
(рис. 3, б). Причиной этого, возможно, является менее
интенсивное протекание реакции водяного газа при
высоких значениях нагрузки по синтез-газу.
Следует отметить, что увеличение нагрузки по
синтез-газу с 2.8 до 50 нл·гFe-1·ч-1 приводит к росту
более чем на порядок производительности катализа-
Рис. 2. Влияние давления синтез-газа на выход жидких
тора, которая может достигать 3 кг·кгFe-1∙ч-1 (рис. 4),
углеводородов и производительность по этим продук-
что может иметь важное практическое значение.
там.
Расчет реактора. Поскольку применение для про-
Катализатор: 100Fe:8Al2O3:3K2O; условия восстановления:
мышленного синтеза Фишера-Тропша проточного по
300°С, СО, 20 атм, 3.3 л·гFe-1∙ч-1, 24 ч; условия синтеза:
300°С, СО/Н2 = 1/1, ν = 0.003 см·с-1.
газу автоклавного реактора с мешалкой затруднено
Расчет габаритов трехфазного реактора синтеза Фишера-Тропша
1745
Влияние давления синтез-газа на состав жидких продуктов синтеза Фишера-Тропша
на наноразмерном катализаторе 100Fe:8Al2O3:3K2O
Условия восстановления: 300°С, СО, 20 атм, 3.3 л·гFe-1∙ч-1, 24 ч;
условия синтеза: 300°С, СО/Н2 = 1/1, ν = 0.003 см·с-1
Давление, атм
Показатель
15
20
25
30
40
Фракционный состав, мас%:
71
73
80
83
85
С5-С10
20
18
12
10
9
С11-С18
9
9
8
7
6
С19+
Содержание олефинов, %
40
45
45
48
51
Содержание оксигенатов в водном
10
14
20
8
9
слое, %
Вероятность роста углеродной цепи
0.70
0.63
0.63
0.61
0.60
ШФ-альфа
Рис. 3. Зависимость конверсии СО (а) и селективности по С5+ (б) от температуры при различных нагрузках ката-
лизатора по синтез-газу.
Нагрузка по синтез-газу (нл·гFe-1·ч-1): 1 — 50, 2 — 25, 3 — 12.5, 4 — 4.2, 5 — 2.8.
ввиду проблем с отводом больших количеств выделя-
ющегося тепла как от внешних границ реакционного
объема, так и от мешалки, при масштабировании
целесообразно использовать колонну барботажного
типа — аппарат, наиболее часто применяемый для
реализации крупнотоннажных процессов Фишера-
Тропша с суспендированным катализатором.
Определение размеров барботажной колонны про-
водили с учетом данных, полученных при исполь-
зовании реактора автоклавного типа, и следующих
соображений:
— увеличение объема подаваемого в аппарат син-
тез-газа с 25 до 500 нл·ч-1 обусловливает увеличение
Рис. 4. Влияние нагрузки по синтез-газу на производи-
(при линейной скорости синтез-газа 0.003 см·с-1)
тельность при конверсии СО, равной 40%.
объема суспензии катализатора со 100 до 2 л;
1746
Куликова М. В. и др.
— соотношение высоты и диаметра определяется
значений линейной скорости, составляет 3-4.5 см.
из соображения необходимости соответствия гидро-
Объем рабочей зоны реактора с учетом газосодер-
динамических и массообменных характеристик двух
жания 2-5% составит ≈2.05-2.1 л, что соответствует
типов реакторов и их влияния на протекание ката-
высоте 1.13-1.16 м.
литической реакции. Поскольку для суспензий на-
При использовании рециркуляции синтез-газа [со-
норазмерных частиц такие взаимосвязи детально не
отношение между исходным и рециркулирующим
изучены, на данном этапе исходили из согласования
газом может достигать (4-5):1] необходимо исполь-
значений среднего содержания газа в наноразмер-
зовать большие линейные скорости (≈0.03-0.04 м·с-1)
ной дисперсии, которую принимали как однородную
[19], практически совпадающие со скоростями, кото-
жидкую фазу;
рые могут возникнуть при организации рецикла (при
— для реактора с мешалкой (диаметр 5 см, ди-
сохранении температуры и давления неизменными),
аметр шестилопастной мешалки 3 см, 300°С и
и приближающиеся к верхней скоростной границе
2.0 МПа, расход синтез-газа 25 нл·ч-1, частота оборо-
существования пузырькового режима. При таких
тов мешалки 6.66 с-1) применение формул Сойфера-
значениях приведенной линейной скорости газосо-
Кафарова или Бальцежака-Соломахи [17] позволяет
держание может достичь 10-12%, что приводит к
оценить величину газосодержания в 2-5%;
значениям высоты реакционной зоны 1.2 м.
— использование формул Кутателадзе-Стыри-
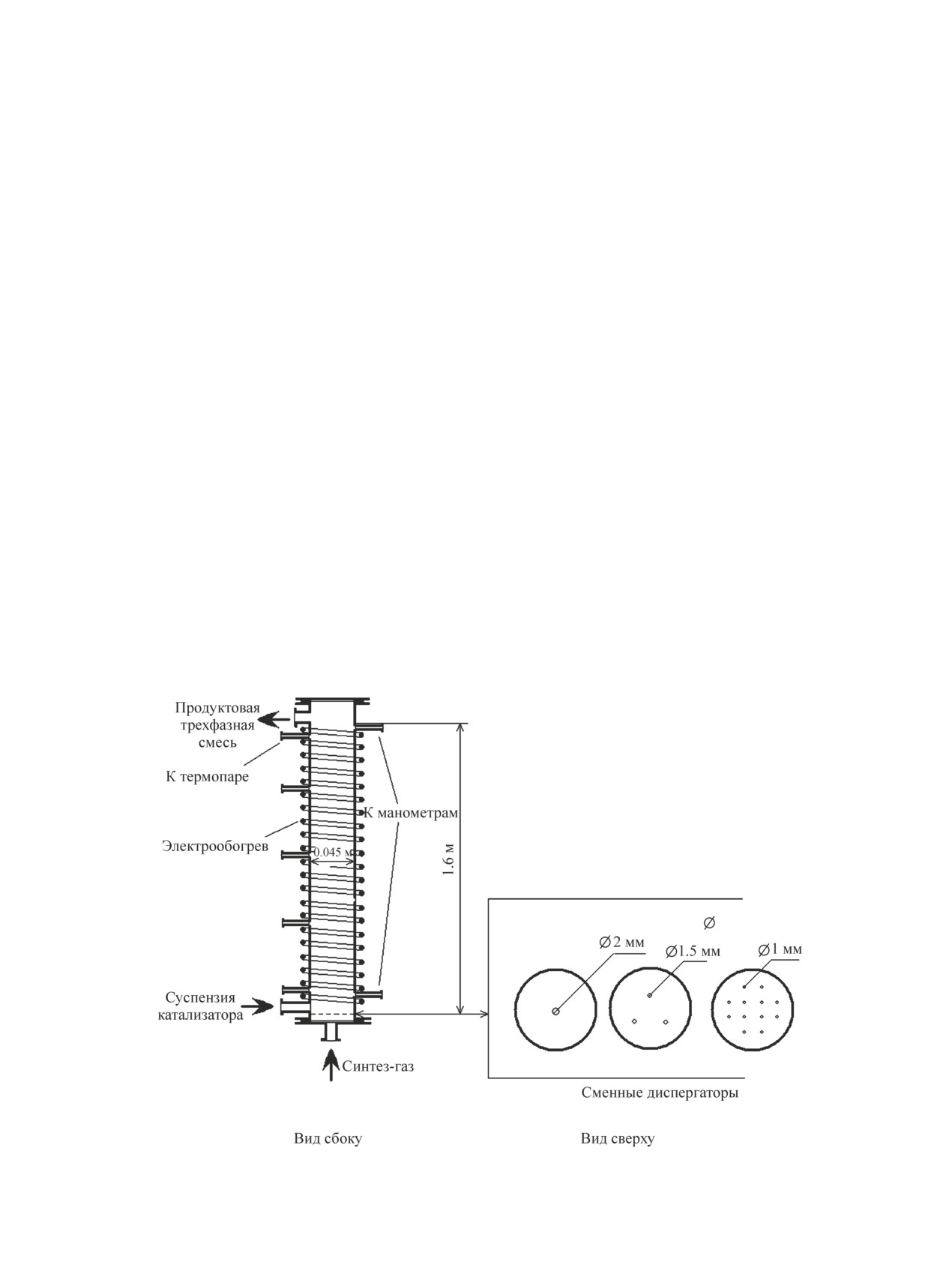
Во избежание механического брызгоуноса и с це-
ковича или Айзенбуда-Дильмана [18] позволяет опре-
лью обеспечить возможность варьирования объема
делить, что для достижения газосодержания 2-5% в
суспензии предусмотрена «мертвая зона» между по-
колонне барботажного типа необходимо поддержи-
верхностью барботируемой суспензии и отводящей
вать приведенную линейную скорость синтез-газа
трубкой газа. Выбрано значение 1/4 от возможной
равной 0.01-0.02 м·с-1.
высоты слоя, что приводит к общей высоте внутрен-
Если исходить из того, что пилотный реактор
него пространства реактора 1.6 м.
функционирует в однопроходном режиме при рас-
На рис. 5 представлен эскиз предлагаемого барбо-
ходе газа 500 нл·ч-1, то внутренний диаметр реак-
тажного реактора колонного типа с вариантами смен-
тора, необходимый для поддержания определенных
ных диспергаторов для ввода свежего синтез-газа.
Рис. 5. Общий вид барботажного реактора колонного типа пилотной установки (а) со сменными диспергаторами (б).
Расчет габаритов трехфазного реактора синтеза Фишера-Тропша
1747
Выводы
for monetizing natural gas // J. Natural Gas Sci. Eng.
2012. V. 9. P. 196-208.
В результате проведенной работы установлена
оптимальная нагрузка на железосодержащую катали-
[2] Jürgens S., Oßwald P., Selinsek M., Piermartini P.,
тическую дисперсию трехфазного синтеза Фишера-
Schwa J., Pfeifer P., Bauder U., Ruoff S., Rauch B.,
Тропша — 25 нл·ч-1 при использовании автоклавного
Köhler M. Assessment of combustion properties of non-
реактора. Линейная скорость синтез-газа соответству-
hydroprocessed Fischer-Tropsch fuels for aviation //
ет 0.003 см·с-1. В данных условиях были достигнуты
Fuel Processing Technol. 2019. V. 193. P. 232-243.
следующие показатели синтеза: конверсия СО 80%,
производительность по жидким углеводородам 400
[3] Dry M. E. The Fischer-Tropsch process: 1950-2000 //
Catal. Today. 2002. V. 71. P. 227-241.
г·кгFe-1·ч-1.
На основании полученных данных при моделиро-
[4] Мордкович В. З., Синева Л. В., Кульчаковская Е. В.,
вании реактора колонного типа для осуществления
Асалиева Е. Ю. Четыре поколения технологии по-
трехфазного синтеза Фишера-Тропша были рассчи-
лучения синтетического жидкого топлива на осно-
таны следующие габариты агрегата: высота 1.6 м,
ве синтеза Фишера-Тропша // Катализ в нефтепе-
внутренний диаметр 0.045 м.
рераб. пром-сти. 2015. Т. 15. № 5. С. 23-45. https://
doi.org/10.18412/1816-0387-2015-5-23-45
Благодарности
[5] Куликова М. В., Кузьмин А. Е., Чупичев О. Б.
Натурное моделирование барботажа в сларри-ре-
В данной работе использовалось оборудование цен-
акторе синтеза Фишера-Тропша с наноразмерным
тра коллективного пользования «Новые нефтехимиче-
катализатором // ЖПХ. 2018. Т. 91. № 4. С. 528-
ские процессы, полимерные композиты и адгезивы».
532 [Kulikova M. V., Kuz′min A. E., Chupichev O. B.
Bubbling in Fischer-Tropsch synthesis with nanosized
Финансирование работы
catalyst: a study using a model slurry reactor // Russ.
J. Appl. Chem. 2018. V. 91. N 4. P. 597-601. https://
Работа проведена при финансовой поддерж-
doi.org/10.1134/S1070427218040109].
ке Министерства образования и науки Российской
[6] Maretto C., Krishna R. Modelling of a bubble column
Федерации (Соглашение № 14.607.21.0168, уникаль-
slurry reactor for Fischer-Tropsch synthesis // Catal.
ный идентификатор прикладных научных исследова-
Today. 1999. V. 52. N 2-3. P. 279-289. https://
ний RFMEFI60717X0168).
doi.org/10.1016/S0920-5861(99)00082-6
[7] Qian W.-x., Ma H.-f., Li T., Ying W.-y., Fang D.-y.
Конфликт интересов
Modeling of a slurry bubble column reactor for
Fischer-Tropsch synthesis // J. Coal Sci. Eng. (China).
Авторы заявляют об отсутствии конфликта инте-
2012. V. 18. N 1. P. 88-95.
ресов, требующего раскрытия в данной статье.
[8] Li C. Modeling and optimization of industrial Fischer-
Информация об авторах
Tropsch synthesis with the slurry bubble column
reactor and iron-based catalyst // Chin. J. Chem. Eng.
Куликова Майя Валерьевна, к.х.н., ORCID: https://
2018. V. 26. N 5. P. 1102-1109.
orcid.org/0000-0003-2235-8989
Чудакова Мария Владимировна, к.х.н., ORCID:
[9] Orvalho S., Hashida M., Zednikova M., Stanovsky P.,
Ruzicka M. C., Sasaki S., Tomiyama A. Flow regimes
Кузьмин Алексей Евгеньевич, к.х.н., ORCID: https://
in slurry bubble column: Effect of column height and
orcid.org/0000-0003-2379-1442
particle concentration // Chem. Eng. J. 2018. V. 351.
Куликов Альберт Борисович, к.х.н., ORCID: https://
orcid.org/0000-0003-1756-282X
[10] Basha O. M., Sehabiagu L., Abdel-Wahab A.,
Шамсуллин Айрат Инсафович, к.х.н., ORCID:
Morsi B. I. Fischer-Tropsch synthesis in slurry bubble
column reactors: Experimental investigations and
Айнуллов Тагир Семигуллович, ORCID: https://
modeling — A review // Int. J. Chem. Reactor Eng.
2015. V. 13. N 3. P. 201-288.
orcid.org/0000-0002-2334-8224
[11] Seyednejadian S., Rauch R., Bensaid S., Hofbauer H.,
Список литературы
Webe G., Saracco G. Power to fuels: Dynamic
[1] Wood D. A., Nwaoh C., Towler B. F. Gas-to-liquids
modeling of a slurry bubble column reactor in lab-
(GTL): A review of an industry offering several routes
scale for Fischer Tropsch synthesis under variable load
1748
Куликова М. В. и др.
of synthesis Gas // Appl. Sci. 2018. V. 8. P. 514-535.
[15]
Куликова М. В., Дементьева О. С., Горшкова М. Ю.
Особенности синтеза углеводородов по методу
[12] Hooshyar N., Fatemi S., Rahmani M. Mathematical
Фишера-Тропша в присутствии дисперсных желе-
modeling of Fischer-Tropsch synthesis in an industrial
зосодержащих систем с различным диаметром ча-
slurry bubble Column // Chem. React. Eng. 2009. V. 7.
стиц взвешенной фазы // Нефтехимия. 2018. Т. 58.
№ 5. С. 564-572.
[13] Куликова М. В., Аль Хазраджи А. Х., Дементь-
ева О. С., Иванцов М. И., Флид В. Р., Хаджиев С. Н.
[Kulikova M. V., Dement′eva O. S., Gorshkova M. Y.
Влияние состава дисперсионной среды на протека-
Features of the Fischer-Tropsch synthesis of
ние синтеза Фишера-Тропша в трехфазной систе-
hydrocarbons in the presence of dispersed iron-
ме в присутствии железосодержащего катализатора
containing systems with varying slurry phase particle
// Нефтехимия. 2015. Т. 55. № 5. С. 391-395. https://
diameter // Petrol. Chem. 2018. V. 58. N 10. P. 855-
doi.org/10.7868/S0028242115050093 [Kulikova M. V.,
Khazradji A. K. A., Dement′eva O. S., Ivantsov M. I.,
[16]
Куликова М. В., Дементьева О. С., Чудакова М. В.,
Flid V. R., Khadzhiev S. N. Influence of dispersion
Иванцов М. И. Влияние способа формирования
medium composition on Fischer-Tropsch synthesis in
наноразмерных суспензий на их физико-химиче-
three-phase system in the presence of iron-containing
ские и каталитические свойства в условиях синтеза
catalysts // Petrol. Chem. 2015. V. 55. N 7. P. 537-541.
Фишера-Тропша // Изв. вузов. Химия и хим. тех-
нология. 2018. Т. 61. Вып. 9-10. С. 70-75. https://
[14] Куликова М. В., Дементьева О. С., Ильин С. О.,
doi.org/10.6060/ivkkt.20186109-10.5863a
Хаджиев С. Н. Закономерности формирования
[17]
Брагинский Л. Н., Бегачев В. И., Барабаш В. М.
и каталитические свойства высокодисперсных
Перемешивание в жидких средах. Л.: Химия, 1984.
железосодержащих композитных катализаторов
С. 105-188.
синтеза Фишера-Тропша в сларри-реакторе //
[18]
Соколов В. Н., Доманский И. В. Газожидкостные
Наногетероген. катализ. 2017. Т. 2. № 2. С. 150-
реакторы. Л.: Машиностроение, 1976. С. 53-76.
[19]
Kölbel H., Ralek M. The Fischer-Tropsch synthesis in
[Kulikova M. V., Dement′eva O. S., Ilyin S. O.,
the liquid phase // Catal. Rev. Sci. Eng. 1980. V. 21.
Khadzhiev S. N. Formation and catalytic behavior
P. 225-274.
of fine iron-containing composite Fischer-Tropsch
catalysts in a slurry reactor // Petrol. Chem. 2017.
V. 57. N 14. P. 1318-1325.