

Теоретические основы химической технологии, 2023, T. 57, № 2, стр. 151-165
Моделирование процессов очистки низших олефинов пирогаза от ацетиленовых углеводородов на никелевых полиметаллических катализаторах
Е. В. Писаренко a, А. Б. Пономарев b, В. Н. Писаренко c, Н. А. Мамченков a, Л. Н. Хандожко a
a Российский химико-технологический университет им. Д.И. Менделеева
Москва, Россия
b Институт элементоорганических соединений им. А.Н. Несмеянова Российской академии наук
Москва, Россия
c ООО Синтон
Москва, Россия
Поступила в редакцию 25.12.2022
После доработки 11.01.2023
Принята к публикации 17.01.2023
- EDN: EJEAFH
- DOI: 10.31857/S0040357123020082
Аннотация
Изучена кинетика реакций селективного гидрирования ацетиленовых углеводородов в этан-этиленовой и пропан-пропиленовой фракциях (ЭЭФ и ППФ) пирогаза на полиметаллическом никелевом катализаторе, промотированном металлами I, III, IV и VI групп Периодической таблицы Д.И. Менделеева. Размеры цилиндрических гранул, используемых в каталитических исследованиях – диаметр 2 мм, длина 10 мм. Содержание никеля в катализаторе менее 32 мас. %. Кинетические опыты проводили в лабораторном проточном реакторе диаметром 2 см с длиной реакционной зоны 20 см и стендовом реакторе с внутренним диаметром трубки 3.2 см и длиной реакционной зоны 600 см. При проведении опытов варьировали объемной скоростью сырьевого потока 2000–42 000 ч–1, температурой реакционной зоны 330–410 К, давлением 1–30 атм, мольным отношением водород : ацетиленовые углеводороды 2–10. Предложен стадийный двухмаршрутный механизм протекания реакции гидрирования ацетиленовых углеводородов и выведена соответствующая ему кинетическая модель. Всего поставлено 80 опытов на лабораторной и стендовой установках. Нелинейным методом наименьших квадратов оценены константы кинетической модели и макрокинетические константы модели стендового реактора. Показано соответствие предложенных моделей результатам эксперимента. Доказана возможность совместной очистки ЭЭФ и ППФ пирогаза в одном реакторе при приросте олефинов в продуктовом потоке по сравнению с сырьевым потоком.
ВВЕДЕНИЕ
Высокие темпы развития промышленности в мире требуют разработки и внедрения в промышленности передовых высокорентабельных энерго- и ресурсосберегающих каталитических процессов получения моторных топлив – карбюраторных, дизельных, реактивных, а также ключевых продуктов нефтехимического синтеза – олефинов, изоалканов, алкилароматики, спиртов, органических кислот и кетонов [1–6]. Следует отметить при этом, что габариты реакционных аппаратов для их производства уже столь значительны, что дальнейшее увеличение их объема при масштабировании уже не приводит к заметному возрастанию рентабельности вышеуказанных производств. Поэтому требуется создание новых способов организации каталитических процессов, при которых не происходит существенного увеличения общего реакционного объема промышленных катализаторов с увеличением производительности производств. Для решения этой проблемы необходима разработка новых бифункциональных и/или полифункциональных катализаторов, обеспечивающих в заданном объеме реактора селективное протекание всех целевых реакций при значительной конверсии исходного сырья за счет увеличения производительности работы катализаторов [7, 8]. Необходимо добиться также в промышленности разработки каталитических систем, которые способствуют сокращению энергетических и эксплуатационных затрат на реализацию каталитического процесса. В частности, сроки эксплуатации каталитических систем должны быть несколько лет, а регенерация катализаторов должна быть осуществлена без потери их активности. В создаваемых катализаторах необходимо обеспечить отсутствие благородных дорогостоящих металлов [9–13]. Катализаторы должны быть не дороги и способствовать ускорению протеканию химических реакций различных классов. Активность и селективность катализаторов должны регулироваться в основном за счет процессов их активации.
Необходима разработка новых конструкций каталитических реакторов, обеспечивающих высокую производительность комплексной переработки сырья. Иначе, требуется реализовать совмещение реакционных, тепло-массообменных процессов в одном аппарате при совмещении каталитических реакций как в зерне катализатора, так и в объеме каталитического слоя. Последнее приводит к сокращению числа реакционных аппаратов, общего количества используемого катализатора и к упрощению технологической схемы производства.
В настоящее время процессы гидрирования непредельных алканов осуществляются в основном на Pd- или Pt-содержащих катализаторах [14–17], а также бифункциональных Pt-Re и/или Pd-Re катализаторах. Они обеспечивают высокую селективность проведения реакций гидрирования в частности в этан-этиленовой, пропан-пропиленовой и бутан-бутиленовой фракциях пирогаза. Содержание активных компонентов на поверхности катализаторов не велико и обычно находится в пределах 0.02–0.5 мас. %. Объемная скорость каталитического процесса гидрирования ацетиленовых углеводородов обычно в пределах 2000–10 000 ч–1. При длительной эксплуатации катализаторов они работают как правило при объемной скорости 2000–6000 ч–1. В качестве носителей перечисленных выше катализаторов обычно используются оксиды алюминия [18], кремния [19], титана [20], алюмосиликаты [21], карбиды кремния [22]. Теплопроводность подобных гранул как правило невелика и при содержании ацетиленовых углеводородов в сырье свыше 1 об. % возможен значительный разогрев гранул катализатора. При этом перепад температур в гранулах может быть 320–340 К, что нежелательно, так как резко снижается селективность реакций гидрирования ацетиленовых углеводородов в олефиновые углеводороды. Иначе требуемое содержание ацетиленовых углеводородов в продуктовом потоке не может быть менее 1 ppm. При этом и концентрация олефинов в продуктовом потоке никогда не будет превосходить содержание олефинов в сырьевом потоке. Диапазон температур реакционной среды в каталитическом реакторе должен находиться в пределах 328–408 К.
Следовательно, в настоящее время представляется перспективным использовать полиметаллические катализаторы, в частности, никелевые, промотированные металлами I, III, IV, VI групп Периодической Таблицы Д.И. Менделеева. Они могут быть изготовлены с любой формой гранул, обеспечивающие как микротурбулентность сырьевого потока, обтекающего гранулу, так и высокую теплопроводность каждой отдельной гранулы и каталитического слоя в целом, а также большую скорость реакционного потока в аппарате от 2000 до 42 000 ч–1. Последнее допускает уменьшение реакционного объема реактора и проведение в одном аппарате различных химических реакций на одном и том же катализаторе. При этом безусловно сокращается и общий объем необходимого для промышленной эксплуатации катализатора.
ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
При проведении кинетических экспериментов использовали катализатор КСН-47 с основным компонентом никелем, промотированный элементами I, III, VI групп Периодической Таблицы Д.И. Менделеева. Катализатор приготавливался методами порошковой металлургии по стадиям:
1) Подготовка шихты,
2) Формование шихты,
3) Спекание формованных образцов,
4) Восстановление образцов катализатора.
Никелевые катализаторы подобного типа высокоактивны, подавляют реакции олигомеризации непредельных соединений на внешней и внутренней поверхности катализатора КСН-47 и позволяют проводить гидрирование ацетиленовых углеводородов вплоть до их остаточного содержания в продуктовом потоке 1 ppm при объемных скоростях потока от 2000 до 42 000 ч–1. Потери олефинов при гидрировании ацетиленовых углеводородов на никелевых катализаторах практически отсутствуют. Содержание никеля в гранулах катализатора 2 × 10 мм составляет менее 32 мас. %. При начальной концентрации водорода и ацетиленовых углеводородов в сырье менее 5 и 1.5 об. % соответственно, наблюдается возрастание концентрации целевых олефиновых углеводородов в продуктовом потоке при объемной скорости подачи сырья менее 42 000 ч–1.
Изучение кинетики и макрокинетики химических реакций гидрирования в пропан-пропиленовых углеводородных смесях и при совмещенной очистке олефинов этан-этиленовой и пропан-пропиленовой фракций проводили как в изотермическом проточном реакторе с объемом реакционной зоны 60 см3, так и в стендовом реакторе внутренним диаметром 3.2 см и длиной реакционной зоны 600 см. В ходе проведения опытов варьировали объемной скоростью потока от 2000 до 42 000 ч–1, температурой реакции от 330 до 410 К, давлением от 1 до 30 атм, мольным отношением водород : ацетиленовые углеводороды от 2 до 10. По результатам эксперимента предложен стадийный механизм реакции гидрирования ацетиленовых углеводородов, построена кинетическая модель и модель каталитического реактора. Оценены кинетические и макрокинетические константы моделей методом нелинейных наименьших квадратов. Подтверждено соответствие моделей результатам стендового и кинетического эксперимента.
ПОСТРОЕНИЕ КИНЕТИЧЕСКОЙ МОДЕЛИ РЕАКЦИЙ ГИДРИРОВАНИЯ АЦЕТИЛЕНОВЫХ УГЛЕВОДОРОДОВ НА ПОЛИФУНКЦИОНАЛЬНОМ НИКЕЛЕВОМ КАТАЛИЗАТОРЕ
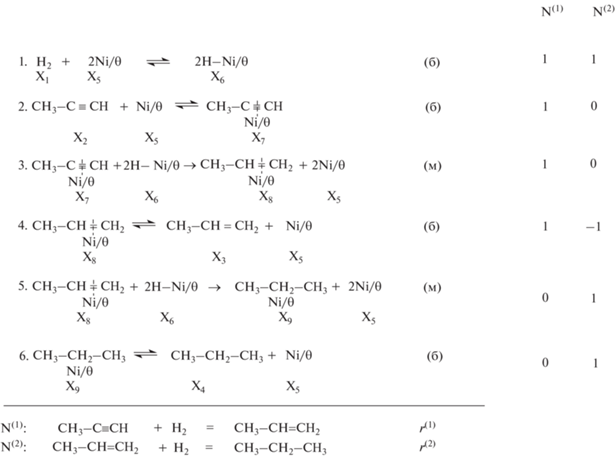
Выполнен анализ 6-стадийного, двухмаршрутного механизма реакций гидрирования ацетиленовых углеводородов в ЭЭФ и ППФ пирогаза на многокомпонентных никелевых катализаторах типа КСН-47. При этом предполагали, что реакции олигомеризации олефиновых и ацетиленовых углеводородов на поверхности катализатора не протекают, стадии адсорбции ацетиленовых, олефиновых и алкановых углеводородов протекают быстро и обратимо, а адсорбция водорода происходит быстро и диссоциативно. Медленными стадиями являются реакции гидрирования ацетиленовых и олефиновых углеводородов. Стадийный механизм реакций гидрирования представлен на рис. 1.
Рис. 1.
Стадийный механизм реакции селективного гидрирования метилацетилена на никельсодержащих полиметаллических катализаторах.
Основная система кинетических уравнений представима в виде:
где $B$ − стехиометрическая матрица элементарных химических реакций.Стехиометрическая матрица В стадийного механизма реакций очистки олефинов пирогаза от ацетиленовых углеводородов может быть представлена в виде клеточной матрицы:
где ${{B}_{{nb}}}$ − подматрица стехиометрических коэффициентов небоденштейновских веществ, ${{B}_{b}}$ − подматрица стехиометрических коэффициентов боденштейновских веществ стадийного механизма сложной химической реакции.Ранг подматрицы ${{B}_{b}}$ равен 4, а число боденштейновских веществ равно 5, следовательно, существует один химический инвариант для боденштейновских веществ, т.е.:
где ${{X}_{i}}$ − поверхностная концентрация i-го реагента.Для небоденштейновских веществ в качестве ключевых веществ выберем метилацетилен (${{P}_{2}}$) и пропилен (${{P}_{3}}$).
Число маршрутов по правилу Хориути определяется следующим образом:
Векторы стехиометрических чисел Хориути для соответствующих маршрутов реакций ${{\nu }^{{(1)}}}$, ${{\nu }^{{(2)}}}$, …, ${{\nu }^{{(Р)}}}$ определяются в результате решения уравнений:
Вычисляется вектор скоростей реакций по маршрутам $r$ и матрица итоговых уравнений по маршрутам ${{B}_{f}}$:
что позволяет записать систему кинетических уравнений в виде:Ранг ${{B}_{f}}$ равен двум, следовательно существуют два уравнения химических инвариантов для небоденштейновских веществ. Таким образом, поскольку имеем два химических инварианта в множестве 4 небоденштейновских веществ, то система 4 дифференциальных уравнений для небоденштейновских веществ может быть преобразована к системе двух дифференциальных уравнений для ключевых небоденштейновских веществ (метилацетилена и пропилена) и двух уравнений химических инвариантов для неключевых небоденштейновских веществ.
Уравнения химических инвариантов:
где $P_{1}^{{}}$, $P_{2}^{{}}$, $P_{3}^{{}}$, $P_{4}^{{}}$ − парциальные давления небоденштейновских веществ: водорода, метилацетилена, пропилена и пропана, соответственно (атм).Кинетическая модель имеет вид:
(11)
$R_{2}^{В} = - \frac{{{{k}_{{ + 3}}}{{K}_{1}}{{K}_{2}}{{P}_{1}}{{P}_{2}}}}{{{{{\left( {1 + K_{1}^{{0.5}}{{P}_{1}}^{{0.5}} + {{K}_{2}}{{P}_{2}} + K_{4}^{{ - 1}}{{P}_{3}} + K_{6}^{{ - 1}}{{P}_{4}}} \right)}}^{3}}}},$(12)
$R_{3}^{B} = \frac{{{{k}_{{ + 3}}}{{K}_{1}}{{K}_{2}}{{P}_{1}}{{P}_{2}} - {{k}_{{ + 5}}}{{K}_{2}}K_{4}^{{ - 1}}{{P}_{1}}{{P}_{3}}}}{{{{{\left( {1 + K_{1}^{{0.5}}{{P}_{1}}^{{0.5}} + {{K}_{2}}{{P}_{2}} + K_{4}^{{ - 1}}{{P}_{3}} + K_{6}^{{ - 1}}{{P}_{4}}} \right)}}^{3}}}},$Уравнения (9)–(10) могут быть использованы также для дополнительной проверки соответствия кинетической модели эксперименту.
Система дифференциальных уравнений модели политропического стендового реактора имеет вид:
(14)
$\begin{gathered} \frac{{dT}}{{d\tau }} = {{\left[ {\left( {\frac{{\Delta {{H}_{1}}}}{{RT}}} \right){{r}^{{(1)}}} + \left( {\frac{{\Delta {{H}_{2}}}}{{RT}}} \right){{r}^{{(2)}}}} \right]} \mathord{\left/ {\vphantom {{\left[ {\left( {\frac{{\Delta {{H}_{1}}}}{{RT}}} \right){{r}^{{(1)}}} + \left( {\frac{{\Delta {{H}_{2}}}}{{RT}}} \right){{r}^{{(2)}}}} \right]} {{{C}_{p}}{{C}_{m}}}}} \right. \kern-0em} {{{C}_{p}}{{C}_{m}}}} + \\ + \,\,\frac{{4\alpha }}{{{{d}_{R}}{{C}_{p}}{{C}_{m}}}}\left( {T - {{T}_{х}}} \right). \\ \end{gathered} $Начальные условия:
(15)
$\begin{gathered} \tau = 0,\,\,\,\,{{P}_{i}}(0) = P_{i}^{0},\,\,\,\,i = 1,...,4, \\ T(0) = T_{{}}^{0}. \\ \end{gathered} $Проводится сравнительный анализ новых полиметаллических никелевых катализаторов КСН-47 с испытанными ранее модифицированными палладийсодержащими катализаторами КПНМ-45М селективного гидрирования ацетиленовых углеводородов в ЭЭФ и ППФ пирогаза [7, 8]. Длительные испытания катализаторов гидрирования ацетиленовых углеводородов КПНМ-45М в ЭЭФ и ППФ пирогаза показывают, что катализаторы обладают высокой селективностью только при проведении каталитических реакций с объемной скоростью, не превышающей 10 000 ч–1. При объемных скоростях выше 6000 ч–1 не наблюдали превышения содержания этилена в продуктовом потоке по отношению к сырьевому потоку при содержании ацетиленовых углеводородов в продуктовом потоке менее 1 ppm. Аналогичная ситуация имеет место и в процессе гидрирования метилацетилена в пропилен на палладийсодержащем катализаторе КПНМ-45М. Такими же свойствами обладают катализаторы МА-15 и ГИПХ-108.
Целью исследований является проверка возможности использования катализатора КСН-47 модифицированного никельсодержащего в реакциях селективного гидрирования ацетиленовых углеводородов при скоростях подачи сырья в реактор от 2000 до 42 000 ч–1, а также возможности организации совместного гидрирования двух фракций ЭЭФ и ППФ в одном реакторе при повышенных скоростях подачи сырья.
Численные значения параметров кинетических моделей селективного гидрирования ацетилена и метилацетилена на палладийсодержащем катализаторе КПНМ-45M приводятся в табл. 1 и 2 соответственно.
Таблица 1.
Оценки кинетических констант модели реакции гидрирования ацетилена на палладийсодержащем катализаторе КПНМ-45М
| Константа адсорбционно-десорбционного равновесия
1 стадии $K_{1}^{{0.5}} = {{e}^{{{{k}_{{0,1}}} + {{k}_{{0,2}}}/T}}}$,атм–0.5 |
Константа адсорбционно-десорбционного равновесия
2 стадии $K_{2}^{{}} = {{e}^{{{{k}_{{0,3}}} + {{k}_{{0,4}}}/T}}}$,атм–1 |
Константа скорости
медленной 3 стадии ${{k}_{{ + 3}}}{{K}_{1}}{{K}_{2}} = {{e}^{{{{k}_{{0,5}}} + {{k}_{{0,6}}}/T}}}$,атм с–1 |
|||
| ${{k}_{{0,1}}}$ | ${{k}_{{0,2}}}$ | ${{k}_{{0,3}}}$ | ${{k}_{{0,4}}}$ | ${{k}_{{0,5}}}$ | ${{k}_{{0,6}}}$ |
| –10.173 | 2507.49 | 3.624 | 46.27 | 25.188 | –5155.0 |
| Константа адсорбционно-десорбционного равновесия
4 стадии ${{K}_{4}}^{{ - 1}} = {{e}^{{{{k}_{{0,7}}} + {{k}_{{0,8}}}/T}}}$, атм–1 |
Константа скорости
медленной 5 стадии ${{k}_{{ + 5}}}{{K}_{2}}{{K}_{4}}^{{ - 1}} = {{e}^{{{{k}_{{0,9}}} + {{k}_{{0,10}}}/T}}}$, атм с–1 |
Константа адсорбционно-десорбционного равновесия 6 стадии ${{K}_{6}}^{{ - 1}} = {{e}^{{{{k}_{{0,11}}} + {{k}_{{0,12}}}/T}}}$, атм–1 |
|||
| ${{k}_{{0,7}}}$ | ${{k}_{{0,8}}}$ | ${{k}_{{0,9}}}$ | ${{k}_{{0,10}}}$ | ${{k}_{{0,11}}}$ | ${{k}_{{0,12}}}$ |
| –2.5375 | 827.9279 | 4.04 | –695.14 | –7.7588 | 1511.7948 |
Таблица 2.
Оценки кинетических констант модели реакции гидрирования метилацетилена на палладийсодержащем катализаторе КПНМ-45М
| Константа адсорбционно-десорбционного равновесия
1 стадии $K_{1}^{{0.5}} = {{e}^{{{{k}_{{0,1}}} + {{k}_{{0,2}}}/T}}}$,атм–0.5 |
Константа адсорбционно-десорбционного равновесия
2 стадии ${{K}_{2}} = {{e}^{{{{k}_{{0,3}}} + {{k}_{{0,4}}}/T}}}$,атм–1 |
Константа скорости
медленной 3 стадии ${{k}_{{ + 3}}}{{K}_{1}}{{K}_{2}} = {{e}^{{{{k}_{{0,5}}} + {{k}_{{0,6}}}/T}}}$,атм с–1 |
|||
| ${{k}_{{0,1}}}$ | ${{k}_{{0,2}}}$ | ${{k}_{{0,3}}}$ | ${{k}_{{0,4}}}$ | ${{k}_{{0,5}}}$ | ${{k}_{{0,6}}}$ |
| –10.173 | 2507.49 | 4.224 | 46.47 | 24.33 | –5134.0 |
| Константа адсорбционно-десорбционного равновесия
4 стадии ${{K}_{4}}^{{ - 1}} = {{e}^{{{{k}_{{0,7}}} + {{k}_{{0,8}}}/T}}}$,атм–1 |
Константа скорости
медленной 5 стадии ${{k}_{{ + 5}}}{{K}_{2}}{{K}_{4}}^{{ - 1}} = {{e}^{{{{k}_{{0,9}}} + {{k}_{{0,10}}}/T}}}$,атм с–1 |
Константа адсорбционно-десорбционного равновесия 6 стадии ${{K}_{6}}^{{ - 1}} = {{e}^{{{{k}_{{0,11}}} + {{k}_{{0,12}}}/T}}}$,атм–1 |
|||
| ${{k}_{{0,7}}}$ | ${{k}_{{0,8}}}$ | ${{k}_{{0,9}}}$ | ${{k}_{{0,10}}}$ | ${{k}_{{0,11}}}$ | ${{k}_{{0,12}}}$ |
| –2.5677 | 887.9079 | 3.94 | –755.14 | –7.3889 | 1812.84 |
Численные значения параметров кинетической модели реакций гидрирования ацетиленовых углеводородов в ЭЭФ и ППФ пирогаза на никелевых полиметаллических катализаторах КСН-47 представлены в табл. 3.
Таблица 3.
Оценки кинетических констант модели реакций гидрирования ацетиленовых углеводородов в ЭЭФ и ППФ пирогаза на никелевых полиметаллических катализаторах КСН-47
| Константа адсорбционно-десорбционного равновесия 1 стадии $K_{1}^{{0.5}} = {{e}^{{{{k}_{{0,1}}} + {{k}_{{0,2}}}/T}}}$, атм–1 |
Константа адсорбционно-десорбционного равновесия 2 стадии ${{K}_{2}} = {{e}^{{{{k}_{{0,3}}} + {{k}_{{0,4}}}/T}}}$, атм–1 |
Константа скорости
медленной 3 стадии ${{k}_{{ + 3}}}{{K}_{1}}{{K}_{2}} = {{e}^{{{{k}_{{0,5}}} + {{k}_{{0,6}}}/T}}}$, атм с–1 |
|||
| ${{k}_{{0,1}}}$ | ${{k}_{{0,2}}}$ | ${{k}_{{0,3}}}$ | ${{k}_{{0,4}}}$ | ${{k}_{{0,5}}}$ | ${{k}_{{0,6}}}$ |
| –9.97 | 2497.49 | 4.224 | 46.47 | 24.98 | –5234.09 |
| Константа адсорбционно-десорбционного равновесия 4 стадии ${{K}_{4}}^{{ - 1}} = {{e}^{{{{k}_{{0,7}}} + {{k}_{{0,8}}}/T}}}$, атм–1 |
Константа скорости
медленной 5 стадии ${{k}_{{ + 5}}}{{K}_{2}}{{K}_{4}}^{{ - 1}} = {{e}^{{{{k}_{{0,9}}} + {{k}_{{0,10}}}/T}}}$, атм с–1 |
Константа адсорбционно-десорбционного равновесия 6 стадии ${{K}_{6}}^{{ - 1}} = {{e}^{{{{k}_{{0,11}}} + {{k}_{{0,12}}}/T}}}$, атм–1 |
|||
| ${{k}_{{0,7}}}$ | ${{k}_{{0,8}}}$ | ${{k}_{{0,9}}}$ | ${{k}_{{0,10}}}$ | ${{k}_{{0,11}}}$ | ${{k}_{{0,12}}}$ |
| –2.5677 | 887.9279 | 4.94 | –755.3879 | –7.3889 | 1812.84 |
Результаты экспериментальных исследований кинетики реакций селективного гидрирования ацетилена в ЭЭФ пирогаза в лабораторном изотермическом проточном реакторе на палладийсодержащем катализаторе КПНМ-45M при различных условиях проведения процесса приведены в табл. 4–7. Из результатов, представленных в табл. 4–7 следует, что при возрастании температуры реакции от 333 до 393 К скорость реакции гидрирования заметно возрастает.
Таблица 4.
Результаты экспериментальных исследований кинетики реакций гидрирования ацетилена в ЭЭФ пирогаза на палладийсодержащем катализаторе КПНМ-45М (условия опыта Т = 333 К, Р = 30 атм, объемная скорость 2000 ч–1, состав сырья ${{P}_{{{{{\text{H}}}_{{\text{2}}}}}}}$ = 2.34 атм, ${{P}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{2}}}}}}}$ = 0.94 атм, ${{P}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{4}}}}}}}$ = 26.8 атм, ${{P}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{6}}}}}}}$ =0.037 атм)
| № | Время контакта, с | Состав продуктового потока (расч.), атм | Состав продуктового потока (эксп.), атм | |||||
|---|---|---|---|---|---|---|---|---|
| Н2 | С2Н2 | С2Н4 | С2Н6 | С2Н2 | С2Н4 | прирост этилена | ||
| 1 | 0.05 | 2.3356 | 9.3572 × 10–1 | 26.8042 | 3.7052 × 10–2 | 9.3427 × 10–1 | 26.8035 | 3.5 × 10–3 |
| 2 | 0.75 | 2.2745 | 8.7533 × 10–1 | 26.8638 | 3.7819 × 10–2 | 8.6923 × 10–1 | 26.8462 | 0.0462 |
| 3 | 1.5 | 2.2079 | 8.0869 × 10–1 | 26.9286 | 3.8719 × 10–2 | 8.1279 × 10–1 | 26.9574 | 0.1574 |
| 4 | 2.0 | 2.1629 | 7.6531 × 10–1 | 26.9723 | 3.9370 × 10–2 | 7.5564 × 10–1 | 26.9955 | 0.1955 |
| 5 | 3.0 | 2.0716 | 6.7548 × 10–1 | 27.0607 | 4.0816 × 10–2 | 6.5098 × 10–1 | 27.1128 | 0.3128 |
| 6 | 5.0 | 1.8868 | 4.9429 × 10–1 | 27.2382 | 4.4451 × 10–2 | 5.2692 × 10–1 | 27.3513 | 0.5513 |
| 7 | 10.0 | 1.4960 | 1.1832 × 10–1 | 27.5974 | 6.1282 × 10–2 | 1.3128 × 10–1 | 27.4689 | 0.6689 |
| 8 | 15.0 | 1.3572 | 1.0366 × 10–3 | 27.6764 | 9.0151 × 10–2 | 1.0689 × 10–3 | 27.6096 | 0.8096 |
| 9 | 20.0 | 1.3173 | 8.0807 × 10–4 | 27.6557 | 1.2041 × 10–1 | 8.1214 × 10–4 | 27.7034 | 0.9034 |
| 10 | 30.0 | 1.2624 | 8.3539 × 10–5 | 27.6024 | 1.7457 × 10–1 | 8.2965 × 10–5 | 27.5996 | 0.7996 |
| 11 | 40.0 | 1.2155 | 1.5902 × 10–7 | 27.5555 | 2.8140 × 10–1 | 1.6256 × 10–7 | 27.5089 | 0.7089 |
| 12 | 50.0 | 1.1742 | 4.8057 × 10–9 | 27.5142 | 2.627 × 10–1 | Отсутствует | 27.5062 | 0.7062 |
Таблица 5.
Результаты экспериментальных исследований кинетики реакций гидрирования ацетилена в ЭЭФ пирогаза на палладийсодержащем катализаторе КПНМ-45М (условия опыта Т = 343 К, Р = 30 атм, объемная скорость 2000 ч–1, состав сырья ${{P}_{{{{{\text{H}}}_{{\text{2}}}}}}}$ = 0.8 атм, ${{P}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{2}}}}}}}$ = 0.32 атм, ${{P}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{4}}}}}}}$ = 26.8 атм, ${{P}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{6}}}}}}}$ = 0.037 атм, остальное – азот)
| № | Время контакта, с | Состав продуктового потока (расч.), атм | Состав продуктового потока (эксп.), атм | |||||
|---|---|---|---|---|---|---|---|---|
| Н2 | С2Н2 | С2Н4 | С2Н6 | С2Н2 | С2Н4 | прирост этилена | ||
| 1 | 0.05 | 7.968 × 10–1 | 3.1689 × 10–1 | 26.8090 | 3.7069 × 10–2 | 3.1702 × 10–1 | 26.8080 | 8 × 10–3 |
| 2 | 0.25 | 7.8432 × 10–1 | 3.0463 × 10–1 | 26.8150 | 3.7917 × 10–2 | 3.0388 × 10–1 | 26.8150 | 0.0150 |
| 3 | 0.75 | 7.5428 × 10–1 | 2.7526 × 10–1 | 26.8437 | 3.7972 × 10–2 | 2.6845 × 10–1 | 26.8205 | 0.0205 |
| 4 | 1.0 | 7.3995 × 10–1 | 2.6126 × 10–1 | 26.8574 | 3.8309 × 10–2 | 2.5849 × 10–1 | 26.8585 | 0.0585 |
| 5 | 1.5 | 7.1267 × 10–1 | 2.3468 × 10–1 | 26.8833 | 3.9009 × 10–2 | 2.4612 × 10–1 | 26.8775 | 0.0775 |
| 6 | 2.0 | 6.8728 × 10–1 | 2.1000 × 10–1 | 26.9072 | 3.9722 × 10–2 | 2.0995 × 10–1 | 26.8944 | 0.0944 |
| 7 | 3.0 | 6.4209 × 10–1 | 1.6632 × 10–1 | 26.9494 | 4.1233 × 10–2 | 1.8064 × 10–1 | 26.9304 | 0.1304 |
| 8 | 5.0 | 5.7315 × 10–1 | 1.0065 × 10–1 | 27.0118 | 4.4495 × 10–2 | 1.2334 × 10–1 | 27.0060 | 0.2060 |
| 9 | 10.0 | 4.8910 × 10–1 | 2.5530 × 10–2 | 27.0780 | 5.3427 × 10–2 | 2.7035 × 10–2 | 27.0654 | 0.2654 |
| 10 | 15.0 | 4.6073 × 10–1 | 6.2905 × 10–3 | 27.0881 | 6.2559 × 10–2 | 9.3256 × 10–3 | 27.0901 | 0.2901 |
| 11 | 20.0 | 4.4707 × 10–1 | 1.5929 × 10–3 | 27.0839 | 7.1513 × 10–2 | 3.0569 × 10–3 | 27.0824 | 0.2824 |
| 12 | 30.0 | 4.2867 × 10–1 | 1.1853 × 10–4 | 27.0684 | 8.8444 × 10–2 | 1.2268 × 10–4 | 27.0758 | 0.2758 |
| 13 | 40.0 | 4.1290 × 10–1 | 1.0700 × 10–5 | 27.0588 | 1.0410 × 10–1 | 1.0366 × 10–5 | 27.0629 | 0.2629 |
| 14 | 50.0 | 3.9834 × 10–1 | 1.1443 × 10–6 | 27.0383 | 1.1865 × 10–1 | 4.1238 × 10–6 | 27.0458 | 0.2458 |
| 15 | 60.0 | 3.8476 × 10–1 | 1.4202 × 10–7 | 27.0247 | 1.3223 × 10–1 | 2.0218 × 10–7 | 27.0324 | 0.2324 |
Таблица 6.
Результаты экспериментальных исследований кинетики реакций гидрирования ацетилена в ЭЭФ пирогаза на палладийсодержащем катализаторе КПНМ-45М (условия опыта Т = 373 К, Р = 30 атм, объемная скорость 2000 ч–1, состав сырья ${{P}_{{{{{\text{H}}}_{{\text{2}}}}}}}$ = 0.8 атм, ${{P}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{2}}}}}}}$ = 0.32 атм, ${{P}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{4}}}}}}}$ = 26.8 атм, ${{P}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{6}}}}}}}$ = 0.037 атм, остальное – азот)
| № | Время контакта, с | Состав продуктового потока (расч.), атм |
Состав продуктового потока (эксп.), атм |
|||||
|---|---|---|---|---|---|---|---|---|
| Н2 | С2Н2 | С2Н4 | С2Н6 | С2Н2 | С2Н4 | прирост этилена | ||
| 1 | 0.05 | 7.8963 × 10–1 | 3.0972 × 10–1 | 26.8101 | 3.7089 × 10–2 | 3.1120 × 10–1 | 26.8090 | 0.0290 |
| 2 | 0.25 | 7.5220 × 10–1 | 2.7264 × 10–1 | 26.8469 | 3.7437 × 10–2 | 3.0262 × 10–1 | 26.8350 | 0.0350 |
| 3 | 0.75 | 6.8059 × 10–1 | 2.0181 × 10–1 | 26.9169 | 3.8262 × 10–2 | 2.0641 × 10–1 | 26.8910 | 0.0910 |
| 4 | 1.0 | 6.5330 × 10–1 | 1.7495 × 10–1 | 26.9433 | 3.8654 × 10–2 | 1.8220 × 10–1 | 26.9212 | 0.1212 |
| 5 | 2.0 | 5.7909 × 10–1 | 1.0223 × 10–1 | 27.0146 | 4.0131 × 10–2 | 1.2330 × 10–1 | 27.0101 | 0.2101 |
| 6 | 3.0 | 5.3722 × 10–1 | 6.1791 × 10–2 | 27.0536 | 4.1519 × 10–2 | 7.0215 × 10–2 | 27.0484 | 0.2484 |
| 7 | 5.0 | 4.9655 × 10–1 | 2.3716 × 10–2 | 27.0891 | 4.4161 × 10–2 | 3.2404 × 10–3 | 27.0714 | 0.2714 |
| 8 | 10.0 | 4.6882 × 10–1 | 2.3610 × 10–3 | 27.1041 | 5.0534 × 10–2 | 5.0150 × 10–3 | 27.0980 | 0.2980 |
| 9 | 15.0 | 4.6046 × 10–1 | 2.4608 × 10–4 | 27.0999 | 5.6780 × 10–2 | 2.0228 × 10–4 | 27.0920 | 0.2920 |
| 10 | 17.5 | 4.5721 × 10–1 | 8.0472 × 10–5 | 27.0971 | 5.9867 × 10–2 | 9.6889 × 10–5 | 27.0900 | 0.2900 |
| 11 | 20.0 | 4.5410 × 10–1 | 2.6597 × 10–5 | 27.0940 | 6.2925 × 10–2 | 3.0677 × 10–5 | 27.0880 | 0.2880 |
| 12 | 22.5 | 4.5106 × 10–1 | 8.9279 × 10–6 | 27.0910 | 6.5594 × 10–2 | 9.6540 × 10–6 | 27.0852 | 0.2852 |
| 13 | 25.0 | 4.4809 × 10–1 | 3.0445 × 10–6 | 27.0881 | 6.8910 × 10–2 | 4.3696 × 10–6 | 27.0830 | 0.2830 |
| 14 | 27.5 | 4.4516 × 10–1 | 1.0544 × 10–6 | 27.0851 | 7.1837 × 10–2 | 2.6262 × 10–6 | 27.0820 | 0.2820 |
| 15 | 30.0 | 4.4277 × 10–1 | 3.7084 × 10–7 | 27.0822 | 7.4722 × 10–2 | 4.2460 × 10–7 | 27.0810 | 0.2810 |
Таблица 7.
Результаты экспериментальных исследований кинетики реакций гидрирования ацетилена в ЭЭФ пирогаза на палладийсодержащем катализаторе КПНМ-45М (условия опыта Т = 393 К, Р = 30 атм, объемная скорость 2000 ч–1, состав сырья ${{P}_{{{{{\text{H}}}_{{\text{2}}}}}}}$ = 0.8 атм, ${{P}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{2}}}}}}}$ = 0.32 атм, ${{P}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{4}}}}}}}$ = 26.8 атм, ${{P}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{6}}}}}}}$ = 0.037 атм, остальное – азот)
| № | Время контакта, с | Состав продуктового потока (расч.), атм | Состав продуктового потока (эксп.), атм | |||||
|---|---|---|---|---|---|---|---|---|
| Н2 | С2Н2 | С2Н4 | С2Н6 | С2Н2 | С2Н4 | прирост этилена | ||
| 1 | 0.05 | 7.8564 × 10–1 | 3.0571 × 10–1 | 26.8142 | 3.7068 × 10–2 | 3.1608 × 10–1 | 26.8084 | 0.0084 |
| 2 | 0.25 | 7.3585 × 10–1 | 2.5619 × 10–1 | 26.8634 | 3.7330 × 10–2 | 2.7866 × 10–1 | 26.8554 | 0.0554 |
| 3 | 0.75 | 6.4922 × 10–1 | 1.7016 × 10–1 | 26.9488 | 3.7941 × 10–2 | 2.0156 × 10–1 | 26.9015 | 0.1015 |
| 4 | 1.0 | 6.1922 × 10–1 | 1.4045 × 10–1 | 26.9783 | 3.8228 × 10–2 | 1.2011 × 10–2 | 26.9513 | 0.1513 |
| 5 | 1.5 | 5.7553 × 10–1 | 9.7313 × 10–2 | 27.0209 | 3.8778 × 10–2 | 1.0016 × 10–2 | 27.0012 | 0.2012 |
| 6 | 2.0 | 5.4619 × 10–1 | 6.8496 × 10–2 | 27.0491 | 3.9304 × 10–2 | 7.2082 × 10–2 | 27.0312 | 0.2312 |
| 7 | 3.0 | 5.1152 × 10–1 | 3.4844 × 10–2 | 27.0818 | 4.0319 × 10–2 | 5.0124 × 10–2 | 27.0693 | 0.2693 |
| 8 | 5.0 | 4.8416 × 10–1 | 9.4456 × 10–3 | 27.1052 | 4.2281 × 10–2 | 1.0652 × 10–2 | 27.0899 | 0.2899 |
| 9 | 10.0 | 4.7027 × 10–1 | 3.8168 × 10–4 | 27.1095 | 4.7105 × 10–2 | 0.7012 × 10–3 | 27.0990 | 0.2990 |
| 10 | 15.0 | 4.6515 × 10–1 | 1.6175 × 10–5 | 27.1051 | 5.1858 × 10–2 | 0.9062 × 10–5 | 27.0960 | 0.2960 |
| 11 | 20.0 | 4.6045 × 10–1 | 7.1740 × 10–7 | 27.1004 | 5.6542 × 10–2 | 0.8956 × 10–7 | 27.0920 | 0.2920 |
Из результатов, представленных в табл. 4 следует, что при проведении реакции гидрирования ацетилена в ЭЭФ пирогаза на палладийсодержащем катализаторе КПНМ-45М при температуре 333 К, давлении 30 атм (состав реакционной смеси: ${{P}_{{{{{\text{H}}}_{{\text{2}}}}}}}$ = 2.34 атм, ${{P}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{2}}}}}}}$ = 0.94 атм, ${{P}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{4}}}}}}}$ = 26.8 атм, ${{P}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{6}}}}}}}$ = 0.037 атм) максимальный состав олефинов достигается при времени контакта 20 с и составляет 27.70 атм. Следует отметить, что при времени контакта 40 с достигается селективная очистка ЭЭФ пирогаза от ацетиленовых углеводородов. Прирост олефиновых углеводородов в продуктовом потоке по сравнению с сырьевым составляет 0.71 атм. Селективность по этилену ${{S}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{4}}}}}}}$ (прирост этилена, полученный вследствие конверсии ацетилена) достигает 75.4% при данном времени контакта.
(16)
${{S}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{4}}}}}}} = \frac{{{{C}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{4}}}}}}} - {{C}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{4}}}}({\text{in}})}}}}}{{{{C}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{2}}}}({\text{in}})}}} - {{C}_{{{{{\text{C}}}_{{\text{2}}}}{{{\text{H}}}_{{\text{2}}}}}}}}} \times 100\% .$В табл. 5 представлены результаты опытов при температуре 343 К, давлении 30 атм при составе реакционной смеси: парциальном давлении водорода 0.8 атм, ацетилена 0.32 атм, этилена 26.8 атм, этана 0.037 атм, остальное – азот, соответственно. Максимальный состав олефинов в продуктовом потоке достигается при времени контакта 15 с и составляет 27.09 атм. Прирост олефинов при этом времени контакта составляет 0.29 атм. При времени контакта 60 с достигается селективная очистка ЭЭФ пирогаза от ацетиленовых углеводородов. Селективность по этилену достигает 72.6%.
В табл. 6 представлены результаты экспериментов при температуре 373 К, давлении 30 атм. Максимальный состав олефинов в продуктовом потоке достигается при времени контакта 10 с и составляет 27.10 атм. Прирост олефинов при этом времени контакта составляет 0.30 атм. При времени контакта 30 с достигается селективная очистка ЭЭФ пирогаза от ацетиленовых углеводородов. Селективность по этилену достигает 87.8%.
В табл. 7 представлены результаты экспериментов при температуре 393 К, давлении 30 атм. При времени контакта 20 с достигается селективная очистка ЭЭФ пирогаза от ацетиленовых углеводородов. Селективность по этилену 91.25%.
Результаты гидрирования метилацетилена в ППФ пирогаза на палладийсодержащем катализаторе КПНМ-45М приведены в табл. 8.
Таблица 8.
Результаты экспериментальных исследований кинетики реакций гидрирования метилацетилена в ППФ пирогаза на палладийсодержащем катализаторе КПНМ-45М (условия опыта Т = 393 К, Р = 30 атм, объемная скорость 2000 ч–1, состав сырья ${{P}_{{{{{\text{H}}}_{{\text{2}}}}}}}$ = 0.8 атм, ${{P}_{{{{{\text{C}}}_{{\text{3}}}}{{{\text{H}}}_{{\text{4}}}}}}}$ = 0.32 атм, ${{P}_{{{{{\text{C}}}_{{\text{3}}}}{{{\text{H}}}_{{\text{6}}}}}}}$ = 26.8 атм, ${{P}_{{{{{\text{C}}}_{{\text{3}}}}{{{\text{H}}}_{{\text{8}}}}}}}$ = 0.037 атм, остальное – азот)
| № | Время контакта, с | Состав продуктового потока (расч.), атм | Состав продуктового потока (эксп.), атм | |||||
|---|---|---|---|---|---|---|---|---|
| Н2 | С3Н4 | С3Н6 | С3Н8 | С3Н4 | С3Н6 | прирост пропилена | ||
| 1 | 0.05 | 7.9707 × 10–1 | 3.1710 × 10–1 | 26.8028 | 3.7023 × 10–2 | 3.1801 × 10–1 | 26.8020 | 0.0200 |
| 2 | 0.25 | 7.8545 × 10–1 | 3.0557 × 10–1 | 26.8143 | 3.7119 × 10–2 | 3.2080 × 10–1 | 26.8164 | 0.0164 |
| 3 | 0.75 | 7.5691 × 10–1 | 2.7728 × 10–1 | 26.8423 | 3.7370 × 10–2 | 2.8112 × 10–1 | 26.8360 | 0.0360 |
| 4 | 1.0 | 7.4296 × 10–1 | 2.6346 × 10–1 | 26.8560 | 3.7502 × 10–2 | 2.6211 × 10–1 | 26.8506 | 0.0506 |
| 5 | 1.5 | 7.1578 × 10–1 | 2.3656 × 10–1 | 26.8836 | 3.7781 × 10–2 | 2.4012 × 10–1 | 26.8710 | 0.0710 |
| 6 | 2.0 | 6.8972 × 10–1 | 2.1080 × 10–1 | 26.9081 | 3.8080 × 10–2 | 2.1524 × 10–1 | 26.8964 | 0.0964 |
| 7 | 3.0 | 6.4155 × 10–1 | 1.6330 × 10–1 | 26.9545 | 3.8748 × 10–2 | 1.7028 × 10–1 | 26.9621 | 0.1621 |
| 8 | 5.0 | 5.6511 × 10–1 | 8.8449 × 10–2 | 27.0287 | 4.0337 × 10–2 | 9.2682 × 10–2 | 26.9947 | 0.1947 |
| 9 | 10.0 | 4.8342 × 10–1 | 1.2024 × 10–2 | 27.3994 | 4.5542 × 10–2 | 1.2016 × 10–2 | 27.1482 | 0.3482 |
| 10 | 15.0 | 4.6698 × 10–1 | 1.3125 × 10–3 | 27.1043 | 5.1325 × 10–2 | 1.3436 × 10–3 | 27.1122 | 0.3122 |
| 11 | 20.0 | 4.6000 × 10–1 | 1.4180 × 10–4 | 27.0997 | 5.7138 × 10–2 | 1.3579 × 10–4 | 27.0941 | 0.1941 |
| 12 | 30.0 | 4.4853 × 10–1 | 1.8450 × 10–6 | 27.0885 | 6.8469 × 10–2 | 1.7350 × 10–6 | 27.0836 | 0.2836 |
| 13 | 40.0 | 4.3761 × 10–1 | 2.8124 × 10–8 | 27.0776 | 6.5433 × 10–2 | 3.0247 × 10–8 | 27.0786 | 0.2786 |
В табл. 8 представлены результаты экспериментов по гидрированию метилацетилена в ППФ пирогаза на палладийсодержащем катализаторе КПНМ-45М при температуре 393 К, давлении 30 атм. Максимальный состав олефинов в продуктовом потоке достигается при времени контакта 10 с и составляет 27.15 атм. Прирост олефинов при этом времени контакта составляет 0.35 атм. При времени контакта 40 с достигается селективная очистка ППФ пирогаза от ацетиленовых углеводородов. Селективность по пропилену (прирост пропилена, полученный вследствие конверсии метилацетилена) достигает 87.06%.
Результаты изучения реакции гидрирования метилацетилена в ППФ пирогаза на никельсодержащем катализаторе КСН-47 в лабораторном изотермическом проточном реакторе при разных условиях проведения реакции представлены в табл. 9–10.
Таблица 9.
Результаты экспериментальных исследований кинетики реакций гидрирования метилацетилена в ППФ пирогаза на никельсодержащем катализаторе КСН-47 (условия опыта Т = 348 К, Р = 30 атм, объемная скорость 2000 ч–1, состав сырья ${{P}_{{{{{\text{H}}}_{{\text{2}}}}}}}$ = 0.8 атм, ${{P}_{{{{{\text{C}}}_{{\text{3}}}}{{{\text{H}}}_{{\text{4}}}}}}}$ = 0.32 атм, ${{P}_{{{{{\text{C}}}_{{\text{3}}}}{{{\text{H}}}_{{\text{6}}}}}}}$ = 26.8 атм, ${{P}_{{{{{\text{C}}}_{{\text{3}}}}{{{\text{H}}}_{{\text{8}}}}}}}$ = 0.037 атм, остальное – азот)
| № | Время контакта, с | Состав продуктового потока (расч.), атм | Состав продуктового потока (эксп.), атм | |||||
|---|---|---|---|---|---|---|---|---|
| Н2 | С3Н4 | С3Н6 | С3Н8 | С3Н4 | С3Н6 | прирост пропилена | ||
| 1 | 1.0 | 7.0057 × 10–1 | 2.2761 × 10–1 | 26.8853 | 4.4037 × 10–2 | 2.3213 × 10–1 | 26.9053 | 0.1053 |
| 2 | 2.0 | 6.3178 × 10–1 | 1.6543 × 10–1 | 26.9409 | 5.0646 × 10–2 | 1.5980 × 10–1 | 26.9612 | 0.1612 |
| 3 | 3.0 | 5.8211 × 10–1 | 1.2206 × 10–1 | 26.9779 | 5.6954 × 10–2 | 1.2834 × 10–1 | 27.0040 | 0.2040 |
| 4 | 5.0 | 5.1668 × 10–1 | 6.8611 × 10–2 | 27.0194 | 6.8924 × 10–2 | 6.7990 × 10–2 | 27.0202 | 0.2202 |
| 5 | 10.0 | 4.3823 × 10–1 | 1.8000 × 10–2 | 27.0422 | 9.6763 × 10–2 | 1.9804 × 10–2 | 27.0398 | 0.2398 |
| 6 | 15.0 | 3.9932 × 10–1 | 5.1443 × 10–3 | 27.0590 | 1.2282 × 10–1 | 5.1848 × 10–3 | 27.1898 | 0.3898 |
| 7 | 20.0 | 3.7106 × 10–1 | 1.5699 × 10–3 | 27.0790 | 1.4750 × 10–1 | 2.2112 × 10–3 | 27.0560 | 0.2560 |
| 8 | 25.0 | 3.4692 × 10–1 | 5.1668 × 10–4 | 26.9856 | 1.7053 × 10–1 | 4.9493 × 10–4 | 27.0010 | 0.2010 |
| 9 | 30.0 | 3.2512 × 10–1 | 1.8371 × 10–4 | 26.9647 | 1.9205 × 10–1 | 1.7068 × 10–4 | 26.9732 | 0.1732 |
| 10 | 35.0 | 3.0509 × 10–1 | 7.0325 × 10–5 | 26.9449 | 2.1197 × 10–1 | 8.1234 × 10–5 | 26.9568 | 0.1568 |
| 11 | 40.0 | 2.8657 × 10–1 | 8.8837 × 10–5 | 26.9265 | 2.3045 × 10–1 | 1.7558 × 10–5 | 26.8885 | 0.0885 |
| 12 | 50.0 | 2.5346 × 10–1 | 5.2335 × 10–6 | 26.8934 | 2.6354 × 10–1 | 7.0125 × 10–6 | 26.8790 | 0.0790 |
| 13 | 60.0 | 2.2480 × 10–1 | 1.4603 × 10–6 | 26.8443 | 2.9219 × 10–1 | 2.1234 × 10–6 | 26.8590 | 0.0590 |
| 14 | 70.0 | 1.9988 × 10–1 | 4.3713 × 10–7 | 26.8398 | 2.1711 × 10–1 | 5.8130 × 10–7 | 26.8412 | 0.0412 |
Таблица 10.
Результаты экспериментальных исследований кинетики реакций гидрирования метилацетилена в ППФ пирогаза на никельсодержащем катализаторе КСН-47 (условия опыта Т = 363 К, Р = 30 атм, объемная скорость 2000 ч–1, состав сырья ${{P}_{{{{{\text{H}}}_{{\text{2}}}}}}}$ = 0.8 атм, ${{P}_{{{{{\text{C}}}_{{\text{3}}}}{{{\text{H}}}_{{\text{4}}}}}}}$ = 0.32 атм, ${{P}_{{{{{\text{C}}}_{{\text{3}}}}{{{\text{H}}}_{{\text{8}}}}}}}$ = 26.8 атм, ${{P}_{{{{{\text{C}}}_{{\text{3}}}}{{{\text{H}}}_{{\text{8}}}}}}}$ = 0.037 атм, остальное – азот)
| № | Время контакта, с | Состав продуктового потока (расч.), атм | Состав продуктового потока (эксп.), атм | |||||
|---|---|---|---|---|---|---|---|---|
| Н2 | С3Н4 | С3Н6 | С3Н8 | С3Н4 | С3Н6 | прирост пропилена | ||
| 1 | 0.05 | 7.9781 × 10–1 | 3.1789 × 10–1 | 26.8020 | 3.7079 × 10–2 | 3.1910 × 10–1 | 26.8018 | 0.0018 |
| 2 | 0.25 | 7.8908 × 10–1 | 3.0949 × 10–1 | 26.8101 | 3.7404 × 10–2 | 3.1050 × 10–1 | 26.8096 | 0.0096 |
| 3 | 0.75 | 7.6737 × 10–1 | 2.8869 × 10–1 | 26.8301 | 3.8250 × 10–2 | 2.9011 × 10–1 | 26.8286 | 0.0286 |
| 4 | 1.0 | 7.5660 × 10–1 | 2.7829 × 10–1 | 26.8400 | 3.8692 × 10–2 | 2.8086 × 10–1 | 26.8395 | 0.0395 |
| 5 | 1.5 | 7.3524 × 10–1 | 2.5785 × 10–1 | 26.8595 | 3.9617 × 10–2 | 2.5801 × 10–1 | 26.8620 | 0.0620 |
| 6 | 2.0 | 7.1419 × 10–1 | 2.3779 × 10–1 | 26.8786 | 4.0601 × 10–2 | 2.3960 × 10–1 | 26.9010 | 0.1010 |
| 7 | 3.0 | 6.7331 × 10–1 | 1.9907 × 10–1 | 26.9151 | 4.2761 × 10–2 | 2.3720 × 10–1 | 26.9650 | 0.1650 |
| 8 | 5.0 | 5.9912 × 10–1 | 1.3002 × 10–1 | 26.9789 | 4.7945 × 10–2 | 1.2840 × 10–1 | 27.0252 | 0.2252 |
| 9 | 10.0 | 4.8028 × 10–1 | 2.9398 × 10–2 | 27.0614 | 6.6112 × 10–2 | 2.8412 × 10–2 | 27.0880 | 0.2880 |
| 10 | 15.0 | 4.3392 × 10–1 | 4.9167 × 10–3 | 27.0641 | 8.7987 × 10–2 | 4.9004 × 10–3 | 27.0904 | 0.2904 |
| 11 | 20.0 | 4.0817 × 10–1 | 8.3502 × 10–4 | 27.0465 | 1.0966 × 10–1 | 8.2162 × 10–4 | 27.0564 | 0.2564 |
| 12 | 25.0 | 3.8708 × 10–1 | 1.5711 × 10–4 | 27.0267 | 1.3007 × 10–1 | 1.6408 × 10–4 | 27.0365 | 0.2365 |
| 13 | 30.0 | 3.6788 × 10–1 | 3.2934 × 10–5 | 27.0078 | 1.4915 × 10–1 | 3.4381 × 10–5 | 27.0182 | 0.2182 |
| 14 | 40.0 | 3.3327 × 10–1 | 1.9351 × 10–6 | 26.9732 | 1.8722 × 10–1 | 2.0128 × 10–6 | 26.9812 | 0.1812 |
| 15 | 50.0 | 3.0281 × 10–1 | 1.5875 × 10–7 | 26.9428 | 2.1418 × 10–1 | 1.6882 × 10–7 | 26.9521 | 0.1521 |
Из результатов, представленных в табл. 9 следует, что при проведении реакции гидрирования метилацетилена в ППФ пирогаза на модифицированном никельсодержащем катализаторе КСН-47 при температуре 348 К и давлении 30 атм, объемной скорости 2000 ч–1 максимальное содержание пропилена в продуктовом потоке достигается при времени контакта 15 с и составляет 27.19 атм, при этом прирост пропилена достигает 0.39 атм. При времени контакта 70 с достигается селективная очистка ППФ пирогаза от метилацетилена. Прирост метилацетилена составляет 0.041 атм. Селективность по пропилену достигает 12.87%.
При увеличении температуры реакционной смеси до 363 К, давлении 30 атм, объемной скорости 2000 ч–1 максимальное содержание пропилена в продуктовом потоке достигается при времени контакта 15 с и составляет 27.09 атм, при этом прирост пропилена достигает 0.29 атм. При времени контакта 50 с достигается селективная очистка ППФ пирогаза от метилацетилена. Прирост метилацетилена составляет 0.15 атм. Селективность по пропилену достигает 47.53%.
Результаты стендовых экспериментов по проведению реакции селективного гидрирования метилацетилена в ППФ пирогаза на никельсодержащем катализаторе КСН-47 представлены в табл. 11.
Таблица 11.
Результаты стендового эксперимента никельсодержащего катализатора КСН-47 в реакции гидрирования метилацетилена в трубчатом политропическом реакторе, охлаждаемом водным конденсатом. Катализатор загружен в трубку реактора (dтр=3.2 см, l = 60 см). Условия опыта Т = 333 К, Р = 30 атм, объемная скорость 3000 ч–1, состав сырья ${{P}_{{{{{\text{H}}}_{{\text{2}}}}}}}$ = 0.8 атм, ${{P}_{{{{{\text{C}}}_{{\text{3}}}}{{{\text{H}}}_{{\text{4}}}}}}}$ = 0.32 атм, ${{P}_{{{{{\text{C}}}_{{\text{3}}}}{{{\text{H}}}_{{\text{8}}}}}}}$ = 26.8 атм, ${{P}_{{{{{\text{C}}}_{{\text{3}}}}{{{\text{H}}}_{{\text{8}}}}}}}$ = 0.037 атм, остальное – азот, температура водного конденсата 373 К
| № | Время контакта, с | Состав продуктового потока (расч.), атм | Cкорость по маршрутам | Состав продуктового потока (эксп.), атм | Температура продуктового потока | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Н2 | С3Н4 | С3Н6 | С3Н8 | r1 | r2 | С3Н4 | С3Н6 | |||
| 1 | 0.05 | 7.940 × 10–1 | 3.152 × 10–1 | 26.809 | 3.755 × 10–2 | 9.721 × 10–2 | 1.101 × 10–2 | 3.132 × 10–1 | 26.807 | 333.76 |
| 2 | 0.25 | 7.723 × 10–1 | 2.951 × 10–1 | 26.822 | 3.975 × 10–2 | 1.029 × 10–1 | 1.082 × 10–2 | 3.051 × 10–1 | 26.825 | 336.91 |
| 3 | 1.0 | 6.823 × 10–1 | 2.131 × 10–1 | 26.896 | 7.776 × 10–2 | 1.114 × 10–1 | 1.021 × 10–2 | 2.146 × 10–1 | 26.901 | 349.57 |
| 4 | 2.0 | 5.734 × 10–1 | 1.135 × 10–1 | 26.986 | 5.703 × 10–2 | 8.183 × 10–2 | 8.304 × 10–3 | 1.156 × 10–1 | 26.975 | 364.68 |
| 5 | 5.0 | 4.499 × 10–1 | 9.855 × 10–3 | 27.070 | 7.694 × 10–2 | 8.297 × 10–3 | 5.732 × 10–3 | 9.966 × 10–3 | 27.065 | 381.07 |
| 6 | 10.0 | 4.138 × 10–1 | 1.613 × 10–4 | 27.053 | 1.033 × 10–1 | 1.294 × 10–4 | 4.957 × 10–3 | 4.592 × 10–4 | 27.049 | 384.19 |
| 7 | 15.0 | 3.904 × 10–1 | 3.355 × 10–6 | 27.030 | 1.268 × 10–1 | 2.523 × 10–6 | 4.483 × 10–3 | 4.283 × 10–6 | 27.040 | 386.84 |
| 8 | 20.0 | 3.686 × 10–1 | 8.587 × 10–8 | 27.009 | 1.483 × 10–1 | 1.817 × 10–9 | 3.763 × 10–9 | 9.121 × 10–8 | 27.019 | 386.27 |
В табл 11 приведены результаты расчета по модели (13)–(15) и результаты испытаний катализатора КСН-47, проведенных в политропическом стендовом реакторе очистки пропилена от метилацетилена в ППФ пирогаза. Условия проведения экспериментов: давление 30 атм, объемная скорость потока на входе в реактор 3000 ч–1, начальная температура подачи сырья 333 К, температура теплоносителя 373 К. Состав сырьевого потока: водород 0.8 атм, метилацетилен 0.32 атм, пропилен 26.8 атм, пропан − 0.037 атм, остальное азот. Максимальный прирост пропилена достигается при времени контакта 5 с и составляет 0.26 атм. Селективная очистка ППФ пирогаза от метилацетилена достигается при времени контакта 20 с. При этом прирост пропилена 0.22 атм. Селективность по пропилену 68.4%.
Результаты каталитических экспериментов по проведению совместной очистки ППФ и ЭЭФ фракций пирогаза от ацетиленовых углеводородов в одном реакторе представлены в табл. 12–13. Результаты экспериментов проведены в широком интервале температур 353–408 К, давлений 10–32 атм, расходе сырья 12 000–42 000 ч–1.
Таблица 12.
Состав сырья при испытаниях никелевого катализатора КСН-47 совместной очистки этиленовой и пропиленовой фракции пирогаза от ацетиленовых углеводородов
| № | Т, К | WHSV, ч–1 |
Р, атм | Состав сырья, об. % | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Н2 | С3Н4 | С2Н2 | С2Н4 | С2Н6 | СН4 | С3Н6 | С3Н8 | Ост. | ||||
| 1 | 353 | 16 000 | 32 | 13.1 | 0.14 | 0.28 | 26.7 | 9.5 | 37.5 | 8.24 | 1.8 | 2.74 |
| 2 | 358 | 15 000 | 30 | 15.1 | 0.105 | 0.15 | 28.0 | 9.7 | 38.1 | 6.2 | 1.9 | 0.74 |
| 3 | 363 | 12 000 | 30 | 13.8 | 0.16 | 0.20 | 24.8 | 10.2 | 36.6 | 8.7 | 2.2 | 3.34 |
| 4 | 378 | 42 000 | 12 | 14.6 | 0.17 | 0.21 | 26.8 | 9.04 | 36.7 | 7.03 | 1.5 | 3.95 |
| 5 | 408 | 40 000 | 10 | 15.2 | 0.13 | 0.26 | 25.5 | 12.3 | 36.3 | 6.47 | 0.28 | 3.56 |
| 6 | 393 | 40 000 | 10 | 13.7 | 0.12 | 0.20 | 28.9 | 11.3 | 34.3 | 7.61 | 1.21 | 2.66 |
| 7 | 368 | 24 000 | 20 | 14.8 | 0.15 | 0.22 | 25.4 | 10.5 | 36.4 | 6.80 | 1.78 | 3.95 |
| 8 | 358 | 16 000 | 30 | 13.3 | 0.16 | 0.30 | 25.2 | 9.9 | 37.9 | 8.93 | 1.43 | 2.88 |
Таблица 13.
Состав продуктового потока при испытаниях никелевого катализатора КСН-47 совместной очистки этиленовой и пропиленовой фракции пирогаза от ацетиленовых углеводородов
| № | Т, К | WHSV, ч–1 |
Р, атм | Время работы, ч | Состав продуктового потока | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| об. % | ppm | об. % | |||||||||||
| Н2 | С3Н4 | С2Н2 | С2Н4 | С2Н6 | СН4 | С3Н6 | С3Н8 | Ост. | |||||
| 1 | 353 | 16 000 | 32 | 24 | 12.4 | 3 | 2 | 26.80 | 9.81 | 37.46 | 8.28 | 1.44 | 3.81 |
| 2 | 358 | 15 000 | 30 | 24 | 14.4 | 1 | 1 | 27.85 | 9.80 | 38.19 | 6.13 | 1.76 | 1.87 |
| 3 | 363 | 12 000 | 30 | 24 | 11.8 | 2 | 1 | 24.90 | 12.54 | 36.80 | 8.85 | 2.27 | 2.84 |
| 4 | 378 | 42 000 | 12 | 24 | 13.5 | 3 | 3 | 26.89 | 9.26 | 36.87 | 7.11 | 1.48 | 4.89 |
| 5 | 408 | 40 000 | 10 | 24 | 12.6 | 1 | 1 | 25.71 | 13.85 | 36.43 | 6.69 | 0.21 | 4.51 |
| 6 | 393 | 40 000 | 10 | 24 | 10.8 | 2 | 2 | 28.95 | 12.81 | 34.72 | 7.80 | 1.28 | 3.64 |
| 7 | 368 | 24 000 | 20 | 24 | 13.1 | 1 | 1 | 25.56 | 10.73 | 36.60 | 6.85 | 1.83 | 5.33 |
| 8 | 358 | 16 000 | 30 | 100 | 12.05 | 1 | 1 | 25.33 | 10.15 | 38.20 | 9.03 | 1.50 | 3.74 |
Показано, что в продуктовом потоке содержание метилацетилена и ацетилена при разных условиях проведения процесса меняется от 1 до 3 ppm, т.е. возможно проведение селективного гидрирования ЭЭФ и ППФ пирогаза в одном аппарате с приростом олефинов в продуктовом потоке по сравнению с сырьевым. Найдены режимы работы реакторного оборудования, при которых содержание ацетилена и метилацетилена в продуктовом потоке не превышает 1 ppm (опыты 2, 5, 7, 8). В частности, показано, что при высоких объемных скоростях потока 40 000, 24 000, 16 000, 15 000 ч–1 имеет место селективная очистка от ацетиленовых углеводородов с остаточным содержанием ацетилена и метилацетилена менее 1 ppm.
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
В нефтехимической промышленности РФ как и в других странах Западной Европы, Америки, Ближнего Востока, Юго-Восточной Азии спрос на этилен и пропилен, как полимеризационной чистоты, так и химически чистый непрерывно возрастает. С пятидесятых годов предыдущего века производительность их монотонно возрастает. Были испытаны в промышленности каталитические реакторы типа ЭП-45, ЭП-60, ЭП-300, ЭП-640. В них практическую проверку прошли катализаторы отечественные МА-15 (Pd/γ-Al2O3), ГИПХ-108 (Pd/C), Pd/Ag – катализатор Ангарского НХК, КПНМ-45 (Pd/α-Al2O3, РХТУ им. Д.И. Менделеева), зарубежные ICI-38-1 (Pd/ϴ-Al2O3), и т.д. Их испытания показали, что обычно длительность эксплуатации промышленных катализаторов приблизительно 3 года при непрерывной их работе 8000 ч в год.
Объемная скорость потока не превышает 10 000 ч–1, содержание водорода на входе в реакторный узел гидрирования превышает концентрацию ацетиленовых углеводородов в 1.5–2 раза без учета промежуточного ввода водорода между секциями в двух- или трехсекционных реакторах. В процессе эксплуатации этиленовых производств использовались и реакторные узлы с двумя или тремя реакторами в узле с дополнительным вводом водорода в каждый реактор. Температура реакционного потока на входе в каталитический реактор при эксплуатации палладийсодержащих катализаторов составляла 333–353 К. Для других типов катализаторов она была значительно больше.
Катализаторы на основе Pd ГИПХ-108 и G-55A обеспечивали при годовой эксплуатации потери олефинов в интервале 0.1–0.2 мас. %. Длительного заметного прироста олефинов в продуктовом потоке по сравнению с сырьевым для подобных катализаторов обнаружено не было.
Важной проблемой в разработке новых каталитических систем гидрирования тройных углерод-углеродных связей является подбор катализаторов, в частности, палладиевых и никелевых, которые обеспечивали бы прирост концентрации олефинов в выходном потоке и достижение по крайней мере 70% селективности по олефиновым углеводородам при практически 100% конверсии ацетиленовых углеводородов. Такие показатели достигаются в настоящее время в основном на палладиевых катализаторах. При этом необходимо также определить условия гидрирования тройной углерод-углеродной связи при которых получается подобный результат. При этом палладиевые катализаторы должны быть проверены по показателям активности – объемная скорость сырьевого потока должна превосходить 3000 ч–1, желательно даже превышать 10 000 ч–1, которая недостижима для большинства промышленных катализаторов.
Предложен модифицированный никельсодержащий катализатор очистки низших олефинов пирогаза от ацетиленовых углеводородов. Изучена кинетика реакций селективного гидрирования ацетиленовых углеводородов в ЭЭФ и ППФ пирогаза, а также совместной очистки ЭЭФ и ППФ пирогаза от ацетиленовых углеводородов на модифицированном никельсодержащем катализаторе. Проводится сравнение разработанных никельсодержащих катализаторов селективного гидрирования ацетиленовых углеводородов с разработанными ранее палладиевыми катализаторами селективного гидрирования [7, 8]. Экспериментальные исследования проводились в лабораторном изотермическом проточном реакторе в широком диапазоне изменения температур, давлений, объемной скорости подачи сырья, мольных отношений водород : ацетиленовые углеводороды. По результатам эксперимента методом наименьших квадратов для заданных стадийных механизмов реакций селективного гидрирования ацетилена в ЭЭФ пирогаза и метилацетилена в ППФ пирогаза оценены кинетические константы модели для различных катализаторов и показано их соответствие эксперименту во всей области экспериментирования.
Проведены эксперименты в политропическом стендовом реакторе. Построена математическая модель реактора и определены методом нелинейных наименьших квадратов макрокинетические параметры модели. Установлены высокоинтенсивные режимы работы реакторного оборудования. Получен прирост производительности реактора по пропилену и этилену во всей области экспериментирования при содержании ацетиленовых углеводородов в продуктовом потоке менее 1 ppm. Доказана возможность совместной очистки ЭЭФ и ППФ пирогаза в одном реакторе.
ЗАКЛЮЧЕНИЕ
Таким образом, предварительно проведенные эксперименты показали, что никелевые полиметаллические катализаторы обладают существенно большей производительностью, чем палладиевые катализаторы, но меньшей селективностью, хотя при этом также наблюдается прирост олефинов в продуктовом потоке, по сравнению с их концентрацией в сырьевом потоке. Так, например, производительность процесса гидрирования ацетиленовых углеводородов (метилацетилена) может достигать 40 000 ч–1 при превышении концентрации пропилена в продуктовом потоке, по сравнению с сырьевым. Необходимо отметить при этом, что при подобных скоростях потока требуемый объем катализатора в реакторе будет в 10 раз меньше, следовательно, резко сократится стоимость изготовления промышленной партии катализатора одновременно со стоимостью и промышленного реактора, что позволяет в частности сократить и расход металла на его изготовление.
При этом дополнительно проведен эксперимент по совместному гидрированию ацетиленовых углеводородов, т.е. смешенных ЭЭФ и ППФ пирогаза на никелевых катализаторах или смешанных палладий-никелевых катализаторах в одном реакторе, что также позволяет упростить технологическую схему процесса за счет уменьшения числа используемых реакторов. Тем самым дополнительно повышается рентабельность анализируемых производств при дальнейшем сокращении себестоимости производимой продукции.
ВЫВОДЫ
1. Изучена кинетика реакций гидрирования ацетилена в этан-этиленовых смесях и метилацетилена в метилацетилен-пропиленовых смесях на модифицированных никелевых полиметаллических катализаторах в проточных каталитических реакторах.
2. Предложен шестистадийный двухмаршрутный механизм каталитической реакции селективного гидрирования метилацетилена в пропан-пропиленовой фракции пирогаза на никельсодержащих катализаторах и построена соответствующая ему кинетическая модель, аналогично предложен механизм и разработана кинетическая модель селективного гидрирования ацетилена на никельсодержащих катализаторах.
3. Методом наименьших квадратов по результатам кинетического эксперимента оценены параметры кинетических моделей гидрирования ацетилена и метилацетилена в ЭЭФ и ППФ газах пиролиза на катализаторах, полученных спеканием формованных порошков никеля совместно с металлами I, III, IV, VI групп Периодической Таблицы Д.И. Менделеева и показано соответствие кинетических моделей экспериментальным данным во всей области экспериментирования.
4. Установлено для катализаторов типа КПНМ-45М и КСН-47 высокоселективные режимы протекания процесса гидрирования ацетилена и метилацетилена в ЭЭФ и ППФ пирогаза в диапазоне температур 333–413 К, при которых достигается 91% селективность по этилену и 70% селективность по пропилену.
5. Найдены высокоинтенсивные режимы работы реакторного оборудования, при которых получен прирост производительности по этилену и пропилену при содержании ацетилена и метилацетилена менее 1 ppm в продуктовых потоках ЭЭФ и ППФ пирогаза. Показана возможность совместной очистки ЭЭФ и ППФ пирогаза в одном реакторе при высокоинтенсивных режимах работы реакторного оборудования.
Работа выполнена в рамках Государственного задания № 075-03-2023-642 Министерства науки и высшего образования Российской Федерации.
ОБОЗНАЧЕНИЯ
| $B$ | матрица стехиометрических коэффициентов стадийного механизма сложной химической реакции |
| ${{B}_{b}}$ | подматрица матрицы В стехиометрических коэффициентов боденштейновских веществ |
| ${{B}_{{nb}}}$ | подматрица матрицы В стехиометрических коэффициентов небоденштейновских веществ |
| ${{B}_{f}}$ | матрица стехиометрических коэффициентов небоденштейновских веществ в итоговых реакциях по маршрутам |
| ${{C}_{p}}$ | молярная теплоемкость реакционной смеси, кал/моль К |
| ${{C}_{m}}$ | суммарная мольная концентрация реагентов в реакционном потоке, моль/м3 |
| ${{d}_{R}}$ | диаметр трубки стендового реактора, м |
| $K_{i}^{{}}$ | константа равновесия i-ой стадии механизма химической реакции, $K_{1}^{{}}$ – атм–1; ${{K}_{2}}$ – атм–1$K_{4}^{{}},{{K}_{6}}$ атм |
| ${{k}_{{ + i}}}$ | константа скорости прямой реакции i-ой стадии механизма химической реакции, атм с–1 |
| ${{N}^{{(i)}}}$ | номер i-го маршрута химической реакции |
| ${{N}_{b}}$ | число боденштейновских веществ |
| Р | давление в реакторе, атм |
| ${{P}_{i}}$ | парциальное давление i-го реагента в реакторе, атм |
| ${{p}_{{}}}$ | номер маршрута химической реакции, р = 1, …, 2 |
| ${{r}^{{(p)}}}$ | скорость химической реакции по p-му маршруту, атм с–1 |
| R | универсальная газовая постоянная, атм м3/(моль К) |
| $R_{i}^{B}$ | скорость изменения концентрации i-ого вещества, атм с–1 |
| Т | температура в реакторе, К |
| ${{T}_{х}}$ | температура теплоносителя, К |
| Т 0 | температура на входе в каталитический слой, К |
| $W$ | вектор скоростей стадий механизма химической реакции, атм с–1 |
| Q | число элементарных стадий механизма химической реакции |
| ${{x}_{u}}$ | условия проведения u-го опыта |
| $\alpha $ | коэффициент теплопередачи от реакционной среды к теплоносителю, кал/м2с К |
| $\Delta {{H}_{i}}$ | тепловой эффект химической реакции по p-му маршруту, кал/моль |
| ${{\nu }^{{(p)}}}$ | вектор стехиометрических чисел р-ого маршрута химической реакции |
| $\tau $ | время контакта реакционной смеси в каталитическом реакторе, с |
ИНДЕКСЫ
Список литературы
Zhao Z., Jiang J., Wang F. An economic analysis of twenty light olefin production pathways // J. Energy Chemistry. 2021. V. 56. P. 193.
Zhang L., Zhou M., Wang A., Zhang T. Selective Hydrogenation over Supported Metal Catalysts: From Nanoparticles to Single Atoms // Chem. Rev. 2020. V. 120. P. 683.
Pisarenko E.V., Ponomarev A.B., Smirnov A.V., Pisarenko V.N., Shevchenko A.A. Prospects for Progress in Developing Production Processes for the Synthesis of Olefins Based on Light Alkanes // Theor. Found. Chem. Eng. 2022. V. 56. № 5. Р. 687. [Писаренко Е.В., Пономарев А.Б., Смирнов А.В., Писаренко В.Н., Шевченко А.А. Перспективы развития процессов и производств получения олефинов на основе легких алканов // Теорет. осн. хим. технологии. 2022. Т. 56. № 5. С. 559]
Boulamanti A., Moya J.A. Production costs of the chemical industry in the EU and other countries: Ammonia, methanol and light olefins // Renewable and Sustainable Energy Reviews. 2017. V. 68. P. 1205.
Ball M.R., Rivera-Dones K.R., Gilcher E.B., Ausman S.F. et al. AgPd and CuPd Catalysts for Selective Hydrogenation of Acetylene // ACS Catal. 2020. V. 10. P. 8567.
Левин В.О., Потехин В.М., Кудимова М.В. Производство низших олефинов как базис развития газонефтехимии в России // Нефтепереработка и нефтехимия. Научно-технические достижения и передовой опыт. 2017. Т. 4. С. 28.
Pisarenko E.V., Ponomaryov A.B., Ilinova A.A., Pisarenko V.N. Modeling the Process of Purifying Ethylene from Acetylene Hydrocarbons over Palladium Nanocatalysts // Theor. Found. Chem. Eng. 2020. V. 54. № 3. P. 446. [Писаренко Е.В., Пономарев А.Б., Ильинова А.А., Писаренко В.Н. Моделирование процесса очистки этилена от ацетиленовых углеводородов на палладиевых нанокатализаторах // Теорет. осн. хим. технологии. 2020. Т. 54. № 3. С. 326.]
Писаренко Е.В., Пономарев А.Б., Писаренко В.Н. Исследование реакции селективного гидрирования метилацетилена в метилацетилен-пропиленовых смесях на модифицированных палладий-оксидных нанокатализаторах // Теорет. осн. хим. технологии. 2021. Т. 55. № 3. С. 309.
Fu B., McCue A.J., Liu Y., Weng S. et al. Highly Selective and Stable Isolated Non-Noble Metal Atom Catalysts for Selective Hydrogenation of Acetylene // ACS Catal. 2022. V. 12. P. 607.
Liu H. et al. Effect of IB-metal on Ni/SiO2 catalyst for selective hydrogenation of acetylene // Chinese J. Catalysis. 2020. V. 41. I. 7. P. 1099–1108.
Chen Y., Chen J. Selective hydrogenation of acetylene on SiO2 supported Ni-In bimetallic catalysts: Promotional effect of In // Applied Surface Science. 2016. V. 387. P. 16.
Xu Z., Zhou S., Zhu M. Ni catalyst supported on nitrogen-doped activated carbon for selective hydrogenation of acetylene with high concentration // Catalysis Communications. 2021. V. 149. P. 106241.
Yuan Z., Kumar A., Zhou D., Feng J., Liu B., Sun X. Highly Efficient Semi-Hydrogenation of Acetylene over Ni Supported Mesoporous MgAl2O4 Spinel Derived from Aluminate-Intercalated Layered Double Hydroxide // J. Catalysis. 2022. V. 414. P. 374.
Glyzdova D.V. et al. Effect of pretreatment with hydrogen on the structure and properties of carbon-supported Pd-Ag nanoalloys for ethylene production by acetylene hydrogenation // Molecular catalysis. 2021. V. 511. P. 1.
Wang S. et al. High performance Pd/brass fiber catalyst for selective hydrogenation of acetylene: Effect of calcination-assisted endogenous growth of ZnO–CuOx on brass fiber // J. Catalysis. 2020. V. 382. P. 295.
Bogdan V.I., Koklin A.E., Kalenchuk A.N. Kustov L.M. Hydrogenation of acetylene onto ethane-ethene mixtures over modified Pd-alumina catalysts // Mendeleev Commun. 2020. V. 30. P. 462–464.
Hu M. et al. N8 stabilized single-atom Pd for highly selective hydrogenation of acetylene // J. Catalysis. 2021. V. 395. P. 46.
Xu L., Hua S., Zhou J., Xu Y. et al. Anchoring Pd species over defective alumina to achieve high atomic utilization and tunable electronic structure for semi-hydrogenation of acetylene // Applied Catalysis A, General. 2022. V. 642. P. 118690.
Wu Q., Shen C., Liu C.-J. Amino acid (histidine) modified Pd/SiO2 catalyst with high activity for selective hydrogenation of acetylene // Applied Surface Science. 2023. V. 607. P.154976.
Liu Y. et al. Palladium phosphide nanoparticles as highly selective catalysts for the selective hydrogenation of acetylene // J. Catalysis. 2018. V. 364. P. 406.
Huang W., Pyrz W., Lobo R.F., Chen J.G. Selective hydrogenation of acetylene in the presence of ethylene on K+-β-zeolite supported Pd and PdAg catalysts // Applied Catalysis A: General. 2007. V. 333. P. 254.
Guo Z., Liu Y., Liu Y., Chu W. Promising SiC support for Pd catalyst in selective hydrogenation of acetylene to ethylene // Applied Surface Science. 2018. V. 442. P. 736.
Дополнительные материалы отсутствуют.
Инструменты
Теоретические основы химической технологии