Экстракция в эмульсионном режиме высших жирных кислот из растительных масел метанолом или этанолом...
425
Журнал прикладной химии. 2020. Т. 93. Вып. 3
УДК 66.08
ЭКСТРАКЦИЯ В ЭМУЛЬСИОННОМ РЕЖИМЕ ВЫСШИХ ЖИРНЫХ КИСЛОТ
ИЗ РАСТИТЕЛЬНЫХ МАСЕЛ МЕТАНОЛОМ ИЛИ ЭТАНОЛОМ
В ТЕХНОЛОГИИ ПРОИЗВОДСТВА СЛОЖНЫХ ЭФИРОВ
© И. А. Пермякова, В. В. Вольхин, О. С. Медведева
Пермский национальный исследовательский политехнический университет,
614990, г. Пермь, Комсомольский пр., д. 29
E-mail: permyakova-i88@yandex.ru
Поступила в Редакцию 24 июля 2019 г.
После доработки 14 ноября 2019 г.
Принята к публикации 14 декабря 2019 г.
Исследованы закономерности процесса экстракции высших жирных кислот из растительных масел
метанолом и этанолом применительно к производству сложных эфиров жирных кислот. Установ-
лены основные факторы, определяющие параметры экстракционных систем в условиях равновесия.
Оценка влияния состава гетерогенных систем на результаты процесса экстракции стала возможной
при выполнении расчетов фазовых равновесий в них с использованием модифицированного метода
моделирования. Осуществлена интенсификация процесса экстракции за счет перевода в эмульги-
рованное состояние гетерогенной экстракционной системы, что позволило существенно повысить
удельную площадь контакта фаз. За время эмульгирования в течение 1 мин достигнуты равновесные
показатели процесса экстракции. При осуществлении процессов эмульгирования и самопроизвольного
расслаивания эмульсии в оптимальных условиях удалось завершить операцию экстракции в период не
более 30 мин. Для глубокой очистки масел применена двух-трехстадийная экстракция. Рекомендации
по использованию экстракции в эмульсионном режиме апробированы в ходе получения сложных эфи-
ров при переработке опытной партии жиросодержащих отходов, включающих примесь свободных
жирных кислот.
Ключевые слова: экстракция; эмульгирование; эмульсия; поверхность раздела фаз; высшие жирные
кислоты; триглицериды; спирты
DOI: 10.31857/S0044461820030159
Переработка отходов производства как вторичного
глицеридов и накоплению примеси свободных жир-
сырья для получения товарных продуктов приобрета-
ных кислот, которые не позволяют перерабатывать
ет все большее распространение. Жиросодержащие
образующиеся отходы в сложные эфиры по тради-
отходы могут стать возобновляемым вторичным сы-
ционной технологии переэтерификации с щелочным
рьем для получения сложных эфиров жирных кислот
катализатором.
и низкомолекулярных спиртов [1-4], а также стать ча-
Существуют разные варианты переработки сырья,
стичной заменой рапсового, подсолнечного и других
содержащего примесь жирных кислот. Очевидным
растительных масел при производстве энергоносите-
вариантом является удаление жирных кислот из со-
лей. Однако себестоимость биодизеля, произведен-
става жиросодержащих отходов. Предлагается, на-
ного на базе отходов, пока превышает его текущую
пример, метод осаждения высших жирных кислот
рыночную стоимость, поэтому важен поиск новых
щелочами, позволяющий очистить от них масло [5].
технологий его производства.
Но удаляемые при этом жирные кислоты исключа-
Основным источником жиросодержащих отхо-
ются из дальнейшей переработки в сложные эфиры.
дов являются пищевые производства, использующие
При использовании метода отгонки жирных кислот
растительные масла при повышенных температурах
с паром, даже в условиях пониженного давления,
в присутствии влаги, что приводит к гидролизу три-
требуется повышение температуры до 200°С, что
426
Пермякова И. А. и др.
значительно увеличивает энергетические затраты на
Экспериментальная часть
процесс очистки масла [6, 7]. Другой технологиче-
ский подход предусматривает осуществление двух-
Для проведения экстракции в сосуд объемом
стадийного процесса, включающего кислотно-катали-
100 мл помещали растительное масло, жирные кис-
зируемую этерификацию жирных кислот в масляной
лоты и спирт (метанол или этанол) в заданном соот-
фазе на первой стадии и щелочно-катализируемую
ношении. Эмульгирование осуществляли с помощью
переэтерификацию триацилглицеридов на второй [8,
верхнеприводной мешалки марки WiseStir HT50DX
9]. Однако в ходе реакции этерификации в реакци-
с использованием пропеллерной насадки диаметром
онной смеси накапливается вода, а это недопусти-
0.05 м. Непосредственно после завершения эмульги-
мо для последующей реакции переэтерификации.
рования производилась фотосъемка образовавшей-
Необходимость обезвоживания реакционной смеси
ся эмульсии. Обработка фотографий и определение
и смены катализаторов существенно затрудняют ос-
размера капель осуществлялись с использованием
воение этой технологии.
программ Adobe Photoshop CS5 и JMicroVision.
Для усовершенствования технологии переработки
После прекращения эмульгирования происходило
жиросодержащих отходов с примесью свободных
самопроизвольное расслаивание системы, и в каждой
жирных кислот целесообразно осуществить извлече-
из образовавшихся фаз определяли суммарное содер-
ние жирных кислот из смеси с триглицеридами экс-
жание свободных жирных кислот, для этого исполь-
тракцией этанолом или метанолом и далее провести
зовали методику определения кислотного числа по
раздельно кислотно-катализируемую переэтерифика-
ГОСТ Р 52110-2003 «Масла растительные. Методы
цию выделенных кислот и щелочно-катализируемую
определения кислотного числа».
переэтерификацию триглицеридов, освобожденных
Состав углеводородных радикалов триглицеридов
от примеси жирных кислот. На конечной стадии
и жирных кислот устанавливали с помощью метода
очистки содержание жирных кислот в масляной фазе
газовой хроматографии по ГОСТ 31663-2012 «Масла
не должно быть выше уровня 0.5-1.0 мас%. В этом
растительные и жиры животные. Определение ме-
варианте технологии спирт (метанол или этанол) ис-
тодом газовой хроматографии массовой доли ме-
пользуется не только при экстракции. Он же является
тиловых эфиров жирных кислот» после перевода
реагентом для реакций этерификации и переэтери-
анализируемых компонентов в метиловые эфиры
фикации, а продукт у этих реакций один и тот же —
жирных кислот согласно ГОСТ 31665-2012 «Масла
сложный эфир. Теоретический анализ процессов,
растительные и жиры животные. Получение метило-
составляющих такую технологию, свидетельствует
вых эфиров жирных кислот». Для выполнения ана-
о необходимости управления фазовым состоянием
лиза использовали газовый хроматограф Кристалл
технологических систем на разных стадиях процес-
5000.2 (ЗАО СКБ «Хроматэк», Россия) с капилляр-
са: гетерогенное состояние на стадии экстракции,
ной колонкой HP FFAP 50 м × 0.32 мм × 0.5 мкм
гомогенное на стадии этерификации и гомогенное/
и пламенно-ионизационным детектором, газ-носи-
гетерогенное при получении и разделении продук-
тель — гелий.
тов обеих реакций. Экстракция в подобных систе-
Абсолютизированные спирты получали согласно
мах характеризуется как медленный процесс — до
методике ГОСТ 31665-2012 «Масла растительные
14 ч требуется только для одной ступени [10]. При
и жиры животные. Определение методом газовой
глубокой очистке масел от примеси жирных кислот
хроматографии массовой доли метиловых эфиров
обычно требуется несколько ступеней экстракции.
жирных кислот» путем перегонки с прокаленным
Применение этого варианта технологии переработки
оксидом кальция.
жиросодержащих отходов становится возможным
Для приготовления навесок использовали весы
при условии существенного сокращения времени,
марки A&D GR200, точность измерения ±0.001 г.
необходимого для экстракции. Для решения этой
Основные использованные реактивы: рафини-
задачи предложено экстракцию жирных кислот из
рованное подсолнечное масло, TAGSun; коммерче-
масляной фазы метанолом или этанолом проводить в
ский препарат олеиновой кислоты, OlA71 (Sigma-
эмульсионном режиме, который позволяет увеличить
Aldrich), включающий олеиновую кислоту в качестве
площадь поверхности раздела фаз и соответственно
основного компонента; стеариновая кислота, StA61
повысить скорость процесса экстракции.
(Sigma-Aldrich); лауриновая кислота, LaurA98 (Sigma-
Целью данного исследования являлась разработка
Aldrich); спирты, AlcOH: метанол, MeOH (х.ч.,
оптимальных условий интенсификации процесса экс-
ЗАО «Вектон»), этанол медицинский, EtOH 95%.
тракции жирных кислот из жиросодержащих отходов.
Подстрочный индекс указывает на содержание основ-
Экстракция в эмульсионном режиме высших жирных кислот из растительных масел метанолом или этанолом...
427
Таблица 1
Состав основных компонентов, использованных в работе, по данным газохроматографического анализа
Содержание, мас%
Компонент
жиросодержащие отходы
коммерческие препараты
Жирнокислотный состав*
TAGWaste
FFAWaste
TAGSun
OlA71
Лауриновая (12.0)
—
—
0.4
3.5
Миристиновая (14.0)
—
—
—
0.3
Пальмитиновая (16.0)
4.2
3.9
7.3
5.6
Стеариновая (18.0)
0.1
0.1
4.9
1.7
Пальмитолеиновая (16.1)
0.2
0.1
—
7.0
Олеиновая (18.1)
64.4
65.8
22.8
71.1
Линолевая (18.2)
18.4
19.1
63.2
9.0
Линоленовая (18.3)
10.4
9.1
—
—
Бегеновая (22.0)
0.7
0.5
—
—
Эруковая (22.1)
1.4
1.1
—
—
Неидентифицированные
0.2
0.3
1.4
1.8
cFFA, мас%
3.3
—
—
* Содержание индивидуальных жирных кислот дано в мас% к сумме жирных кислот, входящих в состав триглицеридов
(TAGWaste), или к сумме свободных жирных кислот (OlA71, FFAWaste).
ного компонента в препарате, мас%. Также использо-
Поддержание системы в гетерогенном состоя-
вана опытная партия жиросодержащих отходов, по-
нии — важное условие для осуществления процесса
лученная из рапсового масла. Полный состав TAGSun,
экстракции. В то же время компонентный состав
OlA71 и отходов приведен в табл. 1.
систем влияет на их фазовое состояние, а также на ре-
зультаты процесса экстракции. Поэтому задача выбо-
ра условий для проведения экстракции и прогноза ее
Обсуждение результатов
результатов осложняется тем, что жиросодержащие
Равновесные параметры для экстракционных си-
отходы являются сырьем переменного состава, зави-
стем. Операция экстракции жирных кислот из мас-
симым прежде всего от различия углеводородных ра-
ляной фазы метанолом или этанолом включена как
дикалов триглицеридов масел и жирных кислот, и это
стадия в технологию переработки жиросодержащих
влияет на их растворимость в спиртах. Изменяется
отходов. Для ее осуществления использована двух-
также содержание жирных кислот в жидких фазах
фазная трехкомпонентная система типа TAG-FFA-
системы в результате самой экстракции, что особенно
AlcOH, где AlcOH = MeOH, EtOH, в которой две фазы
важно учитывать при проектировании ее в многосту-
образуются по причине ограниченной взаимной рас-
пенчатом варианте. На результаты экстракции влияет
творимости TAG и AlcOH, при этом жирные кислоты
и температура. Востребованность расчета техноло-
растворяются в каждой из фаз гетерогенной системы.
гических параметров экстракции в этих условиях
Выбранные спирты являются одновременно реаген-
привела к необходимости моделирования фазового
тами для получения метиловых или этиловых эфиров
состояния в системах типа TAG-FFA-AlcOH.
жирных кислот. Поскольку технологическая операция
Для выполнения расчетов выбрана модель
экстракции проводится в эмульсионном режиме, она
UNIFAC, которая наиболее широко используется
включает в себя перевод системы в эмульгированное
при решении задач по моделированию фазовых рав-
состояние и одновременное с ним извлечение жир-
новесий в системах органических неэлектролитов
ных кислот из масляной фазы в спиртовую, далее
[11, 12]. Практика применения модели для расчета
предусматривается самопроизвольное расслаивание
фазовых равновесий в системах, содержащих три-
эмульсии на масляную и спиртовую фазы. На этой
глицериды, высшие жирные кислоты и спирты, по-
стадии лишь процесс эмульгирования требует при-
казала серьезные отклонения расчетных данных от
нудительного перемешивания.
экспериментальных, так как алгоритм расчета не
428
Пермякова И. А. и др.
учитывает, например, проявление межмолекулярных
взаимодействий углеводородных радикалов тригли-
церидов и жирных кислот [13]. В рамках развития
этой модели нами разработана методика адаптации
алгоритма для расчета фазовых равновесий в систе-
мах высокомолекулярных органических неэлектро-
литов, позволяющая учесть межмолекулярные вза-
имодействия, зависимые от длины углеводородных
радикалов, наличия в них двойных связей, а также
проявления водородных связей между функциональ-
ными группами компонентов. Учет вклада этих вза-
имодействий в формирование фазового состояния
систем и использование возможности представления
смесей однотипных веществ в виде интегральных
компонентов позволили значительно повысить точ-
ность расчетов для таких систем [14]. В результате
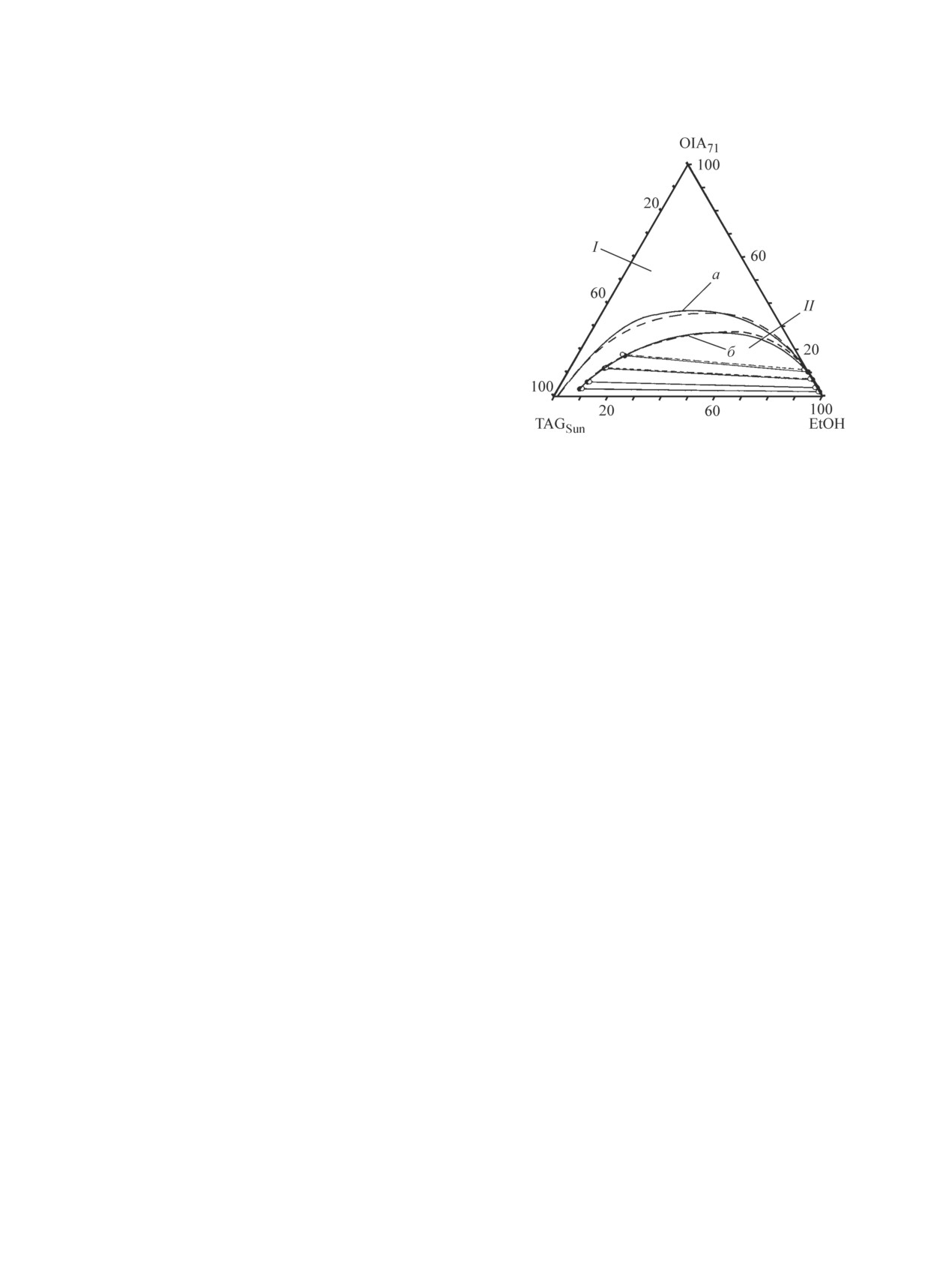
Рис. 1. Фазовая диаграмма системы TAGSun-OlA71-
математического моделирования на основе данных о
EtOH при 30 (а) и 70°С (б).
составе исходных компонентов вычислены составы
Область: I — гомогенная, II — гетерогенная.
равновесных фаз при разных температурах и далее
Сплошная линия — эксперимент, штриховая линия —
при использовании полученной базы данных расчет-
расчет.
ным путем определены технологические параметры:
составы равновесных фаз при экстракции, значения
стижение равновесного состояния системы на каж-
коэффициентов распределения жирных кислот между
дой ступени экстракции. Но реальные результаты
фазами, требуемое количество экстрагента и число
экстракции могут отличаться от идеальных прежде
ступеней экстракции, необходимые для достижения
всего по причине недостижения равновесного состо-
заданного уровня очистки масла от примеси жир-
яния системы при экстракции. Важным параметром,
ных кислот, селективность спиртов как экстрагентов
позволяющим оценить степень приближения экстрак-
и некоторые другие параметры, а также построена
ционной системы к состоянию равновесия, является
фазовая диаграмма системы, используемой при пере-
коэффициент распределения жирных кислот между
работке реальной партии жиросодержащих отходов.
спиртовой и масляной фазами KFFA, расчет которого
Расчет параметров процесса экстракции проведен по
проводится при использовании значений молярных
стандартным методикам [15]. Аналогичным путем
концентраций свободных жирных кислот в каждой
можно вычислить параметры процесса экстракции
из фаз.
применительно к переработке жиросодержащих от-
Для вычисления величины KFFA используются
ходов другого состава.
данные по составу равновесных фаз, полученные
В качестве примера на рис. 1 приведена фазовая
по результатам моделирования, и расчетные данные
диаграмма системы TAGSun-OlA71-EtOH, получен-
сравниваются с экспериментальными.
ная как расчетным, так и экспериментальным путем.
В качестве примера получения необходимых тех-
Близость бинодалей и нод, полученных эксперимен-
нологических параметров процесса экстракции в
тальным и расчетным методами, подтверждает адек-
табл. 2 приведены результаты расчета значений ко-
ватность предложенного алгоритма расчета. Расчет
эффициента распределения жирных кислот между
можно проводить для разных температур и составов
фазами KFFA для системы TAGSun-FFA-EtOH, где
системы. Из фазовой диаграммы следуют диапазоны
FFA — коммерческие препараты, представляющие
составов, ограничивающих существование гетеро-
собой смеси жирных кислот, их вводили в систему
генной системы, необходимой для осуществления
в количестве 10 мас%. Приведенные значения полу-
процесса экстракции, а также появляется возмож-
чены на основе фазовых диаграмм, рассчитанных с
ность определить параметры процесса экстракции
помощью метода моделирования с использованием
и провести полный расчет материального баланса
модифицированного алгоритма расчета.
одно- или многоступенчатой экстракции.
Приведенные значения KFFA показывают, что из-
Расчет теоретического числа ступеней экстракции
влечение жирных кислот из масляной фазы в спирто-
для достижения заданной глубины очистки масляной
вую зависит от длины их углеводородного радикала
фазы от примесей жирных кислот предполагает до-
и количества двойных связей. Жирные кислоты с
Экстракция в эмульсионном режиме высших жирных кислот из растительных масел метанолом или этанолом...
429
Таблица 2
Коэффициенты распределения жирных кислот KFFA
в системах TAGSun-FFA-EtOH
Смесь жирных кислот
Температура, °С
KFFA
LaurA98
1.61 ± 0.05
StA61
0.55 ± 0.03
70
OlA71
0.59 ± 0.02
OlA66
0.64 ± 0.02
OlA71
30
0.43 ± 0.02
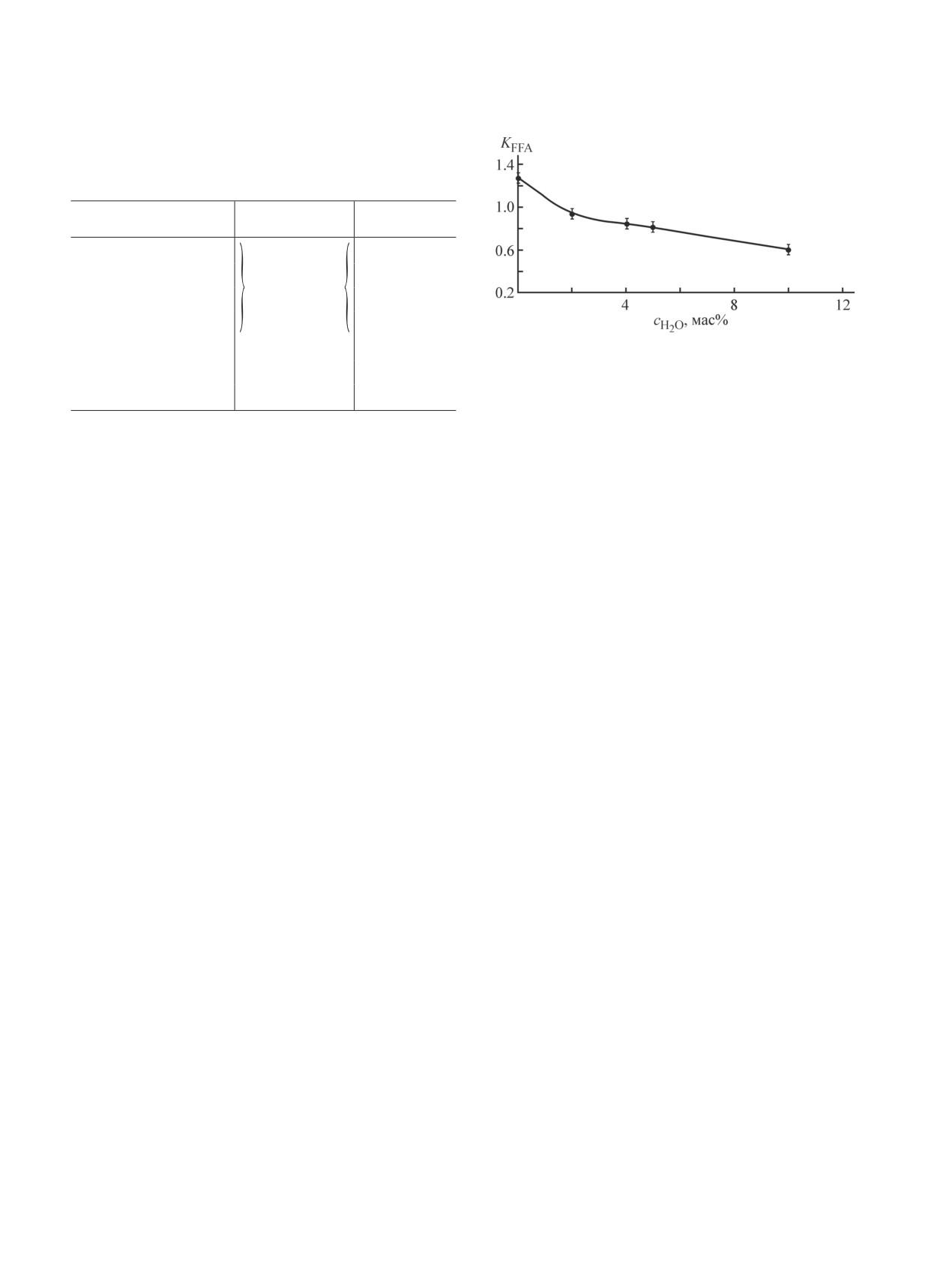
Рис. 2. Зависимость равновесного коэффициента рас-
OlA71
50
0.51 ± 0.03
пределения жирных кислот от концентрации воды в
этаноле в системе TAGSun-OlA71-EtOH при общем со-
OlA71
70
0.59 ± 0.02
держании в системе OlA71 10 мас%, T = 25°C.
более коротким углеводородным радикалом (LaurA98)
В реальных технологических процессах сложно
извлекаются эффективнее в спиртовую фазу, чем кис-
сохранить этанол в обезвоженном состоянии, поэто-
лоты с большим числом атомов углерода в радика-
му для целей практического применения наиболее
ле. Повышение температуры благоприятно влияет
актуально рассматривать использование продукта
на коэффициент распределения жирных кислот, но
ректификации этанола с содержанием основного ве-
снижает селективность этанола, что характеризует
щества 95-96%. При его использовании в качестве
повышенные потери масла при экстракции за счет
экстрагента возможный коэффициент распределения
его частичного перехода в спиртовую фазу. В табл. 2
жирных кислот составляет (0.81-0.84) ± 0.05. В слу-
в качестве примера приведены расчетные данные для
чае решения задачи глубокой очистки растительного
систем, включающих подсолнечное масло и соответ-
масла от примеси жирных кислот целесообразно на
ствующий ему набор жирных кислот, но аналогичные
последней ступени экстракции использовать обезво-
данные можно получить для любого состава жиросо-
женный этанол (KFFA = 1.26 ± 0.03). В этом случае
держащих отходов. Таким образом, по результатам
при относительно небольшом расходе этанола уда-
расчета можно выбрать температуру для проведе-
ется осуществить экстракцию жирных кислот до
ния экстракции, а также оценить степень извлечения
низкого уровня их содержания в масле (<1 мас%).
жирных кислот из масляной фазы в спиртовую при
При изложении результатов следующих эксперимен-
переработке отходов разного состава.
тов их сопровождали данными о содержании воды в
Влияние примеси воды, которая может содержать-
использованном этаноле.
ся в спиртах, на распределение жирных кислот между
Рассмотренные выше данные характеризуют ус-
фазами оценивали экспериментально. Подробная
ловия проведения экстракции с позиций равновес-
оценка вышеуказанных факторов проводилась на
ных параметров, а определению роли кинетических
примере этанола, обладающего высокой гигроскопич-
параметров в этом процессе посвящен следующий
ностью. На рис. 2 приведено изменение равновесного
раздел.
коэффициента распределения жирных кислот между
Кинетические параметры процесса экстракции.
спиртовой и масляной фазами в зависимости от влаж-
Экстракция жирных кислот из масляной фазы спир-
ности этанола.
том обычно является медленным процессом. Так, экс-
При использовании обезвоженного этанола
тракцию жирных кислот этанолом, не предусматрива-
(сH2О = 0%) достигается наибольший коэффици-
ющую контроль достижения равновесных значений
ент распределения жирных кислот между фазами
коэффициента распределения KFFA, осуществляли за
(KFFA = 1.26 ± 0.03). С увеличением доли воды в
14 ч [10]. Эксперимент был повторен в данной ра-
спирте наблюдается уменьшение коэффициента рас-
боте, но процесс экстракции интенсифицировали за
пределения жирных кислот, что свидетельствует о
счет перемешивания обеих находящихся в контакте
возрастании их доли в масляной фазе. Вода и жирные
фаз, а именно: верхнюю и нижнюю фазы переме-
кислоты имеют низкую взаимную растворимость,
шивали раздельно со скоростями 50 и 80 об·мин-1
вследствие чего жирные кислоты высаливаются из
соответственно, что должно было устранить внеш-
спиртовой фазы при наличии в ней воды, что и при-
недиффузионные ограничения, но сохранить плоской
водит к снижению коэффициента распределения.
границу раздела фаз, ее площадь составила 35.3 см2.
430
Пермякова И. А. и др.
Это позволило сократить время, необходимое для
достаточно 1 мин, чтобы достигнуть значений KFFA,
достижения равновесного значения KFFA, почти до
близких к равновесным: KFFA = 1.26 ± 0.03. Таким
2 ч. Но продолжительность экстракции еще остается
образом, на стадии эмульгирования фактически за-
излишне высокой, что особенно неблагоприятно для
вершается и процесс экстракции. Без применения
проведения многоступенчатой экстракции. Поэтому
дополнительных стабилизаторов эмульсии в системах
был осуществлен переход к экстракции в эмульсион-
типа TAG-FFA-AlcOH диспергированная смесь не
ном режиме.
проявляет особой устойчивости и быстро расслаива-
В эксперименте без эмульгирования использован
ется на масляную и спиртовую фазы, что соответству-
обезвоженный (абсолютный) этанол, обладающий
ет решению поставленной задачи. Поэтому процесс
высокой гигроскопичностью, и за продолжительный
перемешивания прекращают и систему оставляют в
период экстракции произошла абсорбция воды из воз-
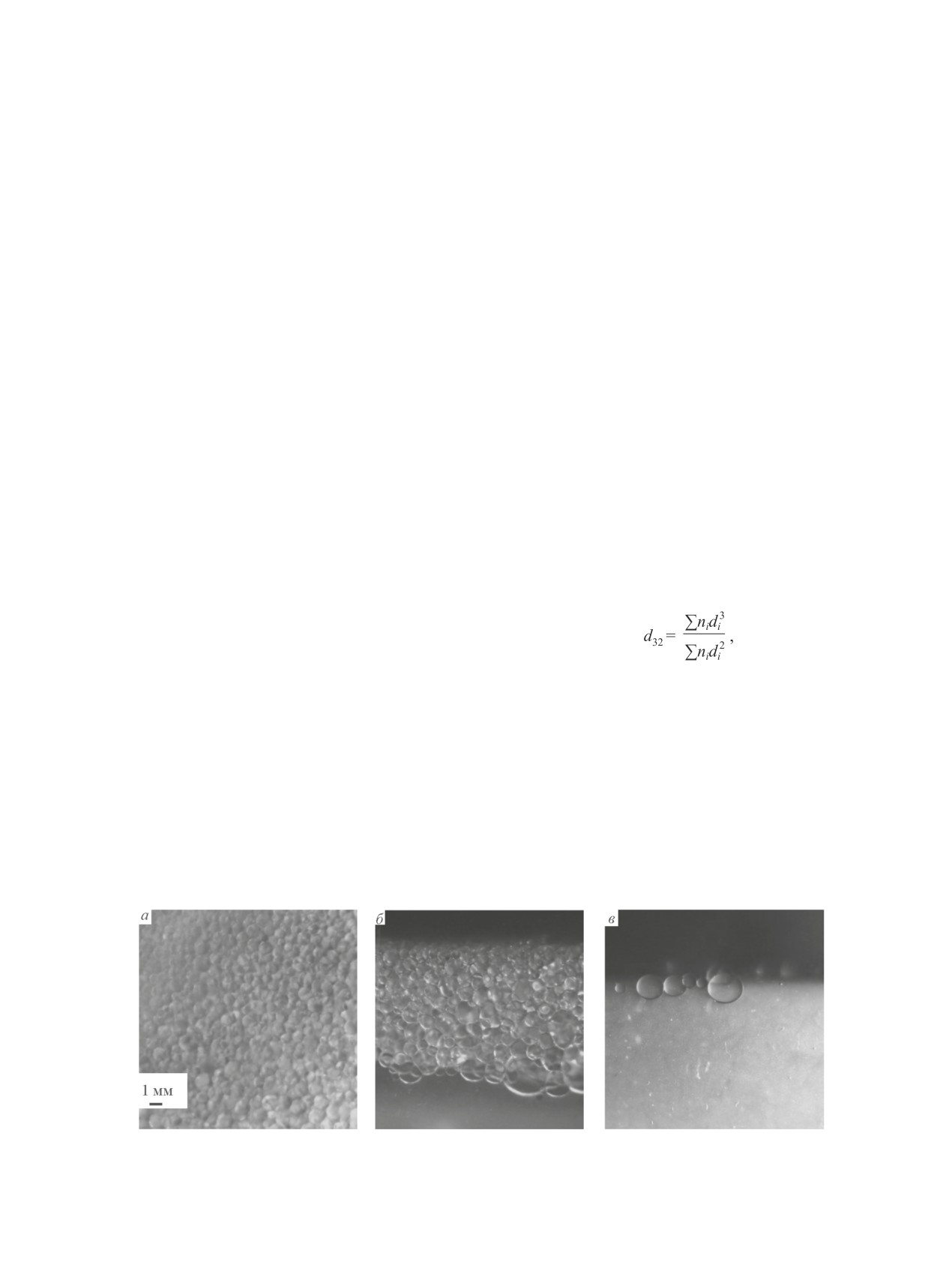
покое. Капли эмульсии спирта в масле, обладающие
духа. Это проявилось в уменьшении коэффициента
меньшей плотностью, всплывают, укрупняются за
распределения до KFFA = 1.01 ± 0.03, что соответству-
счет коалесценции и образуют верхний слой расслаи-
ет равновесному коэффициенту распределения при
вающейся системы (рис. 3, б, в).
влажности этанола 1.7-1.8 мас%.
При определении размера капель эмульсии приня-
Экстракция в эмульсионном режиме. Для пере-
ты допущения, что изображение, полученное после
вода экстракции в эмульсионный режим требуется
короткого времени подготовки пробы к фотосъемке
осуществить эмульгирование системы с помощью
(5-10 с), отражает картину на момент образования
механического перемешивания гетерогенной смеси
эмульсии и, кроме того, зафиксированный на изобра-
компонентов. Эмульгирование позволяет ускорить
жении фрагмент поля эмульсии соответствует состо-
экстракцию жирных кислот из масляной фазы в спир-
янию диспергированной системы во всем ее объеме.
товую за счет создания высокой удельной площади
Средний объемно-поверхностный диаметр капель
контакта фаз, и далее система, оставленная в покое,
эмульсии вычисляли по уравнению [16]
самопроизвольно расслаивается на две объемные
жидкие фазы.
(1)
При осуществлении операции экстракции в эмуль-
сионном режиме проводили оценку величины до-
стигнутой поверхности раздела фаз. В условиях экс-
где di — диаметр капли; ni — число капель, имеющих
перимента образуется эмульсия спирта в масле, и ее
диаметр di.
можно отнести к типу обратных эмульсий.
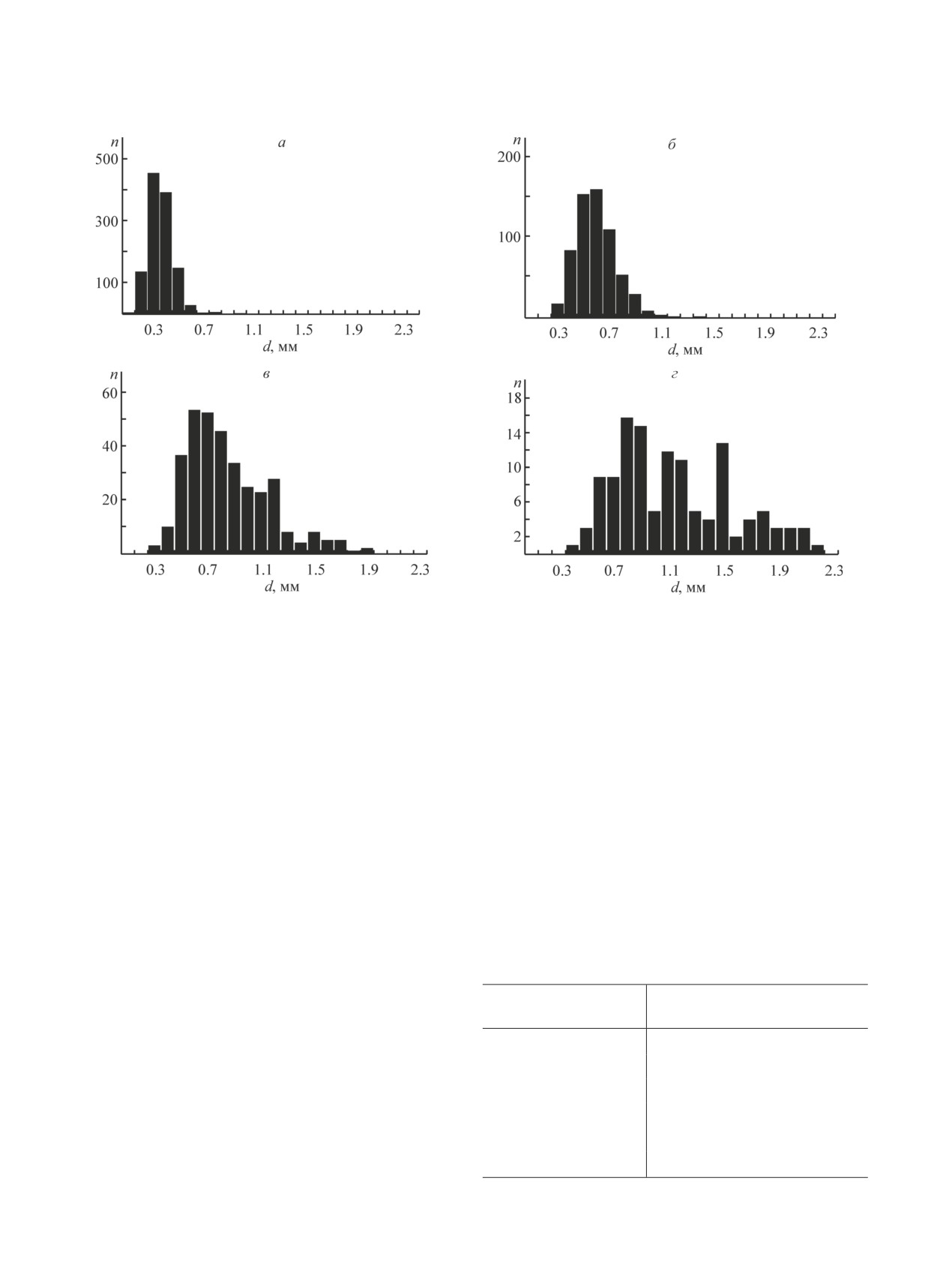
В качестве примера на рис. 4 приведены гисто-
Для оценки удельной площади раздела фаз для
граммы распределения капель по размерам для
системы в эмульсионном состоянии определяли рас-
эмульсий, полученных при разных скоростях пере-
пределение капель эмульсии по размерам, используя
мешивания смесей компонентов системы TAGSun-
метод микрофотографии. Типичная микрофотогра-
OlA71-EtOH при 25°С. Гистограммы построены на
фия эмульсии сразу после окончания перемешивания
основе данных, полученных при обработке фото-
представлена на рис. 3, а. По экспериментальным
графий поля эмульгированной фазы, попавшего в
данным для экстракции в эмульсионном состоянии
кадр съемки. Для каждого размерного интервала вы-
Рис. 3. Фотографии эмульсии, образованной в системе TAGSun-OlA71-EtOH, при 25°С.
а — по завершении стадии эмульгирования, б — в середине стадии расслаивания, в — в конце стадии расслаивания.
Экстракция в эмульсионном режиме высших жирных кислот из растительных масел метанолом или этанолом...
431
Рис. 4. Распределение капель по размерам для системы TAGSun-OlA71-EtOH при 25°С, исходном содержании жир-
ных кислот в масляной фазе 10 мас%.
Cкорость перемешивания (об·мин-1): а — 120, б — 150, в — 175, г — 200.
числены средние значения объема капли эмульсии
тры получены при разных условиях эмульгирования,
и ее площади. Суммарное значение каждой из этих
варьировали скорость перемешивания, температуру,
величин позволяет определить общий объем и об-
концентрацию смеси жирных кислот cOlA71 и соотно-
щую площадь всех капель эмульсии в поле съемки.
шение TAGSun:EtOHabs.
Применительно к рассмотренному примеру общая
Интенсивное перемешивание эмульсии лопаст-
площадь эмульсии равна 0.24 м2, удельная площадь
ной мешалкой в течение 1 мин в интервале скоро-
эмульсии, отнесенная к объему диспергированной
стей 125-250 об·мин-1, что соответствует критерию
фазы, составила 4910 м2·м-3.
Рейнольдса (Re) 790-1200, рассчитанного по мето-
Представленные на рис. 4 гистограммы иллюстри-
дике [16], формирует мелкодисперсную эмульсию
руют характерную для эмульсий данного типа зави-
со средним размером капель 0.41-0.65 мм, при этом
симость размера капель от интенсивности процесса
создается поверхность контакта фаз, достаточная
перемешивания при эмульгировании. В условиях
для достижения равновесного состояния в системе.
повышения скорости перемешивания распределение
Даже при наименьшей из скоростей перемешива-
капель смещается в сторону меньших размеров, что
ния 125 об·мин-1 в течение 1 мин коэффициент рас-
особенно заметно при скоростях выше 175 об·мин-1.
пределения достигает значения KFFA = 1.22 ± 0.03,
При организации многоступенчатого процесса не-
что близко к равновесному (KFFA = 1.26 ± 0.03) для
обходимо учитывать, что на завершающих ступенях
абсолютизированного спирта. Таким образом, реко-
экстракции концентрация жирных кислот становится
мендованный для осуществления экстракции режим
низкой, и это может отразиться на эффективности
эмульгирования характеризуется перемешиванием в
процесса эмульгирования и величине площади кон-
течение 1 мин при скоростях от 125 об·мин-1 и выше
такта фаз. В табл. 3 приведены значения параме-
(Re ≥ 790).
тров образующейся эмульсии, таких как средний
Увеличение концентрации жирных кислот при-
объемно-поверхностный диаметр капель d32, общая
водит к образованию эмульсии, характеризующейся
удельная площадь контакта фаз в образце эмульсии,
меньшим размером капель и как следствие более раз-
коэффициент распределения KFFA. Данные параме-
витой поверхностью контакта фаз, что благоприятно
432
Пермякова И. А. и др.
Таблица 3
Зависимость параметров эмульсии от условий ее получения в системе TAGSun-OlA71 - EtOHabs
Условия получения эмульсии
Параметры эмульсии
cкорость
соотношение
общая площадь
удельная пло-
концентрация
диаметр ка-
перемешивания,
T, °С
TAG:EtOHabs,
контакта фаз,
щадь контакта,
KFFA*
OlA71, мас%
пель d32, мм
об·мин-1
мас
м2
м2·м-3
125
0.65
0.20
4060
1.22
150
0.65
0.20
4080
1.22
175
10
25
1:1
0.63
0.24
4910
1.22
200
0.50
0.30
6160
1.13
250
0.41
0.37
7480
1.26
1.0
0.96
0.16
3350
1.17
2.5
0.85
0.18
3770
1.03
175
5.0
25
1:1
0.84
0.18
3780
1.26
7.5
0.65
0.24
4800
1.07
10.0
0.63
0.24
4910
1.22
25
0.63
0.24
4910
1.22
175
10
1:1
70
1.29
0.12
2430
1.26
1:1
0.63
0.24
4910
1.22
175
10
25
1:3
1.05
0.06
1240
1.03
* Средняя абсолютная погрешность для KFFA составила ±0.03.
для экстракции. Жирные кислоты, обладающие ам-
бытка спирта коэффициент распределения, близкий к
фифильной природой (неполярный углеводородный
равновесному, достигается при соблюдении рекомен-
радикал и полярная карбоксильная группа), могут
дуемого режима Re = 790-1200. Применение избытка
концентрироваться на поверхности раздела фаз и
спирта может быть полезно для сокращения количе-
выполнять роль эмульгатора, способствующего об-
ства ступеней многоступенчатой экстракции, однако
разованию мелкодисперсной эмульсии. Однако даже
для регенерации спирта требуются дополнительные
при низких концентрациях жирных кислот в смеси
энергозатраты, и его общий расход на экстракцию
компонентов, что характерно для последних ступеней
целесообразно ограничивать.
экстракции, сохраняется возможность получения
Кинетика процесса расслаивания при экстракции
достаточно высокой удельной поверхности раздела
жирных кислот. Эмульсия, включающая триглице-
фаз (выше 3000 м2·м-3). Коэффициент распределе-
риды масел, свободные жирные кислоты и спирты,
ния жирных кислот при этом близок к равновесному
является неустойчивой и самопроизвольно расслаива-
[KFFA = (1.03-1.26) ± 0.03], что подтверждает факт до-
ется. В ходе расслаивания происходит коалесценция
стижения дисперсности в смеси компонентов систе-
капель эмульсии, что проявляется на диаграммах в
мы и соответственно создания развитой межфазной
существенном смещении распределения капель по
поверхности, достаточной для достижения фазового
размерам в сторону их укрупнения (рис. 5).
равновесия при перемешивании в течение 1 мин.
Несмотря на то что жирные кислоты выполняют
Этот результат особенно важен для проведения мно-
роль эмульгатора, полученная эмульсия при отста-
гоступенчатой экстракции, а именно на последних
ивании быстро расслаивается. В приведенном при-
ее ступенях.
мере (рис. 5) выявлен уникальный вариант условий
Увеличение доли спирта в системе (TAG:EtOH =
экстракции (массовое соотношение TAGSun:EtOH
= 1:3 по массе) при экстракции в эмульгированном
составляет 1:0.78, температура 25°С, концентрация
состоянии приводит к существенному снижению
жирных кислот 10 мас%), при котором расслаивание
поверхности контакта фаз, что связано прежде всего
завершается за 1 мин, что в сумме с временем эмуль-
с изменением гидродинамических условий в системе
гирования составляет 2 мин. При изменении условий
при сохранении параметров мешалки. Для случая из-
время расслаивания также изменяется.
Экстракция в эмульсионном режиме высших жирных кислот из растительных масел метанолом или этанолом...
433
Рис. 5. Распределение капель по размерам в образцах эмульгированной системы TAGSun-OlA71-EtOH, T = 25°С.
Время с начала стадии расслаивания (с): а — 10, б — 20, в — 30, г — 40.
Рассмотренные выше системы представляли собой
(табл. 4). Приведенные данные соответствуют реко-
образец обратной эмульсии типа «спирт в масле».
мендованной интенсивности перемешивания (Re =
Но в данных системах тип эмульсии может изме-
= 1200-8100).
няться при изменении соотношения масла и спирта.
Таким образом, соблюдение рекомендуемых тем-
Экспериментально установлено, что эмульгированная
пературно-концентрационных условий экстракции
система при массовом соотношении масло:спирт в
позволяет осуществить технологическую операцию
диапазоне 1:0.32-1:1 представляет собой обратную
экстракции за время не более 25-30 мин, т. е. суще-
эмульсию, а при избытке спирта вплоть до 1:18 она
ственно меньшее, чем при экстракции с плоской по-
становится эмульсией прямого типа. При увеличении
верхностью раздела фаз. При этом не рекомендуется
доли спирта в системе изменяются ее вязкостные
использовать при экстракции избыток этанола, близ-
свойства, а также гидродинамические характеристи-
ки в условиях сохранения режима перемешивания.
Поэтому в этих условиях для достижения равновес-
Таблица 4
ного состояния можно рекомендовать использование
Температурно-концентрационные условия ускоренной
экстракции в системе TAG-OlA71-EtOH
режимов перемешивания повышенной интенсивно-
сти (Re = 1200-8100), но увеличение интенсивности
перемешивания приводит к снижению размера капель
Температура, °С
Соотношение TAG:EtOH, мас.
эмульсии (табл. 3), что может стабилизировать ее и
25
1:0.78-1:0.89
соответственно увеличить время расслаивания.
При разных условиях процесса экстракции сум-
30
1:0.44-1:0.89
марное время эмульгирования и расслаивания си-
40
1:0.56-1:1.62
стемы может составлять от 1.5-2.0 мин до несколь-
50
1:0.56-1:2
ких часов. В данной работе проведена оптимизация
60
1:0.56-1:9
условий осуществления операции экстракции при
70
1:0.32-1:18
заданной ее продолжительности не более 25-30 мин
434
Пермякова И. А. и др.
кий по значениям к правому краю интервала (табл. 4),
этанолом способствует уменьшению коэффициента
что благоприятно для рентабельности производства.
распределения жирных кислот между спиртовой и
При выборе температуры необходимо исходить из
масляной фазами. Время расслаивания смеси для
принципа оптимизации. Для низких температур ха-
указанных условий составляет не более 2 мин.
рактерен узкий диапазон оптимальных соотношений,
Аналогично системам, включающим этанол, уве-
обеспечивающих расслаивание эмульгированной си-
личение доли метанола в системе приводит к из-
стемы при экстракции, что ограничивает возможно-
менению гидродинамических характеристик при
сти использования технологии, в то время как при
перемешивании, что проявляется уже при массо-
температурах 40-50°С расширяется диапазон воз-
вом соотношении компонентов TAG:MeOH = 1:2.
можных соотношений компонентов.
Аналогично были определены оптимальные диапа-
Экстракция метанолом. Закономерности кине-
зоны соотношений триглицеридов и метанола, ко-
тики процессов эмульгирования и расслаивания в
торые позволяют осуществить экстракцию за время
системах с метанолом аналогичны по характеру со-
не более 25-30 мин при эмульгировании в условиях
ответствующим зависимостям для систем, включаю-
интенсивного перемешивания, Re = 8100. При разных
щих этанол. Количественные параметры экстракции
температурах они составляют: 30°С — 1:0.56-1:1,
жирных кислот метанолом определяли в следую-
40°С — 1:0.34-1:2, 50°С — 1:0.34-1:6.
щих условиях получения эмульсии: перемешивание
Осуществление операции экстракции жирных
в течение 1 мин при скорости вращения мешалки
кислот в эмульсионном режиме при переработке
200 об·мин-1, исходном содержании смеси жирных
жиросодержащих отходов. Рекомендации по прове-
кислот в масле 10 мас%. При использовании товар-
дению экстракции в эмульсионном режиме жирных
ного метанола без дополнительной осушки равновес-
кислот из растительных масел низкомолекулярными
ный коэффициент распределения достигает значения
спиртами апробированы при переработке опытной
KFFA = 1.06 ± 0.02 (Т = 25°С). В оптимальных услови-
партии жиросодержащих отходов, полученных на
ях значения KFFA приближаются к его равновесному
основе рапсового масла. В качестве эксперимента
значению (табл. 5).
при получении эфиров жирных кислот выбран ме-
Указанные условия эмульгирования позволяют до-
танол как более дешевый экстрагент по сравнению
стигнуть значений коэффициента распределения жир-
с этанолом. Основной целью этапа экстракции жир-
ных кислот между фазами масла и метанола, близких
ных кислот является очистка масла до остаточного
к равновесному значению (табл. 5). Увеличение со-
содержания свободных жирных кислот 0.5-1 мас%.
держания примеси воды в метаноле по аналогии с
Очищенное масло может быть переэтерифицировано
Таблица 5
Зависимость параметров экстракции от условий эмульгирования в системе TAG-OlA71-MeOH
Условия эмульгирования
Параметры эмульсии
продолжительность
температура, °C
соотношение TAG:MeOH
содержание воды сH2О, мас%
KFFA*
расслаивания, мин
25
1.10
0.97
30
1.15
0.93
1:1
0
40
0.73
0.96
50
0.66
1.01
1:1
1.10
0.97
25
0
1:2
0.92
0.57
0
1.10
0.97
2
1.00
0.97
25
1:1
4
0.83
0.69
6
0.52
0.48
25
TAG:EtOH 1:1
0
1.50
1.13
* Cредняя абсолютная погрешность для KFFA составила ±0.02.
Экстракция в эмульсионном режиме высших жирных кислот из растительных масел метанолом или этанолом...
435
известным методом в сложные эфиры жирных кислот
[17], а полученный экстракт жирных кислот перера-
ботан в эфиры методом кислотно-катализируемой
этерификации, при этом утилизируется избыточный
спирт, используемый при экстракции [18].
При переработке опытной партии жиросодержа-
щих отходов (табл. 1) использовали известный метод
предподготовки сырья [19].
Для осуществления расчета данных фазового
состояния экстракционной системы (рис. 6) и па-
раметров операции экстракции жирных кислот из
жиросодержащих отходов использовали модифици-
рованную модель UNIFAC, с ее помощью построе-
на фазовая диаграмма экстракционной системы. На
основе фазовой диаграммы проведен также расчет
параметров процесса многоступенчатой экстракции
жирных кислот из жиросодержащих отходов мета-
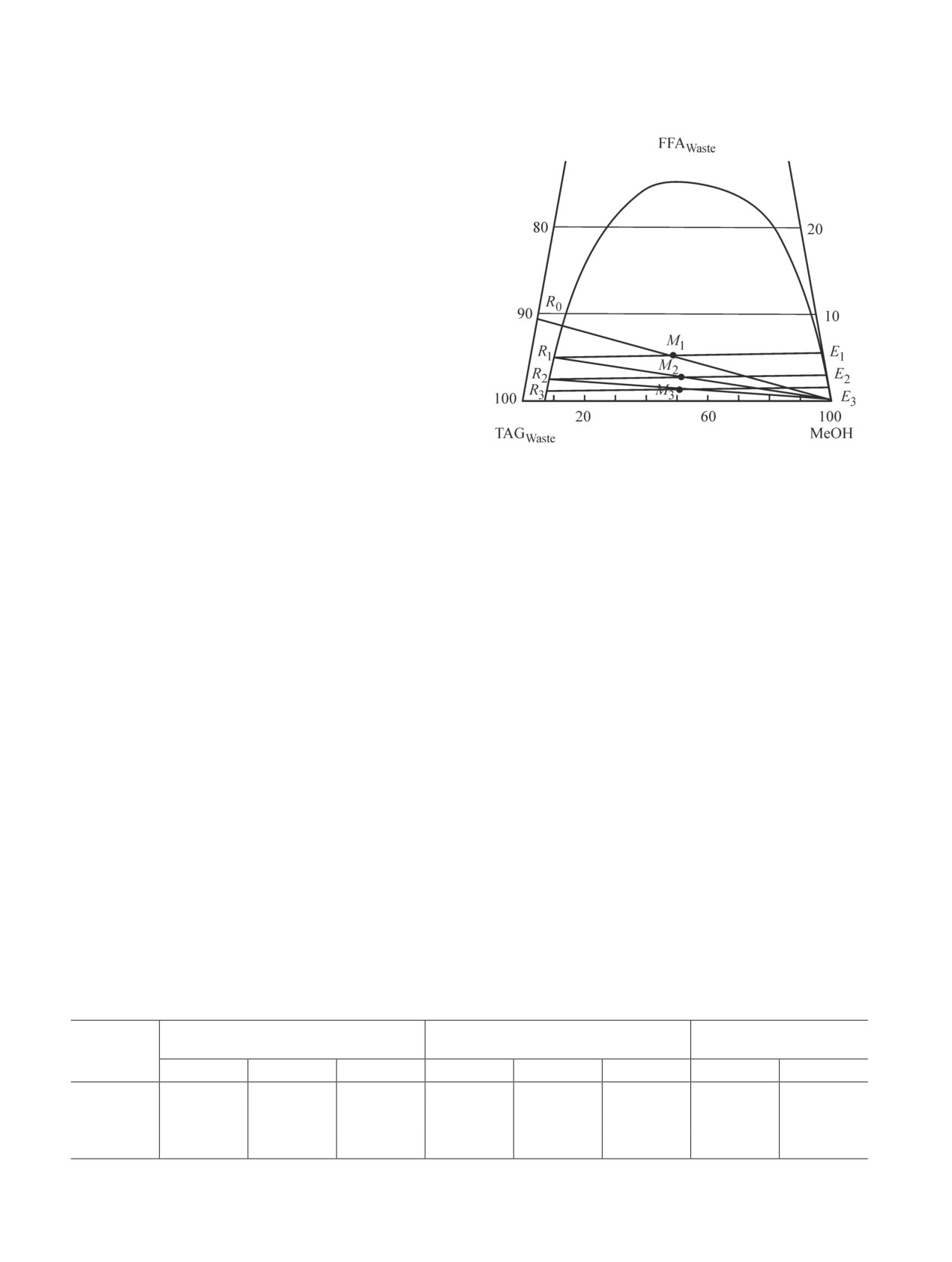
Рис. 6. Диаграмма для расчета многоступенчатой экс-
нолом.
тракции в системе TAGWaste-FFAWaste-MeOH при 50°С.
Графический расчет проведен с использовани-
ем фазовой диаграммы системы TAGWaste-FFAWaste-
графического расчета отнесены к очистке 1 кг жиро-
MeOH (рис. 6), построенной на основе результатов
содержащих отходов (табл. 6).
моделирования. Для расчета приняли, что остаточный
Согласно расчетным данным после третьей ступе-
уровень жирных кислот в масле после экстракцион-
ни экстракции концентрация жирных кислот в рафи-
ной очистки должен составлять не более 1 мас%, а са-
нате должна составлять 0.8 мас%, что соответствует
ма экстракция осуществляется с перекрестным током,
принятому требованию по глубине очистки масляной
т. е. на каждую ступень экстракции подается свежий
фазы, поступающей на переэтерификацию. Из 1 кг
экстрагент в соотношении TAG:MeOH = 1:1 по массе.
жиросодержащих отходов можно получить рафинат
В ходе расчета на основе графических зависимостей
в количестве 0.975 кг, примесь спирта в рафинате
(рис. 6) были построены фигуративные линии и точки
ожидается на уровне x3 = 7.4 мас%.
R0 (исходная смесь), R1, R2, R3 (промежуточный по
Аналогичный расчет можно провести для си-
составу и конечный рафинат), Е1, Е2, Е3 (промежуточ-
стемы с другими соотношениями спирта и масла.
ные по составу и конечный экстракт). Необходимые
Так, например, для аналогичной системы TAGWaste-
согласно методике ноды (R1Е1, R2Е2 и R3Е3) рассчи-
FFAWaste-MeOH при 50°С при подаче экстрагента в
таны с помощью модифицированного алгоритма
соотношении TAGWaste:MeOH, равном 1:3 по массе
в рамках модели UNIFAC. Данные по составу фаз
на первой ступени и 1:1 на второй, по результатам
(xj, мас%) и массе рафината (R, мас%) и экстракта
расчетов требуется 2 ступени экстракции. Масло при
(E, мас%) получены для трехступенчатой экстракции
этом можно очистить от жирных кислот до уровня
перекрестным током при поступлении экстрагента
0.85 мас%.
на каждую ступень в соотношении TAG:MeOH по
В соответствии с результатами расчета для пере-
массе, равном 1:1, и температуре 50°С. Результаты
работки реальной партии жиросодержащих отходов
Таблица 6
Составы фаз и количества рафината и экстракта при трехступенчатой экстракции жирных кислот метанолом
Массы рафината
Номер
Состав фазы рафината, мас%
Состав фазы экстракта, мас%
и экстракта, кг
ступени i
x1
x2
x3
x1
x2
x3
R
E
1
90.4
1.7
8.0
0.7
1.4
97.9
1.022
0.884
2
91.8
1.2
7.0
0.6
1.0
98.4
0.983
0.945
3
91.9
0.8
7.4
0.4
0.7
98.9
0.975
0.914
* j: 1 — TAG, 2 — FFA, 3 — MeOH.
436
Пермякова И. А. и др.
была выбрана трехступенчатая экстракция жирных
Информация об авторах
кислот из отходов при 50°С, при этом на каждой
Пермякова Ирина Александровна, ORCID: https://
ступени экстракции применялось эмульгирование
orcid.org/0000-0003-0304-0692
системы в течение 1 мин при скорости перемеши-
Вольхин Владимир Васильевич, д.х.н., ORCID:
вания 175 об·мин-1. Суммарная продолжительность
операции эмульгирования и расслаивания на ка-
ждой из отдельных ступеней экстракции составила
org/0000-0001-7980-5538
2.1-7.2 мин. Общая продолжительность осущест-
вления трехступенчатой экстракции с учетом вспо-
могательных стадий разделения фаз на лаборатор-
Список литературы
ной установке оказалась равной 24.3 мин. Конечная
[1] Язмухамедова И. М., Воронов М. С., Джаба-
концентрация жирных кислот в очищенном масле
ров Г. В., Калеева Е. С., Амирханов И. Р., Меньщи-
снизилась до 0.9 мас%, что близко к расчетному зна-
кова А. А., Макарова Е. М. Получение функцио-
чению 0.8 мас%. Экспериментальные данные оказа-
нальных производных метиловых эфиров жирных
лись близки к расчетным.
кислот // Успехи в химии и хим. технологии. 2017.
Таким образом, при проведении операции экс-
Т. XXXI. № 12. С. 78-79.
тракции в эмульсионном режиме с целью очистки
[2] Bolonio D., García-Martínez M.-J., Ortega M. F.,
Lapuerta M., Rodríguez-Fernández J., Canoira L..
растительных масел от жирных кислот удалось в
Fatty acid ethyl esters (FAEEs) obtained from
28-420 раз сократить продолжительность односта-
grapeseed oil: A fully renewable biofuel // Renewable
дийной экстракции, а при осуществлении двух-трех-
Energy. 2019. V. 132. P. 278-283.
стадийной экстракции решить задачу очистки жиро-
содержащих отходов с содержанием жирных кислот,
[3] Sun Y., Di G., Xia J., Wang X., Yang X., He S. Densities
равным 10 мас%, до остаточного содержания жирных
and excess molar volumes of methanol with three fatty
кислот ниже уровня 1 мас%. При этом экстракт жир-
acid methyl esters from 283.15 to 318.15 K // Energy
ных кислот и очищенное растительное масло стали
Procedia. 2018. V. 152. P. 143-148.
пригодными для получения сложных эфиров.
[4] Байботаева С. Е., Надиров К. С., Садырбаева А. С.,
Туребекова А. М., Бесбаева Н. А., Айкенова С. Ж.
Выводы
Модификация эфиров жирных кислот с целью
повышения их деэмульгирующей способности //
Решена задача удаления примеси свободных
Знание. 2019. № 1-1. С. 86-92.
жирных кислот из отходов растительных масел
[5] Пат. РФ 2258734 С1 (опубл. 2005). Способ рафина-
экстракцией метанолом или этанолом, что позво-
ции растительного масла.
ляет получать сложные эфиры путем проведения
[6] Пат. РФ 2256698 (опубл. 2005). Способ дистилля-
кислотно-катализируемой реакции этерификации
ции жирных кислот.
выделенных жирных кислот спиртами и щелочно-
[7] Пат. РФ 2531910 С2 (опубл. 2014). Способ рафина-
катализируемой реакции переэтерификации очи-
ции растительного масла.
щенных масел также спиртами. За счет проведения
[8] Dias J. M., Alvim-Ferraz M. C. M., Almeida M. F.
экстракции в эмульсионном режиме существенно
Production of biodiesel from acid waste lard //
сократилось время достижения равновесных условий.
Bioresource Technol. 2009. V. 100. N 24. P. 6355-
Установлено, что продолжительность расслаивания
образующейся эмульсии сокращается при повыше-
[9] Canakci M.,Gerpen J. V. Biodiesel production from
нии температуры и при увеличении концентрации
oils and fats with high free fatty acids // Trans ASAE.
2001. V. 44. N 6. P. 1429-1436.
жирных кислот в масле. Оптимизация ряда факторов
позволила ограничить время расслаивания эмульсий
[10] Mohsen-Nia M., Khodayari A. De-acidification of
25-30 мин. Показаны пути расчета равновесных па-
sunflower oil by solvent extraction: (Liquid+liquid)
раметров экстракции с помощью модифицированной
equilibrium data at T=(303.15 and 313.15) K //
модели UNIFAC.
J. Chem. Thermodyn. 2008. V. 40. P. 1325-1329.
[11] Kuramochi H., Maeda K., Kato S., Osako M.,
Конфликт интересов
Nakamura K., Sakai S. Application of UNIFAC
Авторы заявляют об отсутствии конфликта инте-
models for prediction of vapor-liquid and liquid-
ресов, требующего раскрытия в данной статье.
liquid equilibria relevant to separation and purification
Экстракция в эмульсионном режиме высших жирных кислот из растительных масел метанолом или этанолом...
437
processes of crude biodiesel fuel // Fuel. 2009. V. 88.
C. 390-394 [Floarea O., Smigelschi O. Calcule de
P. 1472-1477.
operatii si utilaje din industria chimica. Bucuresti:
Editura technical, 1966].
[12]
Bessa L. C. B. A., Ferreira M. C., Abreu C. R. A.,
[16] Stamenkovic O. S., Lazic M. L., Todorovic Z. B.,
Batista E. A. C., Meirelles A. J. A. A new UNIFAC
Veljkovic V. B., Skala D. U. The effect of agitation
parameterization for the prediction of liquid-liquid
intensity on alkali-catalyzed methanolysis of sunflower
equilibrium of biodiesel system // Fluid Phase
oil // Bioresource Technol. 2007. V. 98. N 14. P. 2688-
Equilibria. 2016. N 425. P. 98-107.
[17] Musa I. A. The effect of alcohol to oil molar ratios
[13]
Batista E., Monnerat S., Stragevitch L., Pina C. G.,
and the type of alcohol on biodiesel production using
Goncalves C. B., Meirelles A. J. A. Prediction of
transesterification process // Egypt. J. Petrol. 2016.
liquid-liquid equilibrium for system of vegetable oils,
V. 25. P. 21-31.
fatty acids and ethanol // J. Chem. Eng. Data. 1999.
N 44. P. 1365-1369.
[18] Пермякова И. А., Касаткина Е. А., Леонтьева Г. В.,
Вольхин В. В. Переработка жиросодержащих отхо-
[14]
Пермякова И. А., Вольхин В. В., Казаков Д. А.,
дов с помощью кислотно-катализируемой реакции
Воронина Н. С. Алгоритм расчета фазовых равно-
этерификации в условиях регулируемого фазового
весий в системах, включающих высшие жирные
состояния реакционных систем // Бутлеровские
кислоты, триацилглицерины и низкомолекулярные
сообщ. 2018. Т. 54. № 4. С. 56-74.
спирты // Теорет. основы хим. технологии. 2018.
[19] Kara K. F., Ouanji F., Lotfi El M., Mahi M. El,
Т. 52. № 6. С. 676-688.
Kacimi M., Ziyad M. Biodiesel production from
waste fish oil with high free fatty acid content from
[15]
Флореа О., Смигельский О. Расчеты по процес-
Moroccan fish-processing industries // Egypt. J. Petrol.
сам и аппаратам химической технологии / Пер.
2017. V. 27. N 2. P. 249-255.
с румын. под ред. С. З. Кагана. М.: Химия, 1971.