

Проблемы машиностроения и надежности машин, 2022, № 4, стр. 28-35
Подход к исследованию качества поверхности на основе автоматической генерации непараметрических моделей шероховатости
В. Ф. Безъязычный 1, И. Н. Паламарь 1, *, Н. С. Азиков 2, А. И. Гагарина 1, В. А. Назаренко 1
1 Рыбинский государственный авиационный технический университет им. П.А. Соловьева
Рыбинск, Россия
2 Институт машиноведения им. А.А. Благонравова РАН
Москва, Россия
* E-mail: irina.palamar@mail.ru
Поступила в редакцию 24.01.2022
После доработки 13.04.2022
Принята к публикации 20.04.2022
- EDN: WBQERU
- DOI: 10.31857/S0235711922040046
Аннотация
Рассматривается подход к решению проблемы моделирования шероховатости поверхности при различных методах обработки ответственных деталей. Предложена непараметрическая модель шероховатости на основе генеративной состязательной нейронной сети, разработаны алгоритмы ее обучения. Проведено исследование профиля шероховатости, сгенерированного по модельным сигналам и реальным профилограммам, оценены параметры шероховатости и получена допустимая погрешность модели при обеспечении повышения эффективности исследования качества поверхности.
Обеспечение качества поверхности ответственных деталей в условиях разработки новых материалов и исследования перспективных способов изготовления и ремонта является одной из важных задач наукоемкого машиностроения. Непрерывное повышение требований к эксплуатационным свойствам деталей приводит к необходимости совершенствования методов оценки показателей качества поверхностного слоя. Шероховатость поверхности является одним из наиболее важных показателей качества, оцениваемых при проведении исследований по совершенствованию различных методов обработки деталей.
Для прогнозирования шероховатости в основном используются аналитические и регрессионные модели для отдельных показателей, не отражающих все особенности профиля поверхности, определяемые ее структурой. На современном технологическом уровне эффективное исследование качества поверхности требует новых подходов к формированию моделей шероховатости, учитывающих достижения методов машинного обучения и анализа данных на основе информационных технологий.
Анализ состояния проблемы. В ряде исследований для доказательства повышения качества поверхности приводится качественное описание рельефа поверхности с визуальным представлением профилограмм до и после предлагаемой обработки поверхности детали.
Исследование метода струйно-абразивной обработки для ремонта компонентов турбин [1] показало зависимость шероховатости по параметру Ra от размера фракции абразива. Для оценки качества обработки использовался визуальный осмотр однородности поверхности и сравнение с эталонами. Вид обработки меняет структуру поверхности, формирует наклеп, поэтому для углубленного исследования модель шероховатости должна отражать все особенности процесса. Для достижения высокого качества поверхности используют комбинированные методы, позволяющие сформировать сложную микроструктуру и рельеф поверхности в соответствии с требуемыми эксплуатационными свойствами [2]. В этом случае требуется исследовать эффективность взаимодействия различных факторов на качество поверхностного слоя деталей и построить более сложную модель шероховатости. Например, изменение микрорельефа поверхности алюминия в работе [3] визуализируется качественно с помощью профилограмм, а оценивается только параметр Ra.
Исследование ультразвукового выглаживания титановых сплавов [4] показало уменьшение шероховатости при формировании градиентной наноструктуры в поверхностном слое. При этом регулирование размера зерна на поверхности должно быть отражено в структуре профиля шероховатости, что требует более сложной модели шероховатости, чем оценка параметров Ra и Rz. Для иллюстрации уменьшения шероховатости приводится внешний вид профилограмм, т.к. в настоящее время отсутствует методика оценки всех особенностей профиля поверхности.
Следующим аспектом изучаемой проблемы оценки качества поверхностного слоя является то, что рельеф поверхности является результатом воздействия частотных и случайных явлений исследуемого метода обработки. Следовательно, шероховатость может рассматриваться как некоторый процесс с соответствующими свойствами. В работе [5] рассматривается математическая модель процесса плоского шлифования и отмечается, что стохастические свойства зерен шлифовального диска и вибрации в процессе шлифования затрудняют прогнозирование их влияния на формируемую поверхность при заданных режимах обработки. Для моделирования шероховатости поверхности используется метод интерполяции, который не позволяет создать реалистичную модель профиля для любых форм поверхности. В работе по исследованию глубинного шлифования [6] получена зависимость Ra от скорости круга и отмечается изменение характера рельефа, который можно оценить по соответствующей модели структуры поверхности. При исследовании аддитивных технологий лазерного выращивания, в частности DMT, шероховатость поверхности оценивалась на соответствие регламентированной Rz = 60 мкм [7]. Поверхность детали имеет выраженный слоисто-волновой, полосчатый характер с отдельными оплавленными гранулами. Наличие на некоторых границах выращенного фрагмента застывших капель и подтеков расплава свидетельствует о неустойчивом режиме формирования. Поскольку получаемая металлографическая структура определяет прочностные свойства детали, то модель шероховатости должна представлять все особенности профиля и обеспечивать возможность их интерпретации в соответствии со спецификой исследуемого метода изготовления или вида порошка [8].
Таким образом, большинство исследований влияния методов обработки на качество поверхности используют параметры, определяемые по ГОСТ 2789-73, при этом наиболее часто используются Rz, Ra и Rmax. Известно, что поверхности с различными функциональными свойствами могут иметь профили с одинаковыми стандартными параметрами микрогеометрии, следовательно, стандартных параметров недостаточно для оптимальной оценки качества поверхности [9]. В работе [10] для автоматизации контроля микрогеометрии поверхности деталей предлагаются графические критерии: графики функций плотности распределения и функций распределения ординат и тангенсов углов наклона профиля. Непараметрическая модель строится для эталонной и для контролируемой поверхности и не обладает обобщающими свойствами для вида обработки и материала детали.
Новый взгляд на шероховатость, как реализацию сигнала, представлен в ГОСТ 4287-2014, являющимся переводом зарубежного стандарта. В ГОСТ 4287-2014 профиль предлагается анализировать с помощью цифровых фильтров и использовать новые методы частотного анализа для оценки шероховатости, однако данный стандарт оставляет параметрический подход, причем методики по расчету параметров еще находятся в стадии разработки. В работе [11] представлены алгоритмы и результаты анализа шероховатости поверхности с использованием Фурье- и вейвлет-анализа.
Другим актуальным направлением в исследовании шероховатости поверхности является применение методов анализа данных и машинного обучения. Статья [12] содержит описание применения различных классификаторов машинного обучения для анализа состояния инструмента в процессе обработки резанием. Состояние инструмента анализируется по акустической эмиссии и вибрации инструмента. В статье указано, что вибрация инструмента коррелирует с шероховатостью поверхности, получаемой после обработки, поэтому к ней можно применить аналогичные методы цифровой обработки сигналов. В работе [13] рассматривается классификация шероховатости поверхности с использованием и сравнением четырех видов классификаторов: метод опорных векторов, метод k-ближайших соседей, дерево решений и случайный лес. В качестве входных параметров используются Фурье- и вейвлет-коэффициенты, коэффициенты корреляции значений вейвлет-коэффициентов и оригинального сигнала.
Основной проблемой применения мощных моделей машинного обучения в анализе качества поверхности и влияния методов обработки является малое количество обучающих данных. Сбор и подготовка данных в количестве, достаточном для обучения по прецедентам, требуют значительных затрат времени и ресурсов.
Постановка задачи и предлагаемый методологический подход. Модель шероховатости поверхности должна отражать особенности конкретных видов обработки с учетом особенностей методов и условий обработки, формирующих структуру поверхности детали. Профиль шероховатости поверхности является сложной функцией с частотными и вероятностными свойствами, поэтому построение аналитических и регрессионных моделей выполняется с рядом допущений и ограничений на используемые параметры. Известно, что модель нейронной сети является универсальным аппроксиматором любой сложной функции с заданной точностью.
Целью данного исследования является разработка непараметрических моделей шероховатости на основе генеративных моделей. Для исследования особенностей профиля шероховатости выбрана генеративная состязательная сеть (GAN), обучаемая без учителя [14]. GAN представляет собой комбинацию из двух нейронных сетей: генератора G и дискриминатора D. Генератор строит приближение распределения данных, а дискриминатор оценивает вероятность того, что образец пришел из обучающих данных, а не сгенерированных моделью G. Обучение для модели G заключается в максимизации вероятности ошибки дискриминатора D. Принцип максимизации правдоподобия говорит, что если есть некоторое неизвестное распределение p(x), в котором есть набор сэмплов xi принадлежащих этому распределению, и некоторое известное параметрическое семейство распределений pm = (x|θ), то для того, чтобы распределение (x|θ) максимально приблизило p(x), надо найти такой вектор параметров θ, который максимизирует совместную вероятность данных. Для количественной оценки сходства между истинным и сгенерированным распределением в модели используется дивергенция Дженсена–Шеннона, состоящая из двух дивергенций Кульбака–Лейблера.
Создание моделей шероховатости. Особенностью генеративных моделей является то, что они строят совместное распределение вероятностей p(x; θ). С математической точки зрения цель генеративной модели состоит в максимизации функции правдоподобия для набора данных X = {xi}
Если плотность распределения известна явно, тогда можно делать вероятностные предположения о структуре распределений, которые обычно сводятся к тому, что распределение p(xi; θ) выражается в виде произведения тех или иных распределений. Например, байесовские сети строят распределение из условных распределений. Так как шероховатость имеет случайное неявное распределение, то для моделирования профиля шероховатости необходимо использовать модель с неявно выраженной плотностью.
В качестве основы модели выбрана Вассерштейн GAN (WGAN), в которой модель дискриминатора заменяется критиком, оценивающим реалистичность или фальшивость данного образца [15]. Это изменение мотивировано математическим аргументом, согласно которому при обучении генератора необходимо стремиться к минимизации расстояния между распределением данных, наблюдаемых в наборе обучающих данных, и распределением, наблюдаемым в сгенерированных примерах. По сравнению с дивергенцией Дженсена–Шеннона расстояние Вассерштейна обладает свойствами непрерывности и дифференциации и продолжает обеспечивать линейность градиента, даже после того, как дискриминатор хорошо обучен. Таким образом решается проблема исчезающего градиента [16].
Модель дискриминатора D включает пять сверточных слоев. Каждый слой состоит из транспонированного оператора одномерной свертки convTransponse1d, пакетной нормализации для ускорения обучения и функции активации ReLU. Входными данными блока являются датасеты со значениями истинных образцов и синтезированных. Выходными данными блока является коэффициент правдивости данных, который поступает на блок генератора.
Модель генератора G также включает пять сверточных слоев. Каждый слой состоит из оператора одномерной свертки conv1d, пакетной нормализации для ускорения обучения и функции активации LeakyReLU, которая решает проблему вымывания градиента у дискриминатора. Входными данными блока являются вектор шума и коэффициент правдивости с дискриминатора. Выходными данными генератора являются сгенерированные данные, которые подаются на вход дискриминатора. Дискриминатор выполняет деконволюцию данных и сравнивает их с реальными.
Перед обучением модели настраиваются параметры, которые будут использованы в процессе обучения: скорость обучения для адаптации весов сети и количество эпох обучения. В качестве функции оптимизации используется RMSProp. При итерационном обучении дискриминатора на каждом шаге обнуляется градиент, рассчитывается среднее значение разности между исходным и сгенерированным набором данных. Веса дополнительно отсекаются. При обучении генератора на каждом шаге цикла модель генерирует свои образы на основе случайных значений или шума. Каждый пятый шаг обучения модель обновляет свои параметры, что позволяет избежать эффекта повторяемости для сгенерированных образов, а также рассчитывается функция потерь на основе данных оценки дискриминатора.
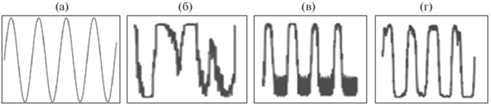
Тестирование на модельных данных. Сигнал шероховатости имеет сложную форму, поэтому модель генерации была протестирована на сигнале известной формы – синусе с параметрами: амплитуда – 1 и период – 64 отсчета с шагом 0.004363435 (рис. 1а).
Рис. 1.
Примеры сигналов: (а) – исходный сигнал, подаваемый на вход модели; (б), (в), (г) – сгенерированные моделью образцы сигналов при разных параметрах обучения.
Настройка параметров позволила достичь корректной генерации нескольких образцов. Количество объектов генерации зависит от количества потоков процессора, в настоящей статье генерировалось 16 образцов за один проход модели. Для настройки использовались следующие параметры: значение, по которому обрезаются веса в модели генератора на каждой эпохе обучения; скорость обучения; количество шагов, после которого происходит обновление градиента генератора; количество эпох обучения; размер батча.
По результатам серии тестов с генерацией данных выбраны оптимальные параметры модели и процесса обучения, позволяющие достичь максимальной корректности образцов за минимальное время обучения. С увеличением количества эпох наблюдался эффект переобучения сети генератора, что приводило к смене полярности полупериода или к полному изменению формы сигнала (рис. 1б, в). Увеличение или уменьшение параметра clip-value приводит к невозможности обучения модели генератора. Уменьшение скорости обучения позволяет получить корректный образец (рис. 1г) на меньшей эпохе обучения, но приводит к быстрому переобучению. Изменение остальных параметров не оказало сильного влияния на генерируемые образцы.
В результате тестирования на модельных данных были определены оптимальные параметры модели. Размер максимального сверточного слоя сети – 512, минимального – 64, что обусловлено размерностью исходных профилей – 500 отсчетов. Параметры обучения: количество эпох – 200; скорость обучения – 0.0001; длина генерируемого шума – 512; размер пакета обучения – 16.
Данные параметры обеспечили оптимальные результаты генерации без лишних включений и искажений формы профиля.
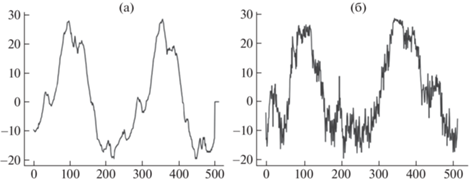
Экспериментальное исследование. Результаты моделирования были проверены на реальных данных, представленных на рис. 2а, 3а. В качестве входных данных используются сигналы в виде. csv файла, содержащего профилограмму шероховатости поверхности. Затем данные преобразуются в формат набора значений датасета для дискриминатора.

Проанализировав полученную визуализацию сгенерированных сигналов (рис. 2б и 3б) можно заметить несглаженность формы генерируемого профиля, которую можно в дальнейшем скорректировать методами цифровой обработки сигналов. Результаты оценки параметра Ra исходного и сгенерированного профилей шероховатости сведены в табл. 1. Разработанная модель позволила сгенерировать образцы на основе сигнала с допустимой погрешностью. Дальнейшее повышение точности модели зависит от качества подготовки датасета и увеличения его объема.
Таблица 1.
Параметры профилей и величина ошибки модели
| Образец профиля шероховатости | Ra исходного профиля, мкм | Ra сгенерированного профиля, мкм | Относительная погрешность, % |
|---|---|---|---|
| № 1 | 12.3541 | 11.1850 | 10 |
| № 2 | 9.4617 | 10.1359 | 8 |
Для анализа шумовой составляющей генерируемых профилей было проведено частотное разложение исходных и генерируемых профилей длиной L на амплитудный и вейвлет-спектры. Анализ амплитудного спектра показал, что в сгенерированном сигнале основные гармоники профиля сохранены, что говорит о том, что структура и особенности профиля не изменялись, генерация только усилила дополнительные гармоники, а также добавились высокочастотные гармоники, которые являются шумом. Результат вейвлет-анализа спектра исходного и сгенерированного профилей шероховатости представлен на рис. 4.
Рис. 4.
Вейвлет-разложение исходного (а) и сгенерированного (б) профиля шероховатости поверхности для образца № 2.
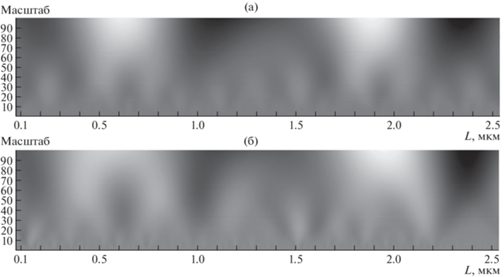
Вейвлет-преобразование одинаково хорошо показывает как низкочастотные, так и высокочастотные характеристики, а также дает информацию об эволюции относительного вклада компонент разного масштаба во времени. Перепады цвета при резких переходах от высоких значений к низким на профиле остались и на сгенерированном профиле (рис. 4), что подтверждает сохранение структуры профиля поверхности при генерации.
Основные результаты и выводы. Обученная генеративная модель на основе WGAN является обобщенной моделью профиля шероховатости, позволяя выполнять оценку любых особенностей профиля для данного вида обработки поверхности методами частотного анализа сигнала.
Модель может адаптироваться под любой вид обработки за счет управления обучением и подготовкой соответствующего датасета. Повышение точности модели достигается методами машинного обучения.
Модель профиля шероховатости можно использовать для аугментации данных о структуре поверхности детали, в случае малого объема обучающей выборки.
Список литературы
Полянский С.Н., Бутаков С.В., Ольков И.С., Александров В.А. Ремонт компонентов турбин методами струйно-абразивной обработки // Проблемы машиностроения и надежности машин. 2021. № 1. С. 89.
Иноземцев В.Е. Оценка воздействия управляемых входных критериев на качественные характеристики формируемой поверхности деталей // Наукоемкие технологии в машиностроении. 2019. № 9 (99). С. 12.
Иноземцев В.Е. Особенности формообразования профиля поверхности при комбинированных способах обработки металлов и их сплавов // В сборнике: Инновационные технологии машиностроения в транспортном комплексе. Материалы XI Международной научно-технической конференции ассоциации технологов-машиностроителей. 2020. С. 119.
Столяров В.В. Ультразвуковое выглаживание титановых сплавов // Проблемы машиностроения и надежности машин. 2018. № 6. С. 66.
Voronov S.A., Veidun M. Mathematical modeling of the cylindrical grinding process // Journal of Machinery Manufacture and Reliability. 2017. T. 46. № 4. C. 394.
Полетаев В.А., Цветков Е.В. Качество поверхностного слоя лопаток компрессоров из титана при многокоординатном глубинном шлифовании // Наукоемкие технологии в машиностроении. 2017. № 12 (78). С. 15.
Isakov V.V., Burlakov I.A., Zabel’yan D.M., Serebryakov D.I., Volkov M.E. Theoretical-experimental estimation method of interconnection of additive technology of directed laser growth // Journal of Machinery Manufacture and Reliability. 2018. T. 47. № 2. C. 173.
Агеев Е.В., Алтухов А.Ю., Агеева Е.В. Влияние температуры сплавления частиц электроэрозионного кобальтохромового порошка на качество аддитивных изделий // Проблемы машиностроения и надежности машин. 2021. № 6. С. 105.
Валетов В.А., Юльметова О.С., Филимонова Е.А. Оценка и контроль шероховатости поверхностей деталей на основе их микротопографий // Металлообработка. 2012. № 4 (70). С. 43.
Филимонова Е.А. Дис. … канд. техн. наук. СПб.: Нац. исслед. ун-т информац. технологий, механики и оптики, 2014. 237 с.
Stępień K. Research on a surface texture analysis by digital signal processing methods // Technical Gazette. 2014. № 21 (3). P. 485.
Krishnakumar P. Feature level fusion of vibration and acoustic emission signals in tool condition monitoring using machine learning classifiers // International Journal of Prognostics and Health Management. 2018. P. 15.
Abu-Mahfouz I. Surface roughness prediction as a classification problem using support vector machine // The International Journal of Advanced Manufacturing Technology. 2017. P. 803.
Goodfellow I. NIPS 2016 Tutorial: Generative Adversarial Networks // arXiv:1701.00160v4 [cs.LG]. 2017. 57 p.
Arjovsky M., Chintala S., Bottou L. Wasserstein GAN / arXiv:1701.07875v3 [stat.ML]. 2017. 32 p.
Arjovsky M., Bottou L. Towards Principled Methods For Training Generative Adversarial Networks / arXiv:1701.04862v1 [stat.ML]. 2017. 17 p.
Дополнительные материалы отсутствуют.
Инструменты
Проблемы машиностроения и надежности машин