

Теоретические основы химической технологии, 2023, T. 57, № 1, стр. 22-37
Зависимость эффективности применения тепловых насосов в экстрактивной ректификации смеси ацетон–метанол от состава питания
А. С. Бурачук a, *, Е. А. Анохина a, А. В. Тимошенко a
a МИРЭА – Российский технологический университет (Институт тонких химических технологий
имени М.В. Ломоносова)
119571 Москва, пр. Вернадского 78, Россия
* E-mail: anton@burachuk.com
Поступила в редакцию 16.12.2022
После доработки 17.12.2022
Принята к публикации 17.12.2022
- EDN: BLXLQF
- DOI: 10.31857/S0040357123010025
Аннотация
Рассмотрено применение тепловых насосов в экстрактивной ректификации на примере смеси ацетон–метанол. Исследована зависимость эффективности их применения от состава исходной смеси. Установлено, что наиболее эффективной во всем исследованном диапазоне составов питания является схема с тепловым насосом, в которой сжатый паровой поток верха колонны регенерации обогревает куб этой же колонны. Предложен показатель оценки энергосбережения, на основе которого сформулирован ряд условий эффективности применения тепловых насосов как в экстрактивной ректификации, так и в ректификации в целом. Исходя из полученных результатов, предложен алгоритм предварительной дискриминации вариантов ректификационных схем с тепловыми насосами.
ВВЕДЕНИЕ
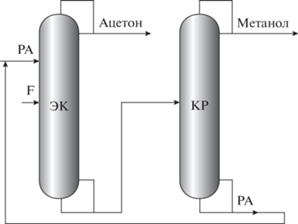
Ацетон и метанол находят широкое применение в химической промышленности в качестве растворителей [1]. В бинарной системе ацетон-метанол имеется азеотроп с минимумом температуры кипения при содержании ацетона, равном 86.3 мас. %. Для разделения данной смеси требуется применение специальных методов ректификации, основанных на принципе перераспределения полей концентраций между областями разделения [2]. Одним из таких методов является экстрактивная ректификация (ЭР) с водой в качестве разделяющего агента (РА) [1, 3], схема процесса представлена на рис. 1.
Рис. 1.
Принципиальная схема ЭР смеси ацетон–метанол. ЭК – колонна ЭР; КР – колонна регенерации РА. Потоки: РА – разделяющий агент (вода); F – исходная смесь.
Ректификация – один из основных процессов разделения смесей в химической промышленности. Несмотря на ряд преимуществ перед другими методами разделения, ректификация имеет такие недостатки, как высокие капитальные затраты и большие эксплуатационные расходы из-за низкого КПД.
Тепловые насосы (ТН), позволяющие использовать низкопотенциальную тепловую энергию паров верха колонны, относятся к современным способам снижения энергопотребления. Существует несколько типов ТН, применимых в ректификации [4, 5]. В работе [6] показано, что наиболее целесообразно использовать механический (компрессорный) тепловой насос открытого типа (direct mechanical vapor recompression, MVR).
Авторами [7] исследована эффективность применения механических тепловых насосов в процессе экстрактивной ректификации смеси ацетон–метанол. Снижение энергозатрат при использовании варианта с рекомпрессией пара составляет 40% в сравнении с традиционной схемой. В работе [8] определена эффективность применения ТН различного типа в ЭР смеси изобутиловый спирт–изобутилацетат с н-бутилпропионатом в качестве РА. Снижение энергопотребления за счет использования схемы с внешним тепловым насосом открытого типа составляет 39.6%, с внутренним – 44%.
Несмотря на активные исследования в области применения тепловых насосов в процессах ректификации, на данный момент имеется недостаточно информации о зависимости эффективности применения ТН от состава исходной смеси.
Цель данной работы – изучить влияние состава потока питания на эффективность применения тепловых насосов в двухколонной схеме экстрактивной ректификации смеси ацетон–метанол с водой в качестве разделяющего агента.
ТЕОРЕТИЧЕСКИЙ АНАЛИЗ
Для двухколонной схемы ЭР нами рассмотрены 4 варианта организации контура теплового насоса открытого типа (рис. 2), при которых сжатый паровой поток
Рис. 2.
Принципиальные схемы ЭР с ТН: (а) ЭК-ЭК, (б) ЭК-КР, (в) КР-КР, (г) КР-ЭК. Аппараты: ЭК – колонна ЭР; КР – колонна регенерации; К – компрессор. Потоки: РА – разделяющий агент; F – исходная смесь; R – флегма.
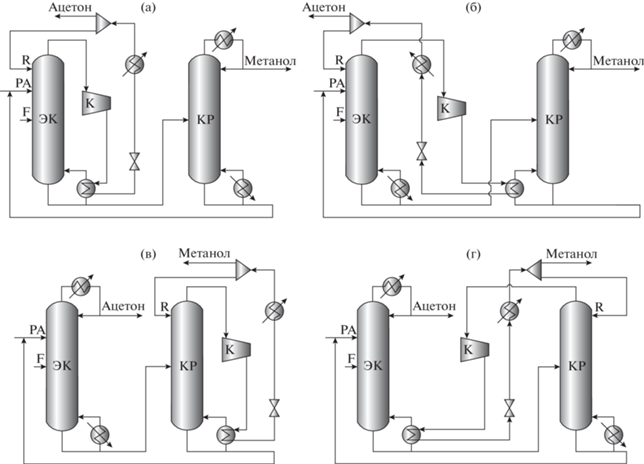
1. верха колонны экстрактивной ректификации (ЭК) обогревает
а. куб этой же колонны (ЭК-ЭК),
б. куб колонны регенерации КР (ЭК-КР);
2. верха колонны регенерации (КР) направляется на обогрев
в. куба этой же колонны (КР-КР),
г. куба колонны ЭР (КР-ЭК).
Для моделирования парожидкостного равновесия (ПЖР) разделяемой смеси в программном комплексе Aspen Plus V10 выбрана модель NRTL-RK с применением корреляции Антуана для описания зависимости давления насыщенных паров чистых компонентов от температуры. Параметры уравнения NRTL-RK взяты из базы данных Aspen Plus (табл. 1), коэффициенты корреляции Антуана (табл. 2) из работы [9]. Сравнение с экспериментальными [10–12] данными показало, что средние про трем бинарным составляющим относительные ошибки описания состава паровой фазы и температуры кипения равны 1.07 и 0.48%, соответственно.
Таблица 1.
Параметры бинарного взаимодействия NRTL-RK
| Комп. i | Комп. j | Aij | Aij | Bij | Bij | Cij |
|---|---|---|---|---|---|---|
| Ацетон | Метанол | 0 | 0 | 88.3797 | 126.178 | 0.3 |
| Ацетон | Вода | –3.08 | 7.9385 | 1203.73 | –2099.67 | 0.3 |
| Метанол | Вода | –2.63 | 4.8241 | 828.387 | –1329.54 | 0.3 |
Таблица 2.
Параметры уравнения Антуана (P в мм рт. ст., t в °С)
| C1 | C2 | C3 | C8 | C9 | |
|---|---|---|---|---|---|
| Ацетон | 16.84898 | –3029.45 | 240.479 | –32.22 | 234.95 |
| Метанол | 18.61419 | –3639.14 | 239.096 | –15.99 | 199.45 |
| Вода | 18.549 | –3968.83 | 233.08 | 0.01 | 373.98 |
С помощью подсистемы термодинамического моделирования программного комплекса Aspen Plus V10 были построены диаграммы состояний компонентов системы: ацетона и метанола.
Анализ хода линий постоянных энтропий на диаграммах показывает, что пары ацетона и метанола при сжатии от ${{P}_{{{\text{верх}}}}}$ = 101.3 кПа перегреваются. Следовательно, в кипятильник контура ТН (КК) будет поступать перегретый пар, что окажет влияние на расчет и оптимизацию теплообменника.
Известно, что мощность компрессора ${{W}_{{{\text{комп}}}}}$ (Вт) равна произведению массового расхода сжимаемого пара $G_{{{\text{пар}}}}^{{{\text{комп}}}}~$ (кг/с) на изменение его удельной энтальпии $\Delta {{h}_{{AB}}}$ (удельной мощности ${{w}_{{{\text{уд}}}}}$, Дж кг–1):
Удельное значение мощности компрессора ${{w}_{{{\text{уд}}}}}$ удобно использовать при анализе свойств сжимаемых паров.
В табл. 3 приведены расчетные данные по зависимости свойств паров ацетона и метанола от удельной мощности компрессора. Видно, что при заданном значении ${{w}_{{{\text{уд}}}}}$ сжатый пар метанола способен передать в кипятильнике значительно большее количество теплоты ${{q}_{{{\text{пар}}}}}$, чем пар ацетона, но для достижения требуемой температуры конденсации ${{t}_{{{\text{конд}}}}}$ паров метанола необходимо затратить и большую удельную мощность. Например, для достижения ${{t}_{{{\text{конд}}}}}$ = 115°С пара метанола необходима удельная мощность компрессора, равная 235.5 кДж кг–1, пара ацетона – 115.2 кДж кг–1.
Таблица 3.
Зависимость свойств паров ацетона и метанола от удельной мощности компрессора (давление насыщенных паров рабочих тел на входе 101.3 кПа)
| ${{w}_{{{\text{уд}}}}}$, кДж кг–1 | Ацетон | 40 | 70 | 100 | 115.2 |
| Метанол | 235.5 | ||||
| P, кПа | Ацетон | 186.6 | 289.8 | 445.0 | 551.4 |
| Метанол | 140.1 | 176.7 | 221.0 | 557.9 | |
| ${{t}_{{{\text{конд}}}}}$, С | Ацетон | 74.9 | 90.1 | 106.3 | 115.0 |
| Метанол | 73.0 | 79.3 | 85.7 | ||
| ${{r}_{{{\text{пар}}}}}$, кДж кг–1 | Ацетон | 492.4 | 476.9 | 458.5 | 447.8 |
| Метанол | 1083.4 | 1069.6 | 1055.1 | 980.4 | |
| $\Delta {{h}_{{{\text{охл}}}}}$, кДж кг–1 | Ацетон | 15.8 | 26.3 | 35.5 | 39.8 |
| Метанол | 28.7 | 50.2 | 71.8 | 170.2 | |
| ${{q}_{{{\text{пар}}}}}$, кДж кг–1 | Ацетон | 508.2 | 503.2 | 494.0 | 487.6 |
| Метанол | 1112.1 | 1119.8 | 1126.9 | 1150.6 |
Поскольку в кипятильник поступает перегретый пар, то в нем будет наблюдаться две зоны теплообмена, связанные с охлаждением пара и последующей конденсацией.
Исходя из того, что количество теплоты, которое рабочее тело способно сообщить кубу колонны, можно выразить как:
(2)
${{Q}_{{{\text{гор}}}}} = G_{{{\text{пар}}}}^{{{\text{комп}}}}\left( {\Delta {{h}_{{{\text{охл}}}}} + {{r}_{{{\text{пар}}}}}} \right) = G_{{{\text{пар}}}}^{{{\text{комп}}}}{{q}_{{{\text{пар}}}}},$а уравнение стационарной теплопередачи двухзонного кипятильника имеет вид:
(3)
${{Q}_{{{\text{КК}}}}} = {{Q}_{{\text{I}}}} + {{Q}_{{{\text{II}}}}} = {{k}_{{\text{I}}}}{{F}_{{\text{I}}}}{{\Delta }_{{{\text{ср\;I}}}}} + {{k}_{{{\text{II}}}}}{{F}_{{{\text{II}}}}}{{\Delta }_{{{\text{ср\;II}}}}},$Получим:
(4)
${{Q}_{{{\text{КК}}}}} = {{k}_{{\text{I}}}}{{F}_{{\text{I}}}}{{\Delta }_{{{\text{ср\;I}}}}} + {{k}_{{{\text{II}}}}}{{F}_{{{\text{II}}}}}{{\Delta }_{{{\text{ср\;II}}}}} = G_{{{\text{пар}}}}^{{{\text{комп}}}}\left( {\Delta {{h}_{{{\text{охл}}{\text{.}}}}} + {{r}_{{{\text{пар}}}}}} \right).$Поскольку стоимость компрессора на порядок выше стоимости теплообменных устройств, а широко применяемые функции оценки капитальных затрат на установку компрессора [13] зависят от единственной переменной – ${{W}_{{{\text{комп}}}}}$, то площадь теплообмена F следует выбирать из соображений минимизации давления на выходе из компрессора ${{P}_{{{\text{комп}}}}}$. Иными словами, ${{P}_{{{\text{комп}}}}}$ необходимо выбирать таким образом, чтобы температура конденсации сжатого пара обеспечивала минимально достаточную движущую силу теплообмена в зоне конденсации ${{\Delta }_{{{\text{ср\;II}}}}}$. Это условие позволяет также корректно сравнивать схемы ректификации с ТН, отличающиеся конфигурацией и составом исходной смеси.
Поскольку поток пара верха колонны $G_{{{\text{пар}}}}^{{{\text{верх}}}}$:
где $RR$ – флегмовое число, ${{G}_{D}}$ – массовый расход дистиллята,а
где $G_{{{\text{пар}}}}^{W}$ – поток пара, генерируемый кипятильником (кг/с), ${{G}_{W}}$ – поток кубового продукта (кг/с), VR – паровое число колонны, ${{r}_{W}}$ – удельная теплота парообразования кубового продукта (Дж кг–1), то при замене горячего теплоносителя (например, греющего пара) на сжатый пар верха колонны можно предложить объединяющий свойства сжимаемого пара и общие для процесса ректификации параметры показатель $G_{{{\text{пар}}}}^{{{\text{треб}}}}$ – требуемое количество пара верха колонны для обеспечения ${{Q}_{{{\text{кип}}}}}$:(7)
$G_{{{\text{пар}}}}^{{{\text{треб}}}} = \frac{{{{Q}_{{{\text{кип}}}}}}}{{{{q}_{{{\text{пар}}}}}}} = \frac{{{{G}_{W}}VR{{r}_{W}}}}{{{{q}_{{{\text{пар}}}}}}},~$Очевидно, что кроме равенства $G_{{{\text{пар}}}}^{{{\text{треб}}}} = G_{{{\text{пар}}}}^{{{\text{верх\;}}}}$, может наблюдаться как недостаток, так и избыток парового потока верха колонны по отношению к потоку пара, требуемого для полного обогрева куба. В этих случаях потребуется либо установка дополнительного кипятильника, либо компрессии будет подвергаться только часть парового потока верха колонны.
Для оценки энергетических затрат в схемах с применением тепловых насосов в процессах ректификации часто применяется показатель приведенного энергопотребления ${{Q}_{{{\text{прив}}}}}$ (8), предложенный в [14].
где ${{W}_{{{\text{комп}}}}}$ – мощность компрессора, Qкип – тепловая нагрузка кипятильника.Коэффициент 3 при ${{W}_{{{\text{комп}}}}}$, отражает разницу в стоимости между электроэнергией и тепловой энергией и может корректироваться в зависимости от цен на энергоресурсы в конкретном регионе. Выражение (8) описывает только работу одного контура ТН и не учитывает затраты на хладагент.
Можно предложить более точное и универсальное выражение оценки приведенных энергетических затрат схем ректификации с ТН ${{Q}_{{{\text{прив\;}}{\kern 1pt} {\text{ТН}}}}}$, способное учитывать наличие в схеме нескольких ректификационных колонн (источников и стоков тепла) и дополнительных аппаратов (например, подогревателей пара, дополнительных кипятильников и конденсаторов), а также соотношение стоимостей энергоносителей.
(9)
$\begin{gathered} {{Q}_{{{\text{прив}}{\text{.ТН}}}}} = \mathop \sum \limits_k^n {{Q}_{{{\text{кип\;}}\,n}}} + b{\kern 1pt} \mathop \sum \limits_k^m {{Q}_{{{\text{конд}}\,m}}}~\,\, + \\ + \,\,\mathop \sum \limits_{i = 1}^k \left( {a{{W}_{{{\text{комп}}~i}}} + {{Q}_{{{\text{подогрев}}~i}}} + {{Q}_{{{\text{доп}}{\text{.кип}}~i}}} + b{{Q}_{{{\text{доп}}{\text{.конд}}~i}}}} \right)~\,, \\ \end{gathered} $При применении k контуров ТН в ректификационной схеме с n кипятильниками и m конденсаторами слагаемые $\mathop \sum \limits_k^n {{Q}_{{{\text{кип}}\,n}}}{\text{\;}}$ и $b\mathop \sum \limits_k^m {{Q}_{{{\text{конд\;}}m}}}{\text{\;}}$ отражают энергопотребление традиционных, неохваченных контурами тепловых насосов кипятильников и конденсаторов. Слагаемое ${{Q}_{{{\text{подогрев}}}}}$ появляется в (9) при применении рабочих тел, сжатие которых приводит к образованию парожидкостной смеси на выходе из компрессора.
Коэффициенты a и b определяются как отношения стоимости единицы электроэнергии $E{{C}_{{{\text{эл}}}}}$ и оборотной воды $E{{C}_{{{\text{об}}{\text{.вода}}}}}$ к стоимости греющего пара $E{{C}_{{{\text{гр}}{\text{.\;пар}}{\text{.}}}}}$, соответственно.
(10)
$a = \frac{{E{{C}_{{{\text{эл}}}}}}}{{E{{C}_{{{\text{гр}}{\text{.\;пар}}{\text{.}}}}}}};~\,\,\,\,b = \frac{{E{{C}_{{{\text{об}}{\text{.вода}}}}}}}{{E{{C}_{{{\text{гр}}{\text{.\;пар}}{\text{.}}}}}}}.$Аналогично (9) запишем выражение для расчета приведенных энергетических затрат исходной ректификационной схемы (11) , которая будет преобразована в схему с ТН.
(11)
${{Q}_{{{\text{прив}}{\text{.}}\,{\text{исх}}{\text{.}}}}} = \mathop \sum \limits_{i = 1}^n {{Q}_{{{\text{кип}}~i}}} + b\,\mathop \sum \limits_{j = 1}^m {{Q}_{{{\text{конд\;}}j}}}\,~,$Отсюда легко получить общее выражение, описывающее энергосбережение – снижение приведенных энергетических затрат, – в технологической схеме с ТН по сравнению с исходной схемой:
(12)
$\begin{gathered} {{S}_{{{{Q}_{{{\text{прив}}}}}}}} = \frac{{{{Q}_{{{\text{прив}}{\text{.}}\,{\text{исх}}{\text{.}}}}} - {{Q}_{{{\text{прив}}{\text{.}}\,{\text{TН}}}}}}}{{{{Q}_{{{\text{прив}}{\text{.}}\,{\text{исх}}{\text{.}}}}}}} \times 100\% = \\ = \frac{{\sum\limits_1^k {{{Q}_{{{\text{кип\;}}k}}}} + b\sum\limits_1^k {{{Q}_{{{\text{конд}}~k}}}} - \sum\limits_{i = 1}^k {\left( {a{{W}_{{{\text{комп}}~i}}} + {{Q}_{{{\text{доп}}{\text{.кип}}~i}}} + b{{Q}_{{{\text{доп}}{\text{.конд}}~i}}}} \right)} }}{{{{Q}_{{{\text{прив}}{\text{.\;}}\,{\text{исх}}{\text{.}}}}}}} \times 100\% , \\ \end{gathered} $Анализ (12) позволяет определить ряд критериев оптимальности ректификационных схем с ТН. Обозначим $H \equiv (a{{W}_{{{\text{комп}}}}} + {{Q}_{{{\text{доп}}{\text{.кип}}}}} + $ $b{{Q}_{{{\text{доп}}{\text{.конд}}}}})$. Ясно, что чем меньше значение $H\, \equiv \,(a{{W}_{{{\text{комп}}}}}\, + \,{{Q}_{{{\text{доп}}{\text{.кип}}}}}\, + $ $ + \,\,\,b{{Q}_{{{\text{доп}}{\text{.конд}}}}})$, тем выше эффективность, предлагаемого решения. При этом, учитывая различные варианты количества сжимаемого в ТН пара, можно получить:
(13)
$H = \left\{ \begin{gathered} G_{{{\text{пар}}}}^{{{\text{верх}}}}\left( {a{{w}_{{{\text{уд}}}}} + b{{r}_{{{{P}_{{{\text{верх}}}}}}}}{{v}_{f}}} \right) + {{r}_{{{{t}_{{{\text{конд}}}}}}}}\left( {G_{{{\text{пар}}}}^{{{\text{треб}}}} - G_{{{\text{пар}}}}^{{{\text{верх}}}}} \right),\,\,\,\,G_{{{\text{пар}}}}^{{{\text{треб}}}} > G_{{{\text{пар}}}}^{{{\text{верх}}}} \hfill \\ G_{{{\text{пар}}}}^{{{\text{верх}}}}\left( {a{{w}_{{{\text{уд}}}}} + b{{r}_{{{{P}_{{{\text{верх}}}}}}}}{{v}_{f}}} \right),\,\,\,\,G_{{{\text{пар}}}}^{{{\text{треб}}}} = G_{{{\text{пар}}}}^{{{\text{верх}}}} \hfill \\ G_{{{\text{пар}}}}^{{{\text{треб}}}}\left( {a{{w}_{{{\text{уд}}}}} + b{{r}_{{{{P}_{{{\text{верх}}}}}}}}{{v}_{f}}} \right) + b{{r}_{{{{t}_{{{\text{верх}}}}}}}}\left( {G_{{{\text{пар}}}}^{{{\text{верх}}}} - G_{{{\text{пар}}}}^{{{\text{треб}}}}} \right),\,\,\,\,G_{{{\text{пар}}}}^{{{\text{треб}}}} < G_{{{\text{пар}}}}^{{{\text{верх}}}} \hfill \\ \end{gathered} \right.,$При условии $G_{{{\text{пар}}}}^{{{\text{треб}}}} > G_{{{\text{пар}}}}^{{{\text{верх}}}}$ требуются установка дополнительного кипятильника ${{Q}_{{{\text{кип}}{\text{.\;}}\,{\text{доп}}{\text{.}}}}}$. Очевидно, чем большее значение ${{Q}_{{{\text{доп}}{\text{.кип}}}}}$ требуется, тем меньше экономия операционных затрат.
При избытке потока пара верха колонны ($G_{{{\text{пар}}}}^{{{\text{верх}}}} > G_{{{\text{пар}}}}^{{{\text{треб}}.}},~\,{{Q}_{{{\text{доп}}{\text{.кип}}}}} = 0$) требуется дополнительный конденсатор с нагрузкой ${{Q}_{{{\text{доп}}{\text{.конд}}}}}$, что также ведет к снижению ${{S}_{{{{Q}_{{{\text{прив}}}}}}}}$. Стоимость наиболее широко используемых хладагентов таких как оборотная вода или атмосферный воздух существенно ниже, чем греющего пара (коэффициент b < 1), из чего можно сделать вывод, что, при прочих равных условиях, схемы с байпасом пара энергоэффективнее схем с дополнительным кипятильником.
В случае $G_{{{\text{пар}}}}^{{{\text{треб}}}} = G_{{{\text{пар}}}}^{{{\text{верх}}}}$ достигается наибольшее снижение эксплуатационных затрат, т.к. H минимально.
Запишем выражение (12) для варианта схемы с одним ТН при условии $G_{{{\text{пар}}}}^{{{\text{треб}}}} = G_{{{\text{пар}}}}^{{{\text{верх}}}}$:
(14)
$\begin{gathered} {{S}_{{{{Q}_{{{\text{прив}}}}}}}} = \frac{{{{Q}_{{КК}}} + b{{Q}_{{{\text{конд}}}}}\left( {1 - {{v}_{f}}} \right) - a{{W}_{{{\text{комп}}}}}}}{{{{Q}_{{{\text{прив}}{\text{.\;исх}}}}}}} \times 100\% = \\ = \frac{{G_{{{\text{пар}}}}^{{{\text{верх}}}}\left( {{{r}_{{{{t}_{{{\text{конд}}}}}}}} + b{{r}_{{{{t}_{{{\text{верх}}{\text{.}}}}}}}}\left( {1 - {{v}_{f}}} \right) - a{{w}_{{{\text{уд}}}}}} \right)}}{{{{Q}_{{{\text{прив}}{\text{.исх}}}}}}} \times 100\% . \\ \end{gathered} $Выражение (14) позволяет определить еще 2 условия, при которых достигаются высокие значения критерия ${{S}_{{{{Q}_{{{\text{прив}}}}}}}}$. Первое условие является следствием изменения коэффициента преобразования тепла и работы в термодинамическом цикле ($CO{{P}_{{{\text{ТН}}}}}$) [4] – чем больше нагрузка источника ${{Q}_{{{\text{конд}}}}}$ и стока ${{Q}_{{{\text{КК}}}}}$ тепла и чем меньше требуемая мощность компрессора ${{W}_{{{\text{комп}}}}}$, тем выше коэффициент преобразования и существеннее снижение приведенной нагрузки относительно традиционной схемы (выше эффективность). Второе условие относится к свойствам сжимаемого пара: большая удельная теплота конденсации при меньшей удельной мощности компрессора приводит к большему значению ${{S}_{{{{Q}_{{{\text{прив}}}}}}}}$.
РАСЧЕТНАЯ ЧАСТЬ
Традиционная схема ЭР
Проектно-поверочные расчеты схемы ЭР (рис. 1) проводились в программном комплексе Aspen Plus V10 на 1000 кг/ч исходной смеси ацетон-метанол пяти составов: 20, 35, 50, 65 и 86.3 мас. % ацетона. Качество продуктового потока ацетона задано 99.5 мас. % (ГОСТ 2768-84), метанола – 99.95 мас. % (ГОСТ 2222-95). Концентрация воды в потоках свежего и регенерированного РА составляла 99.9 мас. %.
Давление верхней части ${{P}_{{{\text{верх}}}}}$ ЭК и КР принято 101.3 кПа. Рассматривались реальные тарелки с КПД равным 0.65 и гидравлическим сопротивлением одной тарелки 0.5 кПа.
Для каждого из пяти составов проведена оптимизация традиционной схемы по критерию суммарных энергетических затрат в кипятильниках колонн Q∑ (15) согласно алгоритму, представленному в работе [15]. Задача оптимизации решалась инструментами программного комплекса: Sensitivity Analysis и SQP Optimization.
где n – общее число ректификационных колонн, i – номер колонны в схеме, ${{Q}_{{{\text{кип}}~i}}}$ – нагрузка на кипятильник i-той колонны.Для всех составов эффективность колонн схемы ЭР принята равной 58 тарелкам в ЭК и 38 тарелкам в КР, что соответствует оптимальным значениям, полученным при разделении потока питания, содержащего 50 мас. % ацетона. Температура входящего в колонну ЭР потока экстрактивного агента равна 60°С. Оптимальные параметры традиционных схем ЭР представлены в табл. 4.
Таблица 4.
Оптимальные параметры традиционной схемы ЭР для 5 составов исходной смеси
| ${{x}_{F}}$, мас. % ацетона | 20 | 35 | 50 | 65 | 86.3 | |||||
| Колонна | ЭК | КР | ЭК | КР | ЭК | КР | ЭК | КР | ЭК | КР |
| Nобщ. | 58 | 38 | 58 | 38 | 58 | 38 | 58 | 38 | 58 | 38 |
| NF | 35 | 29 | 38 | 29 | 41 | 28 | 43 | 27 | 45 | 23 |
| NРА | 18 | – | 20 | – | 23 | – | 25 | – | 28 | – |
| GРА, кг/ч | 1047 | – | 935 | – | 973 | – | 1023 | – | 1056 | – |
| GD, кг/ч | 200.9 | 800.1 | 351.7 | 649.9 | 502.4 | 499.6 | 653.2 | 349.5 | 867.3 | 136.1 |
| GW, кг/ч | 1846.1 | 1046.0 | 1583.3 | 933.5 | 1470.6 | 970.9 | 1369.8 | 1020.3 | 1188.7 | 1052.6 |
| RR | 8.161 | 1.449 | 4.805 | 1.480 | 3.500 | 1.607 | 2.989 | 1.886 | 2.687 | 3.550 |
| VR | 0.433 | 0.940 | 0.538 | 0.868 | 0.611 | 0.679 | 0.710 | 0.504 | 0.859 | 0.299 |
| $G_{{{\text{пар}}}}^{{{\text{верх}}}}$, кг/ч | 1840.3 | 1959.8 | 2041.5 | 1611.7 | 2260.8 | 1302.6 | 2605.6 | 1008.5 | 3197.4 | 619.3 |
| $G_{{{\text{пар}}}}^{W}$, кг/ч | 799.7 | 983.3 | 852.2 | 810.4 | 899.0 | 659.3 | 972.7 | 513.9 | 1021.6 | 314.3 |
| tверха, °С | 56.13 | 64.51 | 56.13 | 64.51 | 56.13 | 64.51 | 56.13 | 64.51 | 56.13 | 64.51 |
| ${{t}_{W}}$, °С | 85.3 | 104.64 | 85.9 | 104.64 | 88.06 | 104.64 | 91.05 | 104.64 | 97.85 | 104.64 |
| Qконд, кВт | –264.2 | –599.6 | –293.2 | –493.1 | –324.5 | –398.5 | –374.5 | –308.6 | –459.5 | –189.5 |
| Qкип, кВт | 305.1 | 612.3 | 328.9 | 504.7 | 361.8 | 410.6 | 414.8 | 320.1 | 506.0 | 195.8 |
| ${{Q}_{\sum }}$, кВт | 917.4 | 833.6 | 772.4 | 734.9 | 701.8 | |||||
Рассчитан показатель приведенных энергозатрат ${{Q}_{{{\text{прив}}{\text{.}}{\kern 1pt} {\text{\;трад}}}}}$ (11), с помощью Aspen Process Economic Analyzer V10 определены капитальные, эксплуатационные затраты и полные годовые затраты TAC (16) схемы ЭР для каждого из пяти составов (табл. 5).
Таблица 5.
Экономические показатели традиционной схемы ЭР для 5 составов исходной смеси
| ${{x}_{F}}$, мас. % ацетона | 20 | 35 | 50 | 65 | 86.3 | |||||
| Колонна | ЭК | КР | ЭК | КР | ЭК | КР | ЭК | КР | ЭК | КР |
| d, м | 0.7 | 0.7 | 0.7 | 0.7 | 0.8 | 0.6 | 0.8 | 0.6 | 0.9 | 0.5 |
| H, м | 20.3 | 13.3 | 20.3 | 13.3 | 20.3 | 13.3 | 20.3 | 13.3 | 20.3 | 13.3 |
| ССколонна, 103 USD | 155.6 | 98.9 | 155.6 | 98.9 | 166.7 | 77.9 | 166.7 | 77.9 | 179.7 | 70.8 |
| Конденсатор | ||||||||||
| $\Delta _{{{\text{ср}}}}^{{{\text{конд}}}}$, °С | 28.5 | 37.0 | 28.5 | 37.0 | 28.6 | 37.0 | 28.6 | 37.0 | 28.6 | 37.0 |
| ${{F}_{{{\text{конд}}}}},\,~{{{\text{м}}}^{2}}$ | 10.9 | 19.1 | 12.1 | 15.7 | 13.4 | 12.7 | 15.4 | 9.8 | 18.9 | 6.0 |
| ССконд, 103 USD | 15.4 | 16.0 | 15.4 | 15.7 | 15.5 | 15.5 | 15.7 | 3.7 | 16.0 | 3.4 |
| OСконд, 103 USD/год | 1.8 | 4.0 | 2.0 | 3.3 | 2.2 | 2.7 | 2.5 | 2.1 | 3.1 | 1.3 |
| Кипятильник | ||||||||||
| $\Delta _{{{\text{ср}}}}^{{{\text{кип}}}}$, °С | 33.0 | 20.4 | 32.1 | 20.4 | 30.0 | 20.4 | 27.8 | 20.4 | 23.2 | 20.4 |
| ${{F}_{{{\text{кип}}}}},~\,{{{\text{м}}}^{2}}$ | 7.7 | 25.1 | 8.5 | 20.7 | 10.0 | 16.8 | 12.4 | 13.1 | 18.2 | 8.0 |
| ССкип, 103 USD | 20.3 | 31.7 | 20.7 | 28.5 | 21.5 | 25.8 | 23.0 | 23.4 | 26.7 | 20.5 |
| ОСкип, 103 USD/год | 74.7 | 149.9 | 80.5 | 123.5 | 88.6 | 100.5 | 101.5 | 78.3 | 123.8 | 47.9 |
| ${{Q}_{{{\text{прив}}{\text{.}}\,{\text{трад}}}}}$, кВт | 1077.2 | 979.1 | 906.2 | 861.3 | 821.9 | |||||
| ∑CC, 103 USD | 337.8 | 334.8 | 322.9 | 310.3 | 317.1 | |||||
| ∑OC, 103 USD/год | 230.3 | 209.3 | 193.9 | 184.4 | 176.1 | |||||
| TAC20, 103 USD/год | 247.2 | 226.0 | 210.0 | 199.9 | 192.0 | |||||
Значение ТАС (16) определено для периода эксплуатации установки 20 лет. Рабочий год составляет 8766 ч. Приняли, что горячим теплоносителем в традиционных кипятильниках является водяной пар при температуре 125°С, холодным в конденсаторах – оборотная вода с температурой 25°С, нагреваемая в процессе теплообмена до 30°С.
(16)
$TAC = ~\,\,\frac{{\sum\limits_{i = 1}^n {C{{C}_{i}}} }}{{OT}} + \mathop \sum \limits_{i = 1}^n O{{C}_{i}},$Конструктивные параметры колонн с тарелками клапанного типа (диаметр d и высота тарельчатой части H) определены с помощью Aspen Plus V10. Традиционные кипятильники и конденсаторы – противоточные кожухотрубные теплообменники. Выбор конденсаторов с площадью теплообмена менее 10 м2 сделан в пользу типа “труба в трубе”. Для теплообменного оборудования приняты следующие коэффициенты теплопередачи k:
• от конденсирующегося пара к кипящей жидкости 1.2 кВт м–2 К–1;
• от конденсирующегося пара к жидкости 0.85 кВт м–2 К–1.
Расчет операционных затрат проведен исходя из следующих цен энергоносителей [16]:
• электричество $E{{C}_{{{\text{эл}}}}}$ = 77.50 × 10–3 USD/кВт ч,
• оборотная вода $E{{C}_{{{\text{об}}{\text{.вода}}}}}$ = 5.17 × 10–3 USD/кВт ч,
• греющий пар $E{{C}_{{{\text{гр}}{\text{.пар}}}}}$ = 27.92 × 10–3 USD/кВт ч.
Коэффициенты расчета приведенных затрат (10) примут следующие значения: а = 2.78, b = 0.185. Тогда выражение для оценки приведенных затрат традиционной двухколонной схемы ЭР будет иметь вид:
(17)
$\begin{gathered} {{Q}_{{{\text{прив}}{\text{.}}\,{\text{трад}}}}} = \\ = {{Q}_{{{\text{кип}}~1}}} + {{Q}_{{{\text{кип}}~2}}} + 0.185\left( {{{Q}_{{{\text{конд\;}}1}}} + {{Q}_{{{\text{конд\;2}}}}}} \right). \\ \end{gathered} $Для каждой из 5 традиционных схем ЭР (табл. 4) произведено моделирование 4 вариантов организации контура теплового насоса (рис. 2).
Порядок расчета включал следующие этапы:
1. Определяется температура конденсации сжатого пара tконд, требуемая для обеспечения среднего температурного напора зоны конденсации КК. Для всех исследуемых схем принято ${{\Delta }_{{{\text{ср\;II}}}}}$ = 7°С.
2. Исходя из tконд определяется требуемое давление компрессора ${{P}_{{{\text{комп}}}}}$.
3. Рассчитывается полная удельная теплота сжатого пара ${{q}_{{{\text{пар}}}}}$.
4. По тепловой нагрузке заменяемого традиционного кипятильника ${{Q}_{{{\text{кип}}}}}$ рассчитывается значение $G_{{{\text{пар}}}}^{{{\text{треб}}}}$ (7), сравнение которого с располагаемым потоком пара верха колонны $G_{{{\text{пар}}}}^{{{\text{верх}}}}$ дает информацию о необходимости установки дополнительного кипятильника или организации байпаса пара. Определяется значение потока пара $G_{{{\text{пар}}}}^{{{\text{комп}}}}$, подаваемого в компрессор на сжатие.
5. Моделируется компрессор, сжимающий поток пара $G_{{{\text{пар}}}}^{{{\text{комп}}}}$ при ${{P}_{{{\text{верх}}}}}$ до ${{P}_{{{\text{комп}}}}}$. Для всех схем значение коэффициента полезного действия компрессора принято равным 0.72. Определяется температура сжатого пара на выходе из компрессора tкомп.
6. Проводится моделирование кипятильника контура ТН. Исходя из известных температур теплоносителей и принятых коэффициентов теплопередачи, рассчитывается общая площадь теплообмена ${{F}_{{{\text{КК}}}}}$.
7. Моделируются остальные элементы контура ТН: дроссельный вентиль, дополнительный кипятильник (при необходимости), дополнительный конденсатор.
Исходя из вышеизложенного, критерий оценки снижения приведенных затрат ${{S}_{{{{Q}_{{{\text{прив}}}}}}}}$ относительно традиционной схемы ЭР (12) примет следующий вид:
(18)
${{S}_{{{{Q}_{{{\text{прив}}}}}}}} = \frac{{{{Q}_{{{\text{зам}}{\text{.кип}}}}} + 0.185{{Q}_{{{\text{зам}}{\text{.конд}}}}} - \left( {2.78{{W}_{{{\text{комп}}}}} + {{Q}_{{{\text{доп}}{\text{.кип}}}}} + 0.185{{Q}_{{{\text{доп}}{\text{.конд}}}}}} \right)}}{{{{Q}_{{{\text{прив}}{\text{.\;трад}}}}}}} \times 100\% ,$Также для схем ЭР с ТН рассчитан показатель TAC (16) на период эксплуатации 20 лет и его снижение относительно TAC традиционной схемы при разделении смеси того же исходного состава ${{S}_{{{\text{TAC20}}}}}$. Конструктивные параметры колонн остались без изменений. При моделировании кипятильника-конденсатора коэффициент теплопередачи от перегретого пара к кипящей жидкости принят 0.27 кВт м–2 К–1.
Результаты расчета каждой конфигурации схем ЭР с ТН приведены в табл. 6–9.
Таблица 6.
Рабочие параметры схемы ЭР с ТН в конфигурации ЭК-ЭК
| ${{x}_{F}}$, мас. % ацетона | 20 | 35 | 50 | 65 | 86.3 |
| tконд, °С | 100.5 | 101.4 | 103.4 | 105.3 | 109.2 |
| ${{P}_{{{\text{комп}}}}}$, кПа | 383 | 393 | 414 | 435 | 479 |
| tкомп, °С | 121.5 | 122.8 | 125.4 | 127.9 | 132.7 |
| $G_{{{\text{пар}}}}^{{{\text{верх}}}}$, кг/ч | 1840.3 | 2041.5 | 2260.8 | 2605.6 | 3197.4 |
| $G_{{{\text{пар}}}}^{{{\text{треб}}}}$, кг/ч | 2207.4 | 2382.3 | 2627.2 | 3020.4 | 3706.3 |
| $G_{{{\text{пар}}}}^{{{\text{комп}}}}$, кг/ч | 1840.3 | 2041.5 | 2260.8 | 2605.6 | 3197.4 |
| Компрессор | |||||
| Wкомп, кВт | 46.2 | 52.3 | 60.2 | 72.0 | 94.4 |
| $C{{C}_{{{\text{комп}}}}}$, 103 USD | 469.6 | 472.7 | 479.6 | 484.7 | 497.8 |
| $O{{C}_{{{\text{комп}}}}}$, 103 USD/год | 31.4 | 35.5 | 40.9 | 48.9 | 64.2 |
| Кипятильник-конденсатор | |||||
| QКК, кВт | 258.0 | 285.9 | 315.8 | 363.1 | 443.2 |
| FКК, м2 | 35.5 | 39.4 | 43.6 | 49.7 | 59.1 |
| $C{{C}_{{{\text{КК}}}}}$, 103 USD | 39.5 | 42.6 | 45.9 | 50.9 | 59.0 |
| Дополнительный кипятильник | |||||
| Qдоп.кип, кВт | 47.2 | 43.1 | 46.0 | 51.8 | 62.8 |
| Fдоп.кип, м2 | 1.2 | 1.1 | 1.3 | 1.6 | 2.3 |
| $C{{C}_{{{\text{доп}}.{\text{кип}}}}}$, 103 USD | 15.8 | 15.7 | 15.8 | 16.0 | 16.5 |
| $O{{C}_{{{\text{доп}}.{\text{кип}}.}}}$, 103 USD/год | 11.5 | 10.5 | 11.3 | 12.7 | 15.4 |
| Дополнительный конденсатор | |||||
| Qдоп.конд, кВт | –52.4 | –59.6 | –69.1 | –83.0 | –110.4 |
| Fдоп.конд., м2 | 2.2 | 2.5 | 2.8 | 3.4 | 4.5 |
| $C{{C}_{{{\text{доп}}.{\text{конд}}}}}$, 103 USD | 2.6 | 2.7 | 2.8 | 3.0 | 3.1 |
| $O{{C}_{{{\text{доп}}.{\text{конд}}}}}$, 103 USD/год | 2.4 | 2.7 | 3.1 | 3.8 | 5.0 |
| ${{Q}_{{{\text{прив}}{\text{.}}\,{\text{ТН}}}}}$, кВт | 908.4 | 795.2 | 710.4 | 644.1 | 576.3 |
| ${{S}_{{{{Q}_{{{\text{прив}}}}}}}}$, % | 15.7 | 18.8 | 21.6 | 25.2 | 29.9 |
| ∑СС, 103 USD | 829.6 | 832.4 | 830.0 | 826.3 | 850.7 |
| ∑OC, 103 USD/год | 199.2 | 175.6 | 158.5 | 145.7 | 133.8 |
| ТАС20, 103 USD/год | 240.7 | 217.2 | 200.0 | 187.1 | 176.3 |
| ${{S}_{{{\text{TAC20}}}}}$, % | 2.6 | 3.9 | 4.8 | 6.5 | 8.2 |
Таблица 7.
Рабочие параметры схемы ЭР с ТН в конфигурации ЭК-КР
| ${{x}_{F}}$, мас. % ацетона | 20 | 35 | 50 | 65 | 86.3 |
| tконд, °С | 111.6 | ||||
| ${{P}_{{{\text{комп}}}}}$, кПа | 509.0 | ||||
| tкомп, °С | 135.8 | ||||
| $G_{{{\text{пар}}}}^{{{\text{верх}}}}$, кг/ч | 1840.3 | 2041.5 | 2260.8 | 2605.6 | 3197.4 |
| $G_{{{\text{пар}}}}^{{{\text{треб}}}}$, кг/ч | 4496.6 | 3706.1 | 3015.3 | 2350.5 | 1438.1 |
| $G_{{{\text{пар}}}}^{{{\text{комп}}}}$, кг/ч | 1840.3 | 2041.5 | 2260.8 | 2350.5 | 1438.1 |
| Компрессор | |||||
| Wкомп, кВт | 56.6 | 62.8 | 69.5 | 71.3 | 43.6 |
| $C{{C}_{{{\text{комп}}}}}$, 103 USD | 474.8 | 481.0 | 484.5 | 487.9 | 465.5 |
| $O{{C}_{{{\text{комп}}}}}$, 103 USD/год | 38.4 | 42.6 | 47.2 | 48.4 | 29.6 |
| Кипятильник-конденсатор | |||||
| QКК, кВт | 254.2 | 281.9 | 312.2 | 320.1 | 195.8 |
| FКК, м2 | 32.5 | 36.0 | 39.9 | 40.9 | 25.0 |
| $C{{C}_{{{\text{КК}}}}}$, 103 USD | 37.2 | 39.9 | 42.9 | 43.7 | 31.6 |
| Дополнительный кипятильник | |||||
| Qдоп.кип., кВт | 358.2 | 222.7 | 98.4 | 0.0 | 0.0 |
| Fдоп.кип, м2 | 14.7 | 9.1 | 4.0 | 0.0 | 0.0 |
| $C{{C}_{{{\text{доп}}.{\text{кип}}}}}$, 103 USD | 24.6 | 21.0 | 17.6 | 0.0 | 0.0 |
| $O{{C}_{{{\text{доп}}.{\text{кип}}.}}}$, 103 USD/год | 87.7 | 54.5 | 24.1 | 0.0 | 0.0 |
| Дополнительный конденсатор | |||||
| Qдоп.конд, кВт | –66.7 | –74.0 | –81.9 | –125.3 | –306.9 |
| Fдоп.конд., м2 | 2.7 | 3.0 | 3.4 | 5.2 | 12.6 |
| $C{{C}_{{{\text{доп}}.{\text{конд}}}}}$, 103 USD | 2.8 | 2.9 | 2.9 | 3.2 | 3.8 |
| $O{{C}_{{{\text{доп}}.{\text{конд}}}}}$, 103 USD/год | 3.0 | 3.4 | 3.7 | 5.7 | 13.9 |
| ${{Q}_{{{\text{прив}}{\text{.}}\,{\text{ТН}}}}}$, кВт | 943.7 | 830.9 | 742.1 | 693.0 | 719.0 |
| ${{S}_{{{{Q}_{{{\text{прив}}}}}}}}$, % | 12.4 | 15.1 | 18.1 | 19.5 | 12.5 |
| ∑СС, 103 USD | 830.2 | 835.7 | 829.5 | 806.1 | 781.5 |
| ∑OC, 103 USD/год | 207.8 | 184.3 | 166.2 | 157.7 | 168.6 |
| ТАС20, 103 USD/год | 249.3 | 226.0 | 207.7 | 198.0 | 207.7 |
| ${{S}_{{{\text{TAC20}}}}}$, % | –0.8 | 0.0 | 1.1 | 1.0 | –8.2 |
Таблица 8.
Рабочие параметры схемы ЭР с ТН в конфигурации КР-КР
| ${{x}_{F}}$, мас. % ацетона | 20 | 35 | 50 | 65 | 86.3 |
| tконд, °С | 111.6 | ||||
| ${{P}_{{{\text{комп}}}}}$, кПа | 505 | ||||
| tкомп, °С | 203.1 | ||||
| $G_{{{\text{пар}}}}^{{{\text{верх}}}}$, кг/ч | 1959.8 | 1611.7 | 1302.6 | 1008.5 | 619.3 |
| $G_{{{\text{пар}}}}^{{{\text{треб}}}}$, кг/ч | 1925.0 | 1586.5 | 1290.8 | 1006.2 | 615.6 |
| $G_{{{\text{пар}}}}^{{{\text{комп}}}}$, кг/ч | 1925.0 | 1586.5 | 1290.8 | 1006.2 | 615.6 |
| Компрессор | |||||
| Wкомп, кВт | 117.3 | 96.7 | 78.7 | 61.3 | 37.5 |
| $C{{C}_{{{\text{комп}}}}}$, 103 USD | 654.3 | 634.1 | 624.3 | 613.1 | 590.7 |
| $O{{C}_{{{\text{комп}}}}}$, 103 USD/год | 79.7 | 65.7 | 53.4 | 41.7 | 25.5 |
| Кипятильник-конденсатор | |||||
| QКК, кВт | 612.3 | 504.7 | 410.6 | 320.1 | 195.8 |
| FКК, м2 | 71.9 | 59.2 | 48.2 | 37.6 | 23.0 |
| $C{{C}_{{{\text{КК}}}}}$, 103 USD | 70.4 | 59.1 | 49.7 | 41.1 | 30.1 |
| Дополнительный кипятильник | |||||
| Qдоп.кип., кВт | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 |
| Fдоп.кип, м2 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 |
| $C{{C}_{{{\text{доп}}.{\text{кип}}}}}$, 103 USD | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 |
| $O{{C}_{{{\text{доп}}.{\text{кип}}.}}}$, 103 USD/год | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 |
| Дополнительный конденсатор | |||||
| Qдоп.конд, кВт | –104.5 | –85.0 | –66.5 | –49.7 | –31.1 |
| Fдоп.конд., м2 | 3.3 | 2.7 | 2.1 | 1.6 | 1.0 |
| $C{{C}_{{{\text{доп}}.{\text{конд}}}}}$, 103 USD | 2.9 | 2.8 | 2.6 | 2.4 | 2.2 |
| $O{{C}_{{{\text{доп}}.{\text{конд}}}}}$, 103 USD/год | 4.7 | 3.9 | 3.0 | 2.3 | 1.4 |
| ${{Q}_{{{\text{прив}}{\text{.}}\,{\text{ТН}}}}}$, кВт | 699.0 | 667.3 | 652.5 | 663.6 | 701.0 |
| ${{S}_{{{{Q}_{{{\text{прив}}}}}}}}$, % | 35.1 | 31.9 | 28.0 | 23.0 | 14.7 |
| ∑СС, 103 USD | 1017.8 | 986.6 | 958.2 | 939.8 | 916.2 |
| ∑OC, 103 USD/год | 160.9 | 152.0 | 147.1 | 148.0 | 153.8 |
| ТАС20, 103 USD/год | 211.8 | 201.3 | 195.0 | 195.0 | 199.6 |
| ${{S}_{{{\text{TAC20}}}}}$, % | 14.3 | 10.9 | 7.1 | 2.5 | -4.0 |
Таблица 9.
Рабочие параметры схемы ЭР с ТН в конфигурации КР-ЭК
| ${{x}_{F}}$, мас. % ацетона | 20 | 35 | 50 | 65 | 86.3 |
| tконд, °С | 100.5 | 101.4 | 103.4 | 105.3 | 109.2 |
| ${{P}_{{{\text{комп}}}}}$, кПа | 359 | 370 | 394 | 418 | 470 |
| tкомп, °С | 173.0 | 175.6 | 181.2 | 186.4 | 196.8 |
| $G_{{{\text{пар}}}}^{{{\text{верх}}}}$, кг/ч | 1959.8 | 1611.7 | 1302.6 | 1008.5 | 619.3 |
| $G_{{{\text{пар}}}}^{{{\text{треб}}}}$, кг/ч | 965.2 | 1039.9 | 1142.5 | 1308.8 | 1594.0 |
| $G_{{{\text{пар}}}}^{{{\text{комп}}}}$, кг/ч | 965.2 | 1039.9 | 1142.5 | 1008.5 | 619.3 |
| Компрессор | |||||
| Wкомп, кВт | 45.1 | 49.9 | 57.8 | 53.6 | 36.0 |
| $C{{C}_{{{\text{комп}}}}}$, 103 USD | 557.6 | 567.0 | 580.9 | 569.3 | 555.2 |
| $O{{C}_{{{\text{комп}}}}}$, 103 USD/год | 30.7 | 33.9 | 39.2 | 36.4 | 24.4 |
| Кипятильник-конденсатор | |||||
| QКК, кВт | 305.1 | 328.9 | 361.8 | 320.7 | 197.4 |
| FКК, м2 | 38.1 | 41.1 | 45.1 | 39.6 | 23.9 |
| $C{{C}_{{{\text{КК}}}}}$, 103 USD | 41.5 | 43.9 | 47.1 | 42.7 | 30.7 |
| Дополнительный кипятильник | |||||
| Qдоп.кип., кВт | 0.0 | 0.0 | 0.0 | 94.1 | 308.6 |
| Fдоп.кип, м2 | 0.0 | 0.0 | 0.0 | 2.8 | 11.1 |
| $C{{C}_{{{\text{доп}}.{\text{кип}}}}}$, 103 USD | 0.0 | 0.0 | 0.0 | 16.8 | 22.2 |
| $O{{C}_{{{\text{доп}}.{\text{кип}}.}}}$, 103 USD/год | 0.0 | 0.0 | 0.0 | 23.0 | 75.5 |
| Дополнительный конденсатор | |||||
| Qдоп.конд, кВт | –339.5 | –214.0 | –94.4 | –41.4 | –28.0 |
| Fдоп.конд., м2 | 10.8 | 6.8 | 3.0 | 1.3 | 0.9 |
| $C{{C}_{{{\text{доп}}.{\text{конд}}}}}$, 103 USD | 3.7 | 3.4 | 2.9 | 2.3 | 2.1 |
| $O{{C}_{{{\text{доп}}.{\text{конд}}}}}$, 103 USD/год | 15.4 | 9.7 | 4.3 | 1.9 | 1.3 |
| ${{Q}_{{{\text{прив}}{\text{.\;}}\,{\text{ТН}}}}}$, кВт | 849.4 | 737.1 | 648.5 | 640.0 | 694.5 |
| ${{S}_{{{{Q}_{{{\text{прив}}}}}}}}$, % | 21.2 | 24.7 | 28.4 | 25.7 | 15.5 |
| ∑СС, 103 USD | 904.3 | 912.7 | 916.8 | 914.8 | 897.2 |
| ∑OC, 103 USD/год | 197.7 | 169.1 | 146.1 | 142.1 | 152.2 |
| ТАС20, 103 USD/год | 242.9 | 214.7 | 192.0 | 187.9 | 197.1 |
| ${{S}_{{{\text{TAC20}}}}}$, % | 1.7 | 5.0 | 8.6 | 6.0 | –2.7 |
ОБСУЖДЕНИЕ РЕЗУЛЬТАТОВ
Основные зависимости, полученные в ходе исследования, представлены на рис.3. Результаты расчетов схем ЭР с ТН полностью согласуются с выражениями (12) и (13). Следствия из этих выражений положены в основу алгоритма предварительной оценки эффективности (дискриминации) вариантов схем ректификации с тепловыми насосами, который включает следующие этапы.
Рис. 3.
Зависимости параметров и показателей схем ЭР смеси ацетон–метанол с ТН от состава исходной смеси: (а) нагрузки заменяемых кипятильника ${{Q}_{{{\text{кип}}}}}$ и конденсатора ${{Q}_{{{\text{конд}}}}}$ (источников и стоков тепла), (б) массовые расходы требуемого $G_{{{\text{пар}}}}^{{{\text{треб}}.}}$ и располагаемого $G_{{{\text{пар}}}}^{{{\text{верх}}}}$ потоков пара, (в) показатели снижения годовых затрат ${{S}_{{{\text{TAC}}}}}$ для сроков 20, 30 и 60 лет и приведенного энергосбережения ${{S}_{{{{Q}_{{{\text{прив}}.}}}}}}$.

1. Оценка доступных источников Qконд и стоков тепла Qкип. Полученные данные для перекрестных контуров ТН (ЭК-КР и КР-ЭК) свидетельствуют о том, что максимум показателя эффективности – наибольшее снижение приведенных энергетических затрат SQ и приведенных годовых затрат STAC – достигается при теплоинтеграции, которой соответствует равенство тепловой нагрузки заменяемого конденсатора Qконд и заменяемого кипятильника Qкип ректификационной колонны (рис. 3а, 3в). Это обусловлено отсутствием необходимости установки дополнительного кипятильника или увеличения количества отводимого тепла в дополнительном конденсаторе, влекущей за собой увеличение капитальных и эксплуатационных затрат.
При наличии нескольких вариантов Qконд $ \approx $ Qкип следует выбрать пару с наибольшей тепловой нагрузкой (наблюдается для всех вариантов конфигурации ТН на рис. 3а, 3в), т.к. источник тепла с большим потоком энтальпии способен заменить более энергоемкий кипятильник, и тем самым обеспечить наибольшее снижение эксплуатационных затрат относительно традиционной схемы.
Уже на текущем этапе по данным для 5 традиционных схем (табл. 4) из 20 исследуемых их конфигураций с ТН, исходя из условия maxQконд $ \approx $ maxQкип, можно определить наиболее эффективные как в целом (КР-КР при XF = 20 мас. % ацетона), так и для каждого состава (рис. 3в) схемы с применением теплового насоса.
2. Оценка требуемого $G_{{{\text{пар}}}}^{{{\text{треб}}}}$ и располагаемого $G_{{{\text{пар}}}}^{{{\text{верх}}}}$ потока пара.
Показатель требуемого потока пара $G_{{{\text{пар}}}}^{{{\text{треб}}}}$ (13) позволяет точно определить точку $G_{{{\text{пар}}}}^{{{\text{треб}}}} = G_{{{\text{пар}}}}^{{{\text{верх}}}}$ (рис. 3б) или технологическую конфигурацию схемы с ТН: дополнительный кипятильник ($G_{{{\text{пар}}}}^{{{\text{треб}}}} > G_{{{\text{пар}}}}^{{{\text{верх}}}}$) или байпас пара ($G_{{{\text{пар}}}}^{{{\text{треб}}}} < G_{{{\text{пар}}}}^{{{\text{верх}}}}$).
Следствие из выражения (13) и полученные результаты (рис. 3в), наиболее наглядные на примере перекрестных конфигураций КР-ЭК и ЭК-КР, показывают, что схемы с байпасом пара в окрестности точки $G_{{{\text{пар}}}}^{{{\text{треб}}}} = G_{{{\text{пар}}}}^{{{\text{верх}}}}$ эффективнее схем с дополнительным кипятильником.
Конфигурации КР-КР и КР-ЭК, в которых в качестве рабочего тела выступает пар метанола, при сопоставимых значениях нагрузок источников и стока тепла демонстрируют большее снижение приведенных энергетических и экономических годовых затрат (рис. 3в), чем схемы, в которых на обогрев КК направляется пар ацетона. Обусловлено это большей удельной теплотой конденсации паров метанола, и, как следствие, меньшими значениями $G_{{{\text{пар}}}}^{{{\text{треб}}}}$ (рис. 3б).
3. Расчет показателя ${{S}_{{{{Q}_{{{\text{прив}}}}}}}}$.
После первых двух шагов количество потенциальных вариантов схем с ТН, которые требуют расчетного сопоставления, значительно сокращается. Расчет показателя приведенного энергосбережения ${{S}_{{{{Q}_{{{\text{прив}}}}}}}}$ (12) делает возможным однозначное определение наиболее энергоэффективной схемы с ТН.
В двухколонной схеме ЭР в конфигурациях ЭК-ЭК и КР-КР тепловые нагрузки конденсаторов и кипятильников, которые заменяются ТН, изменяются симбатно (рис. 3а). Поскольку, эти параметры входят в критерий в сокращенной и полной его формах (в виде требуемых и располагаемых потоков пара), то и значение критерия следует за ними. Обратное наблюдается для перекрестных схем ЭК-КР и КР-ЭК, что приводит к экстремальным значениям ${{S}_{{{{Q}_{{{\text{прив}}}}}}}}$ в точке $G_{{{\text{пар}}}}^{{{\text{треб}}}} = G_{{{\text{пар}}}}^{{{\text{верх}}}}$.
Показатель ${{S}_{{{{Q}_{{{\text{прив}}}}}}}}$ не зависит от срока эксплуатации OT, при этом, как представлено на рис. 3в на примере значений STAC для сроков 20, 30 и 60 лет, показывает предел снижения годовых экономических затрат при сроках ОТ, стремящихся к бесконечности, что может служить основанием для сравнения конфигураций схем ректификации с ТН с различным набором аппаратов.
Важное значение результаты работы имеют для проектирования автоматических систем управления процессом ЭР с ТН. Графики (рис. 3б) могут служить иллюстрацией изменения параметров работы системы при возмущающем воздействии в виде колебания состава исходной смеси.
В схемах с перекрестной теплоинтеграцией (ЭК-КР и КР-ЭК) необходимо учитывать потенциальный диапазон изменений состава питания – переход через состояние $G_{{{\text{пар}}}}^{{{\text{треб}}}} = G_{{{\text{пар}}}}^{{{\text{верх}}}}$ будет означать смену технологического оформления (байпас пара $ \leftrightarrow $ дополнительный кипятильник). Обеспечение работоспособности в нестационарном режиме таких схем возможно путем увеличения капитальных затрат на одновременную организацию двух конфигураций и/или усложнения АСУ или за счет удаления от точки состава исходной смеси, соответствующей точке $G_{{{\text{пар}}}}^{{{\text{треб}}}} = G_{{{\text{пар}}}}^{{{\text{верх}}}}$. Последнее противоречит определенным выше условиям оптимальности.
Можно заключить, что с практической точки зрения перекрестные контуры ТН ограничено применимы. Схемы, в которых контур ТН охватывает одну колонну, более устойчивы к колебаниям состава потока питания, т.к. $G_{{{\text{пар}}}}^{{{\text{верх}}}}$ и $G_{{{\text{пар}}}}^{{{\text{треб}}}}$ изменяются симбатно.
Таким образом, предложенный критерий оценки энергосбережения схем ректификации с применением теплового насоса ${{S}_{{{{Q}_{{{\text{прив}}}}}}}}$ (12) характеризуется рядом преимуществ:
1. Учитывает многообразие дополнительных аппаратов и применим к различным схемам с ТН, т.к. ${{Q}_{{{\text{прив}}{\text{.}}\,{\text{ТН}}}}}$ можно выразить для любого количества источников и стоков тепла и объединяющих их тепловых насосов. Например, ${{S}_{{{{Q}_{{прив.}}}}}}$ применим для схем с частично связанными тепловыми и материальными потоками [17], в которых количество кипятильников не равно количеству конденсаторов. Также ${{S}_{{{{Q}_{{{\text{прив}}}}}}}}$ можно использовать для оценки эффективности внутренних ТН [8], используя вместо $G_{{{\text{пар}}}}^{{{\text{верх}}}}$ внутренний поток пара колонны.
2. Связывает закономерности процесса ректификации и свойства сжимаемых паров.
3. Дает возможность по справочным [18] и расчетным данным или по диаграммам состояний выполнить предварительную численную оценку энергоэффективности.
ЗАКЛЮЧЕНИЕ
Рассмотрено применение тепловых насосов в экстрактивной ректификации смеси ацетон–метанол 5 составов исходной смеси, для каждого смоделированы и рассчитаны 4 конфигурации схем с ТН. Исследована зависимость эффективности применения технологии от состава исходной смеси. Показано влияние свойств сжимаемых паров на эффективность процесса.
Наибольшие значения энергосбережения и снижения приведенных экономических затрат относительно традиционной схемы на всем диапазоне составов исходной смеси демонстрирует конфигурация теплового насоса КР-КР, в которой сжатый паровой поток верха колонны регенерации обогревает куб этой же колонны.
Предложен показатель оценки энергосбережения, на основе которого сформулирован ряд критериев для оценки эффективности применения тепловых насосов в ректификации. Исходя из полученных результатов, предложен алгоритм предварительной дискриминации вариантов ректификационных схем с тепловыми насосами.
Работа выполнена при финансовой поддержке Российского фонда фундаментальных исследований (проект № 20-03-00314).
ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ
| $\Delta {{h}_{{{\text{охл}}}}}$ | удельная теплота охлаждения перегретого пара, Дж кг–1 |
| ${{\Delta }_{{{\text{ср}}}}}$ | средний температурный напор зоны теплообменника |
| H | высота тарельчатой части ректификационной колонны, м |
| a | коэффициент стоимости электроэнергии; |
| b | коэффициент стоимости оборотной воды (холодного теплоносителя) |
| CC | капитальные затраты, USD |
| COP | коэффициент преобразования тепла и работы в термодинамическом цикле |
| d | диаметр колонны, м |
| EC | стоимость единицы энергии, USD/кВт ч |
| F | площадь теплообмена, м2 |
| G | массовый расход, кг/ч |
| k | коэффициент теплопередачи, Вт м–2 К–1 |
| N | общее число тарелок или положение конкретной тарелки |
| OC | эксплуатационные затраты, USD/год |
| OT | срок эксплуатации установки в годах |
| P | давление, кПа |
| Q | тепловая нагрузка, кВт |
| q | удельная теплота, Дж кг–1 |
| r | удельная теплота парообразования (конденсации), Дж кг–1 |
| R | флегма |
| RR | флегмовое число |
| ${{S}_{{{{Q}_{{{\text{прив}}}}}}}}$ | показатель снижения приведенных энергетических затрат (энергосбережения), % |
| t | температура, °C |
| TAC | экономический критерий полных годовых затрат, USD/год |
| vf | массовая доля пара в потоке |
| VR | паровое число |
| W | мощность компрессора, Вт |
| wуд | удельная мощность компрессора |
| x | состав потока, мас. % |
| КК | кипятильник контура теплового насоса |
АББРЕВИАТУРЫ
| КР | колонна регенерации разделяющего агента |
| ПЖР | парожидкостное равновесие |
| РА | разделяющий агент |
| ЭК | колонна экстрактивной ректификации |
| ЭР | экстрактивная ректификация |
ИНДЕКСЫ
| D | дистиллят |
| F | поток питания |
| W | кубовый продукт |
| верх | верх колонны |
| гр. пар | греющий пар |
| доп. кип | дополнительный кипятильник |
| доп. конд | дополнительный конденсатор |
| кип | кипятильник |
| комп | компрессор |
| конд | конденсатор |
| об. вода | оборотная вода |
| пар | поток пара |
| подогрев | подогреватель пара верха колонны |
| прив. исх. | приведенное значение параметра исходной схемы |
| прив. ТН | приведенное значение параметра схемы с тепловым насосом |
| треб. | требуемое значение потока сжатого пара верха колонны для полного обогрева кипятильника |
| эл | электроэнергия |
Список литературы
Gil I.D. et al. Extractive distillation of acetone/methanol mixture using water as entrainer // Industrial and Engineering Chemistry Research. 2009. V. 48. № 10. P. 4858.
Фролкова А.К. Разделение азеотропных смесей. Физико-химические основы и технологические приемы. М.: Гуманитар. изд. центр ВЛАДОС, 2010.
Анохина Е.А., Сидорова Ю.И., Тимошенко А.В. Экстрактивная ректификация смеси ацетон–метанол с водой в комплексе с частично связанными тепловыми и материальными потоками // Вестник МИТХТ. 2011. Т. 6. № 5. С. 118–124.
Kiss A.A., Infante Ferreira C.A. Heat pumps in chemical process industry. CRC Press. 2016. 442 p.
Jana A.K. Advances in heat pump assisted distillation column: A review // Energy Conversion and Management. Elsevier. 2014. V. 77. P. 287–297.
Infante Ferreira C.A., Spoelstra S., Hamoen E. How successful are heat pumps in Dutch process industry applications? // RCC Koude & Luchtbehandeling. 2009. № 102. P. 14–20.
You X., Rodriguez-Donis I., Gerbaud V. Reducing process cost and CO2 emissions for extractive distillation by double-effect heat integration and mechanical heat pump // Applied Energy. Elsevier. 2016. V. 166. P. 128–140.
Klauzner P.S. et al. Energy saving in the extractive distillation of isobutyl alcohol–isobutyl acetate with n-butyl propionate // Fine Chemical Technologies. 2020. V. 15. № 4. P. 14–29.
Yaws C.L. Vapor Pressure – Organic Compounds // The 2 Handbook of Vapor Pressure. Elsevier, 2015. 314 p.
Kurihara K., Nakamichi M., Kojima K. Isobaric vapor-liquid equilibria for methanol + ethanol + water and the three constituent binary systems // J. Chemical & Engineering Data. 1993. V. 38. № 3. P. 446–449.
Verhoeye L., de Schepper H. The vapour-liquid equilibria of the binary, ternary and quaternary systems formed by acetone, methanol, propan-2-ol, and water // J. Applied Chemistry and Biotechnology. 2007. V. 23. № 8. P. 607–619.
Iliuta M.C., Thyrion F.C. Vapour-liquid equilibrium for the acetone-methanol-inorganic salt system // Fluid Phase Equilibria. 1995. V. 103. № 2. P. 257–284.
Luyben W.L. Capital cost of compressors for conceptual design // Chemical Engineering and Processing – Process Intensification. Elsevier. 2018. V. 126. P. 206–209.
Iwakabe K. et al. Energy saving in multicomponent separation using an internally heat-integrated distillation column (HIDiC) // Applied Thermal Engineering. 2006. V. 26. № 13. P. 1362–1368.
Anokhina E.A., Berdibekova S.A., Timoshenko A.V. Energy saving schemes for separation of benzene-cyclohexane-toluene mixture with different initial compositions by extractive distillation // Chemical Engineering Transactions. 2018. V. 69. P. 871–876.
Клаузнер П.С. и др. Закономерности применения тепловых насосов в экстрактивной ректификации // Теорет. основы хим. технологии. 2022. Т. 56. № 3. С. 313–325.
Klauzner P.S. et al. Use of partially thermally coupled distillation systems and heat pumps for reducing the energy consumption in the extractive distillation of an isobutanol–isobutyl acetate mixture using dimethylformamide // Theoretical Foundations of Chemical Engineering. 2020. V. 54. № 3. C. 397–406.
Chickos J.S., Acree W.E. Jr. Enthalpies of vaporization of organic and organometallic compounds // J. Physical and Chemical Reference Data. 2003. V. 32. № 2. P. 519–878.
Дополнительные материалы отсутствуют.
Инструменты
Теоретические основы химической технологии