

Теоретические основы химической технологии, 2022, T. 56, № 3, стр. 313-325
Закономерности применения тепловых насосов в экстрактивной ректификации
П. С. Клаузнер a, *, Д. Г. Рудаков a, Е. А. Анохина a, А. В. Тимошенко a
a МИРЭА – Российский технологический университет
Москва, Россия
* E-mail: klauzner@mirea.ru
Поступила в редакцию 10.12.2021
После доработки 21.12.2021
Принята к публикации 15.02.2022
- EDN: VNQRBJ
- DOI: 10.31857/S0040357122030071
Аннотация
Рассмотрено применение тепловых насосов в экстрактивной ректификации смесей изобутиловый спирт–изобутилацетат и аллиловый спирт–аллилацетат, как в комплексах, состоящих из двухотборных колонн, так и комплексах с частично связанными тепловыми и материальными потоками. Показано, что применение тепловых насосов в комплексах из двухотборных колонн в ряде случаев позволяет снизить приведенные энергетические затраты более чем на 30%, а в комплексах с частично связанными тепловыми и материальными потоками – до 50% по сравнению с традиционной схемой. Также рассмотрено применение внутренних тепловых насосов, с размещением компрессора между секциями экстрактивной колонны. Показано, что такое решение позволяет снижать приведенные энергетические затраты более чем на 40%, однако его эффективность сильно зависит от физико-химических особенностей смеси. Проведена оценка экономической эффективности рассмотренных схем по критерию полных годовых затрат. На основе полученных результатов сформулирован ряд условий эффективности применения тепловых насосов в экстрактивной ректификации.
ВВЕДЕНИЕ
Экстрактивная ректификация (ЭР) – один из основных специальных методов разделения азеотропных смесей и смесей компонентов с близкими летучестями, применяемый в технологии органического синтеза. Во многих случаях, экстрактивная ректификация характеризуется более низкими энергетическими затратами по сравнению с другими методами [1–6]. Поскольку экстрактивная ректификация главным образом применяется в крупнотоннажных технологиях, повышение ее энергетической эффективности является важной задачей [7].
Среди методов, которыми можно повысить энергетическую эффективность ЭР, можно выделить традиционные – к ним относится выбор разделяющего агента с высокой селективностью [8, 9], параметрическая и структурная оптимизация [7] схем разделения. Другие методы можно назвать специальными – к ним относятся различные способы снижения энергетических затрат, которые могут быть применены как к обычной, так и экстрактивной ректификации: различные варианты теплоинтеграции [10–13], методы, основанные на приближении процесса ректификации к термодинамически обратимому [14], в том числе применение комплексов с частично [7, 15] и полностью [14, 16] связанными тепловыми и материальными потоками. При практической реализации, как правило, применяют колонны с перегородками, являющихся их термодинамическими эквивалентами [17–20]. Еще одним перспективным способом, позволяющим снизить энергетические затраты на ЭР, является применение тепловых насосов [21].
Методы, основанные на приближении процесса ректификации к термодинамически обратимому в настоящее время достаточно хорошо исследованы как для обычной, так и для экстрактивной ректификации. Например, ряд работ посвящен применению комплексов с частично связанными тепловыми и материальными потоками (ЧСТМП). Так, исследовано применение таких комплексов в ЭР различных смесей [22–24], предложен эмпирический критерий для предварительной оценки энергетической эффективности комплексов с ЧСТМП в экстрактивной ректификации [25] и алгоритмы их оптимизации [26].
Применение тепловых насосов (ТН) для ректификационных процессов в целом проработано весьма подробно [27–30], однако для случая экстрактивной ректификации в настоящее время эта тема рассмотрена явно недостаточно. Существует относительно небольшое количество работ, посвященных, в основном, применению тепловых насосов при экстрактивной ректификации конкретных смесей [31–34], в которых не сформулированы закономерности применения тепловых насосов в ЭР.
Ранее нами в работах [35–37] была проведена оценка эффективности применения тепловых насосов в некоторых процессах ЭР, в том числе рассмотрено совместное применение ТН и комплексов ЧСТМП. Был рассмотрен ряд схем: традиционная схема экстрактивной ректификации (Рис. 1а), схемы с тепловыми насосами – открытого типа (рис. 1б–1г), с внутренним тепловым насосом (ВТН) (рис. 1д) и с одновременным применением комплексов ЧСТМП и ТН (рис. 1е).
Рис. 1.
Варианты организации процесса экстрактивной ректификации: (а) – традиционная схема, (б)–(г) – схемы с тепловыми насосами открытого типа, (д) – схема с внутренним тепловым насосом, (е) – схема с совместным применением комплекса ЧСТМП и теплового насоса. ЭК – колонна экстрактивной ректификации, РК – колонна регенерации РА, ВС ЭК – верхняя секция ЭК, НС ЭК – нижняя секция ЭК, БУС – боковая укрепляющая секция, 1 – исходная смесь; 2 – ЭА; 3 – дистиллят колонны ЭК; 4 – дистиллят колонны РК.

Авторами [35–37] рассмотрено разделение смеси изобутиловый спирт (ИБС)–изобутилацетат (ИБА) с разделяющими агентами (РА) диметилформамидом (ДМФА) и н-бутилпропионатом (БП) и смеси аллиловый спирт (АС)–аллилацетат (АА) с разделяющим агентом БП. Известно, что применение тепловых насосов эффективно при разделении компонентов с близкими температурами кипения [27–30]. Рассмотренные в [35–37] системы в целом удовлетворяли этому требованию, поскольку разница температур кипения между веществами разделяемой смеси и РА составляла 30–40°С. Однако, для большинства процессов экстрактивной ректификации характерна значительная разница температур между веществами разделяемой смеси и РА, поэтому было необходимо проверить эффективность применения тепловых насосов в ЭР и для таких случаев. Например, авторами [38] для ЭР смеси АС–АА предложен разделяющий агент этиленгликоль (ЭГ) и показано, что он обладает высокой селективностью. Разница температур кипения в этом случае составляет около 100°С.
Целью данной работы является обобщение полученных ранее результатов и выявление условий эффективности применения тепловых насосов (открытого типа и внутреннего теплового насоса, ВТН) в процессах экстрактивной ректификации, в том числе в схемах с ЧСТМП. Для реализации поставленной цели работы необходимо дополнительно провести моделирование, оптимизацию и определение полных годовых затрат: а) схемы ЭР смеси ИБС–ИБА с БП в комплексе ЧСТМП и тепловым насосом открытого типа; б) схемы ЭР смеси АС–АА с БП с внутренним тепловым насосом; в) традиционной схемы ЭР смеси АС–АА с ЭГ с тепловым насосом открытого типа.
РАСЧЕТНАЯ ЧАСТЬ
Методы исследования. В качестве основного метода исследования применяли математическое моделирование, все расчеты производили с использованием программного комплекса AspenPlus.
В качестве критерия оптимизации схем ЭР использовали минимальную суммарную тепловую нагрузку на кипятильники Qsum. В общем виде этот критерий имеет вид:
где N – общее число ректификационных колонн, i – номер колонны в схеме, $Q_{{{\text{reb}}}}^{i}$ – нагрузка на кипятильник i-той колонны.Технологические схемы с тепловыми насосами существенно отличаются от традиционных, поскольку в них присутствуют “горячие” компрессоры, а также дополнительное теплообменное оборудование. Для оценки энергетических затрат в схемах с применением тепловых насосов в процессах ректификации авторы [39] предложили простую формулу определения приведенных энергетических затрат (Qred):
где Qsum – суммарные энергетические затраты в кипятильниках колонн, кВт, а Wcomp – потребляемая компрессором мощность, кВт.Для более полного сопоставления вариантов организации процесса, включающего разнородное технологическое оборудование, обычно используют экономический критерий полных годовых затрат (ТАС):
где OT – срок эксплуатации установки в годах, СС – капитальные затраты, USD, ОС – эксплуатационные затраты, USD/год.Поскольку изменение сроков эксплуатации существенно влияет на величину ТАС, то расчеты критерия проводили для 10 и 20 летнего периодов.
Для вычисления капитальных и эксплуатационных затрат были использованы средства Aspen Process Economic Analyzer v.10.1. При расчетах использовались следующие цены энергоносителей: электричество – 0.0775 USD/кВт, оборотная вода – 0.03 USD/т., греющий пар – 0.017 USD/кг.
На основании рекомендаций в литературе для описания парожидкостного равновесия (ПЖР) в системе ИБС–ИБА–БП была выбрана модель описания UNIQUAC, а для систем АС–АА–ЭГ и АС–АА–БП была выбрана модель NRTL. Параметры моделей представлены в табл. 1.
Таблица 1.
Параметры бинарного взаимодействия
| UNIQUAC | NRTL | |||||||
|---|---|---|---|---|---|---|---|---|
| Источник | Aspen | [4] | [4] | [40] | [40] | [40] | UNIFAC | UNIFAC |
| Комп. i | ИБС | ИБС | ИБА | АС | АС | АА | АС | АА |
| Комп. j | ИБА | БП | БП | АА | ЭГ | ЭГ | БП | БП |
| AIJ | 0 | 0 | 0 | 0 | 0 | 0 | 0.535 | 0.475 |
| AJI | 0 | 0 | 0 | 0 | 0 | 0 | –0.534 | –0.408 |
| BIJ | 1.3501 | –17.787 | –65.929 | 294.1 | 169.58 | 415.25 | –129.43 | 22.36 |
| BJI | –45.3251 | –24.77 | 64.567 | –77.2 | 95.95 | 541.66 | 437.17 | 63.372 |
| α | – | – | – | 0.37 | 0.3 | 0.2 | 0.3 | 0.3 |
Традиционные схемы ЭР. Для случая разделения АС-АА с ЭГ в качестве разделяющего агента рассматривалась исходная смесь с концентрацией аллилового спирта 62.9 мас. %, скоростью подачи – 1000 кг/ч, концентрацию АС и АА в продуктовых потоках поддерживали постоянной и равной 99.5 мас. %, концентрацию разделяющего агента этиленгликоля – 99.9%. При использовании ЭГ наблюдается обращение летучестей и как дистиллят колонны экстрактивной ректификации (ЭК) отбирается аллилацетат, а как дистиллят колонны регенерации разделяющего агента (РК) – аллиловый спирт.
Давление вверху колонн было выбрано равным 101.3 кПа [38], рассматривались теоретические тарелки с перепадом давления по тарелке, равным 0.1013 кПа. Моделирование и оптимизация проводили по алгоритму, предложенному в [23]. Оптимизации по такому алгоритму предшествует несколько подготовительных этапов:
На первом этапе при помощи инструмента NQ Curve при закрепленном соотношении F : РА = 1 : : 4.5 [38] было определено общее число теоретических тарелок в колоннах – 30 и 13 в колоннах ЭК и РК соответственно.
Далее была исследована зависимость нагрузок на кипятильник и конденсатор и флегмового числа первой колонны от температуры разделяющего агента (рис. 2).
Рис. 2.
Зависимость параметров ЭК от температуры подачи ЭА: 1 – $Q_{{{\text{reb}}}}^{{{\text{ЭК}}}}$, 2 – RЭК.

Видно, что наблюдается достаточно сильная зависимость $Q_{{{\text{reb}}}}^{{{\text{ЭК}}}}$ от температуры подачи разделяющего агента в колонну, следовательно, этот параметр невозможно закрепить при оптимизации схемы. Дальнейшие расчеты проводили для следующего ряда TS: 90, 100, 110 и 120°С.
Для каждого значения TS были установлены пределы варьирования количества разделяющего агента. Для этого для ряда положений тарелок подачи питания NF и агента NS было определено как минимальное необходимое количество разделяющего агента, так и оптимальное для ЭК, при котором $Q_{{{\text{reb}}}}^{{{\text{ЭК}}}}$ достигает минимального значения. При этом значение расхода РА меняется: чем больше протяженность экстрактивной секции, тем при более низком расходе РА возможно получение продуктов заданного качества. В рассматриваемом случае было выявлено совпадение значений минимального и оптимального для ЭК расхода РА.
Исходя из полученных данных, для различных температур подачи разделяющего агента были определены границы варьирования количества подаваемого разделяющего агента:
1) при TS = 90°С – 2300–2920 кг/ч.
2) при TS = 100°С – 2310–3170 кг/ч.
3) при TS = 110°С – 2310–2880 кг/ч.
4) при TS = 120°С – 2330–2860 кг/ч.
На следующем этапе исследовали влияние количества подаваемого РА на оптимальное положение тарелки питания в РК. Установлено, что такое влияние в рассматриваемых пределах варьирования отсутствует (табл. 2).
Таблица 2.
Влияние расхода РА на оптимальное положение тарелки питания в колонне регенерации
| S, кг/ч | $N_{{\text{F}}}^{{{\text{РК}}}}$ | $Q_{{{\text{reb}}}}^{{{\text{РК}}}}$, кВт | $Q_{{{\text{cond}}}}^{{{\text{РК}}}}$ , кВт | RРК |
|---|---|---|---|---|
| TS = 90°С | ||||
| 2300 | 8 | 234 | 244 | 0.2 |
| 2650 | 8 | 230 | 246 | 0.2 |
| 2920 | 8 | 237 | 245 | 0.2 |
| TS = 100°С | ||||
| 2310 | 8 | 249 | 247 | 0.2 |
| 2650 | 8 | 252 | 246 | 0.2 |
| 3170 | 8 | 260 | 248 | 0.2 |
| TS = 110°С | ||||
| 2310 | 8 | 258 | 249 | 0.2 |
| 2590 | 8 | 246 | 251 | 0.2 |
| 2880 | 8 | 253 | 252 | 0.2 |
| TS = 120°С | ||||
| 2330 | 8 | 249 | 250 | 0.2 |
| 2650 | 8 | 244 | 251 | 0.2 |
| 2860 | 8 | 250 | 253 | 0.2 |
Согласно алгоритму [23] далее для ряда NS/NF необходимо определять оптимальный расход РА, при котором достигается минимальное значение Qsum. Но так как в данном случае минимальный и оптимальный расход разделяющего агента совпадают, оптимальный расход РА для схемы в целом при закрепленных NS/NF также совпадает с минимальным расходом РА для индивидуальной колонны ЭР.
Наименьшая Qsum наблюдается при TS = 100°С. Оптимальные параметры, полученные для этой TS примем как итоговые.
В табл. 3 приведены оптимальные рабочие параметры схемы в сравнении с оптимальными рабочими параметрами традиционных схем из предыдущих работ.
Таблица 3.
Рабочие параметры традиционных схем экстрактивной ректификации
| Смесь | ИБС-ИБА | АС-АА | ||||||
|---|---|---|---|---|---|---|---|---|
| РА | БП [35] | ДМФА [36] | БП [37] | ЭГ | ||||
| Колонны | ЭК | РК | ЭК | РК | ЭК | РК | ЭК | РК |
| Nsum | 66 | 48 | 64 | 35 | 52 | 38 | 30 | 13 |
| NF | 53 | 22 | 41 | 11 | 38 | 17 | 18 | 8 |
| NS | 13 | – | 13 | – | 12 | – | 4 | – |
| Qreb, кВт | 618 | 394 | 656 | 426 | 598 | 280 | 232 | 246 |
| Qcond, кВт | –620 | –390 | –650 | –433 | –609 | –265 | –155 | –147 |
| R | 5.4 | 4.1 | 6.8 | 3.0 | 4.1 | 6.6 | 3.2 | 0.2 |
| Tcond, С° | 107.7 | 116.2 | 69.7 | 69.6 | 96.9 | 103.1 | 103.1 | 96.9 |
| Treb, C° | 137.5 | 146.5 | 99.6 | 104.5 | 139.5 | 146.2 | 131.5 | 197.2 |
| S, кг/ч | 2671 | 2541 | 5420 | 2310 | ||||
| TS, С° | 146 | 102 | 145 | 100 | ||||
| Qsum, кВт | 1012 | 1082 | 869 | 478 | ||||
Применение тепловых насосов открытого типа. Далее нами было рассмотрено применение тепловых насосов открытого типа. Такой вариант был выбран, так как по данным ряда авторов именно тепловые насосы открытого типа отличаются наибольшей эффективностью [41].
Для предварительной оценки эффективности мы использовали критерий, предложенный авторами [42], выражаемый как Cef:
Критерий Сef получен исходя из уравнения для определения количества теплоты, требуемой для разделения, и выражения для КПД тепловой машины Карно. Авторы отмечают, что применение тепловых насосов может быть целесообразно при Cef > 5. При выводе выражения (4) авторами был сделан ряд допущений, в частности, данный подход был предложен для оценки эффективности применения тепловых насосов при ректификации зеотропных смесей. Однако в работах [32–34] он был использован для оценки эффективности применения тепловых насосов в процессах разделения азеотропных смесей, в том числе и в экстрактивной ректификации.
Исходя из данных моделирования и оптимизации традиционных схем ЭР, были оценены значения Cef для разделения смеси АС–АА с ЭГ. Для колонны ЭК $C_{{{\text{ef}}}}^{{{\text{ЭК}}}}$ = 14.4, а для колонны $С_{{{\text{ef}}}}^{{{\text{РК}}}}$ = 4.7.
Такие значения Cef позволяют предположить достаточно высокую эффективность применения ТН на колонне ЭК, а целесообразность применения на колонне РК вызывает сомнения. Тем не менее, на основе традиционной схемы ЭР были смоделированы три варианта схем с тепловыми насосами открытого типа – схема I (рис. 1б.) с размещением ТН на колонне ЭК, схема II (рис. 1в) с размещением ТН на колонне РК, и схема III (рис. 1г) – c ТН на обеих колоннах схемы.
Во всех случаях ТН полностью использует паровой поток, выходящий сверху колонны, на которой он установлен. После сжатия в компрессоре с потребляемой мощностью Wcomp со степенью сжатия P2/P1 и адиабатического нагрева паровой поток направляется в теплообменник, обеспечивая частичный обогрев куба колонны (количество переданного в этом теплообменнике тепла обозначено QHE). Далее паровой поток направляется в дроссель, где давление снижается до значения давления верха колонны. Для полной конденсации потока используется вспомогательный конденсатор, после которого поток разделяется на продуктовый и флегмовый.
Степень сжатия P2/P1 выбирали исходя из того, что согласно литературным источникам [27] максимальная эффективность теплового насоса реализуется при минимальной степени сжатия, при которой достигается достаточная для обогрева куба температура. В рассматриваемом случае P2/P1 для компрессора на паровом потоке колонны ЭК составило 4, а на колонне РК – 13. В табл. 4 представлены итоговые параметры схем с ТН открытого типа в сравнении со схемами из предыдущих работ.
Таблица 4.
Рабочие параметры схем ЭР с тепловыми насосами открытого типа
| Смесь | ИБС–ИБА | АС–АА | ||||||
|---|---|---|---|---|---|---|---|---|
| ЭА | БП [35] | ДМФА [36] | БП [37] | ЭГ | ||||
| Схема I | ||||||||
| Колонны | ЭК | РК | ЭК | РК | ЭК | РК | ЭК | РК |
| Qreb, кВт | 64.8 | 394 | 93.3 | 426 | 35.3 | 280 | 86.7 | 246 |
| QHE, кВт | 569 | – | 564 | – | 556 | – | 126 | – |
| Qcond, кВт | –164 | –390 | –195 | –433 | –151 | –265 | –122 | –224 |
| Wcomp, кВт | 106 | – | 116 | – | 107 | – | 24.7 | – |
| P2/P1 | 5 | – | 5,9 | – | 5 | – | 4 | – |
| Qred | 777 | 867 | 638 | 408 | ||||
| ∆Qred, % | 28 | 20 | 27 | 14 | ||||
| Схема II | ||||||||
| Колонны | ЭК | РК | ЭК | РК | ЭК | РК | ЭК | РК |
| Qreb, кВт | 618 | 91.5 | 656 | 17.5 | 598.2 | 69.1 | 232 | 237 |
| QHE, кВт | – | 299 | – | 411 | – | 207.4 | – | 9 |
| Qcond, кВт | –620 | –150 | –650 | –98.7 | –609 | –103 | –253 | 180 |
| Wcomp, кВт | – | 65.9 | – | 90.1 | – | 51.6 | – | 42.3 |
| P2/P1 | – | 4,5 | – | 9 | – | 5 | – | 13 |
| Qred | 908 | 944 | 822 | 596 | ||||
| ∆Qred, % | 16 | 13 | 6.4 | –24 | ||||
| Схема III | ||||||||
| Колонны | ЭК | РК | ЭК | РК | ЭК | РК | ЭК | РК |
| Qreb, кВт | 64.8 | 91.5 | 93.3 | 17.5 | 35.3 | РК | 86.7 | 237 |
| QHE, кВт | 569 | 299 | 564 | 411 | 556.1 | 69.1 | 126 | 9 |
| Qcond, кВт | –164 | –150 | –195 | –98.7 | –152 | –207 | –122 | 180 |
| Wcomp, кВт | 106 | 65.9 | 116 | 90.1 | 107 | 51.6 | 24.7 | 42.3 |
| P2/P1 | 5 | 4.5 | 5.9 | 9 | 5 | 5 | 4 | 13 |
| Qred | 673 | 729 | 581 | 525 | ||||
| ∆Qred, % | 38 | 33 | 34 | –9 | ||||
∆Qred, в таблице рассчитывается в сравнении с Qsum соответствующей традиционной схемы ЭР. Как можно видеть, использование тепловых насосов в рассматриваемых схемах ЭР позволяет снижать энергетические затраты. При этом достаточно высокой энергетической эффективностью обладают схемы, где ТН установлен на колонне ЭК, или на обеих колоннах схемы. Применение же теплового насоса только на колонне РК, а также на обеих колоннах в случае разделения смеси АС-АА с ЭГ нецелесообразно.
Схемы с внутренним тепловым насосом. Тепловой насос при экстрактивной ректификации может быть размещен не только на паровых потоках дистиллятов колонн, но и на паровых потоках между отдельными секциями колонн. Решение с размещением компрессора ТН между секциями колонны, так называемый внутренний тепловой насос, ранее предлагалось в литературе [43], но практически не подвергалось сравнительному анализу с другими вариантами организации процесса.
В этой схеме колонна экстрактивной ректификации разделена на две отдельные секции, работающие под разным давлением (рис 1д). Давление в верхней части колонны (ВС), включающей укрепляющую и экстрактивную секции, выше, чем в нижней исчерпывающей секции (НС). Питание подается на первую тарелку НС, а обогрев кипятильника НС обеспечивается паровым потоком дистиллята ВС. Для обеспечения теплопередачи давление в секциях должно быть выбрано таким образом, чтобы температура парового дистиллята ВС была достаточной для обогрева куба НС.
Понятно, что особенности применения схемы, в которой происходит изменение рабочего давления, и ее возможная эффективность связаны с тем, какие изменения претерпевают физико-химические свойства смеси при изменении давления. В рассматриваемых системах относительная летучесть α12 при увеличении давления возрастает, следовательно, разделение облегчается и требует меньшего количества разделяющего агента. Такое изменение относительной летучести для системы ИБС–ИБА подтверждается имеющимися в литературе экспериментальными данными о ПЖР [44]. Диаграммы хода α-линий в рассматриваемых системах при повышенном давлении приведены на рис. 3.
Рис. 3.
Диаграммы линий относительной летучести α12 в присутствии РА при повышенном давлении. (а) – ИБС–ИБА–БП при 506.0 кПа, (б) – ИБС–ИБА–ДМФА при 101.3 кПа, (в) – АС–АА–БП при 506.0 кПа, (г) – АС–АА–ЭГ при 506.0 кПа.
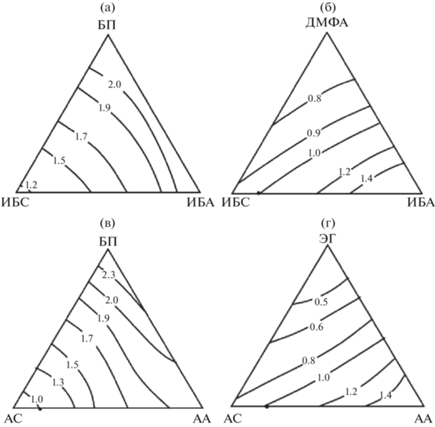
Следует отметить, что схема с внутренним тепловым насосом для случая ИБС–ИБА с ДМФА неосуществима, так как при повышении давления появляется тангенциальная азеотропия ИБА-ДМФА [38]. В системе АС–АА–ЭГ повышение давления мало влияет на относительную летучесть АС–АА в присутствии разделяющего агента и соответственно на его селективность, что вместе с, как показано выше, достаточно низкой эффективностью ТН открытого типа в данной схеме делает рассмотрение ВТН нецелесообразным.
Ранее нами была рассмотрена схема с ВТН для ЭР смеси ИБС–ИБА с БП [32]. По результатам оценки TAC их снижение по сравнению с традиционной схемой ЭР составило 44%. Рассмотрим применение аналогичного решения для случая АС–АА с БП. В качестве исходной традиционной схемы использовали схему ЭР, смоделированную нами в работе [34].
Для моделирования схемы с ВТН потребовалось определить оптимальные рабочие параметры традиционной схемы экстрактивной ректификации, в которой колонна ЭК работает при повышенном давлении, обеспечивающем температуру потока парового дистиллята достаточную для обогрева куба колонны традиционной схемы ЭР, работающей при атмосферном давлении. В рассматриваемом случае это давление равно 506.6 кПа. Такая схема была смоделирована и ее рабочие параметры подвергнуты оптимизации по алгоритму [26]. Параметры схемы представлены в табл. 5.
Таблица 5.
Рабочие параметры колонн схемы экстрактивной ректификации смеси АС–АА с БП при давлении в колонне ЭК 506.6 кПа
| Колонны | ЭК | РК |
|---|---|---|
| Nsum | 57 | 34 |
| NF | 47 | 17 |
| NS | 14 | |
| Qreb, кВт | 454 | 133 |
| Qcond, кВт | –315 | –278 |
| R | 2.1 | 6.6 |
| Tcond, °С | 149.9 | 103.1 |
| Treb, C° | 201.8 | 146.2 |
| Pcond, кПа | 506.6 | 101.3 |
| Preb, кПа | 512.3 | 105.0 |
| S, кг/ч | 2903 | |
| TS, °С | 145 | |
| Qsum, кВт | 587 | |
На основе параметров схемы с ЭК, работающей при повышенном давлении, и традиционной схем ЭР было проведено моделирование схемы с внутренним тепловым насосом.
Параметры схемы с внутренним тепловым насосом, а также параметры схемы из работы [34] представлены в табл. 6.
Таблица 6.
Параметры схем с внутренним тепловым насосом
| Смесь, РА | ИБС–ИБА, БП [35] | АС–АА, БП | ||
|---|---|---|---|---|
| Колонны | ЭК | РК | ЭК | РК |
| Nsum | 56 | 50 | 56 | 34 |
| NВС ЭК | 43 | – | 46 | – |
| NНС ЭК | 13 | – | 13 | – |
| NF | 44 | 23 | 47 | 17 |
| NS | 13 | – | 14 | – |
| Qreb, кВт | 0 | 214 | 0 | 170 |
| QHE, кВт | 404 | – | 245 | – |
| Qcond, кВт | –84.3 | –311 | –117 | –154 |
| R | 4.2 | 3.1 | 2.1 | 3.1 |
| Pcond, кПа | 506.6 | 101.3 | 506.6 | 101.3 |
| S, кг/ч | 1312 | – | 2903 | – |
| TS, С° | 146 | – | 146 | – |
| Wcomp, кВт | 124 | – | 97.8 | – |
| P2/P1 | 5.1 | – | 5.1 | – |
| Qred, кВт | 586 | 464 | ||
| ∆Qred, % | 42 | 47 | ||
Видно, что применение ВТН позволяет отказаться от дополнительного подвода тепла в куб колонны ЭК и исключить вспомогательный кипятильник. Снижение приведенных энергозатрат относительно традиционной схемы ЭР при этом составляет для ИБС–ИБА с БП 42%, а для АС–АА с БП – 47%.
Совместное использование тепловых насосов и комплексов с ЧСТМП. В работах [36, 37, 46] мы рассматривали совместное применение комплексов с частично связанными тепловыми и материальными потоками (ЧСТМП) и тепловых насосов для случаев ЭР смеси ИБС–ИБА с ДМФА и АС–АА с БП и получили значительный энергетический эффект от их применения.
Авторами [25] предложен критерий, позволяющий предварительно оценивать эффективность применения комплекса с ЧСТМП, которым определяется, что при значениях RРК значительно меньше 1 применение комплексов с ЧСТМП нерационально. Таким образом, рассматривать комплекс с ЧСТМП для случая ЭР смеси АС–АА с ЭГ нецелесообразно. Для случая ЭР смеси ИБС–ИБА с БП не изученное ранее совместное применение комплекса с ЧСТМП и ТН может быть целесообразно, поскольку эффективность применения комплекса с ЧСТМП при ЭР этой смеси (без теплового насоса) подтверждена в работе [45].
При моделировании схем с ЧСТМП и тепловым насосом в качестве рабочего тела для ТН был выбран паровой поток основной колонны, так как его теплосодержание больше, чем у верхнего парового потока БУС. В работе [46] показано, что наибольший энергетический эффект от применения теплового насоса в комплексе ЧСТМП достигается при тех же режимах бокового отбора, что и минимум энергозатрат в комплексе без ТН. Моделирование схемы с ТН на основе комплекса с ЧСТМП аналогично моделированию схемы с ТН на основе традиционных схем ЭР. Сef в рассматриваемом случае составляет 10.7, а необходимая степень сжатия P2/P1 – 6. Результаты в сравнении с полученными в предыдущих работах приведены в табл. 7.
Таблица 7.
Ключевые рабочие параметры комплекса с ЧСТМП и ТН
| Смесь, HА | ИБС–ИБА, ДМФА [36] | АС–АА, БП [37] | ИБС–ИБА, БП | |||
|---|---|---|---|---|---|---|
| Колонны | ЭК | БУС | ЭК | БУС | ЭК | БУС |
| Qreb, кВт | 306 | – | 128 | – | 317 | – |
| QHE, кВт | 496 | – | 542 | – | 480 | – |
| Qcond, кВт | –175 | –187 | –143 | –77.2 | –224 | –187 |
| Wcomp, кВт | 103 | – | 105 | – | 112 | – |
| P2/P1 | 6 | – | 5 | – | 6 | – |
| Nsum | 88 | 11 | 73 | 17 | 92 | 22 |
| NF | 41 | – | 38 | – | 52 | – |
| NV | 71 | – | 58 | – | 72 | – |
| NS | 13 | – | 12 | – | 13 | – |
| TS, С° | 102 | – | 145 | – | 146 | – |
| Qred, кВт | 614 | 441 | 654 | |||
| ∆Qred, % | 43 | 50 | 35 | |||
Как можно видеть, схемы с одновременным применением комплекса с ЧСТМП и теплового насоса показывают значительное, вплоть до 50 процентов, снижение энергетических затрат по сравнению с традиционными схемами ЭР.
ОБСУЖДЕНИЕ РЕЗУЛЬТАТОВ
Итак, применение тепловых насосов в рассмотренных схемах экстрактивной ректификации позволяет добиться снижения энергетических затрат, выраженных через Qred.
Как уже упоминалось, в схемах с тепловыми насосами используется разнородное оборудование, в том числе дорогостоящие “горячие” компрессоры. Существует эмпирическое правило [27], согласно которому высокая экономическая эффективность тепловых насосах достигается при значениях P2/P1 ≤ 3, поэтому для адекватной оценки эффективности рассмотренных схем сравнения только по критерию приведенных энергетических затрат может быть недостаточно, и для более адекватного сравнения результата необходима экономическая оценка полных годовых затрат.
Следует отметить, что в настоящей работе экономический анализ проводился в целях общей оценки и сравнения эффективности рассмотренных схем, без привязки к конкретным предприятиям и реальным установкам.
Экономическая оценка проводилась при помощи инструментов Aspen Process Economic Analyzer, при этом полные годовые затраты рассчитывались по формуле (3). Подробно экономическая оценка рассмотрена нами в работах [36, 37, 46]. Результаты произведенной экономической оценки представлены в табл. 8–11.
Таблица 8.
Экономическая эффективность экстрактивной ректификации смеси ИБС–ИБА с БП
| Схема | Трад. [35] | ТН [35] | ВТН [35] | ЧСТМП [35] | ЧСТМП + ТН | ||
|---|---|---|---|---|---|---|---|
| I | II | III | |||||
| ОС [USD/Год] | 334 155 | 248 718 | 291 574 | 201 721 | 187 266 | 256 631 | 157 053 |
| ΔОС, % | 0 | 25.6 | 12.7 | 39.6 | 44.0 | 23.2 | 53.0 |
| СС [USD] | 1 363 800 | 2 061 400 | 2 027 100 | 2 555 800 | 1 881 700 | 1 282 660 | 2 090 230 |
| TAC (10 лет) | 470 535 | 454 858 | 494 284 | 457 301 | 3 754 36 | 384 897 | 366 076 |
| ТАС (20 лет) | 402 345 | 351 788 | 392 929 | 329 511 | 281 351 | 321 474 | 277 618 |
| ΔТАС (10 лет), % | 0 | 3.3 | –5.1 | 2.8 | 20.2 | 18.2 | 22.2 |
| Δ ТАС (20 лет), % | 0 | 12.6 | 2.3 | 18.1 | 30.1 | 20.1 | 31.0 |
Таблица 9
. Экономическая эффективность схем экстрактивной ректификации смеси ИБС–ИБА с ДМФА [36]
| Схема | Трад. | ТН | ЧСТМП | ЧСТПМ + ТН | ||
|---|---|---|---|---|---|---|
| I | II | III | ||||
| ОС [USD/Год] | 357 434 | 273 461 | 300 375 | 216 461 | 281 185 | 200 759 |
| ΔОС, % | 0 | 23.5 | 16.0 | 39.4 | 21.3 | 55.7 |
| СС [USD] | 973 500 | 1 690 800 | 1 709 800 | 2 427 100 | 926 700 | 1 612 300 |
| TAC (10 лет) | 454 784 | 442 541 | 471 355 | 459 171 | 373 855 | 361 989 |
| ТАС (20 лет) | 406 109 | 358 001 | 385 865 | 337 816 | 327 520 | 281 374 |
| ΔТАС (10 лет), % | 0 | 2.7 | –3.6 | –1 | 17.8 | 20.4 |
| Δ ТАС (20 лет), % | 0 | 11.9 | 5 | 16.8 | 19.4 | 30.7 |
Таблица 10.
Экономическая эффективность схем экстрактивной ректификации смеси АС–АА с ЭГ
| Схема | Трад. | ТН I |
|---|---|---|
| ОС [USD/Год] | 168300 | 147 600 |
| ΔОС, % | 0 | 12.3 |
| СС [USD] | 619 240 | 1 132 040 |
| TAC (10 лет) | 230 224 | 260 804 |
| ТАС (20 лет) | 199 262 | 204 202 |
| ΔТАС (10 лет), % | 0 | –13.2 |
| Δ ТАС (20 лет), % | 0 | –2.48 |
Таблица 11.
Экономическая эффективность схем экстрактивной ректификации смеси АС–АА с БП
| Схема | Трад. [37] | ТН [37] | ВТН | ЧСТМП [37] | ЧСТМП + ТН [37, 46] | ||
|---|---|---|---|---|---|---|---|
| I | II | III | |||||
| ОС [USD/Год] | 296 476 | 203 908 | 273 707 | 186 843 | 156 368 | 236 045 | 152 998 |
| ΔОС, % | 0 | 31.2 | 7.68 | 37.0 | 47.3 | 20,4 | 55.7 |
| СС [USD] | 905 200 | 1 671 400 | 1 589 100 | 2 365 200 | 1 565 940 | 895 400 | 1 721 700 |
| TAC (10 лет) | 386 996 | 371 048 | 432 617 | 417 666 | 312 962 | 325 585 | 325 168 |
| ТАС (20 лет) | 341 736 | 287 478 | 353 162 | 299 406 | 234 665 | 280 815 | 239 083 |
| ΔТАС (10 лет), % | 0 | 4.12 | –11.8 | –7.92 | 19.13 | 15.9 | 16.0 |
| Δ ТАС (20 лет), % | 0 | 14.0 | –2.95 | 10.9 | 31.33 | 17.8 | 30.0 |
Таким образом, для ЭР смеси ИБС–ИБА с обоими рассмотренными разделяющими агентами применение различных типов тепловых насосов в том числе вместе с комплексами с ЧСТМП позволяет значительно снизить энергозатраты и ТАС по сравнению с традиционными вариантами схем. Для экстрактивной ректификации смеси АС–АА с разделяющим агентом БП применение ТН и комплекса с ЧСТМП также может значительно повысить экономическую эффективность. Следует отметить, что применение более селективного разделяющего агента ЭГ для разделения той же смеси дает больший еще экономический эффект.
Метод предварительной оценки эффективности тепловых насосов по критерию Cef может применяться и в случаях экстрактивной ректификации, но только для отдельных колонн. Так как традиционная схема ЭР содержит как минимум две колонны этот метод не позволяет дать предварительную оценку для схемы в целом.
На основе полученных в работе данных и анализа литературы можно предположить, что технологические системы ректификации, в которых эффективно применяются различные специальные методы энергосбережения, могут во многом совпадать для различных методов. Так, высокие флегмовые числа в РК свойственны случаям, где применяется РА с относительно небольшой селективностью и небольшой разницей температур между агентом и веществом, выделяемым в дистилляте колонны регенерации. Аналогичная ситуация и с небольшой разницей температур между веществами разделяемой смеси и РА. Т.е. малая разница температур между веществами разделяемой смеси является предпосылкой для применения тепловых насосов. На основе этого предлагается расширить действие критерия для оценки эффективности комплексов с ЧСТМП по флегмовому числу колонны РК и на схемы экстрактивной ректификации с тепловыми насосами.
ЗАКЛЮЧЕНИЕ
В результате проведенных нами исследований было установлено, что применение тепловых насосов открытого типа в ряде случаев позволяет существенно, до 40% снизить энергетические затраты по сравнению с традиционной схемой ЭР, однако из-за высокой стоимости оборудования теплового насоса ощутимый экономический эффект у таких схем достигается только при длительной работе установок. Схемы с внутренним тепловым насосом, а также схемы с одновременным применением теплового насоса и комплекса с ЧСТМП позволяют еще более значительно снижать энергетические затраты и показывают ощутимую экономическую эффективность при более коротких сроках эксплуатации. При этом на эффективность схемы с ВТН значительное влияние оказывает то, как изменяются свойства смеси, в частности относительная летучесть, с изменением давления. Для схемы АС–АА с разделяющим агентом ЭГ, отличающимся высокой селективностью при разделении этой смеси, использование теплового насоса позволяет снижать энергетические затраты на 12.3%, но не дает экономического эффекта. Тем не менее, традиционная схема с применением ЭГ в качестве разделяющего агента более эффективна экономически, чем показавшая наилучшие результаты схема с применением разделяющего агента БП.
Таким образом выявлены условия, при которых имеется возможность получения существенного энергетического и/или экономического эффекта от применения тепловых насосов в экстрактивной ректификации, в том числе:
1) малая разница между температурами кипения разделяющего агента и компонентов, выделяемых в дистилляте колонн экстрактивной ректификации и регенерации;
2) длительный период эксплуатации.
Работа выполнена при финансовой поддержке Российского фонда фундаментальных исследований (проект № 20-03-00314).
ОБОЗНАЧЕНИЯ
| A | термодинамическая работа |
| С | коэффициент |
| N | номер тарелки |
| P | абсолютное давление, кПа |
| Q | тепловая нагрузка, кВт |
| R | флегмовое число |
| S | расход разделяющего агента, кг/ч |
| T | температура, °С |
| TAC | полные годовые затраты |
| V | поток бокового отбора, кг/ч |
| W | потребляемая мощность, кВт |
| АА | аллилацетат |
| АС | аллиловый спирт |
| БУС | боковая укрепляющая секция |
| БП | н-бутилпропионат |
| ВС | верхняя секция |
| ДМФА | диметилформамид |
| ИБА | изобутилацетат |
| ИБС | изобутиловый спирт |
| НС | нижняя секция |
| ПЖР | парожидкостное равновесие |
| РК | колонна регенерации экстрактивного агента |
| ТН | тепловой насос |
| ЧСТМП | частично связанные тепловые и материальные потоки |
| ЭА | разделяющий агент |
| ЭГ | этиленгликоль |
| ЭК | колонна экстрактивной ректификации |
| ЭР | экстрактивная ректификация |
ИНДЕКСЫ
Список литературы
Meirelles A., Weiss S., Herfurth H. Ethanol dehydration by extractive distillation // J. Chem. Tech. Biotechnol. 1992. V. 53. № 2. P. 181–188.
Arifin S., Chien I.-L. Design and Control of an Isopropyl Alcohol Dehydration Process via Extractive Distillation Using Dimethtyl Sulfoxide as an Entrainer // Ind. Eng. Chem. Res. 2008. V. 47. № 3. P. 790–803.
Luyben W.L. Comparison of Pressure-Swing Distillation and Extractive Distillation Methods for MethanolRecovery Systems in the TAME Reactive-Distillation Process // Ind. Eng. Chem. Res. 2005. V. 44 № 15. P. 5715–5725.
Muñoz R., Montón J.B., Burguet M.C. Separation of isobutyl alcohol and isobutyl acetate by extractive distillation and pressure-swing distillation: Simulation and optimization // Sep. Purif. Technol. 2006. V. 50. № 2. P. 175–183.
Luyben W.L. Comparison of Extractive Distillation and Pressure-Swing Distillation for Aceton-Methanol Separation // Ind. Eng. Chem. Res. 2008. V. 47. № 8. P. 2696–2707.
Wang S.-J., Huang H.-P., Yu Ch.-Ch. Plantwide Design of Transesterification Reactive Distillation to CoGenerate Ethyl Acetate and n-Butanol // Ind. Eng. Chem. Res. 2010. V. 49. № 2. P. 750–760.
Анохина Е.А. Энергосбережение в процессах экстрактивной ректификации // Вестник МИТХТ. 2013. Т. 8. № 5. С. 3–19. [Anokhina E.A. Energy saving in extractive distillation processes // Vestnik MITHТ. 2013. V. 8. № 5. P. 3–19.]
Фролкова А.К. Разделение азеотропных смесей. М: Владос, 2010. 192 с.
Биттрих Г.Й., Гайле А.А., Лемпе Д. Разделение углеводородов с использованием селективных растворителей. Л.: Химия, 1987. 224 с.
You X., Rodriguez-Donis I., Gerbaud V. Improved design and efficiency of the extractive distillation process for acetone–methanol with water. // Ind. Eng. Chem. Res. 2015. V. 54. № 1. P. 491–501.
Skiborowski M., Rautenberg M., Marquardt W. A hybrid evolutionary-deterministic optimization approach for conceptual design // Ind. Eng. Chem. Res. 2015. V. 51. № 41. P. 10054–10072.
Luyben W.L. Distillation column pressure selection // Sep. Purif. Technol. 2016. V. 168. P. 62–67.
Luyben W.L. Control of heat-integrated extractive distillation processes // Comput. Chem. Eng. 2018. V. 111. P. 267–277
Петлюк Ф.Б., Серафимов Л.А. Многокомпонентная ректификация, теория и расчет. М.: Химия, 1983. 304 с.
Timoshenko A.V., Anokhina E.A., Morgunov A.V., Rudakov D.G. Application of the partially thermally coupled distillation flowsheets for the extractive distillation of ternary azeotropic mixtures // Chemical Engineering Research Design. 2015. V. 104. P. 139–155. https://doi.org/10.1016/j.cherd.2015.07.007
Halvorsen I., Skogestad S. Shortcut analysis of optimal operation of Petlyuk distillation // Ind. Eng. Chem. Res. 2004. V. 43. P. 3994–3999.
Zhang H., Ye Q., Qin J., Xu H., Li N. Design and Control of Extractive Dividing-Wall Column for Separating Ethyl Acetate–Isopropyl Alcohol Mixture // Ind. Eng. Chem. Res. 2014. V. 53. № 3. P. 1189–1205.
Sun L., Wang Q., Li L., Zhai J., Liu Y. Design and Control of Extractive Dividing Wall Column for Separating Benzene/Cyclohexane Mixtures // Ind. Eng. Chem. Res. 2014. V. 53. № 19. P. 8120–8131.
Tavan Y., Shahhosseini S., Hosseini S.H. Design and simulation of ethane recovery process in an extractive dividing wall column // J. Clean. Prod. 2014. V. 72. P. 222–229.
Kiss A.A., Suszwalak D.J.P.C. Enhanced bioethanol dehydration by extractive and azeotropic distillation in dividing-wall columns // Separation and Purification Technology. 2012. V. 86. P. 70–78.
Gerbaud V., Rodriguez-Donis I., Hegelyc L., Langc P., Denis F., Youe X.Q. Review of extractive distillation. Process design, operation, optimization and control. Chem. Eng. Res. Des. 2019. V. 141. P. 229–271.
Wang C., Guang C., Cui Y., Wang C., Zhang Z. Compared novel thermally coupled extractive distillation sequences for separating multi-azeotropic mixture of acetonitrile/benzene/methanol. Chem. Eng. Res. Des. 2018. V. 136. P. 513–528.
Gutierrez-Guerra R., Segovia-Hernández J.G., Hernandez S., Bonilla-Petriciolet A., Hernández H. Design and Optimization of Thermally Coupled Extractive Distillation Sequences. Comp. Aid. Chem. Eng. 2009. V. 26 P. 189–194.
Yang A., Sy Y, Chien I.L., Jin S., Yan C., Wei S., Shen W. et al. Investigation of an energy-saving double-thermally coupled extractive distillation for separating ternary system benzene/toluene/cyclohexane. Energy. 2019. V. 186. P. 115756.
Anokhina E., Timoshenko A. Criterion of the energy effectiveness of extractive distillation in the partially thermally coupled columns. Chem. Eng. Res. Des. 2015. V. 99. P. 65–175.
Anokhina E.A., Timoshenko A.V., Akishin A.Y., Remizova A.V. Benzene purification from thiophene using dimethylformamide as an entrainer in thermally coupled extractive distillation columns. Chem. Eng. Res. Des. 2019. V. 146. № 5. P. 391–403.
Kiss A.A, Ferreira C.A. Heat Pumps in Chemical Process Industry. CRC Press, 2016. 442 p.
Kiss A.A. Advanced Distillation Technologies: Design, Control and Applications. Wiley-Blackwell, 2013. 397 p.
Wang P., Xie C., Xu S., Ge Y. Study of Direct Compression Heat Pump Energy-saving Technology // Procedia Environmental Sciences. 2011 International Conference of Environmental Science and Engineering. 2012. V. 12. part A. P. 394–399.
Richterova V. Application of heat pump in rectification decreases energy consumption in the chemical industry // Energy Conversion and Management. 1991. V. 32. № 6. P. 519–528.
You X., Rodriguez-Donis I., Gerbaud V. Reducing process cost and CO2 emissions for extractive distillation by double-effect heat integration and mechanical heat pump. App. Energy. 2016. V. 166. P. 128–140.
Luo H., Bildea C.S., Kiss A.A. Novel Heat-pump assisted extractive distillation for bioethanol purification. Ind. Eng. Chem. Res. 2015. V. 54. № 7. P. 2208–2213.
Wang C., Zhuang Y., Liu L., Zhang L., Du J. Heat pump assisted extractive distillation sequences with intermediate boiling entrainer. App. Therm. Eng. 2021. V. 186. P. 116511.
Gu J., You X., Tao C., Li J. Analysis of heat integration, intermediate reboiler and vapor recompression for the extractive distillation of ternary mixture with two binary azeotropes. Chem. Eng. Process. 2019. V. 142. P. 107546.
Клаузнер П.С., Рудаков Д.Г., Анохина Е.А, Тимошенко А.В. Энергосбережение в экстрактивной ректификации смеси изобутиловый спирт–изобутилацетат с бутилпропионатом // Тонкие химические технологии. 2020. Т. 15. № 4. С. 14–29. [Klauzner P.S., Rudakov D.G., Anokhina E.A., Timoshenko A.V. Energy saving in the extractive distillation of isobutyl alcohol–isobutyl acetate with n-butyl propionate. // Fine Chemical Technologies. 2020. V. 15. № 4. P. 14–29.]
Klauzner P.S., Rudakov D.G., Anokhina E.A., Timoshenko A.V. Use of Partially Thermally Coupled Distillation Systems and Heat Pumps for Reducing the Energy Consumption in the Extractive Distillation of an Isobutanol–Isobutyl Acetate Mixture Using Dimethylformamide // Theoretical Foundations of Chemical Engineering. 2020. V. 54. № 3. P. 397–406.
Клаузнер П.С., Рудаков Д.Г., Анохина Е.А., Тимошенко А.В. Применение комплекса с частично связанными тепловыми и материальными потоками и тепловых насосов в экстрактивной ректификации смеси аллиловый спирт – аллилацетат с н-бутилпропионатом // Химия и технология органических веществ. 2020. Т. 4. № 16. С. 42–56. [Klauzner P.S., Rudakov D.G., Anokhina E.A., Timoshenko A.V. Application of a complex with patricianly coupled thermal and energy flows and heat pumps in extractive distillation of allyl alcohol – allyl acetate mixture with n-butyl propionate // Chemistry and Technology of Organic Substances. 2020. V. 4. № 16. P. 42–56.]
Анохина Е.А., Рудаков Д.Г., Тимошенко А.В. Экстрактивная ректификация смеси изобутиловый спирт – изобутилацетат с диметилформамидом // Хим. технология. 2011. Т. 12. № 10. С. 627–633 [Anokhina. E.A., Rudakov D.G., Timoshenko A.V. Extractive distillation of isobutyl alcohol – isobutyl acetate mixture with dimethylformamide. // Chem. Tech. 2011. V. 12. № 10. P. 627–633]
Aurangzeb Md., Jana A.K. Vapor recompression with interreboiler in a ternary dividing wall column: Improving energy efficiency and savings, and economic performance // App. Therm. Eng. 2018. V. 147. P. 1009–1023.
Анохина Е.А., Кардона К., Писаренко Ю.А., Саксонова О.И., Пономарев В.Н. Основные этапы разработки совмещенных процессов на примере НСРPП получения аллилового спирта бутанолизом аллилацетата. Часть 2 // Хим. пром. 1996. Т. 11. С. 689–693.
Díez E., Langston P., Ovejero G., Romero M.D. Economic feasibility of heat pumps in distillation to reduce energy use // Appl. Thermal Eng. 2009. V. 29. № 5. P. 1216–1223.
Plesu V., Bonet-Ruiz A. E., Bonet J., Llorens J. Simple equation for suitability of heat pump use in distillation // Comput. Aided Chem. Eng. 2014. V. 33. P. 1327–1332
Batista E., Meirelles A. Simulation and Thermal Integration SRV in Extractive Distillation Column. J. // Chem. Eng. Jpn. 1997. V. 30. № 1. P. 45–51.
Monton J.B., Munoz R., Burguet M.C., de la Torre J. Isobaric vapor–liquid equilibria for the binary systems isobutylalcohol + isobutyl acetate andtert-butyl alcohol + + tert-butylacetate at 20 and 101.3 kPa // Fluid Phase Equilibria. 2005. V. 227. P. 19–25.
Анохина Е.А., Рудаков Д.Г., Тимошенко А.В. Энергетическая эффективность экстрактивной ректификации смеси изобутиловый спирт – изобутилацетат в зависимости от состава питания // Хим. технология. 2010. № 9. С. 549–556. [Anokhina E.A., Rudakov D.G., Timoshenko A.V. Energy saving in extractive distillation of isobutyl alcohol – isobutyl acetate mixture in dependence of feed composition. // Chem. Tech. 2010. № 9. P. 549–556].
Клаузнер П.С., Рудаков Д.Г., Анохина Е.А., Тимошенко А.В. Оптимальные режимы бокового отбора в системах экстрактивной ректификации с тепловым насосом при разделении смеси аллиловый спирт–аллилацетат с бутилпропионатом // Тонкие химические технологии. 2021. Т. 16 № 3. С. 213–224. [Klauzner P.S., Rudakov D.G., Anokhina E.A., Timoshenko A.V. Optimal modes of side-section flow in heat-pump-assisted extractive distillation systems for separating allyl alcohol–allyl acetate mixtures with butyl propionate. Fine Chemical Technologies. 2021. V. 16. № 3. P. 213–224.]
Дополнительные материалы отсутствуют.
Инструменты
Теоретические основы химической технологии