Исследование влияния добавок газойля коксования к прямогонной дизельной фракции...
993
Журнал прикладной химии. 2019. Т. 92. Вып. 8
УДК 665.753.4:665.658.26
ИССЛЕДОВАНИЕ ВЛИЯНИЯ ДОБАВОК ГАЗОЙЛЯ КОКСОВАНИЯ
К ПРЯМОГОННОЙ ДИЗЕЛЬНОЙ ФРАКЦИИ НА ПРОЦЕСС ГИДРООЧИСТКИ
В ПРИСУТСТВИИ CoMo/Al2O3 КАТАЛИЗАТОРА
© П. В. Александров, Г. А. Бухтиярова, C. И. Решетников
Институт катализа им. Г. К. Борескова СО РАН,
630090, г. Новосибирск, пр. Академика Лаврентьева, д. 5
Е-mail: aleksandrov@catalysis.ru
Поступила в Редакцию 28 ноября 2018 г.
После доработки 25 марта 2019 г.
Принята к публикации 25 мая 2019 г.
Проведено экспериментальное исследование поведения CoMo/Al2O3 катализатора в процессе гидро-
очистки прямогонной дизельной фракции с высоким содержанием серы (более 2 мас%) и ее смеси
(до 30 мас%) с легким газойлем коксования в интервале температур 335-365°С и объемной ско-
рости подачи сырья 0.8-2.5 ч-1. Показано, что добавка газойля к прямогонной дизельной фракции
при гидроочистке в условиях, соответствующих рабочим условиям существующих отечественных
установок гидроочистки [Л-24-5, Л-24-6, Л(Ч)-24-7], действует разнонаправленно в зависимости от
температуры и скорости подачи сырья. Так, в интервале температур 335-350°С добавки приводят
к увеличению содержания серы в продуктах гидроочистки. При температуре 365°С более низкие
показатели по сере достигаются при переработке сырья, содержащего легкий газойль коксования.
Наблюдаемые зависимости объясняются тем, что разбавление прямогонной дизельной фракции
добавками легкого газойля коксования приводит к уменьшению содержания труднопревращаемых се-
росодержащих соединений, но увеличивает содержание азотсодержащих соединений — ингибиторов
реакции гидрообессеривания, влияние которых на скорость реакции уменьшается по мере увеличения
температуры.
Ключевые слова: гидроочистка нефтяных фракций; прямогонная дизельная фракция; легкий газойль
коксования
DOI: 10.1134/S004446181908005X
Процесс гидроочистки нефтяных фракций являет-
вятся дизельные дистилляты вторичных процессов,
ся одним из ключевых процессов в нефтепереработ-
такие как легкий газойль каталитического крекинга
ке. Основные задачи этого процесса — обеспечение
и гидрокрекинга, газойли висбрекинга и коксования
экологической чистоты при сжигании получаемых
(легкий газойль коксования, ЛГКО). Причиной посте-
из нефти топлив. Следует отметить, что содержание
пенного увеличения доли вторичных дистиллятов в
серы в нефти и как следствие в различных нефтяных
сырье для производства дизельного топлива является
дистиллятах сильно различается в зависимости от ре-
уменьшение доли легких фракций в нефтяном сы-
гиона добычи: общее количество серы в прямогонных
рье и наметившаяся тенденция увеличения глубины
дизельных фракциях (ПрДФ) обычно колеблется от
переработки нефти [1, 2]. Активность современных
0.3-0.4 до 2.1-2.2 мас%.* Кроме того, наряду с ПрДФ
сульфидных СoMo/Al2O3 и NiMo/Al2O3 катализато-
сырьем для получения дизельного топлива стано-
ров достаточно хорошо изучена в процессе гидро-
очистки сернистых и малосернистных прямогонных
дизельных фракций (0.1-1 мас% серы) [3-6], в то
* Рудин М. Г., Сомов В. Е., Фомин А. С. // Карманный
справочник нефтепереработчика. М.: ЦНИИТЭнефтехим,
время как гидроочистка высокосернистых дизельных
2004. C. 93.
дистиллятов с содержанием серы около 2 мас%, ха-
994
Александров П. В. и др.
рактерным для нефтей, добываемых на территории
Носитель пропитывали раствором, содержащим би-
Башкортостана, Татарстана и среднего Поволжья,
металлический комплекс Mo и Co с лимонной кис-
исследована мало.
лотой. Содержание Co и Mo в катализаторе состави-
Вторичные дизельные дистилляты (газойли ката-
ло 3.5 и 11.2% соответственно (химический анализ
литического крекинга и коксования), как правило, ха-
проводили после прокаливания катализатора при
рактеризуются высоким содержанием серы (до 2.5%),
температуре 550°С в течение 4 ч) [15].
азота (до 0.25%), полиароматических соединений, вы-
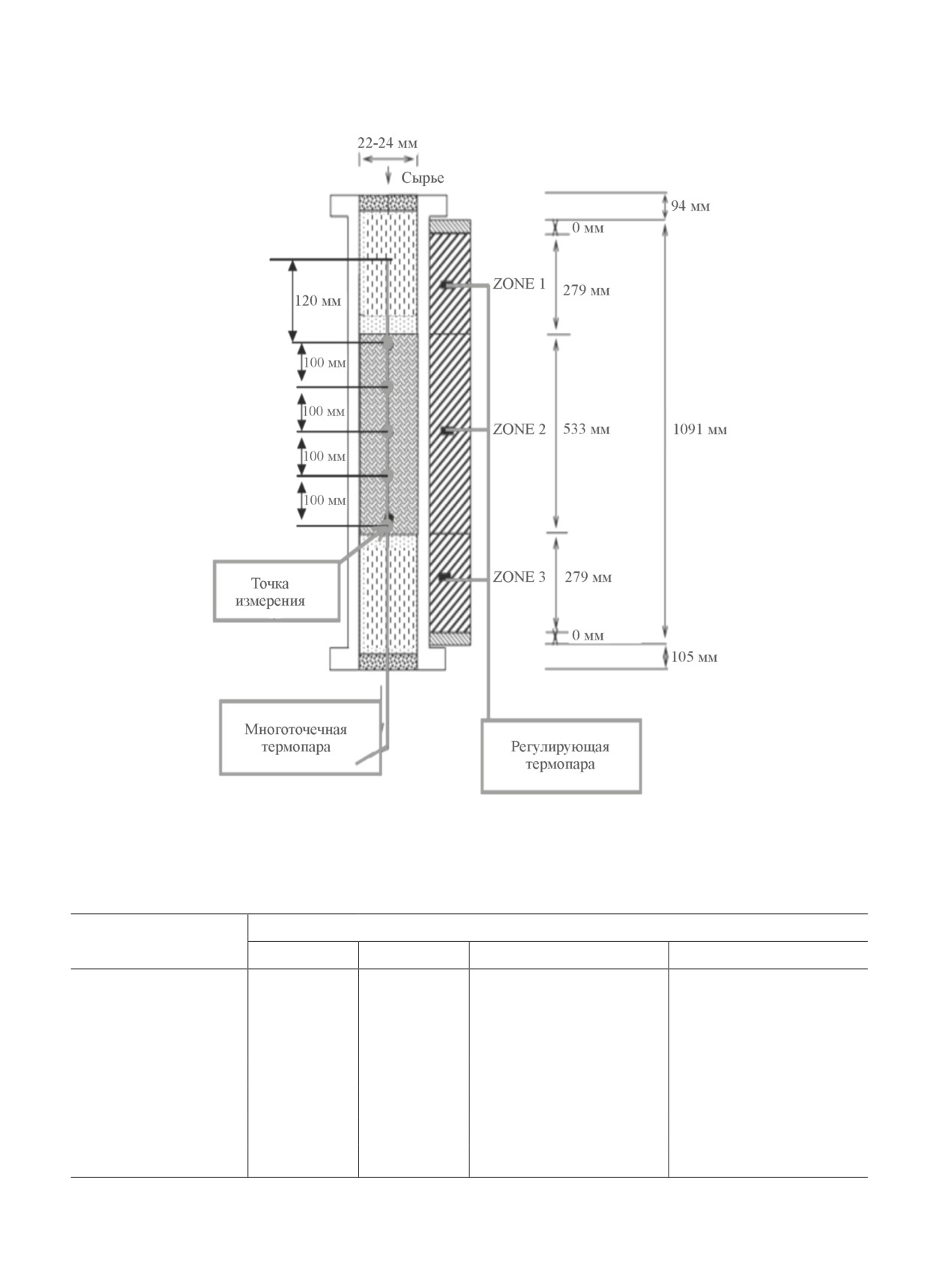
Эксперименты по гидроочистке проводили на
сокой плотностью и низким цетановым индексом [7-
проточной пилотной установке с трубчатым реак-
9]. Это делает их сложным сырьем для гидроочистки
тором диаметром 26 мм и длиной изотермичной
и приводит к тому, что совместная переработка ПрДФ
зоны 300 мм (рис. 1) [16]. Сульфидирование ката-
с такими видами сырья требует значительного уже-
лизатора проводилось непосредственно в реакторе
сточения условий проведения процесса, повышения
прямогонной дизельной фракцией, содержащей до-
температуры и давления водорода [10, 11].
полнительно 0.6% серы в виде диметилдисульфида.
В литературе достаточно много работ, посвящен-
Общее содержание серы и азота в исходном сырье
ных анализу состава ЛГКО и его непосредственной
и гидрогенизатах определяли с помощью рентгено-
гидроочистке [7, 12-14], однако более технологичным
флуоресцентного анализатора LabX3500 и анализа-
и простым для промышленной реализации является
тора серы/азота Antek 9000TNS в соответствии со
процесс совместной гидроочистки смесей ПрДФ с
стандартными методиками ASTM D 5762 и ASTM D
вторичными дистиллятами.
5453. Определение индивидуальных серосодержащих
Целью данной работы являлось эксперименталь-
соединений проводили с помощью хроматографа
ное исследование влияния состава сырья и условий
Agilent 6890N с атомно-эмиссионным детектором
проведения процесса на поведение CoMo/Al2O3 ката-
JAS, селективным по сере.
лизатора в процессе гидроочистки прямогонной ди-
Процесс проводили при температурах 335, 350 и
зельной фракции с высоким содержанием серы (более
365°С, объемных скоростях подачи сырья 0.8-3.5 ч-1,
2 мас%) и ее смеси (до 30 мас%) с ЛГКО. Изучена
давлении водорода 3.5 МПа и величине отношения
возможность уменьшения содержания серы до уров-
H2/сырье = 300 Нм3 водорода/м3 сырья.
ня менее 10 ppmw при гидроочистке указанных сме-
В качестве исходного сырья использовали высоко-
сей в условиях эксплуатации установок гидроочист-
сернистые прямогонную дизельную фракцию и лег-
ки на российских НПЗ; проанализировано влияние
кий газойль коксования, химические и фракционные
ЛГКО на результаты гидрообессеривания ПрДФ.
составы которых приведены в табл. 1 и 2.
Экспериментальная часть
Обсуждение результатов
В качестве носителя катализатора использовался
Гидроочистку ПрДФ и ее смесей с ЛГКО прово-
гранулированный в виде трилистника оксид алю-
дили при постоянном давлении (3.5 МПа) и соотно-
миния (высота 1.2 мм, длина 4-6 мм) производства
шении водород/сырье (300 Нм3 водорода/м3 сырья)
ЗАО «Промышленные катализаторы» (г. Рязань)
при температуре 335, 350 и 365°С, изменяя объемную
с удельной поверхность 285 м2·г-1, объемом пор
скорость подачи сырья при фиксированной темпера-
0.82 см3·г -1 и средним диаметром пор 115 Å.
туре (табл. 3).
Таблица 1
Химический состав и плотность сырья
Ароматические соединения, мас%
Сырье
S, мас%
N, ppm
ρ, г·см-3
моно
ди
три+
ПрДФ
2.08
186
0.8574
22.92
11.15
1.84
85% ПрДФ/15% ЛГКО
2.11
270
0.8592
24.63
12.56
1.45
70% ПрДФ/30% ЛГКО
2.13
360
0.8597
25.10
13.06
1.36
ЛГКО
2.29
766
0.8630
26.12
14.67
0.79
Исследование влияния добавок газойля коксования к прямогонной дизельной фракции...
995
Рис. 1. Схема загрузки катализатора в реактор и размещение контролирующих термопар.
Таблица 2
Фракционный состав (имитированная дистилляция D86)
Температура, °С
Фракция
ПрДФ
ЛГКО
15% ЛГКО/85% ПрДФ
30% ЛГКО/70% ПрДФ
н.к. 0.5%
202
207
203
204
5.0%
227
224
225
227
30.0%
264
242
255
256
50.0%
286
257
276
277
70.0%
308
275
298
299
95.0%
351
311
344
344
к.к. 99.5%
358
326
355
355
996
Александров П. В. и др.
Установлено, что при температуре проведения
(ОСПС = 2.5 ч-1) разница между содержанием серы
процесса 335°С добавки ЛГКО приводят к увеличе-
в продуктах гидроочистки ПрДФ и ее смесей с ЛГКО
нию остаточного содержания серы, в целом ухудшая
практически отсутствует. Однако при более глубо-
показатели процесса (табл. 3). Однако степень ин-
кой очистке (при уменьшении ОСПС) остаточное
гибирования для разных объемных скоростей раз-
содержание серы в продуктах гидроочистки смесей
ная; если при объемной скорости (ОСПС) 1.8 ч-1
ПРДФ-ЛГКО все больше отличается от результатов
разницы между смесями практически нет, то при
очистки ПрДФ в сторону увеличения (табл. 3). Так,
снижении скорости подачи сырья (или, что то же
при ОСПС, равной 0.8 ч-1, разница становится крат-
самое, увеличении глубины сероочистки) ингиби-
ной: в продуктах гидроочистки ПрДФ содержится
рующий эффект усиливается, а именно смесь ЛГКО
10.3 ppm S, а в продуктах гидроочистки смесей, со-
очищается от серы все хуже по сравнению с ПрДФ.
держащих 15 и 30 мас% ЛКГО, — 18 и 29.5 ppm S
Однако степень ингибирования реакции гидрообес-
соответственно.
серивания для разных объемных скоростей разная:
При дальнейшем увеличении температуры прове-
по мере снижения объемной скорости влияние ЛГКО
дения процесса до 365°С характер влияния добавок
на содержание серы в продуктах гидроочистки уси-
ЛКГО на результаты гидроочистки ПрДФ существен-
ливается. Так, при скорости подачи 1.8 ч-1 в про-
но изменяется (табл. 3). Показатели процесса гидро-
дуктах гидроочистки ПрДФ остаточное содержание
очистки смеси, содержащей 30% ЛГКО, практиче-
серы составляет 492 ppm, а в продуктах гидроочистки
ски не отличаются от показателей, полученных при
смеси 70% ПрДФ/30% ЛГКО — 535 ppm. При скоро-
гидроочистке ПрДФ во всем интервале объемных
сти подачи сырья 0.8 ч-1 в продуктах гидроочистки
скоростей (0.9-3.5 ч-1). В этих условиях самое низкое
ПрДФ и смеси 70% ПрДФ/30% ЛГКО содержится 60
содержание серы в продуктах достигается при гидро-
и 132 ppm S соответственно.
очистке смеси, содержащей 15% ЛГКО.
При увеличении температуры до 350°С количе-
Таким образом, добавки ЛГКО по-разному вли-
ство серы в продуктах гидроочистки, полученных в
яют на остаточное содержание серы в продуктах
одинаковых условиях, заметно снижается, при этом
гидроочистки в зависимости от объемной скорости
характер влияния ЛГКО на количество серы сохра-
и температуры проведения процесса. Влияние ЛГКО
няется. При степени сероочистки до 200-250 ppm
становится более заметным при уменьшении темпе-
Таблица 3
Содержание серы в продуктах гидроочистки прямогонной дизельной фракции и ее смесей
с легким газойлем коксования
Остаточное содержание серы, ppm
Объемная скорость подачи сырья,
ч-1
ПрДФ
85% ПрДФ + 15% ЛГКО
70% ПрДФ + 30% ЛГКО
Температура 335°С
0.8
59.3
76.2
132
1.2
204
210
268
1.8
492
483
535
Температура 350°С
0.8
10.3
18.0
29.5
1.8
96.5
128
155
2.5
235
263
249
Температура 365°С
0.9
9.6
7.9
11.7
2.2
67.0
63.6
72.0
3.5
234
—
204
Исследование влияния добавок газойля коксования к прямогонной дизельной фракции...
997
ратуры и объемной скорости подачи сырья. При этом
Таким образом, добавки ЛГКО к ПрДФ действу-
глубина сероочистки напрямую связана с темпера-
ют разнонаправленно: с одной стороны, снижение
турой проведения процесса и с объемной скоростью
концентрации труднопревращаемых серосодержа-
подачи сырья: в частности, остаточное содержание
щих соединений способствует снижению остаточ-
серы тем меньше, чем меньше объемная скорость.
ного содержания серы в продуктах гидроочистки; с
Согласно данным табл. 1 ЛГКО незначительно
другой — увеличение содержания азотсодержащих
отличается от прямогонной дизельной фракции как
соединений, ингибирующих реакции гидроочистки,
по общему содержанию серы, так и по количеству
приводит к замедлению реакций гидрообессеривания
ароматических соединений, однако содержит в не-
и увеличению содержания серы в продуктах.
сколько раз больше азотсодержащих соединений,
При низких конверсиях сера в смесях ПрДФ с
которые являются сильными ингибиторами реакции
ЛГКО превращается быстрее, чем в ПрДФ, за счет
гидрообессеривания [6].
более легкого состава серосодержащих соединений.
Для выяснения различий в составе серосодержа-
Однако по мере протекания процесса доля трудно-
щих соединений в различном сырье ПрДФ и ЛГКО
превращаемых серосодержащих соединений в сырье
были проанализированы с использованием хрома-
постоянно возрастает, при глубокой степени очистки
тографа Agilent 6890, укомплектованного атомно-
практически вся сера представлена в виде труднопре-
эмиссионным детектором, позволяющим опреде-
вращаемых соединений (замещенные дибензотиофе-
лять распределение серосодержащих соединений в
ны). Содержание труднопревращаемых серосодержа-
нефтяных фракциях [16]. Сравнение хроматограмм
щих соединений в ПрДФ и ее смесях с ЛГКО к этому
серосодержащих соединений в ЛГКО и ПрДФ по-
моменту выравнивается из-за того, что в смесях с
зволяет сделать вывод, что в ПрДФ сера представле-
ЛГКО они превращались медленнее, чем в ПрДФ, а
на соединениями с более высокими температурами
общее содержание серы снижалось примерно оди-
кипения, значительное количество серы находится
наково за счет превращения легкопревращающихся
в области температур кипения замещенных дибен-
соединений, которых больше в смесях с ЛГКО.
зотиофенов, которые превращаются со значительно
Таким образом, к некоторому уровню остаточного
меньшей скоростью (рис. 2). В результате смешения
содержания серы, 200-250 ppm S (при температуре
ПрДФ с ЛГКО концентрация труднопревращающихся
350°С), количество труднопревращающихся соеди-
соединений серы фактически уменьшается, следстви-
нений в процессе очистки ПрДФ и ее смесей с ЛГКО
ем этого должно быть снижение остаточного содер-
сравнивается. При этом в смесях с ЛГКО по-преж-
жания серы в продуктах гидроочистки, полученных
нему остается значительно больше азотсодержащих
в сопоставимых условиях.
соединений (табл. 4), а также аммиака в газовой фазе,
Рис. 2. Хроматограмма S181 серосодержащих соединений в газойле коксования в сравнении с прямогонной
дизельной фракцией.
998
Александров П. В. и др.
Таблица 4
Результаты экспериментов по гидроочистке смесей прямогонной дизельной фракции
с легким газойлем коксования при температуре 350°С
Остаточное содержание азота, ppm
Объемная скорость подачи, ч-1
ПрДФ
85% ПрДФ + 15% ЛГКО
70% ПрДФ + 30% ЛГКО
0.8
3.7
7.0
23.2
1.8
30.9
54.1
94.7
2.5
65.5
90.8
133.5
которые сильнее ингибируют процесс дальнейшей
чением сверхчистого дизельного топлива (<10 ppm
гидроочистки. При увеличении степени очистки за
серы) в условиях, соответствующих рабочим услови-
счет уменьшения объемной скорости показатели про-
ям существующих отечественных установок гидро-
цесса гидроочистки смесей ПрДФ с ЛГКО будут хуже
очистки [Л-24-5, Л-24-6, Л(Ч)-24-7] при использова-
показателей процесса гидроочистки ПрДФ, и тем
нии СoMoS/Al2O3 катализатора нового поколения.
больше, чем глубже степень очистки и чем больше
Парциальное давление водорода в таких установках
доля ЛГКО в исходном сырье.
не превышает 3.5-4.0 МПа, отношение Н2/сырье ~300.
Известно, что ингибирующий эффект азотсодер-
Разбавление прямогонной дизельной фракции до-
жащих соединений, аммиака и сероводорода обу-
бавками легкого газойля коксования действует раз-
словлен конкурентной адсорбцией на активных цен-
нонаправленно, его влияние на условия проведения
трах и зависит от температуры [17]. При повышении
процесса зависит от глубины гидроочистки и темпе-
температуры влияние ингибиторов уменьшается за
ратуры проведения процесса. Так, при температуре
счет уменьшения доли активных центров катали-
350°С и степени очистки глубже 200-250 ppm S до-
затора, занятых адсорбированными ингибиторами.
бавки газойля ухудшают показатели процесса тем
По-видимому, снижение влияния азотсодержащих
больше, чем больше содержание газойля и выше уро-
соединений на скорость гидрообессеривания и объяс-
вень очистки. А при температуре 365°С показатели
няет тот факт, что при температуре 365°С остаточное
гидроочистки смеси газойля сравниваются или даже
содержание серы в продуктах гидроочистки смеси
превосходят показатели процесса гидроочистки пря-
ПрДФ с ЛКГО было практически таким же или даже
могонной дизельной фракции вплоть до сверхглубо-
ниже, чем в продуктах гидроочистки ПрДФ, не со-
кого уровня очистки (10 ppm S).
держащей добавок.
Поскольку добавление легкого газойля коксова-
Таким образом, добавление ЛГКО к ПрДФ при ги-
ния к прямогонной дизельной фракции в процессе
дроочистке не всегда приводит к увеличению остаточ-
гидроочистки может приводить как к снижению про-
ного содержания серы и к снижению производительно-
изводительности установок, так и к увеличению, для
сти установок гидроочистки. Результирующий эффект
более точного описания работы реактора гидроочист-
будет зависеть от рабочей температуры, которая в
ки с использованием таких смесей в качестве сырья
свою очередь будет определяться требованиями к глу-
необходима разработка математических моделей,
бине гидроочистки и производительностью установ-
учитывающих различия химического состава серо-
ки. Точное описание результатов гидроочистки смесей
содержащих соединений легкого газойля коксования
ПрДФ и ЛГКО возможно посредством моделирования
и прямогонной дизельной фракции.
с учетом различного химического состава серосодер-
жащих соединений ЛГКО и ПрДФ, а также разной ре-
Благодарности
акционной способности серосодержащих соединений.
Работа выполнена в рамках государственного за-
Выводы
дания ИК СО РАН.
Показана возможность реализации процессов ги-
Конфликт интересов
дроочистки прямогонных дизельных фракций с вы-
соким содержанием серы (более 2 мас%) и их смесей
Авторы заявляют об отсутствии конфликта инте-
с легким газойлем коксования — до 30 мас% с полу-
ресов, требующего раскрытия в данной статье.
Исследование влияния добавок газойля коксования к прямогонной дизельной фракции...
999
Информация об авторах
136 [Tomina N. N., Pimerzin A. A., Zhilkina E. O.,
Eremina Y. V. // Petrol. Chem. 2009. V. 49. N 2.
Александров Павел Васильевич, ORCID: https://
P. 114-119].
orcid.org/0000-0002-1216-8500
[9] Якупов И. Р., Юрченко В. В., Ахметов А. В., Има-
Бухтиярова Галина Александровна, к.х.н., ORCID:
шева М. У., Ахметов А. Ф. // Нефтегаз. дело. 2014.
Т. 5. С. 209-222.
Решетников Сергей Иванович, д.х.н., ORCID:
[10] Babich I. V., Moulijn J. A. // Fuel. 2003. V. 82. N 6.
P. 607-631.
[11] Солманов П. С., Максимов Н. М., Еремина Ю. В.,
Жилкина Е. О., Дряглин Ю. Ю., Томина Н. Н. //
Список литературы
Нефтехимия. 2013. Т. 53. № 3. С. 199-202 [Solma-
[1] Левинбук М. И., Котов В. Н. // Мир нефтепродуктов.
nov P. S., Maximov N. M., Eremina Y. V., Zhilki-
Вестн. нефтяных компаний. 2015. Т. 2. C. 4-20.
na E. O., Dryaglin Y. Y., Tomina N. N. // Petrol. Chem.
[2] Чернышева Е. // Бурение и нефть. 2015. Т. 5.
2013. V. 53. N 3. P. 177-180].
С. 4-8.
[12] Kumar S., Bajwa N. S., Rana B. S., Nanoti S. M.,
[3] Klimov O. V., Nadeina K. A., Vatutina Y. V., Stolya-
Garg M. O. // Fuel. 2018. V. 220. P. 754-762.
rova E. A., Danilova I. G., Gerasimov E. Y., Prosvi-
[13] Soni K. K., Boahene P. E., Rambabu N., Dalai A. K.,
rin I. P., Noskov A. S. // Catal. Today. 2018. V. 307.
Adjaye J. // Catal. Today. 2013. V. 207. P. 119-126.
P. 73-83.
[14] Sheng Q., Wang G., Liu Y., Husein M. M., Gao C.,
[4] Hoekstra G. // Catal. Today. 2007. V. 127. N 1. P. 99-
Gao J. // Fuel. 2018. V. 226. P. 27-34.
102.
[15] Klimov O. V., Pashigreva A. V., Bukhtiyarova G. A.,
[5] Song C. // Catal. Today. 2003. V. 86. N 1-4. P. 211-263.
Budukva S. V., Fedotov M. A., Kochubey D. I.,
[6] Stanislaus A., Marafi A., Rana M. // Catal. Today. 2010.
Chesalov Y. A., Zaikovskii V. I., Noskov A. S. // Catal.
V. 153. P. 1-68.
Today. 2010. V. 150. N 3-4. P. 196-206.
[7] Soni K., Boahene P. E., Chandra Mouli K., Dalai A. K.,
[16] Александров П. В., Бухтиярова Г. А., Носков А. С.
Adjaye J. // Appl. Catal. A: General. 2011. V. 398. N 1.
// Катализ в пром-сти. 2014. Т. 5. С. 88-94.
P. 27-36.
[17] Alvarez A., Escobar J., Toledo J.A., Pérez V., Cor-
[8] Томина Н. Н., Пимерзин А. А., Жилкина Е. О., Ере-
tés M. A., Pérez M., Rivera E. // Fuel. 2007. V. 86. N 9.
мина Ю. В. // Нефтехимия. 2009. Т. 49. № 2. С. 130-
P. 1240-1246.