

Теоретические основы химической технологии, 2023, T. 57, № 2, стр. 177-187
Влияние количества и уровня бокового отбора на расход экстрактивного агента в комплексах экстрактивной ректификации с частично связанными тепловыми и материальными потоками
Е. А. Анохина a, *, А. В. Тимошенко a
a МИРЭА – Российский технологический университет (Институт тонких химических технологий
имени М.В. Ломоносова)
119571 Москва, Россия
* E-mail: anokhina.ea@mail.ru
Поступила в редакцию 08.09.2022
После доработки 14.10.2022
Принята к публикации 25.10.2022
- EDN: QEEFYE
- DOI: 10.31857/S0040357123010013
Аннотация
Рассмотрена экстрактивная ректификация трех бинарных смесей (ацетон–хлороформ, ацетон–метанол, аллиловый спирт–аллилацетат) в традиционных двухколонных схемах и в комплексах с частично связанными тепловыми и материальными потоками. Определены оптимальные по критерию суммарных энергетических затрат в кипятильниках колонн параметры схем. Показано, что применение комплексов с частично связанными тепловыми и материальными потоками обеспечивает экономию энергозатрат по сравнению с традиционной схемой на 4.4–29.2%. Выявлено, что при экстрактивной ректификации смеси аллиловый спирт–аллилацетат оптимальное значение расхода экстрактивного агента для двухколонной схемы и комплекса с частично связанными тепловыми и материальными потоками совпадает; оптимальный расход экстрактивного агента в комплексе с частично связанными тепловыми и материальными потоками при разделении смеси ацетон–хлороформ в 1.28 раза ниже, а при разделении смеси ацетон–метанол – в 1.27 раза выше, чем в двухколонной схеме. Установлены причины этого различия.
ВВЕДЕНИЕ
Экстрактивная ректификация (ЭР) – один из методов разделения азеотропных смесей и смесей компонентов с относительной летучестью α → 1. ЭР используется в промышленности для выделения 1,3-бутадиена и изопрена из продуктов пиролиза и дегидрирования С4–С5 фракций [1–3]; разделения алкан-алкен-диеновых фракций, образующихся при дегидрировании алканов и пиролизе углеводородного сырья [1, 4]; выделения ароматических углеводородов из фракций пиролиза и риформинга и жидких продуктов коксования каменного угля [5–7]; выделения стирола из фракции С8 пиролиза [8]; очистки ароматических углеводородов от тиофена и его гомологов [9–12].
Снижение ресурсо- и энергопотребления в технологиях ЭР является актуальной задачей ввиду многотоннажности технологий и достигается за счет выбора наиболее эффективного экстрактивного агента (ЭА) для разделения конкретной смеси [13–15]; параметрической и структурной оптимизации схем [16–18]; проведения процесса в комплексах с частично связанными тепловыми и материальными потоками (ЧСТМП) [18–20]; применения методов внешней теплоинтеграции колонн, в частности, тепловых насосов [21, 22] и неадиабатической ректификации [23].
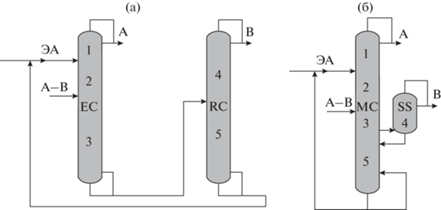
Традиционная схема ЭР для разделения бинарных смесей (рис. 1а) включает две колонны: экстрактивную колонну (EC) и колонну регенерации экстрактивного агента (RC). Комплекс ЭР с ЧСТМП при разделении бинарных смесей с тяжелокипящим экстрактивным агентом представляет собой одну сложную колонну, которая состоит из основной колонны (MC) и боковой укрепляющей секции (SS) (рис. 1б).
Рис. 1.
Схемы ЭР бинарной смеси с тяжелокипящим экстрактивным агентом: (а) – традиционная двухколонная, (б) – комплекс с ЧСТМП. ЭА –экстрактивный агент, А и В – компоненты разделяемой смеси, EC – экстрактивная колонна, RC – колонна регенерации, MC – основная колонна, SS – боковая секция, 1–5 – секции колонн.
Как отмечалось выше, параметрическая оптимизация схем ЭР – один из эффективных способов снижения энергопотребления и полных годовых затрат на проведение данного процесса. После выбора эффективного экстрактивного агента оптимизируемыми параметрами для традиционной двухколонной схемы ЭР, как правило, являются: число тарелок в экстрактивной колонне (Ntotal, EC) и колонне регенерации ЭА (Ntotal, RC), положение тарелок подачи питания (NF, EC и NF, RC) и экстрактивного агента (NE, EC), температура (tE) и расход ЭА, флегмовые числа в колоннах. При проведении ЭР в комплексах с ЧСТМП параметрами оптимизации являются: число тарелок в основной колонне (Ntotal, MC) и в боковой секции (Ntotal, SS), положение тарелок подачи экстрактивного агента и питания в основную колонну (NE, NF), положение тарелки отбора потока в боковую секцию (NS), количество потока, отбираемого в SS, температура и расход ЭА, флегмовые числа в MC и SS.
Как показали результаты наших исследований [19], оптимальное положение тарелок питания в экстрактивной колонне традиционной схемы и в основной колонне комплекса с ЧСТМП практически совпадает, флегмовые числа в экстрактивной колонне и в основной колонне имеют близкие значения. При этом флегмовые числа в боковой секции комплекса с ЧСТМП, существенно ниже, чем в колонне регенерации экстрактивного агента традиционной схемы. Очевидно, это связано с тем, что в боковую секцию поступает поток с высокой концентрацией целевого компонента (~80–90 мас. %), а в колонну регенерации – его сильно разбавленная смесь с экстрактивным агентом (концентрация ЭА > 70 мас. %). Оптимальный расход ЭА в комплексах экстрактивной ректификации (двухколонном и с ЧСТМП) для большинства исследованных смесей отличается не более чем на 10%. Однако имеются и некоторые исключения. Например, при ЭР ацетон–хлороформ (разделяющий агент – диметилформамид) азеотропного состава оптимальный расход диметилформамида (DMF) в традиционной двухколонной схеме и в комплексе с ЧСТМП совпадает [19], а при разделении этой смеси других составов оптимальное значение расхода DMF в комплексе с ЧСТМП на 20–30% ниже, чем в двухколонной схеме [24]. В случае ЭР смеси ацетон-метанол (разделяющий агент – вода) ситуация обратная: оптимальный расход воды в комплексе с ЧСТМП ~ на 20–27% выше, чем в двухколонной схеме [25]. Возникает вопрос: с чем это может быть связано? Оптимальный расход экстрактивного агента в колонне ЭР традиционной схемы при фиксированных числе тарелок в колонне и температуре ЭА зависит, главным образом, от положения тарелок подачи экстрактивного агента и питания. Можно предположить, что в комплексе с ЧСТМП оптимальный расход ЭА зависит не только от указанных параметров, но и от положения тарелки отбора потока в боковую секцию (NS) и количества потока, отбираемого в боковую секцию (FS), причем характер этой зависимости для смесей разной природы неодинаковый.
Цель работы – исследовать влияние положения тарелки отбора потока в боковую секцию и количества потока, отбираемого в боковую секцию, на величину оптимального расхода экстрактивного агента в комплексе с ЧСТМП в зависимости от свойств разделяемой смеси и экстрактивного агента.
РАСЧЕТНАЯ ЧАСТЬ
Для достижения поставленной цели рассмотрена ЭР трех смесей (табл. 1) в традиционной двухколонной схеме и в комплексе с ЧСТМП, определены оптимальные по критерию энергетических затрат параметры указанных схем. Расчеты проводили в программном комплексе PRO-II.
Таблица 1.
Некоторые характеристики объектов исследования при давлении 101.3 кПа
| № смеси | Смесь | Параметры азеотропов | ЭА | Компонент, выделяемый в дистилляте | |||
|---|---|---|---|---|---|---|---|
| tAZ, °C | $x_{1}^{{AZ}}$, мас. % | тип | EC или MC | RC или SS | |||
| I | Ацетон (1)–хлороформ (2) | 64.5 | 22.0 | Гомогенный с максимумом tкип |
DMF | Ацетон | Хлороформ |
| II | Ацетон (1)–метанол (2) | 55.6 | 86.3 | Гомогенный с минимумом tкип |
Вода | Ацетон | Метанол |
| III | Аллиловый спирт (1)–аллилацетат (2) | 95.1 | 62.9 | Гомогенный с минимумом tкип |
Этиленгликоль (EG) | Аллилацетат | Аллиловый спирт |
Расчеты всех схем проводились на 1000 кг/ч исходной смеси эквимассового состава, поступающей в колонну при температуре кипения. Число теоретических тарелок в колоннах и температуру подачи экстрактивного агента в колонну ЭР задавали в соответствии с данными работ [19, 26]. Они приведены в табл. 2. Для моделирования ректификационных колонн использовали имеющийся в программном комплексе PRO-II алгоритм Inside-Out, в основе которого лежит строгая модель теоретической тарелки, учитывающая тепловой баланс на каждой тарелке. Данный алгоритм предполагает совместное решение уравнений материального и теплового балансов и уравнений, описывающих равновесие жидкость-пар. Все колонны в схемах работают при давлении 101.3 кПа. Для моделирования парожидкостного равновесия применяли уравнение локальных составов NRTL с параметрами, опубликованными в работе [19]. Расчет колонн проводили в проектно-поверочном варианте, задавая концентрации основного компонента в продуктовых потоках в соответствии с данными, представленными в табл. 2.
Таблица 2.
Исходные данные для моделирования схем
| Параметр | Смесь I | Смесь II | Смесь III |
|---|---|---|---|
| Число теоретических тарелок в EC | 22 | 35 | 24 |
| Число теоретических тарелок в RC | 22 | 14 | 9 |
| Число теоретических тарелок в MC | 34 | 40 | 28 |
| Число теоретических тарелок в SS | 10 | 9 | 5 |
| Температура ЭА, °C | 60 | 70 | 80 |
| Концентрация основного компонента в потоке ЭА, мас. % | 99.90 | 99.90 | 99.90 |
| Концентрация основного компонента в потоке дистиллята EC или MC, мас. % | 99.50 | 99.50 | 99.50 |
| Концентрация основного компонента в потоке дистиллята RC или SS, мас. % | 99.90 | 99.50 | 99.50 |
| Концентрация основного компонента в кубовом потоке RC или MC, мас. % | 99.90 | 99.90 | 99.90 |
Определение оптимальных рабочих параметров двухколонных схем ЭР. Оптимизацию двухколонных схем проводили по критерию суммарных энергетических затрат в кипятильниках колонн (Q∑reb). Параметрами оптимизации являлись: расход экстрактивного агента (FE), а также положение тарелок подачи потоков ЭА и питания в колонны (NE, NF, EC, NF, RC). Ограничения на оптимизацию – качество продуктов разделения. Оптимизацию проводили в соответствии с алгоритмом, описанным автором [27]. Результаты представлены в табл. 3.
Таблица 3.
Результаты оптимизации двухколонных схем ЭР
| Параметр | Смесь I | Смесь II | Смесь III |
|---|---|---|---|
| Экстрактивная колонна | |||
| Ntotal,EC | 22 | 35 | 24 |
| NE/NF,EC | 4/10 | 15/25 | 5/15 |
| FE, кг/ч | 3200 | 1100 | 3800 |
| RREC | 1.4 | 4.5 | 1.2 |
| Qcond,EC, кВт | –167.5 | –390.2 | –108.3 |
| Qreb,EC, кВт | 339.3 | 414.2 | 320.9 |
| Колонна регенерации | |||
| Ntotal,RC | 22 | 14 | 9 |
| NF,RC | 6 | 9 | 5 |
| RRRC | 5.3 | 2.6 | 0.5 |
| Qcond,RC, кВт | –215.8 | –545.6 | –141.1 |
| Qreb,RC, кВт | 228.0 | 562.1 | 286.9 |
| QΣreb, кВт | 567.3 | 976.3 | 607.8 |
Определение оптимальных рабочих параметров комплексов ЭР с ЧСТМП. Оптимизацию комплексов ЭР с ЧСТМП проводили по критерию минимума энергетических затрат в кипятильнике основной колонны (QЧСТМП). Параметры оптимизации: расход экстрактивного агента (FE), величина потока пара, отбираемого из основной колонны в боковую секцию (FS), положение тарелок подачи ЭА (NE) и исходной смеси (NF), а также тарелки отбора в боковую секцию (NS). Ограничения на оптимизацию – качество продуктов разделения. Давление в колоннах, температуру, количество и состав питания, качество продуктовых потоков задавали такими же, как и для традиционных двухколонных схем. Оптимизацию проводили в соответствии с алгоритмом, описанным автором [27]. Результаты представлены в табл. 4.
Таблица 4.
Результаты оптимизации комплексов ЭР с ЧСТМП
| Параметр | Смесь I | Смесь II | Смесь III |
|---|---|---|---|
| Ntotal,MC | 34 | 40 | 28 |
| Ntotal,SS | 10 | 9 | 5 |
| NE/NF/NS | 4/11/25 | 15/24/34 | 5/15/25 |
| RRMC | 1.1 | 4.5 | 1.2 |
| RRSS | 2.1 | 1.7 | 0.2 |
| FE, кг/ч | 2500 | 1400 | 3800 |
| FS, кг/ч | 1250 | 1100 | 560 |
| QcondMC, кВт | –148.2 | –392.6 | –107.3 |
| QcondSS, кВт | –107.5 | –415.8 | –115.5 |
| QЧСТМП, кВт | 401.9 | 859.4 | 581.3 |
| Снижение энергозатрат относительно QΣreb (ΔQ, %) | 29.2 | 12.0 | 4.4 |
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
Из табл. 4 видно, что проведение ЭР смесей I и II в комплексах с ЧСТМП обеспечивает существенное снижение энергозатрат в кипятильниках колонн по сравнению с традиционной схемой, а в случае ЭР смеси III применение комплекса с ЧСТМП малоэффективно. Полученные результаты подтверждают критерий оценки энергоэффективности применения комплексов с ЧСТМП в ЭР бинарной смеси, сформулированный нами ранее [19]: если флегмовое число в колонне регенерации ЭА двухколонной схемы-прообраза существенно меньше 1, то экономия энергии за счет использования комплексов ЭР с ЧСТМП будет относительно невелика (менее 10%). Как видно из табл. 3, при ЭР смесей I и II флегмовые числа в RC равны 5.3 и 2.6, соответственно, и снижение энергозатрат за счет применения комплексов с ЧСТМП составляет 29.2 и 12.0%, соответственно. В случае ЭР смеси аллиловый спирт-аллилацетат RRRC = 0.5 и ΔQ составляет всего 4.4%.
Из табл. 3 и 4 видно, что оптимальное положение тарелок подачи питания и ЭА в колонну ЭР традиционной схемы и в основную колонну комплекса с ЧСТМП практически совпадает. Флегмовые числа в указанных аппаратах также имеют близкие значения, при этом флегмовые числа в боковой секции существенно ниже, чем в колонне регенерации ЭА традиционной схемы.
При ЭР смеси аллиловый спирт–аллилацетат оптимальное значение расхода EG для двухколонной схемы и комплекса с ЧСТМП совпадает. В случае ЭР смеси ацетон–хлороформ оптимальный расход DMF в комплексе с ЧСТМП в 1.28 раза ниже, чем в традиционной схеме, а в случае ЭР смеси ацетон–метанол, наоборот, оптимальный расход воды в комплексе с ЧСТМП в 1.27 раза выше, чем в двухколонной схеме. Поскольку число тарелок в экстрактивной секции колонны ЭР традиционной схемы и основной колонны комплекса с ЧСТМП практически совпадает, то для объяснения этих фактов мы исследовали влияние положения тарелки отбора в боковую секцию и количества потока, отбираемого в SS, на величину оптимального расхода ЭА в комплексах с ЧСТМП.
На рис. 2 представлены зависимости величины оптимального расхода ЭА от количества бокового отбора при различном положении тарелок отбора в боковую секцию.
Рис. 2.
Зависимость оптимального расхода ЭА от количества бокового отбора при различном положении тарелок отбора в боковую секцию: (а) – при ЭР смеси I, (б) – при ЭР смеси II, (в) – при ЭР смеси III.
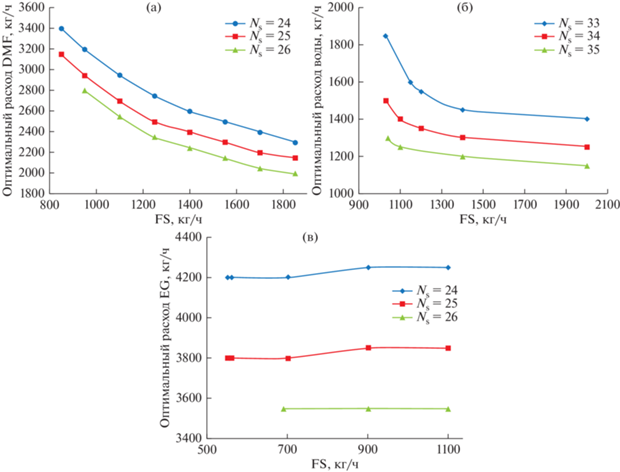
Видно, что при снижении уровня отбора потока в боковую секцию величина оптимального расхода ЭА незначительно снижается (в 1.15–1.2 раза) в исследованном интервале изменения NS. Это связано с тем, что при понижении уровня отбора потока в SS в экстрактивной секции колонны уменьшается концентрация компонента, выделяемого в дистилляте боковой секции, поэтому получение продуктов заданного качества становится возможным при меньшем расходе ЭА.
Как видно из рис. 2а при ЭР смеси ацетон–хлороформ величина оптимального расхода DMF снижается с увеличением количества бокового отбора. По-видимому, это связано с тем, что при увеличении FS в боковом потоке снижается концентрация DMF и увеличивается концентрация хлороформа (рис. 3). При этом концентрация хлороформа на тарелках укрепляющей и экстрактивной секций основной колонны снижается, а концентрация DMF в жидкой фазе в экстрактивной секции возрастает. Следовательно, чем больше FS, тем при более низком расходе DMF возможно получение продуктовых потоков заданного качества. Например, при осуществлении отбора в боковую секцию c 25 т.т. минимальный расход DMF, при котором еще возможно получение продуктов заданного качества, при FS = 850, 1250 и 1850 кг/ч равен 3000, 2410 и 2030 кг/ч, соответственно. Также с ростом FS концентрация хлороформа в паровой фазе на верхних тарелках секции 3 существенно снижается, а концентрация хлороформа в зоне отбора парового потока из основной колонны в боковую секцию возрастает.
Рис. 3.
Зависимость концентрации хлороформа в потоке, обираемом в боковую секцию, от количества бокового отбора при Ns = 25 т. т.
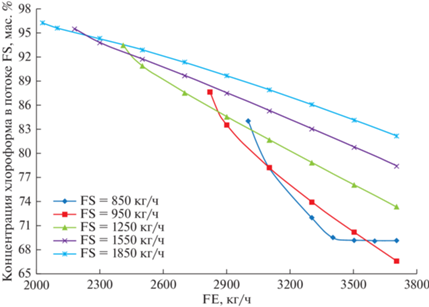
При фиксированном FS при снижении расхода DMF концентрация хлороформа в боковом потоке увеличивается (рис. 3). Однако при этом снижается концентрация DMF на тарелках экстрактивной секции основной колонны. Таким образом, как увеличение FS, так и снижение расхода DMF способствует увеличению концентрации хлороформа в зоне отбора парового потока в боковую секцию.
Вместе с тем, изменение количества FS и расхода ЭА оказывает неоднозначное влияние на величину энергозатрат в кипятильнике комплекса с ЧСТМП. При закрепленном расходе ЭА с увеличением FS возрастают флегмовое число и тепловая нагрузка на конденсатор боковой секции (QcondSS). При этом флегмовое число и тепловая нагрузка на конденсатор основной колонны (QcondMC) снижаются из-за того, что в укрепляющей и экстрактивной секциях основной колонны снижается концентрация хлороформа. Увеличение QcondSS способствует росту QЧСТМП, а снижение QcondMC способствует снижению QЧСТМП. С одной стороны, при фиксированном количестве FS с уменьшением расхода ЭА, уменьшается количество тепла (QE), которое ЭА приносит в колонну, и это способствует росту QЧСТМП. С другой стороны, уменьшается количество тепла, которое ЭА уносит с собой из колонны (QW), а также снижается QcondSS, поскольку в боковом отборе снижается концентрация DMF; эти два фактора способствуют снижению QЧСТМП. С уменьшением расхода DMF при фиксированном значении количества бокового отбора QcondMC увеличивается вследствие роста флегмового числа в основной колонне. Очевидно, что увеличение QcondMC способствует росту QЧСТМП. Необходимо отметить, что изменение значений QE и QW, приходящееся на каждые 10 кг/ч изменения расхода ЭА, не зависит от величины FS. Обозначим суммарное изменение факторов, приводящих к росту QЧСТМП, как ΔQ+, а суммарное изменение факторов, приводящих к снижению QЧСТМП, как ΔQ–. При увеличении FS от минимального до оптимального значения и одновременном снижении расхода DMF до оптимальных для каждого FS значений ΔQ– > ΔQ+, а при дальнейшем увеличении FS сверх оптимального значения ситуация меняется на противоположную.
Таким образом, при ЭР смеси ацетон-хлороформ исследованного состава с увеличением потока FS от минимального до оптимального значения одновременно происходит как снижение оптимального расхода DMF, так и уменьшение энергозатрат в кипятильнике комплекса с ЧСТМП. При дальнейшем увеличении потока FS величина оптимального расхода DMF будет также снижаться, но QЧСТМП начнут возрастать. Как показано автором [27], при ЭР смеси ацетон-хлороформ азеотропного состава увеличение отбора в боковую секцию также способствует снижению оптимального расхода DMF, однако, это сопровождается ростом QЧСТМП, поскольку при увеличении количества FS и снижении расхода ЭА во всей исследованной области варьирования данных параметров ΔQ+ > ΔQ–. Вероятно, это связано с тем, что в данном случае QcondSS больше QcondMC даже при минимальном значении бокового отбора, и при увеличении FS дальнейший рост QcondSS превалирует над снижением QcondMC. Таким образом, при ЭР смеси ацетон–хлороформ азеотропного состава глобальный минимум QЧСТМП достигается при минимальной величине FS и расходе DMF, равном его оптимальному значению для двухколонного комплекса ЭР [27].
Анализ профилей концентраций компонентов по высоте колонны в жидкой фазе для экстрактивной колонны традиционной схемы и основной колонны комплекса с ЧСТМП показал, что при одинаковом расходе DMF концентрация хлороформа в экстрактивной секции комплекса с ЧСТМП даже при минимальном значении FS = = 850 кг/ч ниже, чем концентрация хлороформа в экстрактивной секции колонны ЭР. Как отмечалось выше, с увеличением FS концентрация хлороформа в экстрактивной секции комплекса с ЧСТМП снижается, поэтому в комплексе с ЧСТМП получение продуктовых потоков заданного качества возможно при более низком расходе DMF, чем в традиционной схеме.
При ЭР смеси ацетон–метанол при увеличении FS от минимального значения до 1200 кг/ч оптимальный расход воды снижается на 3.8–16.2% (в зависимости от положения тарелки отбора в боковую секцию), а затем оптимальная величина FE практически не меняется в исследованном диапазоне варьирования количества бокового отбора (рис. 2б).
Как видно из рис. 4, концентрация метанола в боковом отборе при высоких расходах воды имеет максимальные значения при минимальной величине FS. При увеличении FS на 7% от минимального значения (с 1030 до 1100 кг/ч) концентрация метанола в боковом отборе снижается, причем наиболее заметно в области высоких расходов ЭА (~ на 6–8 мас. %), а концентрация воды в боковом отборе при этом возрастает. Вероятно, это связано с тем, что вода имеет низкую температуру кипения и высокие значения коэффициента распределения (~0.5) в зоне отбора парового потока в боковую секцию. Также необходимо отметить, что тарелка отбора в SS расположена достаточно близко к кубу колонны. При дальнейшем увеличении FS концентрация метанола в боковом потоке начинает постепенно возрастать (рис. 4).
Рис. 4.
Зависимость концентрации метанола в потоке, обираемом в боковую секцию, от количества бокового отбора при Ns = 34 т. т.

Анализ концентрационных профилей показал, что при увеличении FS концентрация метанола в экстрактивной секции снижается, а концентрация воды в жидкой фазе в экстрактивной секции возрастает. Увеличение концентрации воды в экстрактивной секции связано с тем, что с ростом FS, с одной стороны, возрастает количество воды, которое поступает в боковую секцию с паровым потоком из основной колонны, а с другой стороны, возрастает количество воды, которое возвращается в основную колонну из боковой секции с потоком жидкости. Концентрации метанола и воды наиболее заметно изменяются при увеличении FS от минимального значения до 1100 кг/ч. Именно в этом интервале изменения FS наблюдается наиболее заметное снижение величины оптимального расхода воды (рис. 2б).
При фиксированном FS при снижении расхода воды концентрация метанола в боковом потоке увеличивается (рис. 4). Однако при этом снижается концентрация воды на тарелках экстрактивной секции основной колонны. При фиксированном FS уменьшение расхода воды приводит к незначительному снижению RRSS и QcondSS. При минимальном и близких к нему значениях FS расход воды оказывает существенное влияние на флегмовое число в основной колонне (RRMC) и QcondMC, при этом на зависимостях RRMC и QcondMC от расхода ЭА наблюдается минимум при оптимальном для заданного FS расходе воды. С уменьшением расхода воды концентрация метанола в укрепляющей и экстрактивной секциях незначительно снижается, а концентрация ацетона возрастает. При этом с уменьшением расхода воды концентрация метанола в зоне отбора в боковую секцию увеличивается, а концентрация воды в экстрактивной секции практически не меняется и только при минимальном ее расходе снижается ~ на 5 мас. %. При значениях FS ≥ 1100 кг/ч снижение расхода воды приводит к росту RRMC и QcondMC во всем исследованном интервале изменения расхода ЭА вследствие увеличения концентрации метанола в укрепляющей и экстрактивной секциях основной колонны и снижения концентрации воды в экстрактивной секции.
При закрепленном значении расхода воды увеличение FS, с одной стороны, приводит к росту RRSS и QcondSS, а, с другой, – к уменьшению RRMC и QcondMC вследствие существенного снижения концентрации метанола на тарелках укрепляющей и экстрактивной секций основной колонны и увеличения концентрации воды в экстрактивной секции. Необходимо отметить, что наиболее заметное изменение концентраций указанных компонентов наблюдается в интервале изменения FS = 1030–1100 кг/ч, а затем при увеличении FS они остаются практически постоянными. При этом количество бокового отбора оказывает более сильное влияние на RRMC и QcondMC, чем на RRSS и QcondSS. Например, при расходе воды 2000 кг/ч увеличение FS на 7% от минимального (с 1030 до 1100 кг/ч) приводит к росту RRSS и QcondSS на 27% и снижению RRMC и QcondMC на 60%. Однако при значениях FS > 1100 кг/ч увеличение бокового потока мало влияет на RRMC и QcondMC. При минимальном значении FS боковой поток содержит минимальное количество ЭА, и при высоких расходах воды флегмовое число в основной колонне имеет достаточно высокие значения (10–11). При снижении расхода ЭА до значений, близких к минимальному, RRMC уменьшается до 8.7, поэтому при минимальном FS минимум QЧСТМП достигается при расходе воды, близком к минимальному. При значениях FS, отличных от минимального, флегмовое число в основной колонне имеет более низкие значения (4.0–4.3) даже в области высоких расходов воды, при этом наиболее заметное снижение RRMC и QcondMC происходит при увеличении FS с 1030 до 1100 кг/ч. Как отмечалось выше, именно в этом диапазоне изменения FS существенно снижается концентрация метанола в укрепляющей и экстрактивной секциях колонны и увеличивается концентрация воды в боковом потоке. При значениях FS ≥ 1100 кг/ч снижение расхода воды приводит к росту RRMC и QcondMC во всем исследованном интервале изменения расхода ЭА. При этом за счет роста FS также увеличивается и QcondSS, что приводит к росту QЧСТМП. Таким образом, глобальный минимум QЧСТМП достигается при FS = 1100 кг/ч.
Анализ профилей концентраций компонентов в жидкой фазе в экстрактивной колонне традиционной схемы и в основной колонне комплекса с ЧСТМП показал, что при расходе воды 1100 кг/ч (оптимальное значение FE для традиционной схемы) концентрация воды в жидкой фазе на тарелках экстрактивной секции колонны ЭР традиционной схемы составляет 45–57 мас. %, при этом концентрация воды в экстрактивной секции комплекса с ЧСТМП существенно ниже (40–48 мас. %) из-за того, что значительное количество воды попадает в боковую секцию с боковым потоком. Поэтому оптимальный расход воды в комплексе с ЧСТМП выше, чем в традиционной схеме и составляет 1400 кг/ч. При расходе воды 1400 кг/ч концентрация воды в экстрактивной секции комплекса с ЧСТМП становится примерно равной концентрации воды в экстрактивной секции колонны ЭР традиционной схемы при расходе воды 1100 кг/ч.
При ЭР смеси аллиловый спирт-аллилацетат величина оптимального расхода EG практически не зависит от количества потока, отбираемого в боковую секцию (рис. 2в). В данном случае поток бокового отбора содержит в основном аллиловый спирт, выделяемый в дистилляте боковой секции, и состав этого потока мало меняется при изменении количества FS и расхода EG (рис. 5). Высокая концентрация аллилового спирта в боковом отборе обусловлена тем, что EG имеет достаточно высокую температуру кипения (197.3°C) и коэффициент распределения EG в зоне отбора в боковую секцию имеет низкие значения и равен 0.04–0.06.
Рис. 5.
Зависимость концентрации аллилового спирта в потоке, обираемом в боковую секцию, от количества бокового отбора при Ns = 25 т. т.
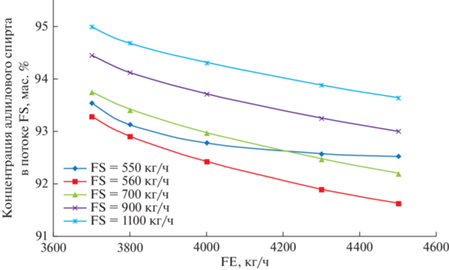
При увеличении FS от 550 кг/ч (минимальное значение) до 560 кг/ч наблюдается незначительное (на 0.1–0.9 мас. %) снижение концентрации аллилового спирта, а при дальнейшем увеличении FS концентрация аллилового спирта немного возрастает. Однако необходимо отметить, что в отличие от ЭР смеси I этот рост существенно ниже: при увеличении FS в 2 раза от минимального значения концентрация аллилового спирта в боковом потоке возрастает всего на 1.2–1.5 мас. %. При фиксированном FS при уменьшении расхода EG концентрация аллилового спирта в боковом отборе также возрастает незначительно (на 1–1.5 мас. %).
При фиксированном FS при уменьшении расхода EG флегмовое число в основной колонне и QcondMC увеличиваются, а флегмовое число в боковой секции и QcondSS, снижаются незначительно. Вместе с тем, увеличение FS приводит к росту QcondSS и, соответственно, к росту QЧСТМП, поэтому глобальный минимум энергозатрат в кубе основной колонны комплекса с ЧСТМП достигается при величине бокового отбора, близкой к минимальному значению FS, и расходе EG, совпадающему с оптимальным расходом этиленгликоля в традиционной схеме ЭР.
ЗАКЛЮЧЕНИЕ
На примере ЭР трех бинарных азеотропных смесей выполнено исследование влияния положения тарелки отбора потока в боковую секцию и количества потока, отбираемого в боковую секцию, на величину оптимального расхода экстрактивного агента в комплексе с ЧСТМП. Установлено, что при снижении уровня отбора потока в боковую секцию величина оптимального расхода ЭА незначительно снижается (в 1.15–1.2 раза) в исследованном интервале изменения положения тарелки отбора. Выявлено, что при ЭР смеси ацетон-хлороформ исследованного состава питания с ростом количества потока, отбираемого в боковую секцию, величина оптимального расхода ЭА снижается. Вследствие этого оптимальный расход ЭА в комплексе с ЧСТМП в 1.28 раза ниже, чем в традиционной двухколонной схеме. Аналогичные результаты получены автором [27] при ЭР данной смеси других составов и при ЭР смеси метилацетат–хлороформ. При ЭР смеси ацетон–метанол на начальном участке увеличения количества бокового отбора от минимального значения оптимальный расход воды снижается, а затем практически не меняется в исследованном диапазоне варьирования количества бокового отбора. В данном случае ЭА имеет достаточно низкую температуру кипения и высокие значения коэффициента распределения в зоне отбора парового потока в боковую секцию, вследствие этого значительное количество ЭА попадает в боковую секцию с боковым потоком, поэтому оптимальный расход воды в комплексе с ЧСТМП выше, чем в традиционной схеме. При ЭР смеси аллиловый спирт–аллилацетат количество бокового отбора практически не влияет на величину оптимального расхода этиленгликоля, и оптимальные значения расхода ЭА в традиционной схеме и в комплексе с ЧСТМП совпадают. Аналогичные результаты получены автором [27] для ряда других смесей с положительным азеотропом, для разделения которых используются высококипящие экстрактивные агенты.
Таким образом, установлены причины различия значений оптимального расхода экстрактивного агента в традиционной схеме ЭР и комплексе с ЧСТМП. Показано, что при ЭР смесей с отрицательным азеотропом возможно, увеличивая отбор в боковую секцию, целенаправленно снижать расход экстрактивного агента, что особенно важно в случае высокой стоимости последнего.
Работа выполнена при финансовой поддержке Минобрнауки России в рамках государственного задания РТУ МИРЭА, тема № 0706-2020-0020.
ОБОЗНАЧЕНИЯ
| DMF | диметилформамид |
| EG | этиленгликоль |
| FE | расход экстрактивного агента |
| FS | количества потока, отбираемого в боковую секцию |
| N | номер тарелки |
| Ntotal | число тарелок в колонне |
| Q | тепловая нагрузка |
| RR | флегмовое число |
| t | температура |
ИНДЕКСЫ
АББРЕВИАТУРЫ
Список литературы
Павлов С.Ю. Выделение и очистка мономеров для синтетического каучука. Л.: Химия, 1987.
Lei Z.G., Zhou R.Q., Duan Z.T. Process improvement on separating C4 by extractive distillation // Chem. Eng. J. 2002. V.85. P. 379.
Мазурин О.А., Волков А.Н., Курбатов В.А., Зиятдинов Н.Н. Способ разделения смесей углеводородов изопентан–изоамилен–изопренсодержащией фракции или бутан–бутилен–дивинильной фракции: пат. 2406717 Российская Федерация. № 2008144948/04; заявл. 12.11.2008; опубл. 20.12.2010, Бюл. №35. 5 с.
Павлов О.С., Павлов С.Ю. Способ разделения алкан-алкеновых фракций: пат. 2379277 Российская Федерация. № 2008126571/04; заявл. 30.06.2008; опубл. 20.01.2012, Бюл. №2. 14 с.
Гайле А.А., Сомов В.Е. Процессы разделения и очистки продуктов переработки нефти и газа. СПб.: Химиздат, 2012.
Гайле А.А., Сомов В.Е. Сульфолан. Получение, свойства и применение в качестве селективного растворителя. СПб.: Химииздат, 2014.
Li W., Xu B., Lei Zh., Dai Ch. Separation of benzene and cyclohexane by extractive distillation intensified with ionic liquid // Chem. Eng. Proc.: Process Intensification. 2018. V. 126. P. 81.
Дин Ч., Джин В., Чимпяну А., Сили Э. Способы и системы выделения стирола из стиролсодержащего сырья: пат. 2546124 Российская Федерация. № 2012105431/04; заявл. 22.05.2012; опубл. 10.04.2015, Бюл. № 10. 17 с.
Зарецкий М.И. Очистка коксохимического бензола от тиофена. Получение чистого тиофена из тиофеновой фракции методом экстрактивной ректификации. Расчет промышленной установки // Кокс и химия. 2004. №6. С. 20.
Han J., Lei Zh., Dong Y., Dai Ch., Chen B. Process intensification on the separation of benzene and thiophene by extractive distillation // AIChE J. 2015. V. 61. № 12. P. 4470.
Anokhina E.A., Timoshenko A.V., Akishin A.Yu., Remizova A.V. Benzene purification from thiophene usingdimethylformamide as an entrainer in thermally coupled extractive distillation columns // Chem. Eng. Res. Des. 2019. V. 146. P. 391.
Анохина Е.А., Якутин Р.И., Тимошенко А.В. Очистка бензола от тиофена экстрактивной ректификацией с применением колонн с боковым отбором в паровой фазе // Теорет. основы хим. технол. 2021. Т. 55. № 5. С. 578.
Shen W., Dong L., Wei S., Li J., Benyounes H., You X., Gerbaud V. Systematic Design of an Extractive Distillation for Maximum-Boiling Azeotropes with Heavy Entrainers // AIChE J. 2015. V. 61. № 11. P. 3898.
Sprakel L.M.J., Kamphuis P., Nikolova A.L., Keijspe’r D.J., Schuur B. Solvent selection for extractive distillation processes to separate close-boiling polar systems // Chem. Eng. Res. Des. 2019. V. 144, P. 123.
Жучков В.И., Раева В.М., Фролкова А.К. Выбор селективных агентов для экстрактивной ректификации методом газожидкостной хроматографии // Теорет. основы хим. технол. 2017. Т. 51. № 6. С. 704.
You X.Q., Rodriguez-Donis I., Gerbaud V. Improved design and efficiency of the extractive distillation process for acetone-methanol with water // Ind. Eng. Chem. Res. 2015. V. 54. P. 491.
De Figueirêdo M.F., Brito K.D., Wagner B.R., Vasconcelos L.G.S., Brito R.P. Optimization of the design and operation of extractive distillation process // Sep. Sci. Technol. 2015. V. 50. P. 2238.
Timoshenko A. V., Anokhina E.A., Morgunov A.V., Rudakov D.G. Application of the partially thermally coupled distillation flowsheets for the extractive distillation of ternary azeotropic mixtures // Chem. Eng. Res. Des. 2015. V. 104. P. 139.
Anokhina Elena, Timoshenko Andrey. Criterion of the energy effectiveness of extractive distillation in the partially thermally coupled columns // Chem. Eng. Res. Des. 2015. V. 99. P. 165.
Xiaojing Shi, Xiaoxiao Zhao, Zhishan Zhang, Min Li, Jun Gao. Energy-saving quaternary extractive distillation processes with single- or double-dividing-wall column for separation of acetone/methanol/butanone/tert-butyl alcohol // Chem. Eng. Process.: Process Intensif. 2020. V. 153. P. 1.
Klauzner P.S., Rudakov D.G., Anokhina E.A., Timoshenko A.V. Optimal modes of side-section flow in heat-pump-assisted extractive distillation systems for separating allyl alcohol – allyl acetate mixtures with butyl propionate // Fine Chemical Technologies. 2021. V. 16. № 3. P. 213.
Yinggui Xu, Jinlong Li, Qing Ye, Yudong Li. Energy efficient extractive distillation process assisted with heat pump and heat integration to separate acetonitrile/1,4-dioxane/water // Process Safety and Environmental Protection. 2021. V. 156. P. 144.
Nova-Rincón A., Ramos M.A., Gómez J.M. Simultaneous optimal design and operation of a diabatic extractive distillation column based on exergy analysis // International J. Energy. 2015. V. 17. № 3. P. 287.
Анохина Е.А., Долматов Б.Б., Тимошенко А.В. Энергетическая эффективность экстрактивной ректификации смеси ацетон-хлоpофоpм в сложной колонне с боковой секцией // Хим. технол. 2008. № 8. С. 402.
Анохина Е.А., Сидорова Ю.И., Тимошенко А.В. Экстрактивная ректификация смеси ацетон – метанол с водой в комплексе с частично связанными тепловыми и материальными потоками // Вестник МИТХТ. 2011. Т.6. № 5. С. 118.
Анохина Е.А., Тимошенко А.В., Новикова Е.Н. Влияние состава исходной смеси на энергетическую эффективность комплексов со связанными тепловыми и материальными потоками в экстрактивной ректификации смеси аллиловый спирт-аллилацетат // Материалы конференции РХТУ им. Д.И. Менделеева “Ресурсо- и энергосберегающие технологии в химической и нефтехимической промышленности”. Москва, 2006. С. 41.
Анохина Е.А. Экстрактивная ректификация в комплексах с частично связанными тепловыми и материальными потоками. Дис. … докт. техн. наук. М.: МИРЭА – Российский технологический университет, 2020.
Дополнительные материалы отсутствуют.
Инструменты
Теоретические основы химической технологии