

Физика металлов и металловедение, 2022, T. 123, № 5, стр. 562-568
Развитие радиационной пористости в материале оболочек различной технологии изготовления твэлов реакторов на быстрых нейтронах и ее влияние на ресурс эксплуатации ТВС в реакторе БН-600
А. Р. Исинбаев a, b, *, И. А. Портных a, А. В. Козлов a
a Институт реакторных материалов
624250 Свердловская обл., г. Заречный, а/я 29, Россия
b Уральский федеральный университет
620002 Екатеринбург, ул. Мира, 28, Россия
* E-mail: isinbaev.artur@urfu.ru
Поступила в редакцию 08.08.2021
После доработки 23.12.2021
Принята к публикации 18.01.2022
- EDN: GAAUID
- DOI: 10.31857/S0015323022050059
Аннотация
В рамках статистической модели миграции точечных дефектов исследована зависимость концентрации точечных дефектов в аустенитной коррозионностойкой хромоникелевой стали (ЧС68) от характеристик радиационной пористости при нейтронном облучении. Полученные результаты использованы для анализа данных экспериментального определения характеристик радиационной пористости в образцах из стали ЧС68, облученных при различных дозово-температурных параметрах. Рассчитаны значения критических диаметров вакансионных зародышей пор, показано, что с ростом интегральной площади поверхности пор концентрация точечных дефектов уменьшается, а значение критического диаметра увеличивается. Это приводит к мультимодальному распределению пор по размерам. На основании полученных экспериментальных результатов в рамках модели завершающего этапа стадии нестационарного распухания рассчитан остаточный ресурс по критерию предельно допустимого распухания оболочек исследуемых твэлов.
ВВЕДЕНИЕ
В настоящее время, в реакторах на быстрых нейтронах с натриевым теплоносителем (БН), в качестве материалов оболочек твэлов, используются аустенитные стали. Они обладают достаточной жаропрочностью, однако под действием нейтронного облучения и образующихся в сталях при трансмутационных реакциях атомов водорода и гелия, в материале происходит образование и рост радиационных пор. Накопление пор в структуре материала приводит к радиационному распуханию, а также к изменению его механических свойств, в частности, к существенному уменьшению пластичности [1]. Эти изменения ограничивают ресурс эксплуатации тепловыделяющих сборок (ТВС) [2]. Предельная допускаемая величина распухания оболочек твэлов в реакторе БН-600, обусловленная уменьшением технологического проходного сечения теплоносителя (жидкого натрия), установлена на уровне 15% [3].
Для увеличения длительности эксплуатации твэлов усовершенствуются существующие и разрабатываются новые материалы оболочек, а также совершенствуются технологии их изготовления [4]. Завершающим этапом внедрения усовершенствованных материалов является опытная эксплуатация экспериментальных ТВС, после чего выборочно проводится послереакторные материаловедческие исследования твэлов. Выявление различий изменений микроструктуры, в частности характеристик радиационной пористости, в материале оболочек с различной технологией изготовления и прогнозирование развития пористости является актуальной задачей для обоснования безопасности и повышения ресурса эксплуатации ТВС реакторов на быстрых нейтронах.
Целью работы являлось определение характеристик радиационной пористости по результатам микроструктурных исследований оболочек из стали ЧС68, изготовленных по двум технологическим режимам, описание развития пористости с использованием статистической модели миграции точечных дефектов и прогнозирование остаточного ресурса оболочек исследуемых твэлов в рамках модели завершающего этапа стадии нестационарного распухания [5].
ПРОГНОЗИРОВАНИЕ РАЗВИТИЯ ПОРИСТОСТИ В АУСТЕНИТНЫХ СТАЛЯХ
При эксплуатации ТВС оболочка твэла подвергается радиационному воздействию, которое, в основном, зависит от температуры облучения и скорости радиационных повреждений (атомных смещений, сна/с) [6].
При этом образуется большое количество точечных дефектов (междоузлий и вакансий), которые мигрируют по кристаллу, попадая на различные стоки (дислокации, двойники, границы зерен), а также рекомбинируют между собой. Кроме того, происходят другие изменения микроструктуры, в частности, образуются радиационные поры, которые растут за счет несбалансированного потока в них вакансий [7].
Количественно описать этот процесс, включающий образование зародышей пор, их переход в класс пор, рост и коалесценцию, на фоне других структурных изменений достаточно сложно. В настоящее время разработана модель завершающей стадии нестационарного распухания [5], позволяющая прогнозировать изменение характеристик пористости, в частности распухание, по результатам исследования микроструктуры материала на этой стадии.
Модель используется для расчета потоков вакансий и междоузлий в поры, которые выражаются через размер пор, характеристики подвижности точечных дефектов и их концентрации [7]. Расчеты проводили с использованием статистической модели миграции точечных дефектов [5], с учетом параметров облучения и особенностей микроструктуры, в частности характеристик пористости. Расчет реализуется с помощью программы, при задании такого временного шага, в течение которого характеристики микроструктуры считаются неизменными. По окончании шага характеристики микроструктуры корректировали на рассчитанную величину изменений, и процесс вычисления повторялся. Предельная, допускаемая технологическими документами, величина распухания материала оболочки, составляет 15%, что соответствует пористости 13% [3]. Расчетное время достижения такого распухания у прошедшего эксплуатацию твэла определяет остаточный ресурс, что в сумме с уже отработанным временем составляет предельный ресурс этого твэла.
ОБЪЕКТЫ И МЕТОДЫ ИССЛЕДОВАНИЯ
В работе была исследована микроструктура оболочек твэлов из аустенитной стали ЧС68, изготовленных с использованием двух различных технологий. Основное отличие состояло в режимах термообработки оболочек на предготовом размере перед финальной холодной деформацией. В технологии № 1, применявшейся ранее, как стандартная, отжиг проводили в погружной печи “VSQ”, где температура составляла около ∼1060°С. В (улучшенном) другом варианте для термообработки (технология № 2) использовали проходную печь “АТОН”, и температура отжига составляла ∼1180°С, что, в частности, должно было улучшить однородность микроструктуры по длине оболочечной трубы и гомогенность распределения легирующих элементов в стали [4]. Опытные тепловыделяющие сборки (ОТВС), куда входили твэлы с изготовленными по этим двум технологиям оболочками, были облучены в реакторе БН-600. Базовый состав стали приведен в работе [8].
После эксплуатации на Белоярской АЭС ОТВС была разобрана, и ее твэлы прошли после эксплуатационный контроль, по результатам которого были отобраны и переданы в АО “ИРМ” твэлы для послереакторных исследований. По результатам неразрушающих исследований и характеристикам условий облучения были выбраны участки для проведения микроструктурных и других видов материаловедческих исследований. После вырезки в защитной камере и освобождения от топлива образцы оболочки извлекали в лабораторные помещения, где их подвергали механической шлифовке с доведением толщины образца до 130 мкм, а затем проводили их электролитическую полировку.
С помощью просвечивающего электронного микроскопа (ПЭМ JEM-2000 EX II) были получены изображения микроструктуры стали, которые обрабатывали в программе “SIAMS PhotoLab”, для получения данных о распределении пор по размерам (для пор размером от 1 нм).
Для определения структурных характеристик (плотность дислокаций, двойников деформации, размер зерна) применяли комбинирование методов ПЭМ и СЭМ.
Для расчета потоков точечных дефектов на различные стоки была использована статистическая модель миграции точечных дефектов [9], которая базируется на основных положениях статистической термодинамики твердого тела [8].
Характеристики облучения исследованных образцов и их распухания приведены в табл. 1. Первая буква обозначения образцов показывает, что использовали сталь ЧС68, вторая буква обозначает технологию, использованную при изготовлении оболочки (у – улучшенная, с – стандартная), цифра – условный номер образца.
Таблица 1.
Характеристики облучения и распухания образцов
| Номер образца | Температура Т, К | Скорость набора дозы G, 10–6 сна/с | Повреждающая доза D, сна | Распухание, % |
|---|---|---|---|---|
| Ч-у-1 | 686 | 0.97 | 48 | 0.5 |
| Ч-у-2 | 762 | 0.95 | 47 | 3.0 |
| Ч-у-3 | 790 | 1.61 | 80 | 3.5 |
| Ч-с-1 | 688 | 0.99 | 49 | 0.01 |
| Ч-с-2 | 762 | 1.56 | 77 | 10.5 |
| Ч-с-3 | 785 | 1.62 | 80 | 8.9 |
Как видно из табл. 1, распухание зависит от температуры и дозы облучения и различается у образцов с одинаковыми условиями облучения, но с разной технологией изготовления [10].
В процессе эксплуатации, с увеличением выгорания характеристики облучения в ТВС изменяются со временем. Для изучения зависимости распухания от характеристик облучения были использованы средневзвешенные значения этих характеристик, определяемые с учетом распределения температур по оболочке.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ
В результате ПЭМ-исследований были получены распределения пор по размерам, представленные в виде гистограмм (рис. 1–6).
Рис. 1.
Гистограммы распределения пор по размерам для оболочки твэла из стали ЧС68, изготовленного по стандартной технологии. T = 688 К, D = 49 сна; шаг гистограммы: для мелких пор – 1 нм; для крупных пор – 5 нм.

Рис. 2.
Гистограммы распределения пор по размерам для оболочки твэла из стали ЧС68, изготовленного по усовершенствованной технологии. T = 686 К, D = = 48 сна; шаг гистограммы: для мелких пор – 1 нм; для крупных пор – 5 нм.

Рис. 3.
Гистограммы распределения пор по размерам для оболочки твэла из стали ЧС68, изготовленного по стандартной технологии. T = 762 К, D = 77 сна; шаг гистограммы: для мелких пор – 1 нм; для крупных пор – 5 нм.

Рис. 4.
Гистограммы распределения пор по размерам для оболочки твэла из стали ЧС68, изготовленного по усовершенствованной технологии. T = 762 К, D = = 47 сна; шаг гистограммы: для мелких пор – 1 нм; для крупных пор – 5 нм.

Рис. 5.
Гистограммы распределения пор по размерам для оболочки твэла из стали ЧС68, изготовленного по стандартной технологии. T = 785 К, D = 80 сна; шаг гистограммы: для мелких пор – 1 нм; для крупных пор – 5 нм.

Рис. 6.
Гистограммы распределения пор по размерам для оболочки твэла из стали ЧС68, изготовленного по усовершенствованной технологии. T = 790 К, D = = 80 сна; шаг гистограммы: для мелких пор – 1 нм; для крупных пор – 5 нм.

На рис. 1, 2 на гистограммах для образцов, облученных при температуре 686–688 К, прослеживаются два максимума распределения (“малых” и “крупных”) пор.
Пик в области размеров меньше 5 нм, вероятно, соответствует гелий-вакансионным зародышам пор (пузырькам) [11] с высокой концентрацией. Распределение пор по размерам на участке от 5 до 35 нм, с малой концентрацией, описывает поры диаметром больше критического значения [12].
Для расчетов потоков точечных дефектов на различные стоки была использована статистическая модель миграции точечных дефектов [7], которая использует вероятностное описание перескоков точечных дефектов с учетом различия энергий дефекта в близлежащих положениях.
Основные формулы для расчетов приведены в работах [5, 7]. Изменение пористости описывается следующим уравнением:
где a – параметр решетки, j – несбалансированная плотность потока вакансий, Fv – интегральная площадь поверхности пор, $\Delta t$ – изменение времени. Значения констант, используемые в уравнениях для расчетов, приведены в табл. 2. Где η – радиус спонтанной рекомбинации, выраженный в параметрах решетки, Ev – энергия образования вакансии, Emv – энергия миграции вакансии, Emi – энергия миграции междоузлия, a – параметр кристаллической решетки, ν – частота Дебая, Rg – средний размер зерна, ρd – плотность дислокаций, δv – доля поступивших в матрицу вакансий от общего количества, генерированных облучением, ∆δ – разность относительного количества вакансий и междоузлий, поступающих в кристаллическую матрицу при облучении.Таблица 2.
Набор параметров, использованных при вычислениях, для стали ЧС68
| η | Ev, эВ | Emv, эВ | Emi, эВ | а, нм | ν, с–1 | ρd, м–2 | δv | ∆δ |
|---|---|---|---|---|---|---|---|---|
| 2.5 | 1.8 | 1.09–1.1 | 0.27 | 0.36 | 1013 | 2.5 × 1014 | 0.136 | 0.01 |
По их результатам рассчитывали потоки точечных дефектов в поры, что использовали, аналогично [13], для описания роста пор.
Для расчета остаточного ресурса участков оболочки твэла, в качестве “отправной точки” расчетов был принят момент окончания облучения (извлечение твэлов из реактора). В этот момент поры являлись доминирующим стоком, характеристики которого (удельная площадь поверхности пор) существенно влияли на концентрацию вакансий и междоузельных атомов в кристаллической матрице.
С использованием начальных параметров рассчитывали эволюцию ансамбля пор для случая продолжения облучения с теми же параметрами. Она управляется двумя процессами: ростом пор из-за поступления в них несбалансированного потока вакансий и коалесценцией пор (слиянием при касании растущих пор) [14]. Выражения для расчета измененияй характеристик ансамбля пор за выбранный промежуток времени приведены в работе [5].
В качестве начальных параметров для расчета были приняты характеристики пористости, полученные методами просвечивающей электронной микроскопии (см. табл. 2).
Были рассчитаны изменения концентрации и среднего диаметра пор. При этом расчеты были проведены только для тех пор, диаметр которых больше критического значения [12].
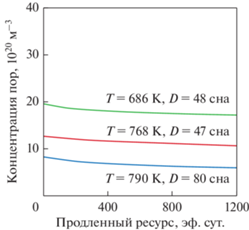
На рис. 7, 8 видно, что концентрация пор падает со временем. Это связано с коалесценцией пор, интенсивность которой увеличивается с ростом распухания, что характерно для переходной стадии от нестационарного распухания к стационарному.
Рис. 7.
Зависимость концентрации пор от времени для оболочек твэлов из стали ЧС68, изготовленных по стандартной технологии. Начало отсчета времени соответствует – 572 эф. сут.

Рис. 8.
Зависимость концентрации пор от времени для оболочек твэлов из стали ЧС68, изготовленных по усовершенствованной технологии. Начало отсчета времени соответствует – 572 эф. сут.
Из рис. 9, 10 видно, что со временем средний диаметр пор увеличивается (за счет роста имеющихся пор из-за поступающего в них несбалансированного потока вакансий и коалесценции).
Рис. 9.
Зависимость среднего диаметра пор от времени для оболочек твэлов из стали ЧС68, изготовленных по стандартной технологии. Начало отсчета времени соответствует – 572 эф. сут.

Рис. 10.
Зависимость среднего диаметра пор от времени для оболочек твэлов из стали ЧС68, изготовленных по усовершенствованной технологии. Начало отсчета времени соответствует – 572 эф. сут.

На рис. 11, 12 показаны временные зависимости пористости для всех образцов. Сплошные линии (пористости) пересекают прерывистую линию (порог пористости) в значении 0.13 отн. ед., что соответствует достижению максимального распухания в 15% и определяет предельный ресурс эксплуатации.
Рис. 11.
Зависимость пористости от времени для оболочек твэлов из стали ЧС68, изготовленных по стандартной технологии. Начало отсчета времени соответствует – 572 эф. сут.

Рис. 12.
Зависимость пористости от времени для оболочек твэлов из стали ЧС68, изготовленных по усовершенствованной технологии. Начало отсчета времени соответствует – 572 эф. сут.

Расчет остаточного дозового ресурса, при котором пористость участока оболочки достигнет предельного значения в 13%, был проведен для всех исследованных образцов. Эти результаты, вместе с соответствующими остаточными временными ресурсами, приведены в табл. 3.
Таблица 3.
Расчет остаточного ресурса и допустимого набора дозы для образцов, вырезанных из оболочек твэлов из стали ЧС68, изготовленных по стандартной и усовершенствованной технологии
| Образец | Набранная доза, сна | Доза достижения S = 15%, сна | Остаточный ресурс, эфф. сут. |
|---|---|---|---|
| Ч-с-1 | 49 | 204 | 1809 |
| Ч-с-2 | 77 | 86 | 67 |
| Ч-с-3 | 80 | 89 | 64 |
| Ч-у-1 | 48 | 140 | 1096 |
| Ч-у-2 | 47 | 89 | 511 |
| Ч-у-3 | 80 | 107 | 193 |
ЗАКЛЮЧЕНИЕ
С использованием модели завершающего этапа стадии нестационарного распухания проанализировано структурное состояние оболочек твэлов из стали ЧС68, изготовленных на основе различных технологий и прошедших эксплуатацию в реакторе БН-600.
Выявлено влияние исходной структуры оболочек твэлов на стойкость к радиационному распуханию. Отжиг в проходной печи “АТОН” при температуре ∼1180°С приводит к формированию более однородной структуры с гомогенным распределением компонентов стали. Вероятно, это влияет на баланс вакансий и междоузлий в матрице, что приводит к уменьшению избыточного потока вакансий в поры, увеличивая радиационную стойкость.
Оболочка твэла из стали ЧС68, изготовленная по стандартной технологии, имеет расчетный предельный ресурс эксплуатации 636 эф. сут, оценка максимального значения повреждающей дозы на твэле [15] при таком времени эксплуатации составляет 86 сна. Для оболочки твэла, изготовленной по усовершенствованной технологии, расчетный предельный ресурс эксплуатации составляет 765 эф. сут, что соответствует максимальному значению повреждающей дозы на твэле в 107 сна.
Полученные результаты свидетельствуют о том, что улучшение технологии изготовления оболочек твэлов приводит к значительному увеличению предельного ресурса по критерию максимально допустимого распухания 15%.
Скорость распухания участка оболочки зависит от сочетания температуры и скорости генерации атомных смещений. При температурах 760–790 К скорость смещений в 1.6 раза выше, чем в участках оболочки с температурами облучения 686 и 688 К, поэтому первые близки к исчерпанию ресурса, а вторые еще имеют по нему запас.
Список литературы
Овчинников И.И., Овчинников И.Г., Богина М.Ю., Матора А.В. Влияние радиационных сред на механические характеристики материалов и поведение конструкций (обзор) // Интернет-журн. “Науковедение”. 2012. № 4(13). С. 110ТВН412.
Griffiths M. Effect of neutron irradiation on the mechanical properties, swelling and creep of austenitic stainless steels // Materials. 2021. V. 14. № 10. P. 1–14.
Баканов М.В., Мальцев В.В., Ошканов Н.Н., Чуев В.В. Основные результаты контроля работоспособности твэлов с оболочками из аустенитных сталей нового поколения // Изв. вузов. Ядерная энергетика. 2011. № 1. С. 187–195.
Спицын Е.В., Целищев А.В., Буданов Ю.П. Исследование влияния режимов аустенитизирующего отжига на структурное состояние и характеристики длительной прочности и ползучести твэльных труб из аустенитной стали ЧС68-ИД // ВАНТ. Серия: материаловедение и новые материалы. 2015. № 2(81). С. 4–14.
Козлов А.В., Портных И.А., Исинбаев А.Р. Модель заключительного этапа стадии нестационарного радиационного распухания металлов // ФММ. 2020. Т. 121. № 7. С. 675–681.
Марголин Б.З., Курсевич И.П., Сорокина А.А., Васина Н.К., Неустроев В.С. К вопросу о радиационном распухании и радиационном охрупчивании аустенитных сталей. Часть II. Физические и механические закономерности охрупчивания // Вопросы материаловедения. 2009. № 2(58). С. 99–111.
Kozlov A.V. Dependence of the concentration of point defects in the ChS-68 austenitic steel on the rate of their generation and temperature upon neutron irradiation // Phys. Met. Metal. 2009. V. 107. № 6. P. 534–541.
Блохин Д.А., Чернов В.М., Митрофанова Н.М., Целищев А.В., Блохин А.И. Ядерно-физические свойства аустенитных сталей ЧС68 и ЭК164 в условиях длительного нейтронного облучения в реакторе БН-600 // ВНИИНМ им. Академика А.А. Бочвара. 2015. № 3. С. 23–37.
Kozlov A.V., Portnykh I.A. Dependence of the rate of steady-state swelling of fuel-element claddings made of ChS68 steel on the characteristics of neutron irradiation // Phys. Met. Metal. 2016. V. 117. № 8. P. 843–846.
Митрофанова Н.М. Конструкционные материалы для оболочек твэлов и чехлов ТВС реактора БН-600 // Изв. вузов. Ядерная энергетика. 2011. № 1. С. 211–223.
Kozlov A.V., Portnykh I.A. Migration and accumulation at dislocations of transmutation helium in austenitic steels upon neutron irradiation // Phys. Met. Metal. 2016. V. 117. № 4. P. 399–406.
Isinbaev A.R., Portnykh I.A., Kozlov A.V. Influence of Radiation Porosity Created in Austenitic Steel upon Neutron Irradiation on the Concentration of Intrinsic Point Defects // Phys. Met. Metal. 2020. V. 121. № 1. P. 89–94.
Портных И.А., Козлов А.В. Рост вакансионных пор на начальной стадии нестационарного распухания // ФММ. 2018. Т. 119. № 6. С. 636–644.
Козлов А.В., Портных И.А. Условия достижения стадии стационарного распухания // ФММ. 2007. Т. 103. № 1. С. 108–112.
Исинбаев А.Р., Козлов А.В., Портных И.А. Прогнозирование остаточного ресурса твэлов с оболочкой из стали ЭК164 после эксплуатации в реакторе БН-600 с достижением максимальной повреждающей дозы 99 сна // ВАНТ. Серия: Материаловедение и новые материалы. 2019. Т. 5. № 101. С. 75–82.
Дополнительные материалы отсутствуют.
Инструменты
Физика металлов и металловедение