

Вестник РАН, 2022, T. 92, № 10, стр. 930-939
НЕФТЕПЕРЕРАБОТКА И НЕФТЕГАЗОХИМИЯ: ИМПОРТОЗАМЕЩЕНИЕ И ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧЕСКОЙ НЕЗАВИСИМОСТИ
a Институт нефтехимического синтеза им. А.В. Топчиева РАН
Москва, Россия
* E-mail: max@ips.ac.ru
Поступила в редакцию 21.06.2022
После доработки 24.06.2022
Принята к публикации 30.06.2022
- EDN: TEMCRW
- DOI: 10.31857/S0869587322100073
Аннотация
В статье анализируется ситуация в нефтепереработке и нефтехимии Российской Федерации с точки зрения их технологической независимости. Подчёркивается, что стратегия развития нефтеперерабатывающей и нефтехимической промышленности, направленная на быстрые их модернизацию и создание новых производств, по сути, зафиксировала критическую зависимость от зарубежных технологий и соответствующих химических компонентов вместе с высокой ориентированностью на экспорт. Развитие и обеспечение успешного функционирования производств третьего и четвёртого переделов, средне- и малотоннажной химии, принципиально необходимых для выпуска конечной продукции, происходило в очень малой степени. В результате технологическая зависимость от иностранных поставщиков во многом оказалась критической даже для крупнотоннажных производств и исчисляется сотнями товарных позиций. В связи с этим на краткосрочном этапе необходимо определить перечень приоритетных средне- и малотоннажных продуктов, для получения которых потребуется создание собственных технологий, тем более что имеющиеся компетенции и заделы научно-исследовательских институтов и организаций высшего образования позволяют решить эту задачу. На средне- и долгосрочном этапе важно определиться со средне- и крупнотоннажными технологиями, которые должны быть разработаны и внедрены в ближайшие десять лет для обеспечения импортонезависимости (к ним, по мнению автора, следует отнести технологии коксования и гидроконверсии для переработки тяжёлых остатков, российские аналоги технологий гидрокрекинга и гидроочистки, технологии переработки природного газа и др.).
Состояние российской нефтепереработки и нефтегазохимии в начале XXI в. не соответствовало потребностям страны и потребовало реализации программ коренной модернизации предприятий в относительно короткий срок. После распада СССР Россия сохранила одно из ведущих мест в мировой нефтепереработке, установочная мощность её нефтеперерабатывающих заводов (НПЗ) в настоящее время превышает 320 млн т сырой нефти в год. По этому показателю страна занимает третье место в мире, уступая только США и Китаю [1]. В 2021 г. на российских предприятиях было переработано более 280 млн т нефти, причём около 120 млн т продуктов переработки различного качества (в том числе тяжёлых газойлей и мазута) отправлено на экспорт. Основной проблемой отрасли остаётся низкий выход светлых нефтепродуктов на 1 т нефти (табл. 1) – чуть более 50% (в развитых странах более 75%) и всё ещё низкая по сравнению с развитыми странами доля углубляющих процессов на большинстве отечественных предприятий (80% заводов характеризуются индексом сложности Нельсона11 меньше 8, в то время как для современных производств он, как правило, превышает 10) [2, 3].
Таблица 1.
Переработка нефти и производство светлых нефтепродуктов в России
| Год | Объём переработанной нефти, млн т | Производство дизельного топлива, млн т | Производство керосина, млн т | Производство бензина, млн т |
|---|---|---|---|---|
| 2013 | 275 | 78.7 | 10.3 | 32.0 |
| 2017 | 280 | 76.9 | 11.1 | 39.2 |
| 2021 | 280 | 80.3 | 12.0 | 40.8 |
Российская нефтехимия существенно уступает по объёму переработки углеводородных ресурсов нефтехимии развитых стран: по данным Минэнерго РФ, выпуск этилена составляет 4.8 млн т, пропилена – 2.8 млн т, ароматического сырья для нефтехимии – около 1 млн т. Что касается средне- и малотоннажной химии, то здесь, несмотря на значительные усилия Минпромторга РФ и химических предприятий в последние несколько лет, ситуация в целом по сравнению с СССР выглядит критической: беден ассортимент производимой продукции, отсутствуют производства целых классов соединений и промежуточного сырья, объёмы даже выпускаемой в России продукции (причём с использованием зарубежных компонентов в технологических цепочках) зачастую существенно ниже потребления. Сложилась парадоксальная ситуация: наша страна производит собственное нефтехимическое сырьё и продукцию низких переделов (в том числе базовые многотоннажные полимеры), а потребности в конечных товарах химической промышленности удовлетворяются, как правило, за счёт использования зарубежной продукции высоких переделов. Значительная, с точки зрения значимости для производства таких товаров, часть компонентов поставляется из-за рубежа. Причём плачевное состояние мало- и среднетоннажной химии оказывает влияние не только на выпуск химической продукции на основе высоких переделов углеводородного сырья, но и на производство товарных топлив.
Ситуация существенно усугубилась после введения санкций, в том числе технологического характера, со стороны США, стран ЕС, Японии, отдельных компаний. Проблема технологической независимости в этих условиях оказывается одной из центральных. Переход к использованию продукции и технологий из дружественных стран (КНР, Индия и др.) далеко не всегда возможен, формирование новой зависимости ключевых отраслей страны, критических для промышленного производства широкого спектра товаров, лишь закрепит и будет усиливать общее технологическое отставание. Ниже рассматриваются возможности преодоления такой зависимости.
Модернизация нефтепереработки и нефтехимии и задачи по созданию собственных технологий. Для нефтепереработки, основное назначение которой – обеспечение потребностей страны в моторных топливах и смазочных материалах, первоочередной задачей оказался переход на экологически чистые топлива, соответствующие стандартам развитых стран и обеспечивающие эксплуатацию двигателей с низкими выбросами загрязняющих веществ. Принятый в Российской Федерации технический регламент на топлива ввёл уже достигнутые в Европе жёсткие требования к содержанию в бензинах и дизельных топливах серы, ароматических соединений. Этих параметров трудно было достигнуть с использованием традиционных, созданных и реализованных в основном в советское время технологий получения бензиновых фракций. Необходимость перехода на новые топливные стандарты определялась как требованиями обеспечения экологического благополучия населения страны, прежде всего крупных городских агломераций, так и внешнеэкономическими причинами.
С учётом сохранения и даже увеличения объёма нефтепереработки по сравнению с советским временем даже при низкой её глубине мощности производства топливных фракций оставались избыточными. Потребителями зарубежных стран, уже перешедших на новые экологические стандарты, эти топлива низкого качества рассматривались как сырьё и реализовывались по низкой цене. Введение стандартов стало основой для импорта современного автомобильного транспорта и внедрения на автомобилях российского производства зарубежных эффективных двигателей. Сравнительно жёсткие сроки введения стандартов стали для предприятий основным аргументом в пользу перехода к модернизации, основанной на внедрении зарубежных технологий переработки нефти. Тем более что в 1990-е годы система создания и реализации технологий, действовавшая в СССР, была фактически полностью разрушена, а российские разработчики не имели ни средств, ни инфраструктуры для конкуренции в этой области с западными компаниями, предлагавшими готовые и уже проверенные решения в области нефтепереработки “под ключ” с поставкой необходимого оборудования и технологическим сопровождением.
То же касается и технологий “углубляющего” переработку типа, призванных превратить прежде всего тяжёлые газойлевые и мазутные фракции нефти с температурой кипения выше 350°С в компоненты топлив. В числе таких технологий – каталитический крекинг с гидроочисткой сырья и продуктов, гидрокрекинг при высоком давлении для производства дизельного топлива, керосина, нафты, переработка тяжёлых остатков с использованием замедленного коксования и вовлечением в гидроочистку и производство топлив получаемых фракций и др. Российские технологии либо требовали доработки (например, каталитический крекинг нуждался во внедрении стадий удаления сероорганических соединений, а замедленное коксование – в повышении эффективности процесса), либо отсутствовали (в СССР так и не был создан отечественный процесс гидрокрекинга под высоким давлением). Как следствие, подавляющее большинство установок облагораживания (риформинг, гидроочистка различных фракций), производства компонентов топлив и сырья для нефтехимии с использованием процессов вторичной переработки (к 2021 г. было введено в строй более 90 установок) создавались по зарубежным технологиям, причём исключения здесь лишь подтверждают правило [4].
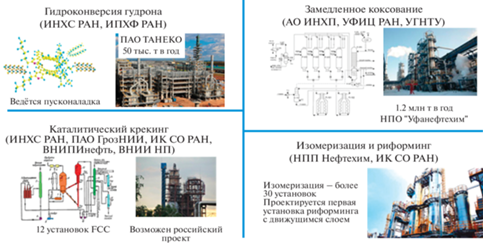
Начиная с 2000-х годов были достигнуты определённые успехи во внедрении российских технологий изомеризации лёгких фракций углеводородов (ООО “Научно-производственное предприятие Нефтехим”, Краснодар), введены в действие установки замедленного коксования (технология Института нефтехимпереработки, Уфа), каталитического крекинга (технология Института нефтехимического синтеза РАН и Всероссийского НИИ по переработке нефти, Москва), в 2022 г. началась пусконаладка опытно-промышленной установки гидроконверсии нефтяных фракций мощностью 50 тыс. т в год по гудрону (ИНХС РАН) (рис. 1). Результатом стал переход на топлива класса 5 по всей стране и некоторое увеличение выхода светлых нефтепродуктов при существенном увеличении зависимости российских производств от зарубежных комплектующих и реагентов. В 2021 г. в стране было произведено 40.8 млн т бензина, 80.3 млн т дизельного топлива при уже упоминавшемся общем объёме нефтепереработки 280 млн т, причём с 2013 г. объём выработки светлых нефтепродуктов вырос существенно лишь для автомобильного бензина, зато резко увеличилось качество – более 99% продукции соответствует 5 классу технического регламента [5].
Следующая задача, которая стоит в настоящее время перед российской нефтепереработкой, – повышение выхода товарных нефтепродуктов, прежде всего моторных топлив, вместе с уменьшением доли судовых топлив, мазута, тяжёлых остатков (реальное увеличение глубины переработки до 90% и более), должна была быть решена до конца текущего десятилетия. Здесь необходимо, наряду с расширением доли вторичных процессов переработки вакуумного газойля (каталитический крекинг, гидрокрекинг) и процессов гидроочистки вторичных фракций, внедрение технологий переработки тяжёлых остатков, начиная с различных вариантов коксования и гидропереработки гудрона, расширение мощностей по производству водорода и переработке сероводорода. Результатом должны стать комплексы глубокой переработки нефти, включающие в себя указанные процессы (к 2022 г. число строящихся и запланированных к строительству установок превышало 30) [6]. До последнего времени в этой области предпочтение также отдавалось зарубежным технологиям, но в условиях санкционного давления даже при наличии лицензии и базового проекта закупка и поставки оборудования во многом оказываются под вопросом. Для части установок лицензии не были закуплены, но, к сожалению, реальность такова, что западные партнёры сегодня отказываются от своих обязательств и по уже закупленным. В результате введение санкций может как минимум замедлить внедрение и модернизацию предприятий с использованием зарубежных технологий и ставит вопрос о создании и реализации собственных технологий в этой области.
Что касается нефте- и газохимии (к последней необходимо отнести процессы получения химической продукции на основе природного газа, прежде всего аммиака и метанола), то второе десятилетие XXI в. в этих областях во многом ассоциировалось с реконструкцией предприятий и расширением производств. Результатом стало существенное увеличение объёма выпуска базовых полимеров (более 6 млн т в год), рост использования сжиженных углеводородных газов и этана в нефтехимии, хотя уровень их вовлечённости в производственные процессы всё ещё недостаточный: в нашей стране химически перерабатывается менее 30% сжиженных углеводородных газов и чуть более 5% этана [7]. С учётом низкого уровня потребления химической продукции в России (по базовым полимерам оно составляет 61 кг/чел., в то время как в Германии – 151 кг/чел., США – 177 кг/чел. [8]) прогнозируется дальнейшее экстенсивное развитие отрасли. После введения в строй “ЗапСибНефтехима” (его мощности позволяют производить 2.5 млн т базовых полимеров – 1.5 млн т полиэтилена и 1 млн т полипропилена) “Сибур-холдинг” планирует запуск в 2023–2024 гг. нового этиленового производства (мощность 600 тыс. т) с использованием пиролиза на площадке “Нижнекамскнефтехима”, а в 2024 г. – Амурского газохимического комплекса (мощность по полиэтилену 2.3 млн т, по полипропилену 0.4 млн т). В том же 2024 г. Иркутская нефтяная компания планирует завершить строительство нефтехимического комплекса, рассчитанного на производство 650 тыс. т продукции в год, а “РусГазДобыча” в 2025 г. – комплекса в г. Усть-Луга Ленинградской области мощностью по полиэтилену 3 млн т [9].
Практически все технологии получения базовых олефинов – зарубежные, российские же в силу низкого уровня технологической готовности (дегидрирование этана и пропана), отсталости предлагаемых процессов (пиролиз, полимеризация низших олефинов) не используются. То же касается производства ароматических соединений. Комплексы по производству ксилолов, как действующие (“Киришинефтеоргсинтез”, “Газпром нефть”, “Уфанефтехим”), так и планируемые (АО “ТАНЕКО”), базируются на зарубежных технологиях. Из-за практически 100-процентной технологической зависимости и недопоставок оборудования, попавшего под санкции, ухода технологических компаний развитых стран все эти проекты в той или иной степени будут задерживаться по срокам ввода, а появление новых потребует развития собственных технологий, разработки, проектирования и производства соответствующего оборудования и катализаторов.
В целом такая ситуация на средне- и долгосрочном этапе при сохранении ограничений на поставку технологий потребует разработки собственных технологий, ориентировочную потребность в которых можно обрисовать следующим образом.
• Технологии переработки тяжёлых нефтяных остатков (замедленное коксование, гидрокрекинг и гидроконверсия остатков). Для увеличения глубины переработки нефти потребуется не менее 5–6 установок. Потенциальными разработчиками процесса коксования могут выступить АО “Институт нефтехимпереработки”, Уфимский федеральный исследовательский центр РАН, Уфимский государственный нефтяной технический университет. Технология гидроконверсии остатков разрабатывается и испытывается в опытном масштабе “ТАНЕКО” совместно с ИНХС РАН.
• Технологии гидрокрекинга требуют проведения “обратного инжиниринга” имеющихся комплексов, создания собственного оборудования и технологий на основе такого анализа с использованием опыта работы на уже действующих установках. Российским НПЗ может понадобиться до 7 установок в ближайшие 10 лет. Вместе с инжиниринговыми организациями научное сопровождение работ в этой области могут обеспечить ФИЦ “Институт катализа им. Г.К. Борескова СО РАН”, Всероссийский НИИ по переработке нефти, ИНХС РАН.
• Технологии облагораживания топлив (риформинг с движущимся слоем, гидроочистка с участием вторичных дистиллятов, гидроизодепарафинизация, гидродеароматизация и др.). Здесь также с учётом опыта, накопленного в СССР, и строительства установок на НПЗ по зарубежным технологиям потребуется разработка как собственной технологии методом “обратного инжинирина”, так и собственного оборудования. Общая потребность может превысить 20 установок глубокой переработки нефти и остатков. Научное сопровождение работ могут осуществлять ФИЦ “Институт катализа им. Г.К. Борескова СО РАН”, Институт органической химии РАН, Самарский государственный технический университет, ООО “Объединённый центр исследований и разработок” ПАО НК “Роснефть” (РН-ЦИР), Всероссийский НИИ по переработке нефти, НПО “Нефтехим” и др.
С учётом увеличения мощности гидропроцессов принципиально важна разработка собственных технологий производства водорода из углеводородсодержащих газов, в том числе и технологий его очистки с применением короткоцикловой адсорбции. Понадобится создание собственного процесса паровой конверсии углеводородов, что потребует участия научных организаций (группа компаний “ГИАП”, Всероссийский НИИ по переработке нефти, институты РАН), вузов, инжиниринговых организаций, имеющих собственный опыт проектирования. Наибольшие проблемы будут связаны с освоением процесса короткоцикловой адсорбции, который в России отсутствует и потребует отдельного комплекса работ как по самой технологии, оборудованию и системам управления процессом, так и по адсорбентам. Альтернативой паровой конверсии могут стать процессы окислительного превращения углеводородов, в частности, процесс матричной конверсии метана (Институт проблем химической физики РАН) [10] или конверсии в системе с раздельным протеканием целевой реакции и реакции регенерации катализатора в химическом цикле (chemical looping) (Институт проблем нефтехимического синтеза им. А.В. Топчиева РАН) [11]. Следует отметить, что использование этих технологий позволяет снизить углеродный след за счёт облегчения выделения диоксида углерода или снижения уровня его образования в расчёте на 1 т продукта. Также принципиально важно создание технологий получения водорода с использованием атомной энергии, в том числе тепла высокотемпературных газоохлаждаемых реакторов [12]. В целом, с учётом высокой вероятности развития производства “голубого” водорода в мире, создание новых технологий здесь представляется особенно перспективным.
В нефтехимии ситуация значительно сложнее, поскольку за редким исключением отсутствуют российские технологии даже низкого уровня готовности (рис. 2). В XXI в. была внедрена лишь отечественная технология получения стирола на ООО “Газпром нефтехим Салават” (разработчики – ИНХС РАН, ОАО НИИ “Ярсинтез”, ООО “НТЦ Салаватнефтеоргсинтез”) путём газофазного алкилирования бензола этиленом. Среди технологий сравнительно высокого уровня готовности можно отметить получение фенола из бензола гидрооксилированием на железосодержащих цеолитах закисью азота (ИК СО РАН), получение эпихлоргидрина и эпоксидных смол (ИНХС РАН), олигомеризация этилена (ИПХФ РАН), гидроформилирование пропилена на родийсодержащих фосфитных системах (РН-ЦИР, ИОХ РАН, МГУ им. М.В. Ломоносова), окислительное дегидрирование этана в этилен с раздельным протеканием целевой реакции и реакции регенерации катализатора в химическом цикле (сhemical looping) (ИНХС РАН и ООО “Газпром нефтехим Салават”), окислительное дегидрирование и аммонолиз олефинов (“ИК СО РАН”, ИОХ РАН).

На краткосрочную и среднесрочную перспективу необходимо прежде всего сосредоточить усилия на разработке и выпуске собственного оборудования для уже заложенных производств, использующих зарубежные технологии, создании собственных катализаторов и реагентов для указанных процессов, испытательной базы. На долгосрочную перспективу необходимо определить приоритетные технологии, которые имеет смысл развивать в России, причём речь здесь должна идти о новых технологических и научных решениях. Примеры таких технологий – эпоксидирование пропилена пероксидом водорода на титансодержащих цеолитах (работы начаты группой компаний “Синтез-Ока”), создание собственного процесса получения терефталевой кислоты, переход к принципиально новым вариантам пиролиза углеводородов. В последнем случае желательно сконцентрироваться на создании собственного процесса пиролиза с использованием электрической энергии по примеру крупнейших зарубежных компаний.
В то же время для предотвращения проблем, связанных с технологической импортозависимостью и технологическим отставанием, необходимо обеспечить в долгосрочной перспективе создание инновационных процессов получения пропиленоксида с применением пероксида водорода или сходных по экологическому воздействию технологий, безфосгенного производства изоционатов и полиуретанов, производства бисфенола-А, п-ксилола и ароматических соединений, создать условия для опережающей разработки и внедрения собственных катализаторов полимеризации для получения полиолефинов премиальных марок. Важная проблема, которая не потеряет актуальности до 2035–2040 гг., – снижение углеродного следа производств базового нефтехимического сырья и продуктов, в том числе с внедрением технологий улавливания и утилизации диоксида углерода, технологий, использующих электроэнергию, а также разработки процессов прямой конверсии природного газа, технологии химического рецикла крупнотоннажных полимеров с получением базовых мономеров.
В области газохимии существенное значение должно иметь создание собственных процессов производства метанола и продукции на его основе (формальдегид, уксусная кислота и её производные). Здесь возможно как использование старых наработок (“ГИАП”), так и создание собственных технологий и катализаторов (при участии институтов РАН, имеющих задел в этой области: ИОХ РАН, ИНХС РАН, ИК СО РАН, ИПХФ РАН).
В долгосрочном плане особое значение могут приобрести процессы использования метана или угля для производства нефтехимической продукции (олефины, этиленгликоль, ароматические соединения) и бензина с применением оксигенатов. Таким путём значительная часть олефинов и этиленгликоля производится в КНР. Промышленное использование технологии получения бензина из природного газа налажено в Туркменистане, где введён в эксплуатацию завод, рассчитанный на переработку 1.785 млрд м3 природного газа и выпуск 600 тыс. т бензина марки АИ-92, соответствующего требованиям стандарта Euro-5. На этом предприятии реализована технология TIGAS™ (Topsoe Improved Gasoline Synthesis), разработанная датской компанией Haldor Topsoe. Такие технологии создаются и в нашей стране, в том числе при активном участии научных организаций и вузов, прежде всего ИНХС РАН, ИПХФ РАН, ИОХ РАН, МГУ им. М.В. Ломоносова, ряд из них достиг шестого уровня готовности. В условиях сокращения импорта российского газа и угля, необходимости уменьшения производства дизельного топлива из-за ограничений на его экспорт производство бензина таким способом исключит возникновение дефицита высооктанового бензина, а производство нефтехимической продукции может стать конкурентным преимуществом отечественных компаний.
Следует отметить, что в современных условиях значительно ограничивается доступ к зарубежному программному обеспечению для моделирования технологий и химических процессов (ASPEN, HISYS и др.). В этих условиях требуется создание собственного программного обеспечения, а значит, и объединение усилий математиков, программистов и химиков-технологов для решения первоочередных задач.
Технологическая независимость в нефтепереработке и нефтехимии: вопросы малотоннажной химии. Технологическая зависимость предприятий нефтепереработки и нефтехимии в настоящее время наиболее явно проявляется в используемых ими реагентах, катализаторах и других продуктах малотоннажной химии. Значительное отставание в этой области (и не только в технологиях, но и в производстве соответствующих продуктов) делает предприятия нефтепереработки и нефтехимии критически зависимыми от поставок из-за рубежа. В соответствии с назначением можно выделить две группы продукции, потребности в которой исчисляются объёмами от десятков тонн до нескольких десятков тыс. т в год: малотоннажная химия, необходимая для функционирования производства, и малотоннажная химия, необходимая для производства конкретных продуктов с заданными эксплуатационными и потребительскими свойствами. Если недостаток первой заставляет останавливать производство из-за технологических рисков, то дефицит второй затрудняет или делает невозможным производство конечной продукции.
Для предприятий нефтепереработки и нефтехимии к первой группе, помимо катализаторов, можно отнести реагенты для водоподготовки (катионо- и ионообменные смолы, ингибиторы коррозии, биоцидные добавки, фосфоновые кислоты, этилендиаминтетрауксусная кислота, флокулянты и другие компоненты), добавки для антикоррозионной защиты оборудования (имидазолины, имиды, алифатические амины и их производные, четвертичные аммониевые соединения), адсорбенты (например, для очистки продуктов от соединений хлора или фтора), теплоносители, широкую группу смазочных материалов – от масел до рабочих жидкостей. Последние, как правило, включают материалы, предназначенные для насосного и компрессорного оборудования иностранного производства, и требуют замены на аналоги российского производства, которые, в свою очередь, используют зарубежные компоненты.
Для нефтеперерабатывающих предприятий особую группу реагентов составляют те, что используются на установках электрообессоливания нефти перед перегонкой [13]. К ним относят деэмульгаторы (например, блок-сополимеры оксидов алкенов, алкилфенолформальдегидные смолы, сшитые деэмульгаторы), нейтрализаторы (различные амины), ингибиторы коррозии. Подавляющее большинство таких реагентов не производится в России или производится в недостаточных количествах. В процессах коксования широкое применение находят антивспениватели, которые по своей природе представляют кремнийорганические соединения (силиконовые пеногасители) [14]. Российские реагенты по своим характеристикам существенно уступают зарубежным.
Что касается нефтехимии, то здесь следует указать не несколько групп специфических продуктов. Для высокотемпературных процессов принципиально важно использование ингибиторов коксообразования (диалкилсульфиды и полисульфиды, соединения кремния и фосфора и др.) [15]. Существенное значение имеют металлоорганические соединения, используемые в качестве катализаторов или компонентов каталитически активных систем (прежде всего бутиллитий и различные алюминийорганические соединения). В процессах радикальной полимеризации широко используются различные типы пероксидов и других инициаторов, поэтому потребность в них высока [16]. Производство указанных веществ на начало 2022 г. в нашей стране отсутствовало или было недостаточно по объёму.
Вторая группа продуктов средне- и малотоннажной химии призвана обеспечить выпуск конечной продукции. В нефтепереработке это топлива и масла, производство которых требует использования добавок и присадок для получения продуктов с необходимыми эксплуатационными свойствами. В топливах эти свойства достигаются за счёт применения специальных добавок, повышающих октановое (т-бутиловые эфиры, N-метиланилин и др.) и цетановое (2-этилгексилнитрат, дипероксиды) число бензинов и дизельных топлив соответственно. Существенное значение имеют противоизносные (как правило, на основе жирных кислот), антистатические (полисульфоны, полиэфирополиамины, алкиларилсульфокислоты), моющие, диспергирующие (полизобутиленмонамины, сукцинимиды и др.), антиокислительные, антикоррозионные присадки. В России выпуск указанных продуктов освоен, основные проблемы связаны с наличием технологий производства соответствующих компонентов и сырья. Наиболее проблематичная ситуация сложилась с депрессорно-диспергирующими присадками, в особенности с компонент-депрессором. Здесь почти исключительно используются соолигомеры винилацетата и этилена, производство которых в России необходимо осваивать. Зависимость по этому виду присадок близка к 100% [17–19].
Что касается смазочных материалов, то здесь принципиальное значение имеет не только производство присадок, но и создание технологий получения базовых масел. В частности, речь идёт о необходимости организации выпуска нафтеновых и полиэфирных масел, реорганизациии имеющегося или создании нового производства высококачественных альфа-олефиновых масел, в особенности высоковязких, обеспечение сырьём производства эфиров синтетических жидких кислот. В выпуске присадок необходимо обеспечение целым комплексом продуктов, которые лежат в основе загущающих компонентов (сополимеры этилена с пропиленом, полиизобутилены, полиметакрилаты, виниполы, гидрированные сополимеры бутадиена и стирола специальной архитектуры), модификаторов трения (диалкилдитиокарбаматы и диалкилдитиофосфаты молибдена). Существует потребность в противоизносных (фосфор- и серосодержащие соединения), антипенных (полисиликоны и др.), моющих и диспергирующих присадках (соли сульфокислот и жирных карбоновых кислот), антиоксидантах (стерически затруднённые фенолы и ароматические амины), дезактиваторах металлов и ингибиторах коррозии (соединения на основе 1,2,3-бензатриазола, композиции на основе эфиров этиленгликоля и/или эфиров алкенилянтарной кислоты и др.). Потребность в указанных присадках достигает 80 тыс. т, половина из них – импортного происхождения [20, 21]. Основная проблема производства указанных соединений связана не только с несовершенством российских технологий и отсутствием мощностей, но и с отсутствием в России производства необходимого сырья, в частности, аминов, пятисернистого фосфора, необходимого количества жирных спиртов и кислот, анилина, гидрохинона и пирокатехина, а также многих других химических веществ. Технологическая импортонезависимость по указанным веществам и реагентам критически важна, для успешного функционирования предприятий и выпуска топлив и продукций нефтехимии эти вопросы необходимо решать.
Ситуация в области нефтехимии, если иметь в виду число необходимых для производства конечной потребительской продукции химических веществ, сложнее. Используемые в полимерной продукции (а именно она основная для нефтехимии) добавки, с учётом ужесточения требований к физико-механическим характеристикам, пожароопасности, долговечности и декоративным свойствам изделий из полимерных материалов, к их экологической безопасности, по своему ассортименту и назначению столь разнообразны, что речь идёт о сотнях наименований такого рода веществ. Здесь можно упомянуть как традиционные и новые наполнители и термостабилизаторы, так и соединения, например, улучшающие барьерные и огнестойкие свойства получаемых композиций. Созданы добавки для предотвращения старения полимеров (антиоксиданты, стабилизаторы, поглотители кислот, удлинители макроцепей), пластификаторы, внутренние смазки, добавки антиблокирующие и мигрирующие, армирующие, антимикробные, добавки для производства плёнок, антипирены, вспенивающие агенты, пигменты и красители, отбеливающие агенты и др. Отдельную группу составляют полимерные процессинговые добавки, необходимые при переработке полимеров [22].
Особо следует сказать о добавках, используемых в производстве резинотехнических изделий и шин. Шины по своему составу – один из наиболее сложных и совершенных композитных материалов, предполагающий присутствие большого числа компонентов, включая каучуки нескольких видов (изопреновый, бутадиен-стирольный, бутадиеновый и др.). При изготовлении шин используются материалы для корда (в том числе на основе полимерных волокон), олигомеры (олигоэфиракрилаты, полиэфиры, олигодиены и др.), сшивающие агенты (прежде всего сера), ускорители и активаторы вулканизации, замедлители подвулканизации, стабилизаторы, промоторы адгезии, модификаторы свойств и смягчители, технический углерод, кремниевая кислота и т.д. [23]. Варьирование компонентов, как и в случае изделий из полимеров, позволяет производить широкий ассортимент шин, существенно различающихся по своим эксплуатационным свойствам и применению.
Учитывая многообразие необходимых для сохранения спроса на продукцию крупнотоннажной нефтехимии продуктов, необходимо выделить наиболее критические на кратко- и среднесрочном этапе вещества, создание собственных технологий получения которых принципиально важно для российской нефтехимии. При этом следует учитывать, что в большинстве случаев речь идёт о сравнительно небольших объёмах, их производство может быть налажено на действующих площадках (а при сверхмалых объёмах – на опытных производствах институтов РАН, таких как филиал Института катализа СО РАН в Волгограде, Институт проблем химической физики РАН, Институт органического синтеза УрО РАН, Институт органической и физической химии КазНЦ РАН) или потребует сравнительно небольших капиталовложений на крупных предприятиях нефтепереработки и нефтехимии.
Для уменьшения технологической зависимости страны необходим правильный выбор ассортимента продукции, а также налаживание производства сырья. В России выпускается исходная продукция нефтехимии базовых переделов, но очень низок уровень производства промежуточной продукции более высоких переделов (классические примеры: амины, анилин, жирные спирты и кислоты), которая используется в малотоннажной химии. При разработке и реализации технологий следует выстроить производственные цепочки и создать “многопродуктовые” производства, в которых по сходной технологии на одном и том же комплексе оборудования производился бы широкий ассортимент сходных соединений (например, жирные спирты и альдегиды, кислоты с использованием синтез-газа из олефинов, жирные спирты из различных типов кислот).
* * *
Необходимость быстрой модернизации российской нефтепереработки и нефтехимии потребовала значительных инвестиций в создание новых производств по готовым зарубежным технологиям, что стало одной из основных причин технологической зависимости этих отраслей, начиная от поставщиков оборудования, кончая реагентами, катализаторами и продукцией малотоннажной химии. Имеющийся задел в области нефтепереработки и нефтехимии позволяет найти выход из сложившейся ситуации. Для обеспечения технологической независимости принципиальны разработка и производство отечественного оборудования, программного обеспечения для моделирования процессов, создание собственных катализаторов, присадок и реагентов. Переход к реализации стратегии технологической независимости потребует в ближайшее десятилетие осуществления комплекса мер по созданию собственных принципиально новых экологически безопасных, энерго- и ресурсосберегающих технологий на базе современных достижений химической науки в целом. Российскими организациями предложены технологии получения из тяжёлого нефтяного сырья широкого спектра продуктов, имеется ряд инновационных технологий нефтехимии и газохимии, повышение уровня готовности которых возможно в течение нескольких лет. Вместе с тем требуется налаживание выпуска мало- и среднетоннажной продукции, которая затем может использоваться в производстве широкого круга реагентов, присадок и химических веществ.
С участием экспертного сообщества, объединяющего представителей науки, предприятий и организаций химического комплекса страны, необходимо выявить ключевые продукты, сформулировать технологические приоритеты. Для создания (на основе ориентированных разработок научных и образовательных организаций) промышленных технологий, готовых к реализации на российских химических и нефтехимических предприятиях, актуально создание отечественной технологической компании (компаний) при участии и контроле государства и бизнес-партнёров по типу “открытых инноваций” с собственными испытательными и опытно-производственными мощностями.
Список литературы
Филимонова И., Проворная И., Немов В., Дзюба Ю. Российская нефтепереработка на современном этапе развития // Нефтегазовая вертикаль. 2020. № 17. С. 8–20.
Нефтеперерабатывающие заводы России и стран СНГ. ОМТ-консалт, 2019. https://www.omt-consult.ru/services/directory/neftepererabatyvayuwie_zavody1/ (дата обращения 21.06.2022).
Mishukov E.A., Linnik Yu.N. Comparative analysis of oil processing depth by Nelson index in different countries // Vestnik universiteta. 2019. № 11. P. 77–81. https://doi.org/10.26425/1816-4277-2019-11-77-81
Капустин М.В., Чернышёва Е.В. Современная российская нефтепереработка: итоги и перспективы // Энергетическая политика. 2019. № 1. С. 49–56.
Катализаторы процессов в нефтепереработке. Обзор. 19 мая 2022 г. https://www.interfax.ru/business/841697
Гордеев А. Минэнерго подписало инвестсоглашения с НПЗ на 800 млрд рублей // Ведомости. 14 апреля 2021 г. https://www.vedomosti.ru/business/articles/2021/04/14/865839-minenergo-podpisalo
Тренд на развитие полимеров. 13 мая 2021 г. https://www.cdu.ru/tek_russia/articles/4/882/
Егоров М.П., Максимов А.Л., Музафаров А.М. и др. Химия в ХХI веке: вызовы и перспективы для России // Вестник РАН. 2022. № 2. С. 103–117. https://doi.org/10.31857/S0869587322020025
Калиненко Е.А., Суханова И.И. Обзор нефтегазохимической отрасли России // Neftegaz.ru. 2021. № 1. С. 70–79.
Алдошин С.М., Арутюнов В.С., Савченко В.И. Новые некаталитические методы переработки углеводородных газов // Химическая физика. 2021. № 5 (40). С. 46–54. https://doi.org/10.31857/S0207401X21050034
Герзелиев И.М., Подопригора Е.В., Пименов А.А. Исследование закономерностей получения водородсодержащего газа из метана на пилотной установке с движущимся слоем микросферического катализатора и раздельной подачей сырья и окислителя // Журнал прикладной химии. 2020. № 11 (93). С. 1633–1641. https://doi.org/10.31857/S0044461820110146
Пономарёв-Степной Н.Н., Алексеев С.В., Петрунин В.В. и др. Атомный энерготехнологический комплекс с высокотемпературными газоохлаждаемыми реакторами для масштабного экологически чистого производства водорода из воды и природного газа // Газовая промышленность. 2018. № 11 (777). С. 94–102.
Фазулзянов Р.Р., Елпидинский А.А., Гречухина А.А., Башкирцева Н.Ю. Применение реагентов на установках первичной переработки нефти // Вестник Казанского технологического университета. 2013. Т. 16. № 6. С. 192–195.
Информационно-технический справочник по наилучшим доступным технологиям. ИТС 30-2017. “Переработка нефти”. Утверждён приказом Росстандарта № 2424 от 14 ноября 2017 г. М.: Бюро НДТ, 2017.
Жагфаров Ф.Г., Карпов А.Б., Василенко В.Ю., Сорокин Б.А. Совершенствование технологии пиролиза путём применения ингибиторов коксообразования // НефтеГазоХимия. 2014. № 4. С. 24–27.
Технология полимерных материалов / Отв. ред. В.К. Крыжановский. М.: ЦОП Профессия, 2011.
Капустин М.В. Нефтяные и альтернативные топлива с присадками и добавками. М.: Колос, 2008.
Данилов А.М. Применение присадок в топливах. 3-е изд., доп. СПБ.: Химиздат, 2010.
Данилов А.М. Новый взгляд на присадки к топливам (Обзор) // Нефтехимия. 2020. № 2 (60). С. 163–171. https://doi.org/10.31857/S0028242120020033
Цветков О.Н., Максимов А.Л. Тенденции развития смазочных материалов России // Мир нефтепродуктов. 2020. № 5. С. 6–18.
Данилов А.М., Бартко Р.В., Антонов С.А. Современные достижения в области применения и разработки присадок к смазочным маслам (Обзор) // Нефтехимия. 2021. № 1 (61). С. 43–51. https://doi.org/10.31857/S0028242121010032
Цвайфель Х., Маер Р.Д., Шиллер М. Добавки к полимерам. Справочник / Под ред. В.Б. Узденского и А.О. Григорова. М.: Профессия, 2017.
Rubber compounding: chemistry and applications / 2nd Edition by Brendan Rodgers (Editor). CRC Press, 2015.
Дополнительные материалы отсутствуют.