

Известия РАН. Серия физическая, 2022, T. 86, № 11, стр. 1570-1578
Эволюция кристаллографической текстуры, микроструктуры и механических свойств при прокатке сплавов системы Cu–Zn с разным размером зерна
Л. И. Зайнуллина 1, *, И. В. Александров 1
1 Федеральное государственное бюджетное образовательное учреждение высшего образования
“Уфимский государственный авиационный технический университет”
Уфа, Россия
* E-mail: ZaynullinaLI@yandex.ru
Поступила в редакцию 30.06.2022
После доработки 15.07.2022
Принята к публикации 22.07.2022
- EDN: RLVJXF
- DOI: 10.31857/S0367676522110357
Аннотация
Исследована эволюция параметров кристаллографической текстуры, микроструктуры и механических свойств однофазных сплавов на основе меди с содержанием 10 и 30 вес. % Zn, подвергнутых плоской прокатке в крупнозернистом состоянии и предварительно сформированном ультрамелкозернистом состоянии. Показано, что уменьшение энергии дефекта упаковки и увеличение степени обжатия при плоской прокатке приводят к увеличению значений функций распределения ориентировок, соответствующих двойниковых ориентировкам, а в целом, к уменьшению размера зерна и областей когерентного рассеяния, росту плотности дислокаций и вероятности двойникования. Указанные изменения положительно влияют на уровень прочностных свойств исследованных сплавов.
ВВЕДЕНИЕ
Сплавы системы Cu–Zn относятся к латуням, обладают различной величиной энергии дефекта упаковки (ЭДУ) в зависимости от степени легирования медной матрицы атомами Zn [1]. ЭДУ представляет собой энергию, связанную с расщеплением полной дислокации и образованием частичных дислокаций, и играет решающую роль в эволюции кристаллографической текстуры (КТ), микроструктуры, и деформационного поведения металлов и сплавов [2]. Однофазные твердорастворные сплавы на основе меди представляют большой интерес в качестве модельных объектов исследований для понимания влияния содержания легирующих элементов и, следовательно, влияния величины ЭДУ на взаимосвязь “микроструктура–свойства” [3, 4]. При этом в медном сплаве при содержании 10 вес. % Zn величина ЭДУ становится равной 35 мДж · м–2, а при 30 вес. % Zn – 14 мДж · м–2 [5].
Применение методов интенсивной пластической деформации (ИПД) приводит к измельчению микроструктуры и повышению прочностных и функциональных свойств [6]. В ранних работах [7, 8] было изучено влияние ЭДУ на микроструктурные изменения в сплавах, подвергнутых ИПД. Такие методы ИПД, как равноканальное угловое прессование (РКУП) [9] и кручение под высоким давлением (КВД) [10–12], были применены для исследования микроструктурных преобразований и свойств сплавов системы Cu–Zn в зависимости от величины ЭДУ. Было обнаружено, что уменьшение ЭДУ приводит к уменьшению размера кристаллитов, увеличению плотности дислокации и двойников. Кроме того, было изучено влияние традиционного метода обработки металлических материалов плоской прокаткой при комнатной или криогенных температурах на формирование УМЗ структуры в этих сплавах [13–15].
Как известно, прокатка материалов приводит к образованию различных текстурных ориентировок за счет того, что в микроструктуре присутствуют зерна, каждое из которых в силу определенной ориентации в заготовке откликается своими специфическими деформационными реакциями на внешнюю приложенную деформацию. На характер формирующейся КТ и механические свойства при плоской прокатке сплавов системы Cu–Zn заметно влияет содержание цинка [16]. В частности, увеличение содержания Zn в крупнозернистой (КЗ) меди при прокатке приводит к формированию другого типа текстуры. Это изменение характера КТ названо текстурным переходом от текстуры типа “медь” (Copper) {112}❬111❭ к текстуре типа “латунь” (Brass) {110}❬112❭ [16–18].
Для описания эволюции КТ при прокатке ГЦК материалов удобно рассматривать в качестве главных α, β, γ, θ и τ-волокна, на которых расположены ориентировки Brass {011}❬211❭, Goss {011}❬100❭, Copper {112}❬111❭, Dillamore {4411}❬11118❭ [15,19]. Однако при описании КТ в настоящей статье, опираясь на подход к описанию подобной текстуры прокатки, описанный в работе [20], рассмотрены ориентировки, расположенные в пространстве углов Эйлера при различных значениях φ1, но фиксированных углах Φ = 45° и φ2 = 0° (α-волокно), а также при различных значениях угла Φ, но фиксированных углах φ1 = 90° и φ2 = 45° (τ-волокно).
Эволюция КТ в сплавах системы Cu–Zn была исследована при многократной накапливаемой деформации плоской прокаткой, являющейся одним из методов ИПД [15]. Было показано, что при уменьшении ЭДУ происходит уменьшение интенсивности текстуры типа “медь” и преобладание текстуры типа “латунь” за счет деформационного двойникования.
Целью настоящей работы явилось исследование влияния ЭДУ на эволюцию КТ, особенности формирования микроструктуры и механические свойства сплавов системы Cu–Zn, подвергнутых плоской прокатке в КЗ состоянии и УМЗ состоянии, предварительно сформированном РКУП.
МЕТОДИКА ЭКСПЕРИМЕНТА
Заготовки сплавов Cu–10 вес. % Zn, Cu–30 вес. % Zn подвергали двум проходам РКУП и дальнейшей плоской прокатке. РКУП заготовок с размерами 8 мм × 8 мм × 60 мм проводили при Т = 150°С для сплава Cu–10% Zn и Т = 300°С для сплава Cu–30% Zn. Выбор температур РКУП был обусловлен задачей получения целостных заготовок без сколов и трещин. Внешний угол пересечения каналов в оснастке составил ψ = 0°, внутренний – φ = 90° [21]. Последующую плоскую прокатку заготовок проводили при температурах, равных температурам РКУП для каждого материала. Степени обжатия составили 30, 60, 80, 95% с постепенным (не более 10%) накоплением деформации за каждый проход. Исходные КЗ заготовки (КЗ состояние) исследованных сплавов подвергли плоской прокатке при аналогичных условиях.
Исследования тонкой структуры были выполнены методами просвечивающей электронной микроскопии (ПЭМ) при помощи прибора JEOL JEM-2100. Тонкие фольги в ходе ПЭМ исследований исследовали в темных и светлых полях при ускоряющем напряжении 200 кВ.
Рентгеновскую съемку проводили с продольного горизонтального сечения заготовок после РКУП и с плоскости прокатанных образцов при ускоряющем напряжении 40 кВ, токе 40 мА при комнатной температуре с использованием рентгеновского дифрактометра Rigaku Ultima IV. Съемку проводили в пределах углов дифракции 2θ от 10° до 145° с шагом 0.02° и временем экспозиции на точку – 10 с. Оценку параметра кристаллической решетки, размеры областей когерентного рассеяния (ОКР) исследуемых сплавов проводили, анализируя профиль рентгеновских линий при помощи программного обеспечения Maud 2.93 [22]. Склонность материалов к двойникованию (вероятность двойникования) оценивали, используя подход Уоррена также с использованием программного обеспечения Maud 2.93 [23]. Подгонку формы профиля рентгеновских линий к экспериментальным данным проводили методом Ритвельда. При определении ОКР использовали опцию “Произвольная текстура” (“Arbitrary texture”). При расчетах показатель несоответствия и взвешенный фактор профиля (Rwp и Sigma) в среднем составили 5.7% и 1.65.
Плотность дислокаций определяли по формуле [24]:
(1)
$\rho = {{2\sqrt 3 {{{\left\langle {{{\varepsilon }^{2}}} \right\rangle }}^{{{1 \mathord{\left/ {\vphantom {1 2}} \right. \kern-0em} 2}}}}} \mathord{\left/ {\vphantom {{2\sqrt 3 {{{\left\langle {{{\varepsilon }^{2}}} \right\rangle }}^{{{1 \mathord{\left/ {\vphantom {1 2}} \right. \kern-0em} 2}}}}} {\left( {Db} \right)}}} \right. \kern-0em} {\left( {Db} \right)}},$где ${{\left\langle {{{\varepsilon }^{2}}} \right\rangle }^{{{1 \mathord{\left/ {\vphantom {1 2}} \right. \kern-0em} 2}}}}$ – среднеквадратичные микроискажения кристаллической решетки, D – размеры ОКР, b – вектор Бюргерса.
Анализ процессов текстурообразования выполнили с использованием рентгеновского дифрактометра ДРОН-3. Неполные полюсные фигуры (ПФ) для плоскостей (111), (200) и (220) получали при использовании фильтрованного на вторичном пучке рентгеновского CuKα1 (0.1540598 нм) излучения. Съемку (U = 40 кВ, I = 40 мА) проводили в режиме “на отражение” в пределах изменения радиального угла γ от 0° до 75° (с учетом эффектов дефокусировки) и азимутального угла δ от 0° до 360° с шагом 5° с плоскости прокатанных образцов. Расчет полных ПФ и значений плотности ориентаций f(g) трехмерных функций распределения ориентировок (ФРО) в пространстве углов Эйлера φ1, Φ и φ2 проводили с помощью стандартного пакета программ LaboTex 2.1 [25]. В основу расчетов положен широко известный дискретный метод, называемый методом произвольных ячеек (ADC метод).
Микротвердость по Виккерсу оценивали на микротвердомере MicroMet 5101. К изготовленным образцам прилагали нагрузку 100 г в течение 10 с. Механические испытания на растяжение проводили на установке Instron 8801 при комнатной температуре со скоростью растяжения 0.24 мм/мин. При этом использовали стандартные образцы с размерами рабочей части 4 мм.
ЭКСПЕРИМЕНТАЛЬНЫЕ РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
В табл. 1 приведены основные для ГЦК металлов, подвергнутых плоской прокатке, кристаллографические ориентировки, расположенные вдоль α- и τ-волокон, с индексами Миллера и углами Эйлера для ГЦК металлов, подвергнутых плоской прокатке [19]. На рис. 1 представлены распределения значений плотности ориентировок вдоль α- и τ-волокон для сплава Cu–10% Zn, подвергнутого плоской прокатке в КЗ и УМЗ состояниях. КЗ состояние сплава характеризуется однородным распределением равноосных зерен со средним размером 117 ± 3 мкм. УМЗ состояние характеризуется средним размером зерен 795 ± 66 нм.
Таблица 1.
Индексы Миллера и углы Эйлера для основных текстурных ориентировок ГЦК материалов [14]
| Ориентировки | Индексы Миллера | φ1 | Φ | φ2 | Волокно |
|---|---|---|---|---|---|
| Rotated cube | {001}〈110〉 | 0/90 | 0 | 45 | τ |
| Goss | {011}〈100〉 | 0 90 |
45 90 |
0 45 |
α/τ |
| Rotated Goss | {011}〈011〉 | 90 | 45 | 0 | α |
| Brass | {011}〈211〉 | 35 | 45 | 0 | α/β |
| Goss/brass | {011}〈115〉 | 16 | 45 | 0 | α |
| A | {011}〈111〉 | 55 | 45 | 0 | α |
| Y | {111}〈112〉 | 90 | 55 | 45 | γ/τ |
| Copper | {112}〈111〉 | 90 | 35 | 45 | τ/β |
| Copper twin | {552}〈115〉 | 90 | 74 | 45 | τ |
| Dillamore | {4411}〈11118〉 | 90 | 27 | 45 | τ |
| – | {011}〈3$\bar {1}$1〉 | 25 | 45 | 0 | α |
Рис. 1.
Значения плотности ориентаций f(g) основных ориентировок в α и τ-волокнах с постоянными углами Эйлера Φ = 45° и φ2 = 0° (α-волокно: а, в), φ1 = 90° и φ2 = 45° (τ-волокно: б, г) сплава Cu–10% Zn, подвергнутого прокатке в КЗ (а, б) и УМЗ состоянии (в, г).
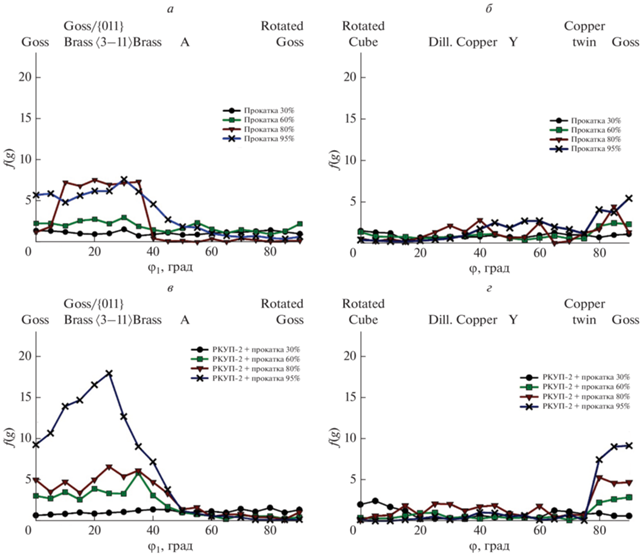
При плоской прокатке сплава в КЗ состоянии в диапазоне степеней обжатия 30–60% не происходит значительных изменений в величине ФРО, соответствующих кристаллографическим ориентировкам вдоль α- и τ-волокон (рис. 1а и 1б). Когда степень обжатия достигает 80% происходит увеличение доли ориентировок Goss/Brass, {011}〈3$\bar {1}$1〉и Brass. При увеличении степени обжатия до 95% в α-волокне максимальное значение интенсивности на графике находится близко к идеальному положению пика ориентировки {011}〈3$\bar {1}$1〉 (φ1 = = 25°, Φ = 45°, φ2 = 0°) (рис. 1а), в τ-волокне максимальное значение интенсивности на графике соответствует ориентировке Goss (φ1 = 90°, Φ = = 90°, φ2 = 45°) (рис. 1б).
При плоской прокатке сплава в УМЗ состоянии изменения в величинах ФРО, соответствующих основных ориентировкам, наблюдаются при достижении степени обжатия 60% (рис. 1в и 1г).
Максимальное значение интенсивности ФРО на графике для α-волокна при степени обжатия 60% приходится на идеальное положение пика ориентации Brass (φ1 = 35°, Φ = 45°, φ2 = 0°) (рис. 1в). При увеличении степени обжатия до 80% в α-волокне наблюдается усиление доли ориентировок {011}〈3$\bar {1}$1〉 и Brass (рис. 1в). В τ-волокне увеличивается доля ориентировок Goss и Copper twin [15, 20] вблизи (φ1 = 90°, Φ = 74°, φ2 = 45°) (рис. 1г). При достижении степени обжатия 95% в α-волокне максимальное значение интенсивности на графике приходится на {011}〈3$\bar {1}$1〉 ориентировку. Величина интенсивности ФРО, соответствующей ориентировке Brass также выше, чем при прокатке данного сплава в КЗ состоянии. Также увеличивается доля ориентировок Copper twin и Goss (рис. 1г) в τ-волокне по сравнению с прокатанным сплавом в КЗ состоянии.
Как показано на рис. 2, основные ориентировки КТ в сплаве Cu–30% Zn соответствуют таковым в сплаве Cu–10% Zn. КЗ состояние сплава Cu–30% Zn до плоской прокатки характеризуется средним размером зерна 93 ± 3 мкм. После РКУП в микроструктуре достигнуто значение среднего размера зерна 288 ± 55 нм. При плоской прокатке сплава в КЗ состоянии до степени обжатия 60% происходит усиление интенсивности ФРО, соответствующей Brass ориентировке в α-волокне (рис. 2а). При этом в τ-волокне максимальное значение интенсивности на графике находится вблизи ориентировки Copper (φ1 = 90°, Φ = 35°, φ2 = 45°) (рис. 2б). Увеличение степени обжатия до 80% уменьшает интенсивность ФРО, соответствующей ориентировке Brass в α-волокне, и увеличивает интенсивность ФРО, соответствующей ориентировке Copper в τ-волокне (рис. 2а и 2б). При увеличении степени обжатия вплоть до 95% интенсивность ФРО, соответствующей Brass ориентировке имеет тенденцию к увеличению. Наряду с этим наблюдается рост интенсивностей ФРО, соответствующих ориентировкам Goss, Goss/Brass и {011}〈3$\bar {1}$1〉 (рис. 2а). Кроме того, отметим, что интенсивность ФРО, соответствующей ориентировке Copper, сначала увеличивается, а затем уменьшается по мере увеличения степени обжатия до 95% (рис. 2б).
Рис. 2.
Значения плотности ориентации f(g) основных ориентировок в α и τ-волокнах с постоянными углами Эйлера Φ = 45° и φ2 = 0° (α-волокно: а, в), φ1 = 90° и φ2 = 45° (τ-волокно α: б, г) сплава Cu–30% Zn, подвергнутого прокатке в КЗ (а, б) и УМЗ состоянии (в, г).
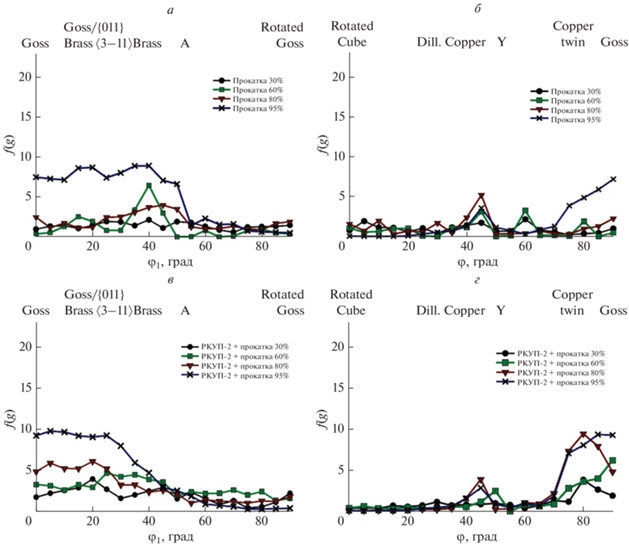
При плоской прокатке сплава в УМЗ состоянии в α-волокне по мере увеличения степени обжатия от 30 до 95% наблюдается постепенное увеличение интенсивностей ФРО, соответствующих ориентировкам Goss, Goss/Brass и {011}〈3$\bar {1}$1〉, но при этом уменьшается интенсивность ФРО, соответствующей Brass ориентировке, по сравнению с состоянием сплава после прокатки в КЗ состоянии (рис. 2в). При увеличении степени обжатия происходит усиление интенсивностей ФРО в τ-волокне от Copper ориентировки (при степенях обжатия 80 и 95%) через Y ориентировку (φ1 = 90°, Φ = 55°, φ2 = 45°) (при степени обжатия 60%) в направлении Copper twin и Goss ориентировок (при степени обжатия 95%) (рис. 2г). Следует отметить, что интенсивности ФРО, соответствующие рассмотренным выше ориентировкам в сплаве Cu–30% Zn, имеющем низкую величину ЭДУ, меньше по сравнению с таковыми в сплаве Cu–10% Zn.
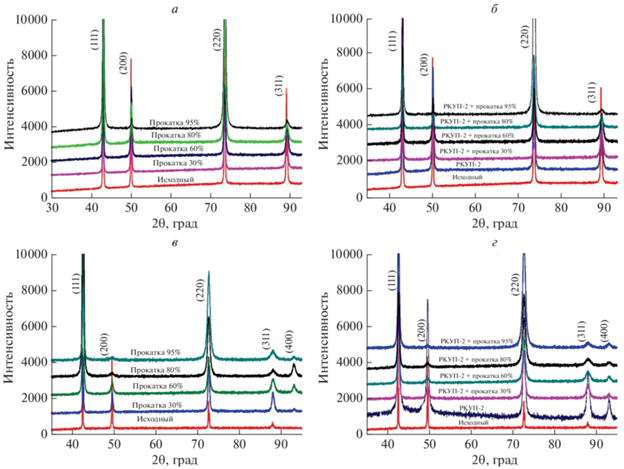
На рис. 3 представлены рентгенограммы сплавов в исходном состоянии, подвергнутых плоской прокатке, РКУП и последующей плоской прокатки на начальную 30% и крайнюю 95% степени обжатия. При прокатке обоих сплавов в КЗ и УМЗ состояниях на рентгенограммах присутствуют основные пики, характерные для рентгенограмм чистой меди (рис. 3а–3г). Параметр кристаллической решетки больше по сравнению с параметром кристаллической решетки чистой меди за счет легирования медной матрицы атомами Zn. Для сплава Cu–10% Zn параметр решетки составляет 3.638 ± 0.005 Å, для сплава Cu–30% Zn – 3.679 ± ± 0.008 Å.
Рис. 3.
Общий вид рентгенограмм после прокатки (а, в), РКУП и последующей плоской прокатки (б, в) на различные степени обжатия. Сплав Cu–10% Zn (а, б), сплав Cu–30% Zn (в, г).
В табл. 2 представлены результаты оценки ОКР, плотности дислокаций и вероятности обнаружения двойников сплавов в различных структурных состояниях. Изменения параметров после плоской прокатки образцов в КЗ и УМЗ состояниях имеют одинаковую тенденцию.
Таблица 2.
Величины структурных параметров сплавов системы Cu–Zn
| Cu–10% Zn | Cu–30% Zn | ||||||
|---|---|---|---|---|---|---|---|
| ОКР, нм | ρ, 1014 м–2 | β, % | ОКР, нм | ρ, 1014 м–2 | β, % | ||
| КЗ | Прокатка 30% | 711 ± 97 | 0.18 | 0.31 | 167 ± 16 | 1.03 | 0.27 |
| Прокатка 60% | 192 ± 12 | 0.98 | 0.32 | 153 ± 17 | 1.85 | 0.61 | |
| Прокатка 80% | 149 ± 3 | 1.28 | 0.52 | 104 ± 3 | 2.47 | 0.97 | |
| Прокатка 95% | 81 ± 2 | 1.89 | 0.40 | 58 ± 3 | 4.74 | 0.99 | |
| УМЗ | 497 ± 1 | 0.31 | 0.34 | 135 ± 6 | 1.31 | 0.78 | |
| УМЗ | Прокатка 30% | 294 ± 32 | 0.70 | 0.41 | 260 ± 19 | 1.07 | 0.95 |
| Прокатка 60% | 149 ± 11 | 1.60 | 0.47 | 122 ± 4 | 2.56 | 0.99 | |
| Прокатка 80% | 90 ± 4 | 2.04 | 0.53 | 48 ± 1 | 5.63 | 0.93 | |
| Прокатка 95% | 100 ± 6 | 1.34 | 0.79 | 66 ± 1 | 3.98 | 1.30 | |
Как видно, по мере уменьшения величины ЭДУ и увеличения степени обжатия при прокатке сплава в УМЗ состоянии происходит уменьшение размеров ОКР до 66 ± 1 нм. Вероятность деформационного двойникования у сплавов системы Cu–Zn закономерно нарастает за счет РКУП, плоской прокатки и совместной деформации (табл. 2). Для сплава Cu–30% Zn, имеющего малую величину ЭДУ, это значение составляет 1.3% (табл. 2). По мере уменьшения величины ЭДУ и увеличении степени обжатия при прокатке сплава в КЗ состоянии в микроструктуре происходит увеличение плотности дислокаций (табл. 2). Однако, при прокатке сплавов системы Cu–Zn в УМЗ состоянии наблюдается снижение значений плотности дислокаций (табл. 2). Как известно, в материалах с высокой величиной ЭДУ сложные дислокационные преобразования, включая размножение, накопление, пространственную перестройку, управляют образованием наноструктурного состояния во время ИПД [26]. В материалах с низкой ЭДУ подвижность дислокаций снижается и образованные дефекты упаковки являются зародышами двойников деформации. Деформация легко активизирует превращение дефектов упаковки в двойники деформации [27]. Таким образом, прокатка образцов в УМЗ состоянии, сформированном в результате РКУП, приводит к более активному образованию деформационных двойников по сравнению с прокаткой образцов в КЗ состоянии, что должно способствовать повышению прочностных свойств.
Наличие в структуре деформационных двойников и их влияние определенным образом на формирование ориентировок КТ подтверждается исследованиями методом ПЭМ тонкой структурой сплавов (рис. 4). В качестве примера на рис. 4а и 4б приведены темнопольные изображения тонкой структуры после плоской прокатки сплавов в УМЗ состояниях на максимальную степень обжатия 95%.
Рис. 4.
Тонкая структура после прокатки УМЗ состояния со степенью обжатия 95%: сплав Cu–10% Zn (а), сплав Cu–30% Zn (б).

Изменения в КТ и микроструктуре сплавов в результате плоской прокатки приводят к изменениям прочностных свойств. Результаты измерения микротвердости и механических испытаний методом одноосного растяжения образцов в КЗ и УМЗ состояниях после плоской прокатки на степень обжатия 80 и 95% сплавов Cu–Zn приведены в табл. 3. В сплаве Cu–10% Zn в КЗ состоянии после прокатки со степенью обжатия 95% предел прочности составил 515 ± 65 МПа, что в 2.1 раза больше предела прочности в исходном состоянии. Значение относительного удлинения оказалось невысоким и составило 7% (табл. 3). После плоской прокатки сплава Cu–30% Zn в КЗ состоянии предел прочности достиг 670 ± 73 МПа, что также в 2.1 раза больше прочности исходного состояния и относительное удлинение составило 11%.
Таблица 3.
Прочностные характеристики сплавов системы Cu–Zn
| Cu–10% Zn | Cu–30% Zn | ||||||
|---|---|---|---|---|---|---|---|
| HV | σв, МПа | ɛ, % | HV | σв, МПа | ɛ, % | ||
| Исходное | 65 ± 5 | 240 ± 33 | 45 | 72 ± 4 | 320 ± 11 | 40 | |
| КЗ | Прокатка 80% | 177 ± 10 | 412 ± 45 | 15 | 196 ± 6 | 593 ± 65 | 22 |
| Прокатка 95% | 198 ± 5 | 515 ± 65 | 7 | 216 ± 9 | 670 ± 73 | 11 | |
| УМЗ | 145 ± 9 | 413 ± 78 | 18 | 222 ± 7 | 590 ± 20 | 10 | |
| УМЗ | Прокатка 80% | 200 ± 8 | 653 ± 22 | 16 | 241 ± 3 | 683 ± 27 | 4 |
| Прокатка 95% | 213 ± 13 | 749 ± 25 | 6 | 250 ± 6 | 812 ± 32 | 5 | |
Плоская прокатка сплава Cu–10% Zn в УМЗ состоянии повышает предел прочности до 749 ± ± 25 МПа. Относительное удлинение достигает 6% (табл. 3). В УМЗ сплаве Cu–30% Zn с малой величиной ЭДУ при прокатке происходит увеличение предела прочности до 812 ± 32 МПа, что является максимальным из полученных значений. При этом относительное удлинение составляет 5% (табл. 3).
Из приведенных выше результатов видно, что тенденция эволюции КТ, микроструктуры и механических свойств при плоской прокатке сплавов Cu–10% Zn и Cu–30% Zn практически одинакова. Скорее всего, это вызвано влиянием температуры деформации. Температура деформации сплава Cu–10% Zn c большей величиной ЭДУ была ниже, чем в случае сплава с 30% Zn c меньшей величиной ЭДУ, деформированном при более низкой температуре. Повышение температуры деформации затрудняет образование деформационных двойников и способствует активизации дислокационного скольжения. Таким образом, как температура деформации, так и ЭДУ являются значимыми факторами, влияющими на развитие формирование микроструктуры во время ИПД [26].
Ориентировки КТ Brass, Goss и Copper являются основными ориентировками при всех степенях обжатия при прокатке образцов в КЗ состояниях исследованных сплавов. Это характерно и для УМЗ состояния сплавов, однако наблюдаются отличия в значениях ФРО, соответствующих ориентировок КТ. В сплаве Cu–10% Zn значения ФРО ориентировки {011}〈3$\bar {1}$1〉 преобладает наряду с таковыми для ориентировок Goss, Goss/Brass и Brass. В τ-волокне значения ФРО для ориентировки Goss монотонно увеличивается при увеличении степени обжатия. В сплаве Cu–30% Zn повышенным значениям ФРО соответствуют Goss, Goss/Brass и {011}〈3$\bar {1}$1〉 ориентировкам. В τ-волокне во время деформации зерна, соответствующие ориентировке Copper, поворачиваются вокруг оси 〈110〉, проходя через двойниковую ориентировку Y в сторону ориентировки Goss. При этом анализ литературных источников указывает на то, что ориентация зерен в полосах сдвига соответствует Goss ориентировке [28]. Образование полос сдвига является результатом того, что нормальное скольжение дислокаций затруднено двойниками. При дальнейшем увеличении деформации полосы сдвига распространяются вдоль двойниковой пластинчатой структуры. В результате этого ориентировка Copper, соответствующая определенным зернам, исчезает вовсе [20]. Также за счет деформационного двойникования в зернах происходит увеличение доли ориентировки Copper twin. Copper twin ориентировка способствуют как дислокационному скольжению, так и деформационному двойникованию. Следовательно, данная ориентировка является нестабильной и со временем может перейти в другую ориентировку во время пластической деформации [20]. Таким образом, при больших степенях деформации для ГЦК-металлов с малой величиной ЭДУ деформационные двойники и полосы сдвига являются доминирующей причиной значительного увеличения интенсивности ориентировок типа “латунь”.
ЗАКЛЮЧЕНИЕ
В результате исследования влияния ЭДУ на эволюцию КТ, особенности формирования микроструктуры и механические свойства сплавов системы Cu–Zn при их плоской прокатке в КЗ состоянии и УМЗ состоянии, предварительно сформированном РКУП, установлено, что уменьшение величины ЭДУ и увеличение степени накопленной деформации приводят к: увеличению значений ФРО, соответствующих ориентировкам, формирование которых вызвано процессами двойниковая и полосами сдвига; росту вероятности обнаружения двойников (по данным ПЭМ); росту вероятности деформационного двойникования (по данным РСА); повышению прочностных свойств.
Исследование выполнено при финансовой поддержке Российского фонда фундаментальных исследований (проект № 19-33-90109) и Министерства науки и высшего образования РФ (проект № 0838-2020-0006 “Фундаментальные исследование новых принципов создания перспективных электромеханических преобразователей энергии с характеристиками выше мирового уровня, с повышенной эффективностью и минимальными удельными показателями, с использованием новых высокоэффективных электротехнических материалов”).
Список литературы
Carter C.B., Ray I.L.F. // Phil. Mag. 1977. V. 35. No. 1. P. 189.
Hirsch P. // Phil. Mag. 1962. V. 7. P. 1349.
Qu S., An X.H., Yang H.J. et al. // Acta Mater. 2009. V. 57. No. 5. P. 1586.
Zhang P., An X.H., Zhang Z.J. et al. // Scr. Mater. 2012. V. 67. P. 871.
Gallagher P.C.J. // Metall. Trans. 1970. V. 1. No. 9. P. 2429.
Valiev R.Z., Islamgaliev R.K., Alexandrov I.V. // Progr. Mater. Sci. 2000. V. 45. P. 103.
Wang Z., Wang Y., Liao X. et al. // Scr. Mater. 2009. V. 60. No. 1. P. 52.
Zhao Y., Horita Z., Langdon T. et al. // Mater. Sci. Engin. A. 2008. V. 474. No. 1–2. P. 342.
Zhang Z., Duan Q., An X. et al. // Mater. Sci. Engin. A. 2011. V. 528. No. 12. P. 4259.
An X., Lin Q., Wu S. et al. // Scr. Mater. 2011. V. 64. No. 3. P. 249.
Ungar T., Balogh L., Zhu Y. et al. // Mater. Sci. Engin. A. 2007. V. 444. No. 1–2. P. 153.
Bahmanpour H., Youssef K., Horky J. et al. // Acta Mater. 2012. V. 60. No. 8. P. 3340.
Roy B., Kumar N., Gopalakrishnan Nambissan P. et al. // Aip Adv. 2014. V. 4. No. 6. Art. No. 067101.
Konkova T., Mironova S., Korznikov A. et al. // Mater. Charact. 2015. V. 101. P. 173.
Jamaati R., Toroghinejad M. // Mater. Sci. Engin. A. 2014. V. 598. P. 263.
Kallend J.S., Davies G.J. // Texture. 1972. V. 1. P. 51.
Gu C.F., Toth L.S., Zhang Y., Hoffman M. // Scr. Mater. 2014. V. 92. P. 51.
Lapeire L., Sidor J., Verleysen P. et al. // Acta Mat. 2015. V. 95. P. 224.
Suwas S., Ray R. Crystallographic texture of materials. London: Springer-Verlag, 2014.
Yan H., Zhao X., Jia N. et al. // J. Mater. Sci. Technol. 2014. V. 30. No. 4. P. 408.
Валиев Р.З., Александров И.В. Объемные наноструктурные металлические материалы: получение, структура и свойства. М.: ИКЦ “Академкнига”, 2007. 398 с.
Lutterotti L., Matthies S., Wenk H.R. // Proc. 12th Inter. Conf. Textur. Mater. 1999. V. 1. P. 1599.
Warren B.E. // Prog. Metal. Phys. 1959. V. 8. P. 147.
Williamson G.K., Smallman R.E. // Phil. Mag. 1956. V. 1. P. 34.
https://labosoft.com.
An X.H., Wu S.D., Wang Z.G., Zhang Z.F. // Progr. Mater. Sci. 2019. V. 101. P. 1.
Christian J.W., Mahajan S. // Progr. Mater. Sci. 1995. V. 39. P. 1.
El-Danaf E., Kalidindi S.R., Doherty R.D. et al. // Acta Mater. 2000. V. 48. P. 2665.
Дополнительные материалы отсутствуют.
Инструменты
Известия РАН. Серия физическая